
多孔質金属及びその製造方法

【課題】ネットシェイプ成形又はニアネットシェイプ成形が可能で、かつ大型、均質でバラツキのない多孔質金属を短時間で量産する方法を提供することにある。
【解決手段】金属粉末と絶縁材粉末とを混合して混合粉末とする混合工程と、前記混合粉末を所望の形状に加圧成形して成形体とする成形工程と、前記成形体に電磁波を照射して加熱・焼結を行う焼結工程と、前記絶縁材粉末を除去する絶縁材粉末除去工程とを含む製造方法により多孔質金属を製造する。
【解決手段】金属粉末と絶縁材粉末とを混合して混合粉末とする混合工程と、前記混合粉末を所望の形状に加圧成形して成形体とする成形工程と、前記成形体に電磁波を照射して加熱・焼結を行う焼結工程と、前記絶縁材粉末を除去する絶縁材粉末除去工程とを含む製造方法により多孔質金属を製造する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、多孔質金属の製造方法に関する。
【背景技術】
【0002】
多孔質金属の製造方法には、いくつかの異なる方法が用いられ、鋳造法,発泡法,燃焼合成法,粉末焼結法などが知られている。
【0003】
このうち、粉末焼結法の一つに、焼結後の材料中に空間(スペース)を形成するためのスペーサ材と、基材となる金属粉末とを混合,成形,焼結して多孔質材料を作製するスペーサ法が知られている。
【0004】
特許文献1及び非特許文献1には、アルミニウム基多孔質材料に関して記載されている。
【0005】
特許文献1には、アルミニウム粉末又はアルミニウム合金粉末のアルミニウム系材料粉末に水溶性のスペーサ材粉末を混合して混合粉末とし、それを容器内に充填し、その混合粉末に圧縮力を加えながらパルス通電加熱を加えることによりアルミニウム粉末又はアルミニウム合金粉末を焼結した後、焼結体中のスペーサ材を水により溶出させて多孔質化させることを特徴とするエネルギー吸収性に優れた多孔質金属の製造方法が開示されている。また、特許文献1には、粒径3μmのAl粉に、粒径200〜300μmのNaCl粉をスペーサ材として混合し、黒鉛製型を用いて20MPaで加圧しながらパルス通電し、480℃にて5分で焼結する多孔質アルミニウムの製造工程が記載されている。
【0006】
また、非特許文献1には、粒径450μm以下のAl粉に、粒径300〜1000μmのNaCl粉をスペーサ材として混合し、鋼製金型を用いて200MPaで成形し、680℃にて180分で焼結する多孔質アルミニウムの製造工程が記載されている。
【0007】
非特許文献2には、マイクロ波加熱は誘電体の誘電損失による加熱であり、金属の加熱はできないとの一般認識に対し、金属粉末であれば表皮効果による誘導損失や磁気損失により、加熱や焼結も可能と記載されている。
【0008】
一般に、アルミニウム粉末の焼結は、粉末表面に形成された自然酸化膜(アルミナ)が熱的・化学的に非常に安定であるため、極めて難しいと言われている。通常、金属粉末表面に形成された自然酸化膜は、還元雰囲気中での焼結により還元・除去されるが、アルミニウム酸化物の標準生成自由エネルギーはマグネシウムやカルシウムの酸化物と同様に低いため、非常に安定で還元されない。
【0009】
非特許文献1には、200MPaと非常に高い圧力で成形する製造工程が記載されている。成形時にアルミニウム粉末を顕著に塑性変形させて自然酸化膜をせん断力で破壊し、それぞれのアルミニウム粉末が自然酸化膜を介さず金属接触させると同時に、歪エネルギーを蓄積するためと思われる。長時間の焼結で、金属接触したアルミニウム粉末同士が歪エネルギーを開放させながら相互拡散し、かろうじて焼結が進行する。
【0010】
しかしながら、非特許文献1の場合、アルミニウム粉末(特に純アルミニウム粉末)は、非常に硬度が低く軟らかいため、高圧力成形時に金型のすき間に入り込み、金型のカジリや損傷を引き起こす。また、一般的なヒータ加熱は雰囲気加熱であるため、被加熱物の他にも、雰囲気や炉体など全体を加熱する必要がある。このため、焼結プロセスが長時間に及ぶ。その結果、アルミニウム粉末内の結晶粒径が粗大化し、強度が低下する点で改善の余地がある。
【0011】
特許文献2には、焼結すべき材料を粒状のサスセプタ層で囲み、焼結すべき材料の周囲に保護ガス流を導入し、焼結すべき材料及び粒状のサスセプタ層にマイクロ波エネルギーを照射することよりなる、セラミックス,セラミック複合材料又は金属材料からなるグループから選択される材料の焼結方法において、前記の層が、(a)主要量のマイクロ波サスセプタ材料;及び(b)サスセプタ材料に分散されたか又はサスセプタ材料上の被覆として供給された少量の耐熱性離型剤からなることを特徴とする焼結方法が開示されている。
【0012】
特許文献3には、多孔質セラミックス構造体に金属を含浸してなる複合体であって、該複合体表面全体に前記金属の層を設けてなることを特徴とする複合体;多孔質セラミックス構造体が炭化珪素,窒化アルミニウム,窒化珪素,アルミナ又はシリカからなる群より選ばれる1種以上からなる構成;金属がアルミニウム又はマグネシウムのいずれかを主成分とする構成;並びに、前記多孔質セラミックスが空隙率20〜50%の炭化珪素からなり、前記金属がアルミニウムを主成分とする構成が開示されている。
【0013】
特許文献4には、金属多孔質体の表面に、炭化珪素粒子が分散された金属合金層を形成して、成形体を構成し、上記成形体を鋳型内に設置して、アルミ合金溶湯と同時に鋳込む軽合金製複合部材の製造方法が開示されている。
【先行技術文献】
【特許文献】
【0014】
【特許文献1】特開2004−156092号公報
【特許文献2】特表平09−510950号公報
【特許文献3】特開平11−130568号公報
【特許文献4】特開平07−102330号公報
【非特許文献】
【0015】
【非特許文献1】Y.Y. Zhao and Z.X. Sun:“A novel sintering-dissolution process for manufacturing Al foams”, Scripta Meter. 44(2001), pp.105〜110
【非特許文献2】R.Roy, et al.:“Full sintering of powdered-metal bodies in a microwave field”, Nature, 399(1999), pp.668〜670
【発明の概要】
【発明が解決しようとする課題】
【0016】
本発明の目的は、ネットシェイプ成形又はニアネットシェイプ成形が可能な方法で、かつ大型、均質でバラツキのない多孔質金属を短時間で量産することにある。
【課題を解決するための手段】
【0017】
本発明の多孔質金属の製造方法は、金属粉末と絶縁材粉末あるいは半導体粉末とを混合して混合粉末とする混合工程と、前記混合粉末を加圧成形して成形体とする成形工程と、前記成形体に300MHz〜300GHzの電磁波を照射して加熱・焼結を行う焼結工程と、前記絶縁材粉末を除去する絶縁材粉末除去工程とを含むことを特徴とする。
【0018】
ただし、要求される多孔質金属の気孔率が粉末の自然充填密度(タップ密度)程度で良い場合は、成形工程と前記絶縁材粉末を除去する工程は必ずしも必要としない。
【発明の効果】
【0019】
本発明によれば、ネットシェイプ成形又はニアネットシェイプ成形が可能であり、かつ大型、均質でバラツキのない多孔質金属を短時間で量産することができる。
【0020】
また、本発明によれば、スケールアップが容易な多孔質金属の製造方法を提供することができる。
【図面の簡単な説明】
【0021】
【図1】純アルミニウムの粉末を成形して作製した成形体の成形相対密度に対する焼結相対密度を示すグラフである。
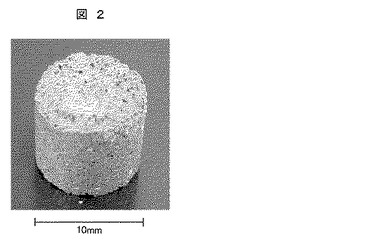
【図2】本発明の実施例2により作製された多孔質金属の外観を示す写真である。
【図3】本発明の実施例3により作製された多孔質金属の外観を示す写真である。
【図4】本発明による大型の多孔質シート材の製造方法を示す概略工程図である。
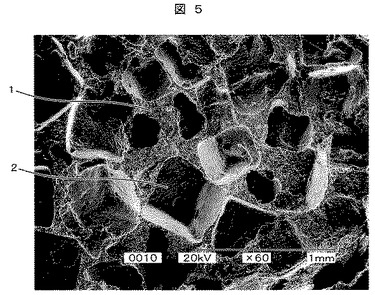
【図5】本発明の実施例4により作製された多孔質金属の内部構造を示す拡大写真である。
【発明を実施するための形態】
【0022】
本発明は、多孔質金属に関し、軽量で比剛性が高く、例えば、振動,電磁波,音,熱などのエネルギー吸収性に優れた金属基の多孔質材料に関する。また、多孔質材料であるが故の機能として、後工程で孔に別の物質を挿入することができ、電極材やフィルター材,含油軸受け材などの前駆体となる金属基の多孔質材料にも関する。さらに、本発明は、簡便かつ短時間で省エネルギーな任意形状の多孔質材料の製造方法に関するものである。
【0023】
パルス通電焼結法は、黒鉛型に試料であるアルミニウム(Al)と塩化ナトリウム(NaCl)との混合粉末を充填し、一軸加圧しながらパルス通電を行い、加熱・焼結する方法である。一般に、パルス通電焼結法は、試料を効率よく加熱して極短時間で焼結できると言われている。
【0024】
しかしながら、焼結時の試料や炭素型の内部温度分布が複雑で、均一な温度分布を得ることが極めて難しいため、特性のバラツキが課題となる。また、パルス通電焼結法は、そのプロセス機構から、例えば、通常のヒータ加熱のように多数の試料を一度に焼結することができないため、量産性が悪く、また、得られるサイズが黒鉛型のサイズに制約されるため、大型化が難しい。
【0025】
一方、マイクロ波を用いた場合、金属粉末の表皮効果である誘導損失や磁気損失により、急速加熱,内部加熱又は急速焼結が可能と言われている。しかしながら、粉末成形体の成形圧若しくは密度が高い場合、見かけ上、成形体は一つ一つの粉末の集合体ではなく、それらが機械的に結合したバルク体となる。
【0026】
マイクロ波は、バルク体の表面では主に反射され、一部がバルク体の表皮効果で表面近傍を加熱するが、発熱量は小さく焼結には至らない。また、マイクロ波焼結の場合も、金属接触した粉末同士が歪エネルギーを開放させながら相互拡散して焼結が進行するため、粉末成形体の成形圧若しくは密度をある程度高くしておく必要がある。
【0027】
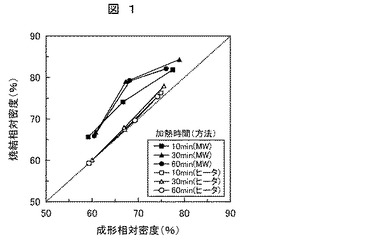
図1は、純アルミニウムの粉末を用いて、成形密度の異なる純アルミニウム成形体を作製し、マイクロ波及びヒータを用いて645℃で加熱したときの焼結密度を示したものである。この場合に、純アルミニウムの粉末に他の材料、例えば、絶縁材粉末(塩化ナトリウム),誘電材粉末(炭化珪素)あるいは半導体粉末(炭素)等は混合していない。
【0028】
本図において、焼結密度が高いほど、焼結による体積収縮が大きいことを表している。
また、図中、白抜きの□,△,○は、ヒータ加熱の場合を表し、黒四角,黒三角,黒丸は、マイクロ波加熱の場合を表す。
【0029】
ヒータ加熱の場合、60min(60分)加熱後も体積収縮が全く見られない。これは上述した自然酸化膜が焼結を阻害したためである。
【0030】
一方、マイクロ波加熱の場合には、10〜30min程度の間に体積収縮が見られ、特に、成形体相対密度が約70%程度で最も顕著であった。これは成形体にある程度の隙間があれば、マイクロ波は成形体内部まで浸透し、一つ一つの粉末表面が表皮効果で加熱されるためである。すなわち、自然酸化膜近傍が粉末内部よりも顕著に過熱されたため、粒子間の拡散が助長されたものである。
【0031】
したがって、金属粉末成形体をマイクロ波加熱するためには、成形密度を調整し、マイクロ波を成形体内部まで浸透させて内部加熱させることが重要である。
【0032】
そもそも粉末冶金法は、ネットシェイプ又はニアネットシェイプ成形が可能な点がメリットである。通常、成形密度は90%以上と高いが、上述の理由からマイクロ波焼結できない。
【0033】
このため、非特許文献2では、SiCなどマイクロ波をよく吸収し、誘電発熱するサセプタを試料周囲に配置して間接加熱させている。
【0034】
さらに、マイクロ波加熱は、試料の自己発熱であるため、その発熱量は粉末の形状やサイズなどに依存する。また、試料の角部などはマイクロ波電磁界が集中しやすく、他の部位に比べて過度に加熱されることもあり、パルス通電焼結法と同様に内部温度分布は複雑で、均一な温度分布を得るのは極めて難しいと言われている。
【0035】
本発明の目的は、ネットシェイプ又はニアネットシェイプ成形できる方法で、大型で、均質でバラツキのない多孔質金属を短時間で量産することにある。
【0036】
本発明においては、マイクロ波と物質との相互作用に着目して、上記課題を解決する製造方法を提供する。すなわち、金属粉末,絶縁材粉末及び誘電材粉末あるいは半導体粉末の混合粉末を所望の形状に加圧成形して成形体とし、電磁波を照射して加熱・焼結し、該絶縁材粉末を加熱中若しくは焼結後に除去する。除去する方法としては、加熱中に気化する絶縁材粉末(炭酸水素アンモニウムなど)を用い、焼結と同時に除去する方法や、焼結後に水などに溶解させて除去する方法がある。
【0037】
本発明の多孔質金属の製造方法において、前記混合工程は、金属粉末と、絶縁材粉末,誘電材粉末,半導体粉末の少なくともいずれかとを混合して前記混合粉末とする工程であることを特徴とする。本発明の多孔質金属の製造方法において、前記金属粉末は、アルミニウム又はアルミニウム合金、あるいは、鉄基合金,銅合金,Ni基合金,Co基合金であり、前記絶縁材粉末は、塩化ナトリウム,炭酸水素アンモニウムなどであり、(但し、ここで絶縁材とはマイクロ波によって発熱が小さい物質を指し、気孔を確保するためのスペーサの役割を担う。)前記誘電材粉末は、炭化珪素,窒化珪素,ジルコニアや窒化アルミなどであり、マイクロ波電場を吸収し金属粉末の発熱および焼結をサポートする役割を担う。半導体粉末は炭素,シリコン,ボロン,ゲルマニウムであり、前記誘電体よりもマイクロ波電場の吸収は劣るが、マイクロ波磁場を吸収し、マイクロ波電場および磁場中で安定して発熱し金属粉末の発熱および焼結をサポートすることを特徴とする。但し、要求される多孔質金属の気孔率が粉末の自然充填密度(タップ密度)程度で良い場合は、前記絶縁体の添加および除去ならびに成形工程は必ずしも必要としない。
【0038】
本発明の多孔質金属の製造方法において、前記金属粉末の平均粒径は30μm以下であり、前記絶縁材粉末の平均粒径は300μm以上であり、前記誘電材粉末の平均粒径は5μm以下であり、半導体粉末の平均粒径は100μm以下であることを特徴とする。
【0039】
本発明の多孔質金属の製造方法において、混合粉末に対する前記絶縁材粉末の混合割合は50〜90mass%であり、前記誘電材粉末あるいは半導体粉末の混合割合は0.2〜1mass%であることを特徴とする。
【0040】
本発明の多孔質金属の製造方法において、前記混合工程は、前記絶縁材粉末と前記誘電材粉末あるいは半導体粉末とを混合した後に、それらと前記金属粉末とを混合して前記混合粉末とする工程であることを特徴とする。
【0041】
本発明の多孔質金属の製造方法において、前記成形工程は、室温にて一軸加圧,粉末圧延又は粉末押出しのいずれかの方式で行い、相対密度80%以上であることを特徴とする。
【0042】
本発明の多孔質金属の製造方法において、前記電磁波の周波数は、300MHz〜300GHzであり、前記焼結工程における前記電磁波による加熱は、金属粉末の融点以下で10〜30分行い、前記加熱における雰囲気条件は、10Paより低い減圧状態、或いは大気圧以下の不活性ガス,窒素ガス若しくは水素ガス又はそれらの混合ガスであることを特徴とする。
【0043】
本発明の多孔質金属の製造方法において、前記絶縁材粉末除去工程は、前記絶縁材粉末を水に溶解して除去することを特徴とする。もしくは、焼結工程において分解気化する化合物を使用できる。
【0044】
本発明の多孔質金属は、空隙を有する金属で形成された多孔質構造を有し、前記金属を構成する金属結晶粒子の間に、電磁波のエネルギーを吸収して発熱する誘電材粉末あるいは半導体粉末を含むことを特徴とする。
【0045】
本発明の多孔質金属は、前記空隙が立方体状であることを特徴とする。但し、要求される多孔質金属の気孔率が粉末の自然充填密度(タップ密度)程度で良い場合は、前記絶縁体の添加が不要であるため空隙は不定形である。
【0046】
本発明の多孔質金属は、前記金属がアルミニウム又はアルミニウム合金あるいは鉄基あるいは銅合金,Ni基合金,Co基合金であることを特徴とする。
【0047】
本発明の多孔質金属は、前記誘電材粉末が炭化珪素又はジルコニアあるいは窒化アルミであることを特徴とする。
【0048】
本発明の多孔質金属は、前記誘半導体粉末が炭素,シリコン,ボロン,ゲルマニウムであることを特徴とする。
【0049】
本発明の多孔質金属は、前記誘電材粉末の平均粒径が5μm以下であることを特徴とする。
【0050】
本発明の多孔質金属は、前記誘電材粉末の割合が、質量基準で1/250〜1/10であることを特徴とする。ここで、誘電材粉末の割合は、上記の多孔質金属の製造方法における前記絶縁材粉末の混合割合50〜90mass%、及び、前記誘電材粉末の混合割合0.2〜1mass%に対応するものであり、前記絶縁材粉末を溶出・除去した後の多孔質金属の組成に対応するものである。
【0051】
本発明の多孔質金属は、前記金属の結晶の平均粒径が30μm以下であることを特徴とする。
ここで、前記金属の結晶粒径の下限値は特に限定されるものではないが、一般に、実際に作製される金属の結晶の平均粒径が1nm以上であることは考慮に入れる必要があると考える。
【0052】
本発明の多孔質金属は、前記空隙の割合が60%以上であることを特徴とする。
【0053】
混合粉末は、金属粉末であるアルミニウム若しくはアルミニウム合金と、絶縁材粉末である塩化ナトリウムとを混合したもの、或いは、金属粉末であるアルミニウム若しくはアルミニウム合金と、絶縁材粉末である塩化ナトリウムと、誘電材粉末である炭化珪素若しくはジルコニアとを混合したものである。但し、要求される多孔質金属の気孔率が粉末の自然充填密度(タップ密度)程度で良い場合は、前記絶縁体の添加が不要であるため誘電体および半導体粉末の添加のみでもよい。また、気孔率を自然充填密度よりも高めたい場合、粉末表面の酸化被膜を損傷させない範囲で圧粉成形することも有効である。表面酸化膜が圧粉成形により損傷する場合、粉末間で金属新生面同士が接触することにより、マイクロ波は粉末間に侵入することができず、圧粉体を効率的に加熱できない。粉末表面の酸化被膜を損傷させない成形条件は、金属の種類,粒径,粒の形状,プレス成形の手法等に依存するが、例えば平均粒径3μmのAl粉末の場合であれば、単軸片押しプレスで150MPaの成形を行っても粉末表面の酸化膜は殆ど損傷を受けず、圧粉体でも効率的な加熱ができる。なお、金属粉末が鉄基あるいは銅合金,Ni基合金,Co基合金の場合は、焼結温度が高くなるため結晶粒が異常粒成長し易く、その結晶粒は特徴的な粒径は有さない場合がある。
【0054】
アルミニウム粉末の平均粒径は30μm以下、望ましくは10μm以下である。塩化ナトリウム粉末の平均粒径は300μm以上、望ましくは500μm以上である。炭化珪素又はジルコニア粉末の平均粒径5μm以下、望ましくは3μm以下である。鉄基あるいは銅合金,Ni基合金,Co基合金の場合は、金属の粉末粒径は平均300μm以下、望ましくは100μm以下であり、添加する炭化珪素又はジルコニア粉末の平均粒径5μm以下、望ましくは3μm以下であり、添加するのが半導体粉末の場合、シリコン,ボロン,ゲルマニウムの平均粒径は100μm以下、望ましくは50μm以下である。
【0055】
これらの粉末を、絶縁材粉末及び誘電材粉末あるいは半導体粉末がそれぞれ50〜90mass%(質量%)及び1mass%以下で、残部が金属粉末となるように混合する。その混合順序は、まず、絶縁材粉末と誘電材粉末あるいは半導体粉末とを混合した後に、それらと金属粉末とを混合する。
【0056】
混合粉末の成形は、室温での一軸加圧,粉末圧延又は粉末押出しのいずれかで行い、成形体相対密度は80%以上、望ましくは90%以上とする。
【0057】
電磁波による加熱・焼結は、マイクロ波若しくはミリ波と呼ばれる周波数300MHz(波長1m)〜300GHz(波長1mm)で行い、望ましくは2.45GHzのマイクロ波又は28GHzのミリ波で行う。加熱は、金属粉末の融点以下、若しくは合金粉末の液相線温度以下で10〜30min(10〜30分)行う。ここで、「金属粉末の融点以下」は、「合金粉末の液相線温度以下」を含むものとする。すなわち、合金粉末の場合に液相線温度以下で加熱を行うことを含むものとする。
【0058】
また、雰囲気は10Paより高真空(10Pa未満の減圧状態。望ましくは、5Pa未満の減圧状態。)、又は大気圧の不活性ガス,窒素,水素若しくはそれらの混合ガスを用いる。
【0059】
以上の方法により、結晶粒径平均30μm以下、空隙率60%以上であることを特徴とする多孔質アルミニウムが作製される。なお、塩化ナトリウムは、焼結後に温水中での超音波洗浄により溶解・除去する。
【0060】
以下、本発明について詳細に説明する。
【0061】
金属粉末であるアルミニウム粉末の平均粒径は、絶縁材粉末である塩化ナトリウムの平均粒径よりも1オーダー程度小さい。誘電材粉末である炭化珪素やジルコニア粉末の平均粒径は、アルミニウム粉末の平均粒径よりも更に1オーダー程度小さい。
【0062】
配合量は、最終的には塩化ナトリウム粉末の部位が空隙となるため、塩化ナトリウムが主成分となる。ただし、90mass%を超えると、最終的な多孔質材料としての骨格(スケルトン)を担うアルミニウム量が少なくなり、構造体として成り立たなくなる。また、炭化珪素などは、マイクロ波による発熱補助剤であるため、高々1mass%程度でよい。
【0063】
まず、混合により、塩化ナトリウム粉末の表面に炭化珪素などを均一に点在させる。つぎに、それをアルミニウム粉末と混合し、塩化ナトリウム粉末を十分に覆い尽くす。
【0064】
混合粉末の成形は、室温にて行い、黒鉛型を用いた一軸加圧を行う。なお、大型化には、粉末圧延によるシート成形、又は粉末押出しによる線材成形を行っても良い。相対密度は、成形プロセスで可能な限り高くし、実用的には80%以上、望ましくは90%以上とする。
【0065】
成形に伴い、それぞれの混合粉末は互いに接触し合い、塩化ナトリウムを覆っていたアルミニウム粉末がせん断変形し、塩化ナトリウム同士が接触し合う。これにより、焼結後に温水中での超音波洗浄により塩化ナトリウムは溶解・除去され、その部位にオープンポーラスが形成される。さらに、成形圧を上昇すると、それぞれの混合粉末間の距離は小さくなり、また、アルミニウム粉末同士がせん断変形し、自然酸化膜が破壊され、金属接触するとともに、歪エネルギーが蓄積される。
【0066】
用いるマイクロ波加熱炉は、一般的な2.45GHzマルチモードでよい。特に、線材成形体の場合、2.45GHzシングルモード(磁場)で加熱すると加熱効率が高くなる。
【0067】
また、大型の成形体の場合は、バッチ炉でなく連続炉で行う。加熱雰囲気や圧力の選択には、マイクロ波励起プラズマが発生しないように工夫する必要がある。また、加圧焼結でもよい。成形体は、断熱材で囲い、自己発熱した熱が周囲へ移動するのを防止する。また、輻射が顕著な場合は、アルミニウム粉末などを断熱材の内面に塗布し、それの発熱を利用した保温剤として用いる。
【0068】
成形体にマイクロ波照射すると、アルミニウム粉末はマイクロ波を吸収して発熱する。
塩化ナトリウムは、マイクロ波を透過するため発熱しない。炭化珪素又はジルコニアは、マイクロ波を強く吸収して顕著に発熱する。
【0069】
本発明の成形体においては、金属相であるアルミニウム粉末同士、及び絶縁相である塩化ナトリウム粉末同士がそれぞれ、互いに接触し合っている。すなわち、仮想的にアルミニウムスケルトンと塩化ナトリウムスケルトンとが3次元的に組み合わさったものと言える。
【0070】
成形体にマイクロ波を照射すると、塩化ナトリウムはマイクロ波にとって透明であるため、マイクロ波はアルミニウムスケルトンの内部まで侵入する。アルミニウムスケルトンの最表面(最外表面:最も外側の表面)には炭化珪素粉末が均一に点在するため、マイクロ波は、まず、炭化珪素粉末に吸収されて発熱する。同時に、アルミニウム粉末が表皮効果により発熱し、双方の均一発熱によりアルミニウムスケルトンが焼結される。本発明では、このような物質とマイクロ波との相互作用の違い、すなわち選択加熱を巧みに利用するものである。
【0071】
鉄基あるいは銅合金,Ni基合金,Co基合金においては、その用途から、必ずしも絶縁体を用いて気孔率を増大させる必要がない場合がある。この時、金属粉末以外にはサスセプタとなる誘電体粉末あるいは半導体粉末を所定量添加するだけで、効率的にこれら金属の多孔質体を作製することができる。これらサスセプタは、マイクロ波による発熱補助剤であるため、高々1mass%程度でよい。ここで、補助剤であるサスセプタに、誘電体粉末である炭化珪素もしくはジルコニアを使用した場合、これらは電場でより加熱される。
一方、金属粉末は磁場でより加熱され易い。鉄基あるいは銅合金,Ni基合金,Co基合金などを焼結する際は1000℃を越える温度での処理が必要となる。このような高温域では誘電体の誘電率および誘電損率の変化も大きい。金属粉末と誘電体粉末では、機能する場が異なるため、その混合体の加熱では、高温における温度制御が著しく難しくなる。
一方、炭素やボロン,シリコン,ゲルマニウム等の半導体粉末は、電場でも磁場でも加熱される特性を有し、その粉末粒径を調整することにより、容易に加熱レベルを調節することができる。従って、これら金属粉末では半導体粉末の方が発熱補助剤として好ましい。
但し、これら半導体元素は対象の金属粉末との反応を考慮しなければならない。例えば、鉄系材料の焼結に炭素をサスセプタに使用した場合、加熱中に炭素が鉄試料へ拡散する場合がある。従って、焼結対象となる試料と初補助材となるサスセプタは極力反応し難い組合せとすることが望ましい。但し、反応生成物が極端にマイクロ波を吸収する化合物とならないこと、あるいは一部サスセプタが反応しても、十分な発熱補助機能を発揮できる粒径および添加量に調整することにより、焼結対象となる試料とサスセプタが反応しても目的の多孔質体を得ることができる。用いるマイクロ波加熱炉は、一般的な2.45GHzマルチモードでも良いが、鉄基あるいは銅合金,Ni基合金,Co基合金においては焼結温度が高いため、シングルモード炉の磁場中の方がより効率的に加熱することができる。
また、大型の成形体の場合は、バッチ炉でなく連続炉で行う。加熱雰囲気や圧力の選択には、マイクロ波励起プラズマが発生しないように工夫する必要がある。また、加圧焼結でもよい。成形体は、断熱材で囲い、自己発熱した熱が周囲へ移動するのを防止する。
【実施例1】
【0072】
平均粒径3μm以下の純アルミニウム粉末と平均粒径500μm程度の塩化ナトリウム粉末とを重量比で1:3とし、それらをボールミルで混合して混合粉末とした。つぎに、この混合粉末を内径10mmの黒鉛型内に入れ、黒鉛パンチで圧粉成形して成形体とした。成形圧は200MPaとし、得られた成形体の理論密度を95%とした。さらに、この成形体をアルミナ製断熱材とともにマイクロ波加熱炉(周波数2.45GHz)にセットした。
【0073】
チャンバー内をいったん真空引きした後、窒素ガスで大気圧にパージした。成形体温度を放射温度計で測定しながら、シングルモードのマイクロ波炉(出力1kW以下)で試料に磁場だけを印加して20分間加熱した。この場合、成形体温度は450℃程度に達した。450℃にて10分間保持した後、マイクロ波出力を停止し、試料を炉冷した。焼結後に試料を温水中にて超音波洗浄し、塩化ナトリウムを溶解除去した。
【実施例2】
【0074】
平均粒径3μm以下の純アルミニウム粉末と平均粒径500μm程度の塩化ナトリウム粉末とを重量比で1:3とし、かつ、平均粒径2〜3μmの炭化珪素粉末を0.2mass%となるように秤量した。
【0075】
まず、塩化ナトリウム粉末と炭化珪素粉末とをボールミルにより混合した後、アルミニウム粉末を加えて更に混合して混合粉末とした。この混合粉末を実施例1と同様に成形して成形体とした後、シングルモードのマイクロ波炉(出力1kW以下)で試料に電場:磁場を2:8で印加して加熱したところ、この成形体は昇温速度100℃/minと瞬時に加熱された。650℃にて10分間保持した後、マイクロ波出力を停止し、試料を炉冷した。焼結後に試料を温水中にて超音波洗浄し、塩化ナトリウムを溶解除去し、気孔率(空隙率)79%のアルミニウム多孔質材料(図2)を作製した。
【0076】
本実施例の製造方法によれば、一軸成形の段階で製品形状に成形すれば、ニアネットシェイプとすることが可能となる。
【実施例3】
【0077】
平均粒径5μm以下の純アルミニウム粉末と平均粒径500μm程度の塩化ナトリウム粉末とを重量比で1:2とし、かつ平均粒径2〜3μmの炭化珪素粉末を0.5mass%となるように秤量した。
【0078】
まず、塩化ナトリウム粉末と炭化珪素粉末とをボールミルにより混合した後、アルミニウム粉末を加えて更に混合した。つぎに、混合粉末を内径30mmの黒鉛型内に入れ、黒鉛パンチで圧粉成形した。成形圧は145MPaとし、得られた成形体の理論密度を89%とした。さらに、成形体をアルミナ製断熱材とともにミリ波加熱炉(周波数28GHz)にセットした。
【0079】
チャンバー内をいったん真空引きした後、窒素ガスで大気圧にパージした。成形体温度を熱電対で測定しながら、ミリ波(出力1kW以下)を印加して昇温速度40℃/minにて加熱後、630℃にて10分間保持した。その後、ミリ波出力を停止し、試料を炉冷した。焼結後に試料を温水中にて超音波洗浄し、塩化ナトリウムを溶解除去し、気孔率61%のアルミニウム多孔質材料(図3)を作製した。
【実施例4】
【0080】
実施例1〜3を元に、多孔質金属の大型シート材の作製を試みた。
【0081】
図4は、本発明による大型の多孔質シート材の製造方法を示す概略工程図である。
【0082】
すなわち、平均粒径5μm以下のアルミニウム合金A5083粉末と平均粒径500μm程度の塩化ナトリウム粉末とを重量比で1:2とし、かつ、平均粒径2〜3μmの炭化珪素粉末を0.5mass%となるように秤量した。
【0083】
まず、塩化ナトリウム粉末と炭化珪素粉末とをボールミルにより混合した後、アルミニウム粉末を加えて更に混合した。つぎに、混合粉末を粉末圧延設備の上部にあるホッパに充填し、圧下率80%で圧延した。このとき、粉末圧延材は、幅100mm、厚さ5mmであり、理論密度はほぼ100%が得られた。
【0084】
粉末圧延材を所定の寸法(長さ100mm)に切断した後、上下をアルミナ製断熱材で挟んだ状態でマイクロ波加熱炉(周波数2.45GHz)にセットした。チャンバー内をいったん真空引きした後、窒素ガスで大気圧にパージした。
【0085】
成形体温度を放射温度計で測定しながら、マイクロ波(出力3kW以下)を印加して昇温速度50℃/minにて加熱した後、550℃にて10分間保持した。その後、マイクロ波出力を停止し、試料を炉冷した。
【0086】
焼結後に試料を温水中にて超音波洗浄し、塩化ナトリウムを溶解除去した。
【0087】
図5は、上記の方法により作製したアルミニウム多孔質シート材料(多孔質金属)の内部構造を示す拡大写真である。
【0088】
本図に示すように、アルミニウム多孔質シート材料は、アルミニウムスケルトン部1と一辺が約500μmの立方体状の空隙2とを含む構成となっている。平均気孔率(平均空隙率)は65%であった。また、アルミニウムスケルトン部1を構成するアルミニウムの結晶の平均粒径は20μm程度であった。
【0089】
本実施例においては、バッチ式マイクロ波加熱炉を使用したため、炉のサイズの制約から成形体を切断した後に焼結したが、連続式マイクロ波加熱炉を用いれば、長尺のシート材の作製が可能となる。これにより、スケールアップが容易な多孔質金属の製造方法を提供することができる。
【0090】
なお、本実施例においては、絶縁材粉末として塩化ナトリウムを用いたため、作製されたアルミニウム多孔質シート材料(多孔質金属)の空隙2が立方体状となっているが、空隙2の形状はこれに限定されるものではなく、マイクロ波を透過する絶縁材粉末であって、他の形状を有するものを用いることにより、いかなる形状の空隙2を有するアルミニウム多孔質シート材料(多孔質金属)でも作製することができる。
【実施例5】
【0091】
平均粒子径50〜150μm程度の低炭素鉄粉と、半導体粉(炭素粉末)とを、2.45GHzのマイクロ波シングルモード炉を用い、磁場中で1kWを印加し加熱した。試料は石英るつぼに入れ、振動を加え自重により充填する程度とし、成形および外部加圧のない状態で炉内にセットした。石英るつぼの周囲は、放熱を抑えるためにアルミナファイバー製の断熱材で覆った。温度測定は放射温度計により行った。
【0092】
雰囲気はArおよびHeなどの単原子分子を用いた場合、800℃以上で放電が生じ、温度制御が困難となり加熱を継続できなかった。一方、N2あるいはCO2などの多原子分子を用いることにより放電は抑制された。雰囲気ガスの圧力は大気圧とし、処理中はフロー状態とした。また、雰囲気ガスを用いず真空中で加熱した場合には、真空度10-3Pa以上では放電が起り、均一な加熱が困難だったが、真空度が10-3Pa以下では放電を抑制して加熱することができた。
【0093】
その他、マイクロ波加熱の結果を表1に示す。表1の結果はN2中で行った時の結果であるが、CO2などの多原子分子および真空度10-3Pa以下の真空中で行った時もほぼ同様の結果が得られた。
【0094】
【表1】

【0095】
以下、表1の結果の詳細を記す。
【0096】
平均粒径50μm程度の低炭素鋼粉末は何も添加しない場合、キュリー温度近傍の800℃程度までは急速に加熱できた。ただし、試料の焼結は進まず、ハンドリング時に崩壊が進み多孔質体を得ることができなかった。
【0097】
次いで、同じ低炭素粉末に平均粒径10μmおよび20μmの炭素(グラファイト+不定形炭素)粉末を1mass%添加し加熱したところ、平均粒径10μmの炭素粉末を添加した試料は1400℃程度まで、20μmの炭素粉末を添加した試料は1300℃まで加熱することができた。平均粒径10μmの炭素粉末を添加した試料は部分的に焼結されていたが、一部では激しく溶融した痕跡が観察された。一方、20μmの炭素粉末では1300℃程度まで加熱され、外観は溶融した痕跡は認められず、良好な状態の多孔質体を得ることができた。それぞれの試料の加熱後の組織は、平均粒径10μmの炭素を添加したものは、添加した炭素の殆どが低炭素鋼粉末と反応し消失していたが、平均粒径20μmの炭素粉末を添加した場合は、一部が反応しているものの、添加した炭素粒が残存しているのが明瞭に認められた。
【0098】
平均粒径10μmおよび20μmの炭素粉末を1mass%添加した平均粒径50μm程度のCo粉末およびNi粉末を、前記低炭素鋼粉末の加熱と同条件で加熱した。平均粒径10μmの炭素粉末を添加した試料は1400℃程度まで、平均粒径20μmの炭素粉末を添加した試料は1300℃程度まで加熱することができた。Co粉末およびNi粉末ともに、平均粒径10μmの炭素粉末添加では良好な状態の多孔質体を得ることができたが、平均粒径20μmの粉末では殆ど焼結は進まず、多孔質体が得られなかった。それぞれの試料の加熱後の組織は、平均粒径10μmおよび20μmの炭素粒はともにCo粉末およびNi粉末ともに添加した炭素粉末と反応せず、炭素粉末はほぼ添加したままの状態で残存しているのが確認された。
【0099】
平均粒子径50〜150μmのCu粉末およびAl粉末に、平均粒径50μmおよび100μmの炭素粉末を1mass%添加し、出力を0.7kWとして前記低炭素鋼の加熱と同様の条件でマイクロ波磁場を照射した。平均粒径50μmの炭素粉末を添加した試料では1000℃程度、100μmの炭素粉末を添加した試料では600℃程度まで加熱された。平均粒径50μmの炭素を添加した場合、Cu粉末は良好な状態の多孔質体が得られたが、Al粉末は激しく部分溶融が生じた。一方、平均粒径100μmの炭素を添加した場合、Cu粉末は焼結されなかったが、Al粉末は良好な焼結体が得られた。
【0100】
他の半導体粉として、ホウ素,ゲルマニウム,珪素を用いて同様の焼結体が得られるかを確認した。Cu粉末には平均粒径100μmのB粉末、Al粉末には平均粒径100μmのGe粉末、75μmのSi粉末を添加し、加熱実験を行った。平均粒径100μmのB粉末、平均粒径100μmのGe粉末を添加したCu、平均粒径75μmのSi粉末を添加したAlについては、いずれも良好な焼結体を得ることができた。
【0101】
半導体粉末は電場,磁場の両方の影響を受け発熱するため、焼結を促進する。また、半導体粉末を混合することにより、温度の制御が容易になるため好ましい。本実施例より、粒径,半導体粉の種類によって違いはあるものの、いずれの半導体粉末を用いても良好な焼結体を得ることができる。
【符号の説明】
【0102】
1 アルミニウムスケルトン部
2 空隙
【技術分野】
【0001】
本発明は、多孔質金属の製造方法に関する。
【背景技術】
【0002】
多孔質金属の製造方法には、いくつかの異なる方法が用いられ、鋳造法,発泡法,燃焼合成法,粉末焼結法などが知られている。
【0003】
このうち、粉末焼結法の一つに、焼結後の材料中に空間(スペース)を形成するためのスペーサ材と、基材となる金属粉末とを混合,成形,焼結して多孔質材料を作製するスペーサ法が知られている。
【0004】
特許文献1及び非特許文献1には、アルミニウム基多孔質材料に関して記載されている。
【0005】
特許文献1には、アルミニウム粉末又はアルミニウム合金粉末のアルミニウム系材料粉末に水溶性のスペーサ材粉末を混合して混合粉末とし、それを容器内に充填し、その混合粉末に圧縮力を加えながらパルス通電加熱を加えることによりアルミニウム粉末又はアルミニウム合金粉末を焼結した後、焼結体中のスペーサ材を水により溶出させて多孔質化させることを特徴とするエネルギー吸収性に優れた多孔質金属の製造方法が開示されている。また、特許文献1には、粒径3μmのAl粉に、粒径200〜300μmのNaCl粉をスペーサ材として混合し、黒鉛製型を用いて20MPaで加圧しながらパルス通電し、480℃にて5分で焼結する多孔質アルミニウムの製造工程が記載されている。
【0006】
また、非特許文献1には、粒径450μm以下のAl粉に、粒径300〜1000μmのNaCl粉をスペーサ材として混合し、鋼製金型を用いて200MPaで成形し、680℃にて180分で焼結する多孔質アルミニウムの製造工程が記載されている。
【0007】
非特許文献2には、マイクロ波加熱は誘電体の誘電損失による加熱であり、金属の加熱はできないとの一般認識に対し、金属粉末であれば表皮効果による誘導損失や磁気損失により、加熱や焼結も可能と記載されている。
【0008】
一般に、アルミニウム粉末の焼結は、粉末表面に形成された自然酸化膜(アルミナ)が熱的・化学的に非常に安定であるため、極めて難しいと言われている。通常、金属粉末表面に形成された自然酸化膜は、還元雰囲気中での焼結により還元・除去されるが、アルミニウム酸化物の標準生成自由エネルギーはマグネシウムやカルシウムの酸化物と同様に低いため、非常に安定で還元されない。
【0009】
非特許文献1には、200MPaと非常に高い圧力で成形する製造工程が記載されている。成形時にアルミニウム粉末を顕著に塑性変形させて自然酸化膜をせん断力で破壊し、それぞれのアルミニウム粉末が自然酸化膜を介さず金属接触させると同時に、歪エネルギーを蓄積するためと思われる。長時間の焼結で、金属接触したアルミニウム粉末同士が歪エネルギーを開放させながら相互拡散し、かろうじて焼結が進行する。
【0010】
しかしながら、非特許文献1の場合、アルミニウム粉末(特に純アルミニウム粉末)は、非常に硬度が低く軟らかいため、高圧力成形時に金型のすき間に入り込み、金型のカジリや損傷を引き起こす。また、一般的なヒータ加熱は雰囲気加熱であるため、被加熱物の他にも、雰囲気や炉体など全体を加熱する必要がある。このため、焼結プロセスが長時間に及ぶ。その結果、アルミニウム粉末内の結晶粒径が粗大化し、強度が低下する点で改善の余地がある。
【0011】
特許文献2には、焼結すべき材料を粒状のサスセプタ層で囲み、焼結すべき材料の周囲に保護ガス流を導入し、焼結すべき材料及び粒状のサスセプタ層にマイクロ波エネルギーを照射することよりなる、セラミックス,セラミック複合材料又は金属材料からなるグループから選択される材料の焼結方法において、前記の層が、(a)主要量のマイクロ波サスセプタ材料;及び(b)サスセプタ材料に分散されたか又はサスセプタ材料上の被覆として供給された少量の耐熱性離型剤からなることを特徴とする焼結方法が開示されている。
【0012】
特許文献3には、多孔質セラミックス構造体に金属を含浸してなる複合体であって、該複合体表面全体に前記金属の層を設けてなることを特徴とする複合体;多孔質セラミックス構造体が炭化珪素,窒化アルミニウム,窒化珪素,アルミナ又はシリカからなる群より選ばれる1種以上からなる構成;金属がアルミニウム又はマグネシウムのいずれかを主成分とする構成;並びに、前記多孔質セラミックスが空隙率20〜50%の炭化珪素からなり、前記金属がアルミニウムを主成分とする構成が開示されている。
【0013】
特許文献4には、金属多孔質体の表面に、炭化珪素粒子が分散された金属合金層を形成して、成形体を構成し、上記成形体を鋳型内に設置して、アルミ合金溶湯と同時に鋳込む軽合金製複合部材の製造方法が開示されている。
【先行技術文献】
【特許文献】
【0014】
【特許文献1】特開2004−156092号公報
【特許文献2】特表平09−510950号公報
【特許文献3】特開平11−130568号公報
【特許文献4】特開平07−102330号公報
【非特許文献】
【0015】
【非特許文献1】Y.Y. Zhao and Z.X. Sun:“A novel sintering-dissolution process for manufacturing Al foams”, Scripta Meter. 44(2001), pp.105〜110
【非特許文献2】R.Roy, et al.:“Full sintering of powdered-metal bodies in a microwave field”, Nature, 399(1999), pp.668〜670
【発明の概要】
【発明が解決しようとする課題】
【0016】
本発明の目的は、ネットシェイプ成形又はニアネットシェイプ成形が可能な方法で、かつ大型、均質でバラツキのない多孔質金属を短時間で量産することにある。
【課題を解決するための手段】
【0017】
本発明の多孔質金属の製造方法は、金属粉末と絶縁材粉末あるいは半導体粉末とを混合して混合粉末とする混合工程と、前記混合粉末を加圧成形して成形体とする成形工程と、前記成形体に300MHz〜300GHzの電磁波を照射して加熱・焼結を行う焼結工程と、前記絶縁材粉末を除去する絶縁材粉末除去工程とを含むことを特徴とする。
【0018】
ただし、要求される多孔質金属の気孔率が粉末の自然充填密度(タップ密度)程度で良い場合は、成形工程と前記絶縁材粉末を除去する工程は必ずしも必要としない。
【発明の効果】
【0019】
本発明によれば、ネットシェイプ成形又はニアネットシェイプ成形が可能であり、かつ大型、均質でバラツキのない多孔質金属を短時間で量産することができる。
【0020】
また、本発明によれば、スケールアップが容易な多孔質金属の製造方法を提供することができる。
【図面の簡単な説明】
【0021】
【図1】純アルミニウムの粉末を成形して作製した成形体の成形相対密度に対する焼結相対密度を示すグラフである。
【図2】本発明の実施例2により作製された多孔質金属の外観を示す写真である。
【図3】本発明の実施例3により作製された多孔質金属の外観を示す写真である。
【図4】本発明による大型の多孔質シート材の製造方法を示す概略工程図である。
【図5】本発明の実施例4により作製された多孔質金属の内部構造を示す拡大写真である。
【発明を実施するための形態】
【0022】
本発明は、多孔質金属に関し、軽量で比剛性が高く、例えば、振動,電磁波,音,熱などのエネルギー吸収性に優れた金属基の多孔質材料に関する。また、多孔質材料であるが故の機能として、後工程で孔に別の物質を挿入することができ、電極材やフィルター材,含油軸受け材などの前駆体となる金属基の多孔質材料にも関する。さらに、本発明は、簡便かつ短時間で省エネルギーな任意形状の多孔質材料の製造方法に関するものである。
【0023】
パルス通電焼結法は、黒鉛型に試料であるアルミニウム(Al)と塩化ナトリウム(NaCl)との混合粉末を充填し、一軸加圧しながらパルス通電を行い、加熱・焼結する方法である。一般に、パルス通電焼結法は、試料を効率よく加熱して極短時間で焼結できると言われている。
【0024】
しかしながら、焼結時の試料や炭素型の内部温度分布が複雑で、均一な温度分布を得ることが極めて難しいため、特性のバラツキが課題となる。また、パルス通電焼結法は、そのプロセス機構から、例えば、通常のヒータ加熱のように多数の試料を一度に焼結することができないため、量産性が悪く、また、得られるサイズが黒鉛型のサイズに制約されるため、大型化が難しい。
【0025】
一方、マイクロ波を用いた場合、金属粉末の表皮効果である誘導損失や磁気損失により、急速加熱,内部加熱又は急速焼結が可能と言われている。しかしながら、粉末成形体の成形圧若しくは密度が高い場合、見かけ上、成形体は一つ一つの粉末の集合体ではなく、それらが機械的に結合したバルク体となる。
【0026】
マイクロ波は、バルク体の表面では主に反射され、一部がバルク体の表皮効果で表面近傍を加熱するが、発熱量は小さく焼結には至らない。また、マイクロ波焼結の場合も、金属接触した粉末同士が歪エネルギーを開放させながら相互拡散して焼結が進行するため、粉末成形体の成形圧若しくは密度をある程度高くしておく必要がある。
【0027】
図1は、純アルミニウムの粉末を用いて、成形密度の異なる純アルミニウム成形体を作製し、マイクロ波及びヒータを用いて645℃で加熱したときの焼結密度を示したものである。この場合に、純アルミニウムの粉末に他の材料、例えば、絶縁材粉末(塩化ナトリウム),誘電材粉末(炭化珪素)あるいは半導体粉末(炭素)等は混合していない。
【0028】
本図において、焼結密度が高いほど、焼結による体積収縮が大きいことを表している。
また、図中、白抜きの□,△,○は、ヒータ加熱の場合を表し、黒四角,黒三角,黒丸は、マイクロ波加熱の場合を表す。
【0029】
ヒータ加熱の場合、60min(60分)加熱後も体積収縮が全く見られない。これは上述した自然酸化膜が焼結を阻害したためである。
【0030】
一方、マイクロ波加熱の場合には、10〜30min程度の間に体積収縮が見られ、特に、成形体相対密度が約70%程度で最も顕著であった。これは成形体にある程度の隙間があれば、マイクロ波は成形体内部まで浸透し、一つ一つの粉末表面が表皮効果で加熱されるためである。すなわち、自然酸化膜近傍が粉末内部よりも顕著に過熱されたため、粒子間の拡散が助長されたものである。
【0031】
したがって、金属粉末成形体をマイクロ波加熱するためには、成形密度を調整し、マイクロ波を成形体内部まで浸透させて内部加熱させることが重要である。
【0032】
そもそも粉末冶金法は、ネットシェイプ又はニアネットシェイプ成形が可能な点がメリットである。通常、成形密度は90%以上と高いが、上述の理由からマイクロ波焼結できない。
【0033】
このため、非特許文献2では、SiCなどマイクロ波をよく吸収し、誘電発熱するサセプタを試料周囲に配置して間接加熱させている。
【0034】
さらに、マイクロ波加熱は、試料の自己発熱であるため、その発熱量は粉末の形状やサイズなどに依存する。また、試料の角部などはマイクロ波電磁界が集中しやすく、他の部位に比べて過度に加熱されることもあり、パルス通電焼結法と同様に内部温度分布は複雑で、均一な温度分布を得るのは極めて難しいと言われている。
【0035】
本発明の目的は、ネットシェイプ又はニアネットシェイプ成形できる方法で、大型で、均質でバラツキのない多孔質金属を短時間で量産することにある。
【0036】
本発明においては、マイクロ波と物質との相互作用に着目して、上記課題を解決する製造方法を提供する。すなわち、金属粉末,絶縁材粉末及び誘電材粉末あるいは半導体粉末の混合粉末を所望の形状に加圧成形して成形体とし、電磁波を照射して加熱・焼結し、該絶縁材粉末を加熱中若しくは焼結後に除去する。除去する方法としては、加熱中に気化する絶縁材粉末(炭酸水素アンモニウムなど)を用い、焼結と同時に除去する方法や、焼結後に水などに溶解させて除去する方法がある。
【0037】
本発明の多孔質金属の製造方法において、前記混合工程は、金属粉末と、絶縁材粉末,誘電材粉末,半導体粉末の少なくともいずれかとを混合して前記混合粉末とする工程であることを特徴とする。本発明の多孔質金属の製造方法において、前記金属粉末は、アルミニウム又はアルミニウム合金、あるいは、鉄基合金,銅合金,Ni基合金,Co基合金であり、前記絶縁材粉末は、塩化ナトリウム,炭酸水素アンモニウムなどであり、(但し、ここで絶縁材とはマイクロ波によって発熱が小さい物質を指し、気孔を確保するためのスペーサの役割を担う。)前記誘電材粉末は、炭化珪素,窒化珪素,ジルコニアや窒化アルミなどであり、マイクロ波電場を吸収し金属粉末の発熱および焼結をサポートする役割を担う。半導体粉末は炭素,シリコン,ボロン,ゲルマニウムであり、前記誘電体よりもマイクロ波電場の吸収は劣るが、マイクロ波磁場を吸収し、マイクロ波電場および磁場中で安定して発熱し金属粉末の発熱および焼結をサポートすることを特徴とする。但し、要求される多孔質金属の気孔率が粉末の自然充填密度(タップ密度)程度で良い場合は、前記絶縁体の添加および除去ならびに成形工程は必ずしも必要としない。
【0038】
本発明の多孔質金属の製造方法において、前記金属粉末の平均粒径は30μm以下であり、前記絶縁材粉末の平均粒径は300μm以上であり、前記誘電材粉末の平均粒径は5μm以下であり、半導体粉末の平均粒径は100μm以下であることを特徴とする。
【0039】
本発明の多孔質金属の製造方法において、混合粉末に対する前記絶縁材粉末の混合割合は50〜90mass%であり、前記誘電材粉末あるいは半導体粉末の混合割合は0.2〜1mass%であることを特徴とする。
【0040】
本発明の多孔質金属の製造方法において、前記混合工程は、前記絶縁材粉末と前記誘電材粉末あるいは半導体粉末とを混合した後に、それらと前記金属粉末とを混合して前記混合粉末とする工程であることを特徴とする。
【0041】
本発明の多孔質金属の製造方法において、前記成形工程は、室温にて一軸加圧,粉末圧延又は粉末押出しのいずれかの方式で行い、相対密度80%以上であることを特徴とする。
【0042】
本発明の多孔質金属の製造方法において、前記電磁波の周波数は、300MHz〜300GHzであり、前記焼結工程における前記電磁波による加熱は、金属粉末の融点以下で10〜30分行い、前記加熱における雰囲気条件は、10Paより低い減圧状態、或いは大気圧以下の不活性ガス,窒素ガス若しくは水素ガス又はそれらの混合ガスであることを特徴とする。
【0043】
本発明の多孔質金属の製造方法において、前記絶縁材粉末除去工程は、前記絶縁材粉末を水に溶解して除去することを特徴とする。もしくは、焼結工程において分解気化する化合物を使用できる。
【0044】
本発明の多孔質金属は、空隙を有する金属で形成された多孔質構造を有し、前記金属を構成する金属結晶粒子の間に、電磁波のエネルギーを吸収して発熱する誘電材粉末あるいは半導体粉末を含むことを特徴とする。
【0045】
本発明の多孔質金属は、前記空隙が立方体状であることを特徴とする。但し、要求される多孔質金属の気孔率が粉末の自然充填密度(タップ密度)程度で良い場合は、前記絶縁体の添加が不要であるため空隙は不定形である。
【0046】
本発明の多孔質金属は、前記金属がアルミニウム又はアルミニウム合金あるいは鉄基あるいは銅合金,Ni基合金,Co基合金であることを特徴とする。
【0047】
本発明の多孔質金属は、前記誘電材粉末が炭化珪素又はジルコニアあるいは窒化アルミであることを特徴とする。
【0048】
本発明の多孔質金属は、前記誘半導体粉末が炭素,シリコン,ボロン,ゲルマニウムであることを特徴とする。
【0049】
本発明の多孔質金属は、前記誘電材粉末の平均粒径が5μm以下であることを特徴とする。
【0050】
本発明の多孔質金属は、前記誘電材粉末の割合が、質量基準で1/250〜1/10であることを特徴とする。ここで、誘電材粉末の割合は、上記の多孔質金属の製造方法における前記絶縁材粉末の混合割合50〜90mass%、及び、前記誘電材粉末の混合割合0.2〜1mass%に対応するものであり、前記絶縁材粉末を溶出・除去した後の多孔質金属の組成に対応するものである。
【0051】
本発明の多孔質金属は、前記金属の結晶の平均粒径が30μm以下であることを特徴とする。
ここで、前記金属の結晶粒径の下限値は特に限定されるものではないが、一般に、実際に作製される金属の結晶の平均粒径が1nm以上であることは考慮に入れる必要があると考える。
【0052】
本発明の多孔質金属は、前記空隙の割合が60%以上であることを特徴とする。
【0053】
混合粉末は、金属粉末であるアルミニウム若しくはアルミニウム合金と、絶縁材粉末である塩化ナトリウムとを混合したもの、或いは、金属粉末であるアルミニウム若しくはアルミニウム合金と、絶縁材粉末である塩化ナトリウムと、誘電材粉末である炭化珪素若しくはジルコニアとを混合したものである。但し、要求される多孔質金属の気孔率が粉末の自然充填密度(タップ密度)程度で良い場合は、前記絶縁体の添加が不要であるため誘電体および半導体粉末の添加のみでもよい。また、気孔率を自然充填密度よりも高めたい場合、粉末表面の酸化被膜を損傷させない範囲で圧粉成形することも有効である。表面酸化膜が圧粉成形により損傷する場合、粉末間で金属新生面同士が接触することにより、マイクロ波は粉末間に侵入することができず、圧粉体を効率的に加熱できない。粉末表面の酸化被膜を損傷させない成形条件は、金属の種類,粒径,粒の形状,プレス成形の手法等に依存するが、例えば平均粒径3μmのAl粉末の場合であれば、単軸片押しプレスで150MPaの成形を行っても粉末表面の酸化膜は殆ど損傷を受けず、圧粉体でも効率的な加熱ができる。なお、金属粉末が鉄基あるいは銅合金,Ni基合金,Co基合金の場合は、焼結温度が高くなるため結晶粒が異常粒成長し易く、その結晶粒は特徴的な粒径は有さない場合がある。
【0054】
アルミニウム粉末の平均粒径は30μm以下、望ましくは10μm以下である。塩化ナトリウム粉末の平均粒径は300μm以上、望ましくは500μm以上である。炭化珪素又はジルコニア粉末の平均粒径5μm以下、望ましくは3μm以下である。鉄基あるいは銅合金,Ni基合金,Co基合金の場合は、金属の粉末粒径は平均300μm以下、望ましくは100μm以下であり、添加する炭化珪素又はジルコニア粉末の平均粒径5μm以下、望ましくは3μm以下であり、添加するのが半導体粉末の場合、シリコン,ボロン,ゲルマニウムの平均粒径は100μm以下、望ましくは50μm以下である。
【0055】
これらの粉末を、絶縁材粉末及び誘電材粉末あるいは半導体粉末がそれぞれ50〜90mass%(質量%)及び1mass%以下で、残部が金属粉末となるように混合する。その混合順序は、まず、絶縁材粉末と誘電材粉末あるいは半導体粉末とを混合した後に、それらと金属粉末とを混合する。
【0056】
混合粉末の成形は、室温での一軸加圧,粉末圧延又は粉末押出しのいずれかで行い、成形体相対密度は80%以上、望ましくは90%以上とする。
【0057】
電磁波による加熱・焼結は、マイクロ波若しくはミリ波と呼ばれる周波数300MHz(波長1m)〜300GHz(波長1mm)で行い、望ましくは2.45GHzのマイクロ波又は28GHzのミリ波で行う。加熱は、金属粉末の融点以下、若しくは合金粉末の液相線温度以下で10〜30min(10〜30分)行う。ここで、「金属粉末の融点以下」は、「合金粉末の液相線温度以下」を含むものとする。すなわち、合金粉末の場合に液相線温度以下で加熱を行うことを含むものとする。
【0058】
また、雰囲気は10Paより高真空(10Pa未満の減圧状態。望ましくは、5Pa未満の減圧状態。)、又は大気圧の不活性ガス,窒素,水素若しくはそれらの混合ガスを用いる。
【0059】
以上の方法により、結晶粒径平均30μm以下、空隙率60%以上であることを特徴とする多孔質アルミニウムが作製される。なお、塩化ナトリウムは、焼結後に温水中での超音波洗浄により溶解・除去する。
【0060】
以下、本発明について詳細に説明する。
【0061】
金属粉末であるアルミニウム粉末の平均粒径は、絶縁材粉末である塩化ナトリウムの平均粒径よりも1オーダー程度小さい。誘電材粉末である炭化珪素やジルコニア粉末の平均粒径は、アルミニウム粉末の平均粒径よりも更に1オーダー程度小さい。
【0062】
配合量は、最終的には塩化ナトリウム粉末の部位が空隙となるため、塩化ナトリウムが主成分となる。ただし、90mass%を超えると、最終的な多孔質材料としての骨格(スケルトン)を担うアルミニウム量が少なくなり、構造体として成り立たなくなる。また、炭化珪素などは、マイクロ波による発熱補助剤であるため、高々1mass%程度でよい。
【0063】
まず、混合により、塩化ナトリウム粉末の表面に炭化珪素などを均一に点在させる。つぎに、それをアルミニウム粉末と混合し、塩化ナトリウム粉末を十分に覆い尽くす。
【0064】
混合粉末の成形は、室温にて行い、黒鉛型を用いた一軸加圧を行う。なお、大型化には、粉末圧延によるシート成形、又は粉末押出しによる線材成形を行っても良い。相対密度は、成形プロセスで可能な限り高くし、実用的には80%以上、望ましくは90%以上とする。
【0065】
成形に伴い、それぞれの混合粉末は互いに接触し合い、塩化ナトリウムを覆っていたアルミニウム粉末がせん断変形し、塩化ナトリウム同士が接触し合う。これにより、焼結後に温水中での超音波洗浄により塩化ナトリウムは溶解・除去され、その部位にオープンポーラスが形成される。さらに、成形圧を上昇すると、それぞれの混合粉末間の距離は小さくなり、また、アルミニウム粉末同士がせん断変形し、自然酸化膜が破壊され、金属接触するとともに、歪エネルギーが蓄積される。
【0066】
用いるマイクロ波加熱炉は、一般的な2.45GHzマルチモードでよい。特に、線材成形体の場合、2.45GHzシングルモード(磁場)で加熱すると加熱効率が高くなる。
【0067】
また、大型の成形体の場合は、バッチ炉でなく連続炉で行う。加熱雰囲気や圧力の選択には、マイクロ波励起プラズマが発生しないように工夫する必要がある。また、加圧焼結でもよい。成形体は、断熱材で囲い、自己発熱した熱が周囲へ移動するのを防止する。また、輻射が顕著な場合は、アルミニウム粉末などを断熱材の内面に塗布し、それの発熱を利用した保温剤として用いる。
【0068】
成形体にマイクロ波照射すると、アルミニウム粉末はマイクロ波を吸収して発熱する。
塩化ナトリウムは、マイクロ波を透過するため発熱しない。炭化珪素又はジルコニアは、マイクロ波を強く吸収して顕著に発熱する。
【0069】
本発明の成形体においては、金属相であるアルミニウム粉末同士、及び絶縁相である塩化ナトリウム粉末同士がそれぞれ、互いに接触し合っている。すなわち、仮想的にアルミニウムスケルトンと塩化ナトリウムスケルトンとが3次元的に組み合わさったものと言える。
【0070】
成形体にマイクロ波を照射すると、塩化ナトリウムはマイクロ波にとって透明であるため、マイクロ波はアルミニウムスケルトンの内部まで侵入する。アルミニウムスケルトンの最表面(最外表面:最も外側の表面)には炭化珪素粉末が均一に点在するため、マイクロ波は、まず、炭化珪素粉末に吸収されて発熱する。同時に、アルミニウム粉末が表皮効果により発熱し、双方の均一発熱によりアルミニウムスケルトンが焼結される。本発明では、このような物質とマイクロ波との相互作用の違い、すなわち選択加熱を巧みに利用するものである。
【0071】
鉄基あるいは銅合金,Ni基合金,Co基合金においては、その用途から、必ずしも絶縁体を用いて気孔率を増大させる必要がない場合がある。この時、金属粉末以外にはサスセプタとなる誘電体粉末あるいは半導体粉末を所定量添加するだけで、効率的にこれら金属の多孔質体を作製することができる。これらサスセプタは、マイクロ波による発熱補助剤であるため、高々1mass%程度でよい。ここで、補助剤であるサスセプタに、誘電体粉末である炭化珪素もしくはジルコニアを使用した場合、これらは電場でより加熱される。
一方、金属粉末は磁場でより加熱され易い。鉄基あるいは銅合金,Ni基合金,Co基合金などを焼結する際は1000℃を越える温度での処理が必要となる。このような高温域では誘電体の誘電率および誘電損率の変化も大きい。金属粉末と誘電体粉末では、機能する場が異なるため、その混合体の加熱では、高温における温度制御が著しく難しくなる。
一方、炭素やボロン,シリコン,ゲルマニウム等の半導体粉末は、電場でも磁場でも加熱される特性を有し、その粉末粒径を調整することにより、容易に加熱レベルを調節することができる。従って、これら金属粉末では半導体粉末の方が発熱補助剤として好ましい。
但し、これら半導体元素は対象の金属粉末との反応を考慮しなければならない。例えば、鉄系材料の焼結に炭素をサスセプタに使用した場合、加熱中に炭素が鉄試料へ拡散する場合がある。従って、焼結対象となる試料と初補助材となるサスセプタは極力反応し難い組合せとすることが望ましい。但し、反応生成物が極端にマイクロ波を吸収する化合物とならないこと、あるいは一部サスセプタが反応しても、十分な発熱補助機能を発揮できる粒径および添加量に調整することにより、焼結対象となる試料とサスセプタが反応しても目的の多孔質体を得ることができる。用いるマイクロ波加熱炉は、一般的な2.45GHzマルチモードでも良いが、鉄基あるいは銅合金,Ni基合金,Co基合金においては焼結温度が高いため、シングルモード炉の磁場中の方がより効率的に加熱することができる。
また、大型の成形体の場合は、バッチ炉でなく連続炉で行う。加熱雰囲気や圧力の選択には、マイクロ波励起プラズマが発生しないように工夫する必要がある。また、加圧焼結でもよい。成形体は、断熱材で囲い、自己発熱した熱が周囲へ移動するのを防止する。
【実施例1】
【0072】
平均粒径3μm以下の純アルミニウム粉末と平均粒径500μm程度の塩化ナトリウム粉末とを重量比で1:3とし、それらをボールミルで混合して混合粉末とした。つぎに、この混合粉末を内径10mmの黒鉛型内に入れ、黒鉛パンチで圧粉成形して成形体とした。成形圧は200MPaとし、得られた成形体の理論密度を95%とした。さらに、この成形体をアルミナ製断熱材とともにマイクロ波加熱炉(周波数2.45GHz)にセットした。
【0073】
チャンバー内をいったん真空引きした後、窒素ガスで大気圧にパージした。成形体温度を放射温度計で測定しながら、シングルモードのマイクロ波炉(出力1kW以下)で試料に磁場だけを印加して20分間加熱した。この場合、成形体温度は450℃程度に達した。450℃にて10分間保持した後、マイクロ波出力を停止し、試料を炉冷した。焼結後に試料を温水中にて超音波洗浄し、塩化ナトリウムを溶解除去した。
【実施例2】
【0074】
平均粒径3μm以下の純アルミニウム粉末と平均粒径500μm程度の塩化ナトリウム粉末とを重量比で1:3とし、かつ、平均粒径2〜3μmの炭化珪素粉末を0.2mass%となるように秤量した。
【0075】
まず、塩化ナトリウム粉末と炭化珪素粉末とをボールミルにより混合した後、アルミニウム粉末を加えて更に混合して混合粉末とした。この混合粉末を実施例1と同様に成形して成形体とした後、シングルモードのマイクロ波炉(出力1kW以下)で試料に電場:磁場を2:8で印加して加熱したところ、この成形体は昇温速度100℃/minと瞬時に加熱された。650℃にて10分間保持した後、マイクロ波出力を停止し、試料を炉冷した。焼結後に試料を温水中にて超音波洗浄し、塩化ナトリウムを溶解除去し、気孔率(空隙率)79%のアルミニウム多孔質材料(図2)を作製した。
【0076】
本実施例の製造方法によれば、一軸成形の段階で製品形状に成形すれば、ニアネットシェイプとすることが可能となる。
【実施例3】
【0077】
平均粒径5μm以下の純アルミニウム粉末と平均粒径500μm程度の塩化ナトリウム粉末とを重量比で1:2とし、かつ平均粒径2〜3μmの炭化珪素粉末を0.5mass%となるように秤量した。
【0078】
まず、塩化ナトリウム粉末と炭化珪素粉末とをボールミルにより混合した後、アルミニウム粉末を加えて更に混合した。つぎに、混合粉末を内径30mmの黒鉛型内に入れ、黒鉛パンチで圧粉成形した。成形圧は145MPaとし、得られた成形体の理論密度を89%とした。さらに、成形体をアルミナ製断熱材とともにミリ波加熱炉(周波数28GHz)にセットした。
【0079】
チャンバー内をいったん真空引きした後、窒素ガスで大気圧にパージした。成形体温度を熱電対で測定しながら、ミリ波(出力1kW以下)を印加して昇温速度40℃/minにて加熱後、630℃にて10分間保持した。その後、ミリ波出力を停止し、試料を炉冷した。焼結後に試料を温水中にて超音波洗浄し、塩化ナトリウムを溶解除去し、気孔率61%のアルミニウム多孔質材料(図3)を作製した。
【実施例4】
【0080】
実施例1〜3を元に、多孔質金属の大型シート材の作製を試みた。
【0081】
図4は、本発明による大型の多孔質シート材の製造方法を示す概略工程図である。
【0082】
すなわち、平均粒径5μm以下のアルミニウム合金A5083粉末と平均粒径500μm程度の塩化ナトリウム粉末とを重量比で1:2とし、かつ、平均粒径2〜3μmの炭化珪素粉末を0.5mass%となるように秤量した。
【0083】
まず、塩化ナトリウム粉末と炭化珪素粉末とをボールミルにより混合した後、アルミニウム粉末を加えて更に混合した。つぎに、混合粉末を粉末圧延設備の上部にあるホッパに充填し、圧下率80%で圧延した。このとき、粉末圧延材は、幅100mm、厚さ5mmであり、理論密度はほぼ100%が得られた。
【0084】
粉末圧延材を所定の寸法(長さ100mm)に切断した後、上下をアルミナ製断熱材で挟んだ状態でマイクロ波加熱炉(周波数2.45GHz)にセットした。チャンバー内をいったん真空引きした後、窒素ガスで大気圧にパージした。
【0085】
成形体温度を放射温度計で測定しながら、マイクロ波(出力3kW以下)を印加して昇温速度50℃/minにて加熱した後、550℃にて10分間保持した。その後、マイクロ波出力を停止し、試料を炉冷した。
【0086】
焼結後に試料を温水中にて超音波洗浄し、塩化ナトリウムを溶解除去した。
【0087】
図5は、上記の方法により作製したアルミニウム多孔質シート材料(多孔質金属)の内部構造を示す拡大写真である。
【0088】
本図に示すように、アルミニウム多孔質シート材料は、アルミニウムスケルトン部1と一辺が約500μmの立方体状の空隙2とを含む構成となっている。平均気孔率(平均空隙率)は65%であった。また、アルミニウムスケルトン部1を構成するアルミニウムの結晶の平均粒径は20μm程度であった。
【0089】
本実施例においては、バッチ式マイクロ波加熱炉を使用したため、炉のサイズの制約から成形体を切断した後に焼結したが、連続式マイクロ波加熱炉を用いれば、長尺のシート材の作製が可能となる。これにより、スケールアップが容易な多孔質金属の製造方法を提供することができる。
【0090】
なお、本実施例においては、絶縁材粉末として塩化ナトリウムを用いたため、作製されたアルミニウム多孔質シート材料(多孔質金属)の空隙2が立方体状となっているが、空隙2の形状はこれに限定されるものではなく、マイクロ波を透過する絶縁材粉末であって、他の形状を有するものを用いることにより、いかなる形状の空隙2を有するアルミニウム多孔質シート材料(多孔質金属)でも作製することができる。
【実施例5】
【0091】
平均粒子径50〜150μm程度の低炭素鉄粉と、半導体粉(炭素粉末)とを、2.45GHzのマイクロ波シングルモード炉を用い、磁場中で1kWを印加し加熱した。試料は石英るつぼに入れ、振動を加え自重により充填する程度とし、成形および外部加圧のない状態で炉内にセットした。石英るつぼの周囲は、放熱を抑えるためにアルミナファイバー製の断熱材で覆った。温度測定は放射温度計により行った。
【0092】
雰囲気はArおよびHeなどの単原子分子を用いた場合、800℃以上で放電が生じ、温度制御が困難となり加熱を継続できなかった。一方、N2あるいはCO2などの多原子分子を用いることにより放電は抑制された。雰囲気ガスの圧力は大気圧とし、処理中はフロー状態とした。また、雰囲気ガスを用いず真空中で加熱した場合には、真空度10-3Pa以上では放電が起り、均一な加熱が困難だったが、真空度が10-3Pa以下では放電を抑制して加熱することができた。
【0093】
その他、マイクロ波加熱の結果を表1に示す。表1の結果はN2中で行った時の結果であるが、CO2などの多原子分子および真空度10-3Pa以下の真空中で行った時もほぼ同様の結果が得られた。
【0094】
【表1】
【0095】
以下、表1の結果の詳細を記す。
【0096】
平均粒径50μm程度の低炭素鋼粉末は何も添加しない場合、キュリー温度近傍の800℃程度までは急速に加熱できた。ただし、試料の焼結は進まず、ハンドリング時に崩壊が進み多孔質体を得ることができなかった。
【0097】
次いで、同じ低炭素粉末に平均粒径10μmおよび20μmの炭素(グラファイト+不定形炭素)粉末を1mass%添加し加熱したところ、平均粒径10μmの炭素粉末を添加した試料は1400℃程度まで、20μmの炭素粉末を添加した試料は1300℃まで加熱することができた。平均粒径10μmの炭素粉末を添加した試料は部分的に焼結されていたが、一部では激しく溶融した痕跡が観察された。一方、20μmの炭素粉末では1300℃程度まで加熱され、外観は溶融した痕跡は認められず、良好な状態の多孔質体を得ることができた。それぞれの試料の加熱後の組織は、平均粒径10μmの炭素を添加したものは、添加した炭素の殆どが低炭素鋼粉末と反応し消失していたが、平均粒径20μmの炭素粉末を添加した場合は、一部が反応しているものの、添加した炭素粒が残存しているのが明瞭に認められた。
【0098】
平均粒径10μmおよび20μmの炭素粉末を1mass%添加した平均粒径50μm程度のCo粉末およびNi粉末を、前記低炭素鋼粉末の加熱と同条件で加熱した。平均粒径10μmの炭素粉末を添加した試料は1400℃程度まで、平均粒径20μmの炭素粉末を添加した試料は1300℃程度まで加熱することができた。Co粉末およびNi粉末ともに、平均粒径10μmの炭素粉末添加では良好な状態の多孔質体を得ることができたが、平均粒径20μmの粉末では殆ど焼結は進まず、多孔質体が得られなかった。それぞれの試料の加熱後の組織は、平均粒径10μmおよび20μmの炭素粒はともにCo粉末およびNi粉末ともに添加した炭素粉末と反応せず、炭素粉末はほぼ添加したままの状態で残存しているのが確認された。
【0099】
平均粒子径50〜150μmのCu粉末およびAl粉末に、平均粒径50μmおよび100μmの炭素粉末を1mass%添加し、出力を0.7kWとして前記低炭素鋼の加熱と同様の条件でマイクロ波磁場を照射した。平均粒径50μmの炭素粉末を添加した試料では1000℃程度、100μmの炭素粉末を添加した試料では600℃程度まで加熱された。平均粒径50μmの炭素を添加した場合、Cu粉末は良好な状態の多孔質体が得られたが、Al粉末は激しく部分溶融が生じた。一方、平均粒径100μmの炭素を添加した場合、Cu粉末は焼結されなかったが、Al粉末は良好な焼結体が得られた。
【0100】
他の半導体粉として、ホウ素,ゲルマニウム,珪素を用いて同様の焼結体が得られるかを確認した。Cu粉末には平均粒径100μmのB粉末、Al粉末には平均粒径100μmのGe粉末、75μmのSi粉末を添加し、加熱実験を行った。平均粒径100μmのB粉末、平均粒径100μmのGe粉末を添加したCu、平均粒径75μmのSi粉末を添加したAlについては、いずれも良好な焼結体を得ることができた。
【0101】
半導体粉末は電場,磁場の両方の影響を受け発熱するため、焼結を促進する。また、半導体粉末を混合することにより、温度の制御が容易になるため好ましい。本実施例より、粒径,半導体粉の種類によって違いはあるものの、いずれの半導体粉末を用いても良好な焼結体を得ることができる。
【符号の説明】
【0102】
1 アルミニウムスケルトン部
2 空隙
【特許請求の範囲】
【請求項1】
金属粉末と絶縁材粉末とを混合して混合粉末とする混合工程と、前記混合粉末を加圧成形して成形体とする成形工程と、前記成形体に電磁波を照射して加熱・焼結を行う焼結工程と、前記絶縁材粉末を除去する絶縁材粉末除去工程とを含むことを特徴とする多孔質金属の製造方法。
【請求項2】
前記混合工程は、金属粉末と絶縁材粉末と誘電材粉末あるいは半導体粉末とを混合して前記混合粉末とする工程であることを特徴とする請求項1記載の多孔質金属の製造方法。
【請求項3】
前記金属粉末は、アルミニウム又はアルミニウム合金であり、前記絶縁材粉末は、塩化ナトリウムであり、前記誘電材粉末は、炭化珪素又はジルコニアであり、前記半導体粉末は、炭素,ボロン,シリコン,ゲルマニウムであることを特徴とする請求項2に記載の多孔質金属の製造方法。
【請求項4】
前記金属粉末の平均粒径は30μm以下であり、前記絶縁材粉末の平均粒径は300μm以上であり、前記誘電材粉末の平均粒径は5μm以下であり、前記半導体粉末の平均粒径は100μm以下であることを特徴とする請求項1〜3のいずれか一項に記載の多孔質金属の製造方法。
【請求項5】
前記混合粉末に対する前記絶縁材粉末の混合割合は50〜90mass%であり、前記誘電材粉末あるいは半導体粉末の混合割合は0.2〜1mass%であることを特徴とする請求項1〜4のいずれか一項に記載の多孔質金属の製造方法。
【請求項6】
前記混合工程は、前記絶縁材粉末と前記誘電材粉末あるいは半導体粉末とを混合した後に、それらと前記金属粉末とを混合して前記混合粉末とする工程であることを特徴とする請求項2〜5のいずれか一項に記載の多孔質金属の製造方法。
【請求項7】
前記成形工程は、室温にて一軸加圧,粉末圧延又は粉末押出しのいずれかの方式で行い、相対密度80%以上であることを特徴とする請求項1〜6のいずれか一項に記載の多孔質金属の製造方法。
【請求項8】
前記電磁波の周波数は、300MHz〜300GHzであり、前記焼結工程における前記電磁波による加熱は、金属粉末の融点以下で10〜30分行い、前記加熱における雰囲気条件は、10Paより低い減圧状態、或いは大気圧以下の不活性ガス,窒素ガス若しくは水素ガス又はそれらの混合ガスであることを特徴とする請求項1〜7のいずれか一項に記載の多孔質金属の製造方法。
【請求項9】
前記絶縁材粉末除去工程は、前記絶縁材粉末を水に溶解して除去することを特徴とする請求項1〜8のいずれか一項に記載の多孔質金属の製造方法。
【請求項10】
空隙を有する金属で形成された多孔質構造を有し、前記金属を構成する金属結晶粒子の間に、電磁波のエネルギーを吸収して発熱する誘電材粉末あるいは半導体粉末を含むことを特徴とする多孔質金属。
【請求項11】
前記空隙が立方体状であることを特徴とする請求項10記載の多孔質金属。
【請求項12】
前記金属がアルミニウム又はアルミニウム合金であることを特徴とする請求項10又は11に記載の多孔質金属。
【請求項13】
前記誘電材粉末が炭化珪素,窒化珪素,窒化アルミ,ジルコニアの少なくともいずれかであることを特徴とする請求項10〜12のいずれか一項に記載の多孔質金属。
【請求項14】
前記誘電材粉末の平均粒径が5μm以下であることを特徴とする請求項10〜13のいずれか一項に記載の多孔質金属。
【請求項15】
前記誘電材粉末の割合が、質量基準で1/250〜1/10であることを特徴とする請求項10〜14のいずれか一項に記載の多孔質金属。
【請求項16】
前記金属の結晶粒径が平均30μm以下であることを特徴とする請求項10〜15のいずれか一項に記載の多孔質金属。
【請求項17】
前記空隙の割合が60%以上であることを特徴とする請求項10〜16のいずれか一項に記載の多孔質金属。
【請求項18】
誘電材粉末,半導体粉末の少なくともいずれかと、金属粉末とを混合して混合粉末とし、前記混合粉末あるいは前記混合粉末よりなる成形体にマイクロ波を照射して加熱・焼結を行うことにより作製される多孔質体。
【請求項19】
前記金属粉末は、鉄基合金,銅合金,Ni基合金,Co基合金の少なくともいずれかであり、前記誘電材粉末は炭化珪素,窒化珪素,窒化アルミ,ジルコニアの少なくともいずれかであり、前記半導体粉末は、炭素,ボロン,シリコン,ゲルマニウムの少なくともいずれかであることを特徴とする請求項18に記載の多孔質体。
【請求項1】
金属粉末と絶縁材粉末とを混合して混合粉末とする混合工程と、前記混合粉末を加圧成形して成形体とする成形工程と、前記成形体に電磁波を照射して加熱・焼結を行う焼結工程と、前記絶縁材粉末を除去する絶縁材粉末除去工程とを含むことを特徴とする多孔質金属の製造方法。
【請求項2】
前記混合工程は、金属粉末と絶縁材粉末と誘電材粉末あるいは半導体粉末とを混合して前記混合粉末とする工程であることを特徴とする請求項1記載の多孔質金属の製造方法。
【請求項3】
前記金属粉末は、アルミニウム又はアルミニウム合金であり、前記絶縁材粉末は、塩化ナトリウムであり、前記誘電材粉末は、炭化珪素又はジルコニアであり、前記半導体粉末は、炭素,ボロン,シリコン,ゲルマニウムであることを特徴とする請求項2に記載の多孔質金属の製造方法。
【請求項4】
前記金属粉末の平均粒径は30μm以下であり、前記絶縁材粉末の平均粒径は300μm以上であり、前記誘電材粉末の平均粒径は5μm以下であり、前記半導体粉末の平均粒径は100μm以下であることを特徴とする請求項1〜3のいずれか一項に記載の多孔質金属の製造方法。
【請求項5】
前記混合粉末に対する前記絶縁材粉末の混合割合は50〜90mass%であり、前記誘電材粉末あるいは半導体粉末の混合割合は0.2〜1mass%であることを特徴とする請求項1〜4のいずれか一項に記載の多孔質金属の製造方法。
【請求項6】
前記混合工程は、前記絶縁材粉末と前記誘電材粉末あるいは半導体粉末とを混合した後に、それらと前記金属粉末とを混合して前記混合粉末とする工程であることを特徴とする請求項2〜5のいずれか一項に記載の多孔質金属の製造方法。
【請求項7】
前記成形工程は、室温にて一軸加圧,粉末圧延又は粉末押出しのいずれかの方式で行い、相対密度80%以上であることを特徴とする請求項1〜6のいずれか一項に記載の多孔質金属の製造方法。
【請求項8】
前記電磁波の周波数は、300MHz〜300GHzであり、前記焼結工程における前記電磁波による加熱は、金属粉末の融点以下で10〜30分行い、前記加熱における雰囲気条件は、10Paより低い減圧状態、或いは大気圧以下の不活性ガス,窒素ガス若しくは水素ガス又はそれらの混合ガスであることを特徴とする請求項1〜7のいずれか一項に記載の多孔質金属の製造方法。
【請求項9】
前記絶縁材粉末除去工程は、前記絶縁材粉末を水に溶解して除去することを特徴とする請求項1〜8のいずれか一項に記載の多孔質金属の製造方法。
【請求項10】
空隙を有する金属で形成された多孔質構造を有し、前記金属を構成する金属結晶粒子の間に、電磁波のエネルギーを吸収して発熱する誘電材粉末あるいは半導体粉末を含むことを特徴とする多孔質金属。
【請求項11】
前記空隙が立方体状であることを特徴とする請求項10記載の多孔質金属。
【請求項12】
前記金属がアルミニウム又はアルミニウム合金であることを特徴とする請求項10又は11に記載の多孔質金属。
【請求項13】
前記誘電材粉末が炭化珪素,窒化珪素,窒化アルミ,ジルコニアの少なくともいずれかであることを特徴とする請求項10〜12のいずれか一項に記載の多孔質金属。
【請求項14】
前記誘電材粉末の平均粒径が5μm以下であることを特徴とする請求項10〜13のいずれか一項に記載の多孔質金属。
【請求項15】
前記誘電材粉末の割合が、質量基準で1/250〜1/10であることを特徴とする請求項10〜14のいずれか一項に記載の多孔質金属。
【請求項16】
前記金属の結晶粒径が平均30μm以下であることを特徴とする請求項10〜15のいずれか一項に記載の多孔質金属。
【請求項17】
前記空隙の割合が60%以上であることを特徴とする請求項10〜16のいずれか一項に記載の多孔質金属。
【請求項18】
誘電材粉末,半導体粉末の少なくともいずれかと、金属粉末とを混合して混合粉末とし、前記混合粉末あるいは前記混合粉末よりなる成形体にマイクロ波を照射して加熱・焼結を行うことにより作製される多孔質体。
【請求項19】
前記金属粉末は、鉄基合金,銅合金,Ni基合金,Co基合金の少なくともいずれかであり、前記誘電材粉末は炭化珪素,窒化珪素,窒化アルミ,ジルコニアの少なくともいずれかであり、前記半導体粉末は、炭素,ボロン,シリコン,ゲルマニウムの少なくともいずれかであることを特徴とする請求項18に記載の多孔質体。
【図1】

【図2】
【図3】

【図4】

【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2011−42873(P2011−42873A)
【公開日】平成23年3月3日(2011.3.3)
【国際特許分類】
【出願番号】特願2010−164448(P2010−164448)
【出願日】平成22年7月22日(2010.7.22)
【出願人】(000005108)株式会社日立製作所 (27,607)
【Fターム(参考)】
【公開日】平成23年3月3日(2011.3.3)
【国際特許分類】
【出願日】平成22年7月22日(2010.7.22)
【出願人】(000005108)株式会社日立製作所 (27,607)
【Fターム(参考)】
[ Back to top ]