
密封容器
【課題】容器本体の厚さを薄くでき、且つフランジ部の剛性を高めることができる密封容器を提供する。
【解決手段】密封容器は、射出成形により成形されるカップ状の容器本体1と、この容器本体1の開口を覆う蓋部材2と、を備え、容器本体1は、底部11と、この底部11の周縁に連接し、厚さが0.2mm以上0.35mm以下の筒状の胴部12と、この胴部12の上端に連接するとともに、蓋部材2が取り付けられ、厚さが0.4mm以上0.7mm以下の環状のフランジ部13と、を有している。
【解決手段】密封容器は、射出成形により成形されるカップ状の容器本体1と、この容器本体1の開口を覆う蓋部材2と、を備え、容器本体1は、底部11と、この底部11の周縁に連接し、厚さが0.2mm以上0.35mm以下の筒状の胴部12と、この胴部12の上端に連接するとともに、蓋部材2が取り付けられ、厚さが0.4mm以上0.7mm以下の環状のフランジ部13と、を有している。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、密封容器に関する。
【背景技術】
【0002】
従来より、カップ状の容器本体の開口をシート状の蓋部材で密封した容器が多数提案されている。例えば、特許文献1には、容器本体の上部開口に環状のフランジ部を設け、このフランジ部に蓋部材を熱融着により取り付けた容器が開示されている。このような容器は、プリン、ゼリー等の食品などの内容物が収容されており、使用時には、蓋部材をフランジ部から剥がした後、内容物を取り出すようになっている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2000−153876号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
ところで、近年は材料費の削減などの要請から、容器本体の厚さを薄くすることが要望されている。しかしながら、例えば、真空成形法を用いると厚さの制御が難しく、薄い厚さで成形することが難しかった。また、仮に厚さを薄くほぼ均一にできたとしても、フランジ部の剛性が低下するおそれがある。すなわち、フランジ部の剛性が低いと、上記のような密封容器では、蓋部材を剥がすときに、蓋部材とともにフランジ部が持ち上がるおそれがあり、蓋部材をうまく剥がせないという新たな問題も生じる。
【0005】
本発明は、上記問題を解決するためになされたものであり、容器本体の厚さを薄く均一にでき、且つフランジ部の剛性を高めることができる密封容器を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明に係る密封容器は、射出成形により成形されるカップ状の容器本体と、前記容器本体の開口を覆う蓋部材と、を備え、前記容器本体は、底部と、前記底部の周縁に連接し、厚さが0.2mm以上0.35mm以下の筒状の胴部と、前記胴部の上端に連接するとともに、前記蓋部材が取り付けられ、厚さが0.4mm以上0.7mm以下の環状のフランジ部と、を有している。
【0007】
この構成によれば、厚さが0.2mm以上0.35mm以下の胴部を有する容器本体を成形することができ、従来の射出成形品よりも薄い容器を成形することができる。また、蓋部材が取り付けられるフランジ部は、厚さを0.4mm以上とすることで、0.35mm以下の厚さの胴部と連接されていたとしても、剛性が高まり、蓋部材を剥がすときに、フランジ部が蓋部材とともに持ち上がるのを防止することができる。なお、フランジ部の厚さの上限は特には限定されないが、材料費の削減に寄与するには、例えば、0.7mm以下にすることが好ましい。
【0008】
上記容器本体の底部には、射出成形の成形型のゲート部と対応し容器本体の内部側又は外部側に突出する突出部と、突出部の周縁に連接され容器本体の内部側又は外部側に膨出する環状の膨出部とを設けることができる。このとき、膨出部の厚さは、突出部の厚さよりも小さく、且つ前記胴部の厚さよりも大きくすることができる。このように構成すると、次の効果を得ることができる。通常、射出成形では、成型不良を防止するため、ゲート部から最も遠い箇所の厚さを他より大きくすることはないが、本発明においては、上記のようにゲート部から最も遠いフランジ部の厚さを胴部よりも大きくしている。そこで、成型不良を防止するために、ゲート部に対応する突出部の周囲に膨出部を設け、この膨出部の厚さを胴部よりも大きくしている。これにより、より多くの材料をフランジ部まで行き渡らせることができ、フランジ部での成型不良を防止することができる。なお、突出部はゲート部から吐出される材料を受ける部分であるため、膨出部よりもさらに厚くしておくことが必要である。
【0009】
上記密封容器においては、胴部の下端部と連接され、この胴部とほぼ同じ厚さの環状の連接部を、膨出部の周縁に連接することができる。このような連接部を設けると、容器本体の底部は、連接部又は膨出部のいずれかが載置面と接するようになる。これに対して、底部の全面が平坦に形成されると、底部が反るなどの成型不良が生じるおそれがある。したがって、膨出部と連接部とを設けることで、底部の反りを防止できるという効果がある。
【0010】
上記フランジ部において、蓋部材と対向する対向面には、蓋部材と接着される環状の凸部を形成することができる。これにより、蓋部材とフランジ部との融着面積を小さくすることができ、蓋部材の開封強度を低下することができる。また、凸部を設けることで、フランジ部の剛性が増し、変形を防止することができる。
【0011】
ここで、フランジ部の対向面と反対側の面には、凸部と対応するように、環状の凹部を形成することが好ましい。例えば、このような凹部を形成しないと、材料の収縮により凸部にヒケが生じるおそれがある。これにより、蓋部材との接触面積が減少し、蓋部材との接着不良が生じるおそれがある。そこで、上記のように凸部と対応する凹部を形成することで、フランジ部の他の部分と厚さを合わせることができる。その結果、フランジ部の全体に亘って収縮の差が生じにくくなり、凸部のヒケを防止することができる。
【発明の効果】
【0012】
本発明に係る密封容器によれば、容器本体の厚さを薄くでき、且つフランジ部の剛性を高めることができる。
【図面の簡単な説明】
【0013】
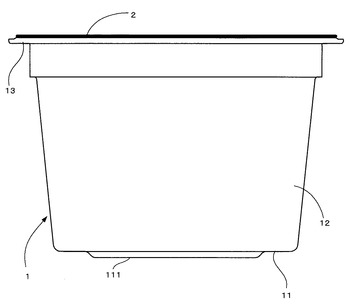
【図1】本発明に係る密封容器の一実施形態を示す正面図である。
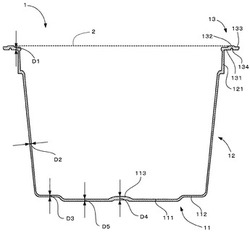
【図2】図1の断面図である。
【発明を実施するための形態】
【0014】
以下、本発明に係る密封容器の一実施形態について図面を参照しつつ説明する。図1はこの密封容器の正面図、図2は図1の断面図である。
【0015】
図1に示すように、この密封容器は、カップ状の容器本体1と、この容器本体1の上部開口を覆うシート状の蓋部材2とで構成されている。容器本体1は、ポリエチレンテレフタレート、ポリプロピレン、ポリエチレン、ポリスチレンなどのプラスチック樹脂で射出成形により形成されており、円形の底部11と、この底部11の周縁から上方に延びる円筒状の胴部12とを備えている。また、胴部12の上端部からは、水平方向に延びる環状のフランジ部13が形成されている。図2に示すように、胴部12の上部には、径方向外方に膨らむ拡径部121が形成されており、その上端部にフランジ部13が連結されている。この拡径部121は、複数の容器本体1を縦方向(軸方向)に積み重ねる場合に、スタック機能を果たす。すなわち、拡径部121の下端の段部を互いに引っ掛けることができ、安定的なスタックが可能となる。フランジ部13は、径方向内方から外方に向かって、環状の基部131、凸部132、及び延長部133が形成されている。凸部132は、フランジ部13の上面(対向面)から上方に突出しており、フランジ部13の下面には、凸部132と対応するように、環状の凹部134が形成されている。これにより、凸部132の形成されている部分の厚さが基部131や延長部133と同じにすることができ、成形時のヒケを防止することができる。凸部132の上面は平坦であってもよく、あるいは断面円弧状にすることもできる。凸部132の断面を円弧状にする場合には、例えば、凸部132の曲率半径を2.0mm以上5.0mm以下にすることができる。また、底部11は、下方に膨出する円形状の膨出部111と、その周縁に連接する環状の連接部112とで構成されており、膨出部111の中央には、上方に突出する突出部113が形成されている。この突出部113は、射出成形時の樹脂の注入を行うゲート部に対向する部分である。
【0016】
蓋部材2を構成する材料は、特には限定されないが、容器本体1と同様に、耐熱性、遮光性、ガスバリア性を考慮した材料で形成されることが好ましい。例えば、ポリエチレンテレフタレートなどのプラスチック樹脂フィルムにアルミナを蒸着加工することで形成することができる。その他、ナイロン/アルミナが蒸着されたポリエチレンテレフタレートの積層体、ポリエチレンテレフタレート/エチレンビニルアルコール共重合体/ポリプロピレンの積層体により構成することができる。また、ナイロン(Ny)、ポリ塩化ビニリデン、アルミ箔、紙等を適宜使用してもよい。そして、この蓋部材2は、フランジ部13を覆うような円形に形成されており、プラスチック樹脂フィルムを下方に向けて、フランジ部13の凸部132に接着される。蓋部材2と凸部132との接着は、例えば、ホットメルトなどの接着剤、イージーピール(EP)などのシーラント等により熱融着により接着することができる。
【0017】
次に、容器本体の各部の寸法について説明する。まず、フランジ部13から説明する。フランジ部13の厚さD1は、0.4mm以上0.7mm以下であることが好ましく、0.4mm以上0.5mm以下であることがさらに好ましい。これは、0.4mm以上にすることで、フランジ部13の剛性を高めることができ、例えば、次のような利点がある。フランジ部13の厚さが0.4mmより小さいと剛性が低くなり、使用時に蓋部材2をフランジ部13から剥がすときに、蓋部材2とともにフランジ部13が持ち上がり、蓋部材2を剥がしにくいという問題が生じる。そこで、フランジ部13の厚さを0.4mm以上とすることで、剛性が増し、蓋部材2が剥がしやすくなる。また、延長部133の存在により、蓋部材2を剥がすときに、フランジ部13の剛性がさらに増し、蓋部材2を剥がしやすくなる。一方、フランジ部13の厚さを0.7mm以下とすることで、樹脂の使用量が少なくなりコストの低減が可能となる。特に、0.5mm以下とすると、フランジ部13の先端部まで樹脂を確実に行き渡らせることができ、成型不良を防止することができる。なお、フランジ部13の厚さとは、少なくとも基部131の厚さであり、凸部132及び延長部133はそれぞれ基部131よりも大きくしてもよい。特に、延長部133の厚さを大きくすると、剛性がさらに高くなり、しかも成形時に成形不良が生じた場合、凸部132にウェルドラインやショートショットを生じにくくすることができる。また、フランジ部13の径方向の長さは、例えば、2.0mm以上5.0mm以下とすることができる。
【0018】
胴部12の厚さD2は、0.2mm以上0.35mm以下であることが好ましく、0.2mm以上0.3mm以下であることがさらに好ましい。これは、0.2mmより小さいと、成形型の空隙(樹脂材料の流路)が小さくなりすぎて成型ができないためである。一方、0.35mm以下にすることで、樹脂の使用量が少なくなりコストの低減が可能となる。また、胴部12を押圧して内容物を押し出すタイプの製品に、本実施形態の容器を用いる場合には、胴部12の厚さを0.35mm以下にすると、胴部12の剛性が低下して押し込みやすくなる。一方、この厚さよりも大きいと、硬すぎて押し込みにくくなるという問題がある。また、胴部12と連結される底部11の連接部112の厚さD3も、胴部12と同様の厚さにすることができ、その理由も同様である。
【0019】
底部11の突出部113の厚さD4は、0.7mm以上1mm以下であることが好ましく、0.7mm以上0.8mm以下であることがさらに好ましい。これは、0.7mm以上にすることで、ゲート部から樹脂を注入しやすくして成形型内に樹脂を行き渡らせるためである。一方、1mm以下にすることで、弾性を保って割れを防止することができ、また、樹脂の使用量が少なくなりコストも低減することができる。なお、突出部113の直径は、例えば、2mm以上5mm以下とすることができる。
【0020】
突出部113の周囲の膨出部111の厚さD5は、胴部12及び連接部112の厚さよりも大きく、突出部113の厚さよりも小さいことが好ましい。例えば、0.3mm以上0.7mm以下であることが好ましく、0.4mm以上0.6mm以下であることがさらに好ましい。これは、次の理由からである。上記のように、フランジ部13は、剛性を得るために胴部12よりも厚さが大きく、さらにゲート部から最も遠い位置にあるので、より多くの樹脂を行き渡らせる必要がある。そのため、ゲート部と対応する突出部113のみならず、その周囲の膨出部111も、胴部12や連接部112よりも厚さを大きくしておくことが必要となる。また、膨出部111の厚さを大きくすることで、剛性が増し、容器を平面上に載置したときの安定性が向上する。なお、膨出部111の厚さの上限については、材料費の削減の観点から、上記のように設定できるほか、突出部113の厚さの40〜70%にすることができ、例えば、フランジ部13の厚さよりも小さくすることができる。
【0021】
上記のように構成された密封容器は、公知の射出成形により成形される。成形性の観点から、容器本体1の材料は、メルトフローレートが70〜200、好ましくは、80〜110のものを選択することができる。具体的には、ポリプロピレン、ポリエチレン、ポリエチレンテレフタレート、ポリスチレン等の樹脂材料を挙げることができ、この中でもポリプロピレンが特に好ましい。続いて、容器本体1を成形後、蓋部材2をフランジ部13の凸部132に接するように配置する。そして、蓋部材2の上方から熱を加えると、蓋部材2と凸部132とが熱融着され、固定される。
【0022】
上記容器は、種々の用途に用いることができ、例えば、プリン、ゼリー、ヨーグルト、バター、ドレッシングなどの食品のほか、固形の芳香剤、洗浄剤、漂白剤、防虫剤などを内容物として収容することができる。使用時には、蓋部材2をフランジ部13から剥がし、内容物を取り出す。あるいは、内容物によっては、蓋部材2を剥がした後に、容器本体1の胴部12を押して内容物を押し出すこともできる。
【0023】
以上のように、本実施形態によれば、厚さが0.2mm以上0.35mm以下の胴部を有する容器本体1を成形することができ、従来の射出成形よりも薄い容器を成形することができる。また、蓋部材2が取り付けられるフランジ部13の厚さを0.4mm以上とすることで、0.35mm以下の胴部12と連接されていたとしても、剛性が高まり、蓋部材2を剥がすときに、フランジ部13が蓋部材2とともに持ち上がるのを防止することができる。その結果、蓋部材2を容易に剥がすことができる。
【0024】
以上、本発明の一実施形態について説明したが、本発明は上記実施形態に限定されるものではなく、その趣旨を逸脱しない限りにおいて、種々の変更が可能である。例えば、上記実施形態では、膨出部111を下方に突出させているが、上方に突出させてもよい。この場合、突出部113を膨出部111と反対方向に突出させてもよいし、突出部113と同じ方向に突出させてもよい。また、膨出部111と連接部112の上面または下面を同一平面上に形成し、膨出部111の厚さのみを厚くすることもできる。また、容器本体1の形状は、上記のように円筒状でなくてもよく、多角筒状であってもよい。また、胴部12には必ずしも拡径部121を設けなくてもよい。
【実施例】
【0025】
以下、本発明の実施例について説明する。但し、本発明は、以下の実施例に限定されない。
【0026】
ここでは、上記実施形態で示した形態の9種類の容器を射出成形により作製し、寸法(各部の厚さ)は以下のように設定した。
【表1】

【0027】
その他の条件は以下の通りである。
容器本体材料:ポリプロピレン
蓋部材材料:Ny/v−PET/EP
フランジ部の外径:47.4mm
フランジ部の内径:41.4mm
底部の外径:34.5mm
膨出部の外径:24.9mm
突出部の内径:3.4mm
容器本体の高さ:31mm
【0028】
上記9種類の密封容器に対し、以下の検討を行った。
・検討1.成型不良の検討
フランジ部の成型不良の確認、検討を目視で行った。
・検討2.蓋部材の剥がしやすさの検討
蓋部材を剥がすときに、フランジ部がともに持ち上がらずに剥がしやすいか否か(開封性)を確認した。
・検討3.カップの固さの検討
カップの中に固形物を封入している場合に、中身を掴みやすいか否かを確認した。
【0029】
上記1〜3について、実施例、比較例をそれぞれ100個準備して検討を行った。結果は、以下の通りである。
【表2】
・検討1
◎:全く問題ない
○:フランジに僅かなヒケがあるが、シール性には影響しない
×:フランジ部に酷いヒケが生じたり、ショートショットがみられ、シール性も悪い
・検討2
○:全く問題ない
×:開封時フランジ部が変形するため開封性が悪い
・検討3
◎:中に固形物を封入している場合に、中身を掴みやすい
○:中に固形物を封入している場合に、中身を掴むことはできるが、やや固い
×:中に固形物を封入している場合に、固くて中身を掴みにくい
【0030】
上記のように、比較例1では、フランジ部の厚さが薄いため、蓋部材とともにフランジ部が持ち上がり、剥がしにくかった。一方、比較例2では、フランジ部が厚すぎるため、フランジ部の先端まで樹脂が行き渡っておらず、成型不良が見つかった。また、比較例3は、胴部の厚さが薄すぎるため、射出成形時に樹脂がフランジ部まで届かず(ショートショット)、フランジ部に酷い成形不良が生じていた。そのため、検討2を行うことができなかった。比較例4は、胴部の厚さが厚すぎるため、中に固形物を封入している場合に、固くて中身を掴みにくいという問題があった。一方、実施例1〜5は、検討1〜3の何れにおいても問題が発生しなかった。
【符号の説明】
【0031】
1 容器本体
11 底部
111 膨出部
112 連接部
113 突出部
12 胴部
13 フランジ部
132 凸部
134 凹部
2 蓋部材
【技術分野】
【0001】
本発明は、密封容器に関する。
【背景技術】
【0002】
従来より、カップ状の容器本体の開口をシート状の蓋部材で密封した容器が多数提案されている。例えば、特許文献1には、容器本体の上部開口に環状のフランジ部を設け、このフランジ部に蓋部材を熱融着により取り付けた容器が開示されている。このような容器は、プリン、ゼリー等の食品などの内容物が収容されており、使用時には、蓋部材をフランジ部から剥がした後、内容物を取り出すようになっている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2000−153876号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
ところで、近年は材料費の削減などの要請から、容器本体の厚さを薄くすることが要望されている。しかしながら、例えば、真空成形法を用いると厚さの制御が難しく、薄い厚さで成形することが難しかった。また、仮に厚さを薄くほぼ均一にできたとしても、フランジ部の剛性が低下するおそれがある。すなわち、フランジ部の剛性が低いと、上記のような密封容器では、蓋部材を剥がすときに、蓋部材とともにフランジ部が持ち上がるおそれがあり、蓋部材をうまく剥がせないという新たな問題も生じる。
【0005】
本発明は、上記問題を解決するためになされたものであり、容器本体の厚さを薄く均一にでき、且つフランジ部の剛性を高めることができる密封容器を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明に係る密封容器は、射出成形により成形されるカップ状の容器本体と、前記容器本体の開口を覆う蓋部材と、を備え、前記容器本体は、底部と、前記底部の周縁に連接し、厚さが0.2mm以上0.35mm以下の筒状の胴部と、前記胴部の上端に連接するとともに、前記蓋部材が取り付けられ、厚さが0.4mm以上0.7mm以下の環状のフランジ部と、を有している。
【0007】
この構成によれば、厚さが0.2mm以上0.35mm以下の胴部を有する容器本体を成形することができ、従来の射出成形品よりも薄い容器を成形することができる。また、蓋部材が取り付けられるフランジ部は、厚さを0.4mm以上とすることで、0.35mm以下の厚さの胴部と連接されていたとしても、剛性が高まり、蓋部材を剥がすときに、フランジ部が蓋部材とともに持ち上がるのを防止することができる。なお、フランジ部の厚さの上限は特には限定されないが、材料費の削減に寄与するには、例えば、0.7mm以下にすることが好ましい。
【0008】
上記容器本体の底部には、射出成形の成形型のゲート部と対応し容器本体の内部側又は外部側に突出する突出部と、突出部の周縁に連接され容器本体の内部側又は外部側に膨出する環状の膨出部とを設けることができる。このとき、膨出部の厚さは、突出部の厚さよりも小さく、且つ前記胴部の厚さよりも大きくすることができる。このように構成すると、次の効果を得ることができる。通常、射出成形では、成型不良を防止するため、ゲート部から最も遠い箇所の厚さを他より大きくすることはないが、本発明においては、上記のようにゲート部から最も遠いフランジ部の厚さを胴部よりも大きくしている。そこで、成型不良を防止するために、ゲート部に対応する突出部の周囲に膨出部を設け、この膨出部の厚さを胴部よりも大きくしている。これにより、より多くの材料をフランジ部まで行き渡らせることができ、フランジ部での成型不良を防止することができる。なお、突出部はゲート部から吐出される材料を受ける部分であるため、膨出部よりもさらに厚くしておくことが必要である。
【0009】
上記密封容器においては、胴部の下端部と連接され、この胴部とほぼ同じ厚さの環状の連接部を、膨出部の周縁に連接することができる。このような連接部を設けると、容器本体の底部は、連接部又は膨出部のいずれかが載置面と接するようになる。これに対して、底部の全面が平坦に形成されると、底部が反るなどの成型不良が生じるおそれがある。したがって、膨出部と連接部とを設けることで、底部の反りを防止できるという効果がある。
【0010】
上記フランジ部において、蓋部材と対向する対向面には、蓋部材と接着される環状の凸部を形成することができる。これにより、蓋部材とフランジ部との融着面積を小さくすることができ、蓋部材の開封強度を低下することができる。また、凸部を設けることで、フランジ部の剛性が増し、変形を防止することができる。
【0011】
ここで、フランジ部の対向面と反対側の面には、凸部と対応するように、環状の凹部を形成することが好ましい。例えば、このような凹部を形成しないと、材料の収縮により凸部にヒケが生じるおそれがある。これにより、蓋部材との接触面積が減少し、蓋部材との接着不良が生じるおそれがある。そこで、上記のように凸部と対応する凹部を形成することで、フランジ部の他の部分と厚さを合わせることができる。その結果、フランジ部の全体に亘って収縮の差が生じにくくなり、凸部のヒケを防止することができる。
【発明の効果】
【0012】
本発明に係る密封容器によれば、容器本体の厚さを薄くでき、且つフランジ部の剛性を高めることができる。
【図面の簡単な説明】
【0013】
【図1】本発明に係る密封容器の一実施形態を示す正面図である。
【図2】図1の断面図である。
【発明を実施するための形態】
【0014】
以下、本発明に係る密封容器の一実施形態について図面を参照しつつ説明する。図1はこの密封容器の正面図、図2は図1の断面図である。
【0015】
図1に示すように、この密封容器は、カップ状の容器本体1と、この容器本体1の上部開口を覆うシート状の蓋部材2とで構成されている。容器本体1は、ポリエチレンテレフタレート、ポリプロピレン、ポリエチレン、ポリスチレンなどのプラスチック樹脂で射出成形により形成されており、円形の底部11と、この底部11の周縁から上方に延びる円筒状の胴部12とを備えている。また、胴部12の上端部からは、水平方向に延びる環状のフランジ部13が形成されている。図2に示すように、胴部12の上部には、径方向外方に膨らむ拡径部121が形成されており、その上端部にフランジ部13が連結されている。この拡径部121は、複数の容器本体1を縦方向(軸方向)に積み重ねる場合に、スタック機能を果たす。すなわち、拡径部121の下端の段部を互いに引っ掛けることができ、安定的なスタックが可能となる。フランジ部13は、径方向内方から外方に向かって、環状の基部131、凸部132、及び延長部133が形成されている。凸部132は、フランジ部13の上面(対向面)から上方に突出しており、フランジ部13の下面には、凸部132と対応するように、環状の凹部134が形成されている。これにより、凸部132の形成されている部分の厚さが基部131や延長部133と同じにすることができ、成形時のヒケを防止することができる。凸部132の上面は平坦であってもよく、あるいは断面円弧状にすることもできる。凸部132の断面を円弧状にする場合には、例えば、凸部132の曲率半径を2.0mm以上5.0mm以下にすることができる。また、底部11は、下方に膨出する円形状の膨出部111と、その周縁に連接する環状の連接部112とで構成されており、膨出部111の中央には、上方に突出する突出部113が形成されている。この突出部113は、射出成形時の樹脂の注入を行うゲート部に対向する部分である。
【0016】
蓋部材2を構成する材料は、特には限定されないが、容器本体1と同様に、耐熱性、遮光性、ガスバリア性を考慮した材料で形成されることが好ましい。例えば、ポリエチレンテレフタレートなどのプラスチック樹脂フィルムにアルミナを蒸着加工することで形成することができる。その他、ナイロン/アルミナが蒸着されたポリエチレンテレフタレートの積層体、ポリエチレンテレフタレート/エチレンビニルアルコール共重合体/ポリプロピレンの積層体により構成することができる。また、ナイロン(Ny)、ポリ塩化ビニリデン、アルミ箔、紙等を適宜使用してもよい。そして、この蓋部材2は、フランジ部13を覆うような円形に形成されており、プラスチック樹脂フィルムを下方に向けて、フランジ部13の凸部132に接着される。蓋部材2と凸部132との接着は、例えば、ホットメルトなどの接着剤、イージーピール(EP)などのシーラント等により熱融着により接着することができる。
【0017】
次に、容器本体の各部の寸法について説明する。まず、フランジ部13から説明する。フランジ部13の厚さD1は、0.4mm以上0.7mm以下であることが好ましく、0.4mm以上0.5mm以下であることがさらに好ましい。これは、0.4mm以上にすることで、フランジ部13の剛性を高めることができ、例えば、次のような利点がある。フランジ部13の厚さが0.4mmより小さいと剛性が低くなり、使用時に蓋部材2をフランジ部13から剥がすときに、蓋部材2とともにフランジ部13が持ち上がり、蓋部材2を剥がしにくいという問題が生じる。そこで、フランジ部13の厚さを0.4mm以上とすることで、剛性が増し、蓋部材2が剥がしやすくなる。また、延長部133の存在により、蓋部材2を剥がすときに、フランジ部13の剛性がさらに増し、蓋部材2を剥がしやすくなる。一方、フランジ部13の厚さを0.7mm以下とすることで、樹脂の使用量が少なくなりコストの低減が可能となる。特に、0.5mm以下とすると、フランジ部13の先端部まで樹脂を確実に行き渡らせることができ、成型不良を防止することができる。なお、フランジ部13の厚さとは、少なくとも基部131の厚さであり、凸部132及び延長部133はそれぞれ基部131よりも大きくしてもよい。特に、延長部133の厚さを大きくすると、剛性がさらに高くなり、しかも成形時に成形不良が生じた場合、凸部132にウェルドラインやショートショットを生じにくくすることができる。また、フランジ部13の径方向の長さは、例えば、2.0mm以上5.0mm以下とすることができる。
【0018】
胴部12の厚さD2は、0.2mm以上0.35mm以下であることが好ましく、0.2mm以上0.3mm以下であることがさらに好ましい。これは、0.2mmより小さいと、成形型の空隙(樹脂材料の流路)が小さくなりすぎて成型ができないためである。一方、0.35mm以下にすることで、樹脂の使用量が少なくなりコストの低減が可能となる。また、胴部12を押圧して内容物を押し出すタイプの製品に、本実施形態の容器を用いる場合には、胴部12の厚さを0.35mm以下にすると、胴部12の剛性が低下して押し込みやすくなる。一方、この厚さよりも大きいと、硬すぎて押し込みにくくなるという問題がある。また、胴部12と連結される底部11の連接部112の厚さD3も、胴部12と同様の厚さにすることができ、その理由も同様である。
【0019】
底部11の突出部113の厚さD4は、0.7mm以上1mm以下であることが好ましく、0.7mm以上0.8mm以下であることがさらに好ましい。これは、0.7mm以上にすることで、ゲート部から樹脂を注入しやすくして成形型内に樹脂を行き渡らせるためである。一方、1mm以下にすることで、弾性を保って割れを防止することができ、また、樹脂の使用量が少なくなりコストも低減することができる。なお、突出部113の直径は、例えば、2mm以上5mm以下とすることができる。
【0020】
突出部113の周囲の膨出部111の厚さD5は、胴部12及び連接部112の厚さよりも大きく、突出部113の厚さよりも小さいことが好ましい。例えば、0.3mm以上0.7mm以下であることが好ましく、0.4mm以上0.6mm以下であることがさらに好ましい。これは、次の理由からである。上記のように、フランジ部13は、剛性を得るために胴部12よりも厚さが大きく、さらにゲート部から最も遠い位置にあるので、より多くの樹脂を行き渡らせる必要がある。そのため、ゲート部と対応する突出部113のみならず、その周囲の膨出部111も、胴部12や連接部112よりも厚さを大きくしておくことが必要となる。また、膨出部111の厚さを大きくすることで、剛性が増し、容器を平面上に載置したときの安定性が向上する。なお、膨出部111の厚さの上限については、材料費の削減の観点から、上記のように設定できるほか、突出部113の厚さの40〜70%にすることができ、例えば、フランジ部13の厚さよりも小さくすることができる。
【0021】
上記のように構成された密封容器は、公知の射出成形により成形される。成形性の観点から、容器本体1の材料は、メルトフローレートが70〜200、好ましくは、80〜110のものを選択することができる。具体的には、ポリプロピレン、ポリエチレン、ポリエチレンテレフタレート、ポリスチレン等の樹脂材料を挙げることができ、この中でもポリプロピレンが特に好ましい。続いて、容器本体1を成形後、蓋部材2をフランジ部13の凸部132に接するように配置する。そして、蓋部材2の上方から熱を加えると、蓋部材2と凸部132とが熱融着され、固定される。
【0022】
上記容器は、種々の用途に用いることができ、例えば、プリン、ゼリー、ヨーグルト、バター、ドレッシングなどの食品のほか、固形の芳香剤、洗浄剤、漂白剤、防虫剤などを内容物として収容することができる。使用時には、蓋部材2をフランジ部13から剥がし、内容物を取り出す。あるいは、内容物によっては、蓋部材2を剥がした後に、容器本体1の胴部12を押して内容物を押し出すこともできる。
【0023】
以上のように、本実施形態によれば、厚さが0.2mm以上0.35mm以下の胴部を有する容器本体1を成形することができ、従来の射出成形よりも薄い容器を成形することができる。また、蓋部材2が取り付けられるフランジ部13の厚さを0.4mm以上とすることで、0.35mm以下の胴部12と連接されていたとしても、剛性が高まり、蓋部材2を剥がすときに、フランジ部13が蓋部材2とともに持ち上がるのを防止することができる。その結果、蓋部材2を容易に剥がすことができる。
【0024】
以上、本発明の一実施形態について説明したが、本発明は上記実施形態に限定されるものではなく、その趣旨を逸脱しない限りにおいて、種々の変更が可能である。例えば、上記実施形態では、膨出部111を下方に突出させているが、上方に突出させてもよい。この場合、突出部113を膨出部111と反対方向に突出させてもよいし、突出部113と同じ方向に突出させてもよい。また、膨出部111と連接部112の上面または下面を同一平面上に形成し、膨出部111の厚さのみを厚くすることもできる。また、容器本体1の形状は、上記のように円筒状でなくてもよく、多角筒状であってもよい。また、胴部12には必ずしも拡径部121を設けなくてもよい。
【実施例】
【0025】
以下、本発明の実施例について説明する。但し、本発明は、以下の実施例に限定されない。
【0026】
ここでは、上記実施形態で示した形態の9種類の容器を射出成形により作製し、寸法(各部の厚さ)は以下のように設定した。
【表1】
【0027】
その他の条件は以下の通りである。
容器本体材料:ポリプロピレン
蓋部材材料:Ny/v−PET/EP
フランジ部の外径:47.4mm
フランジ部の内径:41.4mm
底部の外径:34.5mm
膨出部の外径:24.9mm
突出部の内径:3.4mm
容器本体の高さ:31mm
【0028】
上記9種類の密封容器に対し、以下の検討を行った。
・検討1.成型不良の検討
フランジ部の成型不良の確認、検討を目視で行った。
・検討2.蓋部材の剥がしやすさの検討
蓋部材を剥がすときに、フランジ部がともに持ち上がらずに剥がしやすいか否か(開封性)を確認した。
・検討3.カップの固さの検討
カップの中に固形物を封入している場合に、中身を掴みやすいか否かを確認した。
【0029】
上記1〜3について、実施例、比較例をそれぞれ100個準備して検討を行った。結果は、以下の通りである。
【表2】
・検討1
◎:全く問題ない
○:フランジに僅かなヒケがあるが、シール性には影響しない
×:フランジ部に酷いヒケが生じたり、ショートショットがみられ、シール性も悪い
・検討2
○:全く問題ない
×:開封時フランジ部が変形するため開封性が悪い
・検討3
◎:中に固形物を封入している場合に、中身を掴みやすい
○:中に固形物を封入している場合に、中身を掴むことはできるが、やや固い
×:中に固形物を封入している場合に、固くて中身を掴みにくい
【0030】
上記のように、比較例1では、フランジ部の厚さが薄いため、蓋部材とともにフランジ部が持ち上がり、剥がしにくかった。一方、比較例2では、フランジ部が厚すぎるため、フランジ部の先端まで樹脂が行き渡っておらず、成型不良が見つかった。また、比較例3は、胴部の厚さが薄すぎるため、射出成形時に樹脂がフランジ部まで届かず(ショートショット)、フランジ部に酷い成形不良が生じていた。そのため、検討2を行うことができなかった。比較例4は、胴部の厚さが厚すぎるため、中に固形物を封入している場合に、固くて中身を掴みにくいという問題があった。一方、実施例1〜5は、検討1〜3の何れにおいても問題が発生しなかった。
【符号の説明】
【0031】
1 容器本体
11 底部
111 膨出部
112 連接部
113 突出部
12 胴部
13 フランジ部
132 凸部
134 凹部
2 蓋部材
【特許請求の範囲】
【請求項1】
射出成形により成形されるカップ状の容器本体と、
前記容器本体の開口を覆う蓋部材と、を備え、
前記容器本体は、
底部と、
前記底部の周縁に連接し、厚さが0.2mm以上0.35mm以下の筒状の胴部と、
前記胴部の上端部に連接するとともに、前記蓋部材が取り付けられ、厚さが0.4mm以上0.7mm以下の環状のフランジ部と、を有している、密封容器。
【請求項2】
前記底部は、射出成形の成形型のゲート部と対応し前記容器本体の内部側又は外部側に突出する突出部と、前記突出部の周縁に連接され前記容器本体の内部側又は外部側に膨出する環状の膨出部とを備え、
前記膨出部の厚さは、前記突出部の厚さよりも小さく、且つ前記胴部の厚さよりも大きい、請求項1に記載の密封容器。
【請求項3】
前記胴部の下端部と連接され、当該胴部と略同じ厚さの環状の連接部が、前記膨出部の周縁に連接されている、請求項2に記載の密封容器。
【請求項4】
前記フランジ部において、前記蓋部材と対向する対向面には、前記蓋部材と接着される環状の凸部が形成されている、請求項1から3のいずれかに記載の密封容器。
【請求項5】
前記フランジ部において前記対向面と反対側の面には、前記凸部と対応するように、環状の凹部が形成されている、請求項4に記載の密封容器。
【請求項1】
射出成形により成形されるカップ状の容器本体と、
前記容器本体の開口を覆う蓋部材と、を備え、
前記容器本体は、
底部と、
前記底部の周縁に連接し、厚さが0.2mm以上0.35mm以下の筒状の胴部と、
前記胴部の上端部に連接するとともに、前記蓋部材が取り付けられ、厚さが0.4mm以上0.7mm以下の環状のフランジ部と、を有している、密封容器。
【請求項2】
前記底部は、射出成形の成形型のゲート部と対応し前記容器本体の内部側又は外部側に突出する突出部と、前記突出部の周縁に連接され前記容器本体の内部側又は外部側に膨出する環状の膨出部とを備え、
前記膨出部の厚さは、前記突出部の厚さよりも小さく、且つ前記胴部の厚さよりも大きい、請求項1に記載の密封容器。
【請求項3】
前記胴部の下端部と連接され、当該胴部と略同じ厚さの環状の連接部が、前記膨出部の周縁に連接されている、請求項2に記載の密封容器。
【請求項4】
前記フランジ部において、前記蓋部材と対向する対向面には、前記蓋部材と接着される環状の凸部が形成されている、請求項1から3のいずれかに記載の密封容器。
【請求項5】
前記フランジ部において前記対向面と反対側の面には、前記凸部と対応するように、環状の凹部が形成されている、請求項4に記載の密封容器。
【図1】

【図2】

【図2】
【公開番号】特開2013−75677(P2013−75677A)
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願番号】特願2011−216785(P2011−216785)
【出願日】平成23年9月30日(2011.9.30)
【出願人】(000186588)小林製薬株式会社 (518)
【Fターム(参考)】
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願日】平成23年9月30日(2011.9.30)
【出願人】(000186588)小林製薬株式会社 (518)
【Fターム(参考)】
[ Back to top ]