
成膜方法
【課題】液滴吐出手段を用いて基板上に膜材料を含む材料液を塗布する際に材料液の膜厚変動を防止して、基板上に均一な膜厚の膜を形成することができる成膜方法を提供する。
【解決手段】基板Pに材料液又は液滴としてのインクLを塗布する塗布工程を少なくとも二回有し、第1の塗布工程において塗布する材料液又は液滴としてのインクLの液滴の中心間距離C1が基板P上に着弾後の液滴の径Dと略等しくなるように塗布し、第2の塗布工程において塗布する材料液又は液滴としてのインクLの液滴の中心間距離が第1の塗布工程において塗布される材料液又は液滴としてのインクLの中心間距離C1より小さくなるように塗布する。
【解決手段】基板Pに材料液又は液滴としてのインクLを塗布する塗布工程を少なくとも二回有し、第1の塗布工程において塗布する材料液又は液滴としてのインクLの液滴の中心間距離C1が基板P上に着弾後の液滴の径Dと略等しくなるように塗布し、第2の塗布工程において塗布する材料液又は液滴としてのインクLの液滴の中心間距離が第1の塗布工程において塗布される材料液又は液滴としてのインクLの中心間距離C1より小さくなるように塗布する。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、成膜方法に関するものである。
【背景技術】
【0002】
従来から、基板の表面に均一な膜厚の薄膜を形成できる成膜方法が知られている。この成膜方法は、ヘッドに並設された複数のノズルから溶液を噴射して、その下側を搬送される基板の表面に上記溶液を塗布する塗布方法において、上記基板を搬送し、その表面に上記ノズルから溶液を噴射塗布する第1の塗布工程と、上記第1の塗布工程終了後、上記基板を所定の角度だけ回転し、その向きを上記ノズルの並設方向に対して相対的に変える回転工程と、上記回転工程終了後、上記基板を再び搬送し、その表面に上記ノズルから溶液を噴射塗布する第2の塗布工程と、を具備するものである(例えば、特許文献1参照)。
【0003】
また、各ノズルから基板に溶液をドットで噴射する工程と、ヘッドと基板とを所定方向に相対的に移動させて所定間隔の一対のノズルから最初に基板に噴射された一対のドット間の部分を複数のドットによって塗り潰す工程とを具備し、最初に基板に所定間隔で噴射された一対のドット間の部分は、最初に噴射塗布されたドットに最後に噴射塗布されるドットが隣接することのない順序で、複数のドットによって塗り潰すものが開示されている(例えば、特許文献2参照)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2005−193232号公報
【特許文献2】特開2005−721号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記従来の成膜方法では、例えば、液晶装置に用いられる配向膜を成膜するために、ポリイミドが溶解した溶液等、比較的粘度の高い材料液を塗布する場合には、塗布された材料液の膜厚が不均一になるという課題がある。
【0006】
例えば、基板上に塗布された材料液の膜厚を均一化させるためのレベリング時間が不十分であると、材料液の塗布時の液滴吐出ヘッドの重なり等により、材料液にスジ状の膜厚ムラが発生する。一方、レベリング時間を長くすると、スジ上の膜厚ムラは低減されるが、塗布された材料液の周縁部が乾燥し、材料液が周縁部に移動して膜厚が増加する、いわゆる「しみ上がり」が発生する。
【0007】
そこで、この発明は、基板上に膜の材料液を塗布する際に材料液の膜厚変動を防止して、基板上に均一な膜厚の膜を形成することができる成膜方法を提供するものである。
【課題を解決するための手段】
【0008】
上記の課題を解決するために、本発明の成膜方法は、液滴吐出手段を用いて膜形成材料を含む材料液を基板上に塗布して膜を形成する成膜方法であって、前記基板上の第1の塗布領域に液滴を塗布する第1の塗布工程と、前記第1の塗布工程後に前記基板上の第2の塗布領域に液滴を塗布する第2の塗布工程とを含み、前記第1の塗布工程において塗布される液滴のうち、隣接する液滴の中心間距離は前記基板に着弾後の前記液滴の径と略等しく、かつ隣接する液滴どうしが繋がり、前記第2の塗布工程において塗布される液滴のうち、隣接する液滴の中心間距離は、前記第1の塗布工程において塗布される液滴の中心間距離より小さいことを特徴とする。ここで、基板に着弾後の液滴の径とは、所定時間(例えば、0秒〜300秒)経過後における基板上での液滴の直径を言う。
【0009】
このように成膜することで、第1の塗布工程において基板上に塗布される材料液の膜厚が、材料液の液滴同士が辛うじて繋がる程度に薄くなる。そのため、材料液の膜にスジ状の膜厚ムラが発生し難くなり、レベリング時間を短縮できる。また、材料液の膜厚が薄くなることで膜全体が乾燥しやすくなり、膜全体が均一に乾燥することで、材料液の移動による周縁部の膜厚の増加(いわゆる「しみ上がり」)を防止できる。
【0010】
また、第2の塗布工程において基板上に液滴を吐出する際には、基板上には既に材料液の膜が塗布され、材料液の溶媒が蒸発してその蒸気に覆われた状態となっている。これにより、基板上に吐出された材料液の液滴の乾燥が防止され、基板上で液滴が容易に濡れ拡がる。そのため、第2の塗布工程において塗布した材料液の膜において、スジ状の膜厚ムラや周縁部の膜厚の増加が防止されて膜厚が均一になり、レベリング時間を短縮、あるいは省略することができる。したがって、本発明の成膜方法によれば、基板上に膜の材料液を塗布する際に、材料液の膜厚変動を防止して均一な膜厚で塗布し、基板上に均一な膜厚の膜を形成することができる。
【0011】
また、本発明の成膜方法は、前記第2の塗布工程で吐出される第2の材料液の総量は、前記第1の塗布工程で吐出される第1の材料液の総量より多いことを特徴とする。このように成膜することで、第1の塗布工程で基板上に塗布される材料液の膜厚が、材料液を一度に塗布する場合の膜厚や、第1の塗布工程における材料液の塗布量を次の塗布工程の塗布量以上とする場合の膜厚と比較して小さくなる。そのため、材料液の膜にスジ状の膜厚ムラが発生し難くなる。また、膜厚が薄くなることで、材料液の膜全体が乾燥しやすくなり、周縁部の乾燥による膜厚の増加を防止でき、均一な膜厚の材料液の膜を形成できる。これにより、レベリング時間を短縮、あるいは省略できる。
【0012】
また、本発明の成膜方法は、前記第1の塗布工程及び前記第2の塗布工程で吐出した液滴の中心位置がいずれも異なることを特徴とする。このように成膜することで、中心位置が重なる場合よりも均一な膜厚の膜を得ることができる。
【0013】
また、本発明の成膜方法は、前記第2の塗布工程は前記第1の塗布工程で塗布した材料液が完全に固化していない状態で行うことを特徴とする。このように成膜することで、前記第2の塗布工程において塗布される液滴が容易に濡れ拡がり、均一な膜厚の膜を得ることができる。
【0014】
また、本発明の成膜方法は、前記第1の塗布工程において前記材料液を塗布する第1の塗布領域を、前記第2の塗布工程において前記材料液を塗布する第2の塗布領域と等しいか該第2塗布領域内とすることを特徴とする。このように成膜することで、第2の塗布工程において基板上に塗布される材料液が第2の塗布領域の外側へ濡れ拡がることを防止できる。
【0015】
また、本発明の成膜方法は、前記液滴吐出手段と、前記基板を相対的に走査して前記液滴を前記基板上に塗布することを特徴とする。
【0016】
また、本発明の成膜方法は、前記第2の塗布工程において塗布される液滴のうち、走査方向の前記液滴の中心間距離は、走査方向と交差する方向の前記液滴の中心間距離より小さいことを特徴とする。ここで、走査方向とは、液滴吐出手段が基板に対して相対的に移動する方向を言う。
【0017】
また、本発明の成膜方法は、前記液滴吐出手段は、複数の液滴吐出ヘッドを有する液滴吐出ヘッド群であることを特徴とする。このように成膜することで、膜形成にかかる時間を短縮することができ、膜全体の乾燥状態を均一にすることができる。
【0018】
また、本発明の成膜方法は、前記液滴吐出ヘッド群の長さは、前記第2の塗布領域の最大幅より長いことを特徴とする。このように成膜することで、第1の塗布工程及び第2の塗布工程をそれぞれ一回の走査で完了することができる。したがって、複数のヘッドを用いることで、膜形成にかかる時間を短縮することができ、膜全体の乾燥状態を均一にすることができる。
【0019】
また、本発明の成膜方法は、前記材料液が、ポリイミドが溶解した溶液であることを特徴とする。
【0020】
また、本発明の成膜方法は、前記膜は、液晶分子の配向方向を規定する配向膜であることを特徴とする。このように成膜することで、配向膜の膜厚を均一にして、液晶装置の表示性能を向上させることができる。
【図面の簡単な説明】
【0021】
【図1】本発明の実施形態に係る成膜装置の概略構成を示す模式図である。
【図2】本発明の実施形態に係る液滴吐出ヘッドの構成を説明する断面図である。
【図3】同液滴吐出ヘッドの要部断面図である。
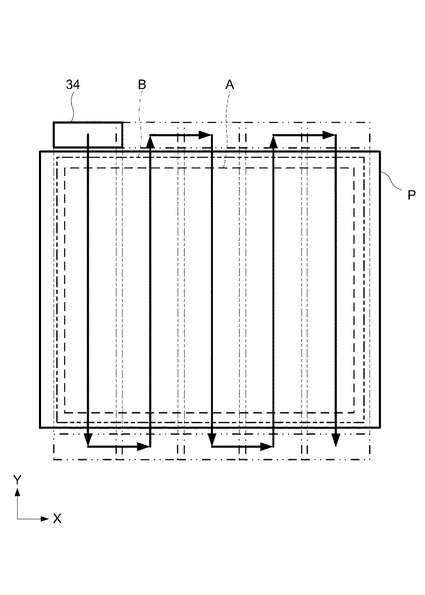
【図4】本発明の実施形態に係る配向膜の成膜工程を説明する平面図である。
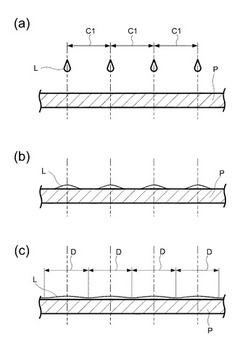
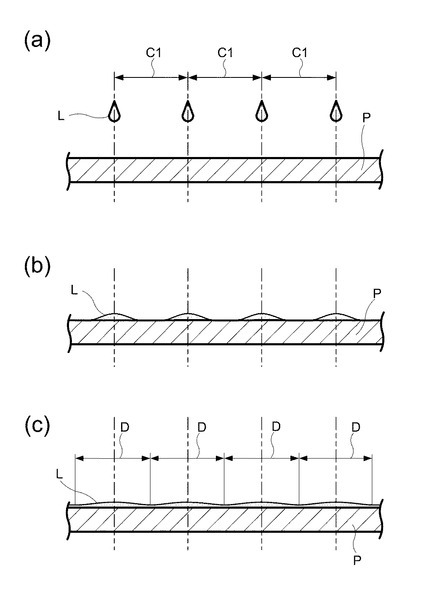
【図5】(a)〜(c)は、第1の塗布工程において、基板上に液滴を塗布する様子を示す図である。
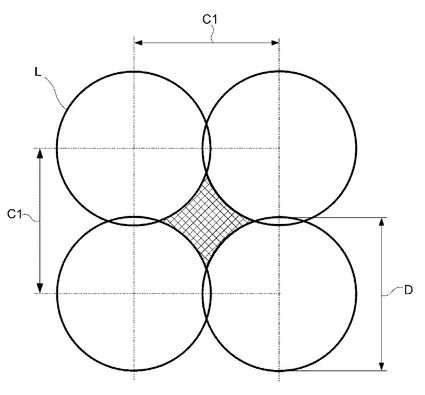
【図6】第1の塗布工程において、液滴を塗布した基板上の様子を示す図である。
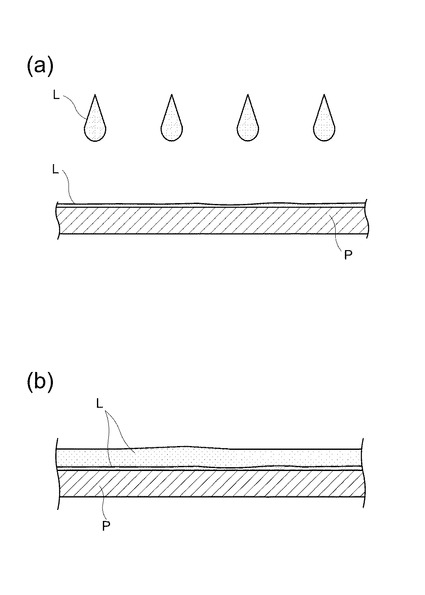
【図7】(a)及び(b)は、第2の塗布工程において、基板上に液滴を塗布する様子を示す図である。
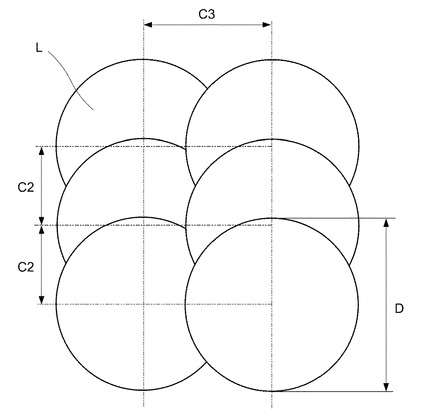
【図8】第2の塗布工程において、液滴を塗布した基板上の様子を示す図である。
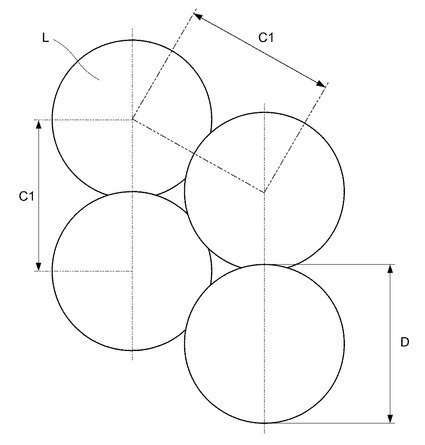
【図9】第1の塗布工程において、液滴を塗布した基板上の様子の一例を示す図である。
【図10】(a)及び(b)は、第2の塗布工程において、基板上に液滴を塗布する様子の一例を示す図である。
【発明を実施するための形態】
【0022】
次に、この発明の実施の形態を図面に基づいて説明する。以下の説明に用いる各図面では、各部材を認識可能な大きさとするため、各部材の縮尺を適宜変更している。
【0023】
(成膜装置)
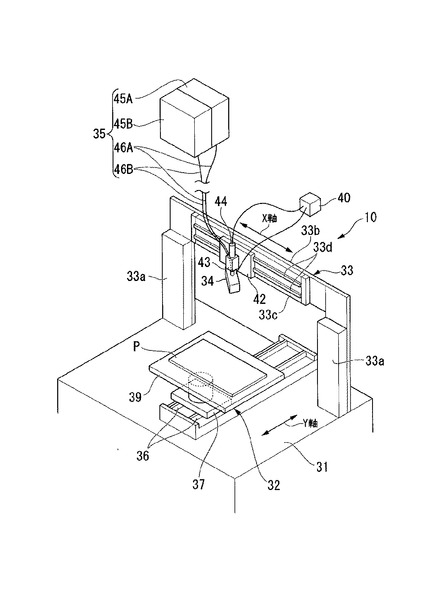
図1は、液滴吐出法により基板P上に膜を成膜する成膜装置10の概略構成を示す模式図である。図1に示すように、成膜装置10は、ベース31と、基板移動手段32と、ヘッド移動手段33と、液滴吐出ヘッド34と、液体供給部35と、制御装置40とを備えて構成されている。ベース31の上には、基板移動手段32と、ヘッド移動手段33とが設置されている。また、成膜装置10は、不図示のクリーニングユニットと、キャッピングユニットとを備えている。
【0024】
基板移動手段32はベース31上に設けられ、Y軸方向に沿って配置されたガイドレール36を有している。この基板移動手段32は、例えばリニアモーター(図示せず)により、スライダー37をガイドレール36に沿って移動させるよう構成されている。
【0025】
スライダー37上にはステージ39が固定されており、このステージ39は、基板Pを位置決めして保持するためのものである。即ち、このステージ39は、公知の吸着保持手段(図示せず)を有し、この吸着保持手段を作動させることにより、基板Pをステージ39の上に吸着保持するように構成されている。基板Pは、例えばステージ39の位置決めピン(図示せず)により、ステージ39上の所定位置に正確に位置決めされ、保持されるようになっている。
【0026】
ヘッド移動手段33は、ベース31の後部側に立てられた一対の架台33a,33aと、これら架台33a,33a上に設けられた走行路33bを備え、この走行路33bをX軸方向、即ち前記の基板移動手段32のY軸方向と直交する方向に沿って配置したものである。走行路33bは、架台33a,33a間に渡された保持板33cと、この保持板33c上に設けられた一対のガイドレール33d,33dとを備え、ガイドレール33d,33dの長さ方向に液滴吐出ヘッド34を搭載するキャリッジ42を移動可能に保持している。キャリッジ42は、リニアモーター(図示せず)等の作動によってガイドレール33d,33d上を走行し、これにより液滴吐出ヘッド34をX軸方向に移動させるように構成されている。
【0027】
キャリッジ42は、ガイドレール33d,33dの長さ方向、即ちX軸方向に、例えば、1μm単位で移動可能になっている。キャリッジ42のこのような移動はコンピューター等からなる制御装置40によって制御可能に構成されている。
【0028】
制御装置40は、液滴吐出ヘッド34の位置情報、即ち液滴吐出ヘッド34のガイドレール33d,33d上での位置(X座標)とそのときの各ノズルの位置(X座標)とを検知して記憶するものである。
【0029】
液滴吐出ヘッド34は、キャリッジ42に取付部43を介して回動可能に取り付けられたものである。取付部43にはモーター44が設けられており、液滴吐出ヘッド34はその支持軸(図示せず)がモーター44に連結している。このような構成のもとに、液滴吐出ヘッド34はその周方向に回動可能となっている。また、モーター44も制御装置40に接続されており、これによって液滴吐出ヘッド34はその周方向への回動が、制御装置40に制御されるようになっている。
【0030】
液体供給部35は、材料液又は液滴としてのインクLが充填されたインク供給容器45と、インク供給容器45から液滴吐出ヘッド34にインクLを送るためのインク供給チューブ46とを備えたものである。
【0031】
ここで、この実施の形態では、インクLとして、例えば、溶媒に液晶分子の配向を規制する配向膜の材料を溶解させたものを用いている。配向膜の材料としては、例えば、ポリイミドが用いられ、この配向膜の材料を溶解可能な溶媒として、例えば、ブチルセロソルブ等の有機溶剤を用いることができる。
【0032】
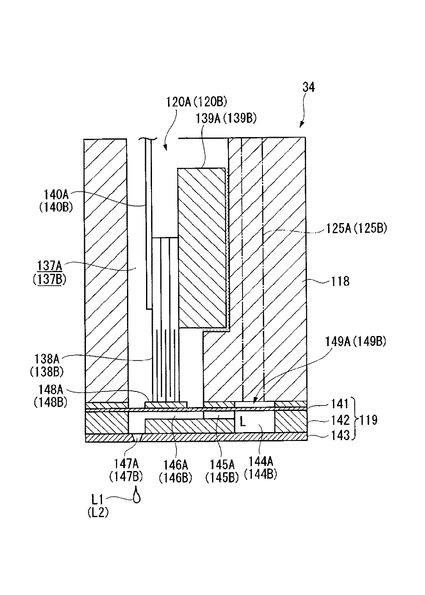
図2は液滴吐出ヘッド34の構成を説明する断面図、図3は液滴吐出ヘッド34の要部断面図である。
【0033】
この実施の形態における液滴吐出ヘッド34は、導入針ユニット117、ヘッドケース118、流路ユニット119及びアクチュエーターユニット120を主な構成要素としている。
【0034】
導入針ユニット117の上面にはフィルター121を介在させた状態で2本の液体導入針122が横並びで取り付けられている。これらの液体導入針122には、サブタンク102がそれぞれ装着される。また、導入針ユニット117の内部には、各液体導入針122に対応した液体導入路123が形成されている。
【0035】
この液体導入路123の上端はフィルター121を介して液体導入針122に連通し、下端はパッキン124を介してヘッドケース118内部に形成されたケース流路125と連通する。
【0036】
フィルター121は、インクLに含まれる異物を除去するために配設され、その材質は、例えば、ステンレス鋼であって、メッシュ状に形成されている。
【0037】
サブタンク102は、ポリプロピレン等の樹脂製材料によって成型されている。このサブタンク102には、液室127となる凹部が形成され、この凹部の開口面に弾性シート126を貼設して液室127が区画されている。
【0038】
また、サブタンク102の下部には液体導入針122が挿入される針接続部128が下方に向けて突設されている。サブタンク102における液室127は、底の浅いすり鉢形状をしている。液室127の側面における上下中央よりも少し下の位置には、針接続部128との間を連通する接続流路129の上流側開口が臨んでおり、この上流側開口にはインクLを濾過するタンク部フィルター130がそれぞれ取り付けられている。
【0039】
針接続部128の内部空間には液体導入針122が液密に嵌入されるシール部材131が嵌め込まれている。このサブタンク102には、インク供給チューブ46が接続される。インク供給チューブ46は、液体供給部35のインク供給容器45に貯留されたインクLを供給する。したがって、インク供給チューブ46を通ってきたインクLは、この液室127に流入する。
【0040】
上記の弾性シート126は、液室127を収縮させる方向と膨張させる方向とに変形可能である。そして、この弾性シート126の変形によるダンパー機能によって、インクLの圧力変動が吸収される。即ち、弾性シート126の作用によってサブタンク102が圧力ダンパーとして機能する。従って、インクLは、サブタンク102内で圧力変動が吸収された状態で液滴吐出ヘッド34側に供給される。
【0041】
ヘッドケース118は、合成樹脂製の中空箱体状部材であり、下端面に接着剤を介して流路ユニット119を接合し、内部に形成された収容空部137内にアクチュエーターユニット120を収容し、流路ユニット119側とは反対側の上端面にパッキン124を介在した状態で導入針ユニット117を取り付けるようになっている。
【0042】
このヘッドケース118の内部には、高さ方向を貫通してケース流路125が設けられている。このケース流路125の上端は、パッキン124を介して導入針ユニット117の液体導入路123とそれぞれ連通するようになっている。
【0043】
また、ケース流路125の下端は、流路ユニット119内の共通インク室144に連通するようになっている。従って、液体導入針122から導入されたインクLは、液体導入路123及びケース流路125を通じて共通インク室144側にそれぞれ供給される。
【0044】
ヘッドケース118の収容空部137内に収容されるアクチュエーターユニット120は、図3に示すように、櫛歯状に列設された複数の圧電振動子138と、この圧電振動子138が接合される固定板139と、制御装置40からの駆動信号を圧電振動子138供給する配線部材としてのフレキシブルケーブル140とから構成される。各圧電振動子138は、固定端部側が固定板139上に接合され、自由端部側が固定板139の先端面よりも外側に突出している。即ち、各圧電振動子138は、所謂片持ち梁の状態で固定板139上にそれぞれ取り付けられている。
【0045】
また、各圧電振動子138を支持する固定板139は、例えば、厚さ1mm程度のステンレス鋼によって構成されている。そして、アクチュエーターユニット120は、固定板139の背面を、収容空部137を区画するケース内壁面に接着することで収容空部137内にそれぞれ収納・固定されている。
【0046】
流路ユニット119は、振動板141、流路基板142及びノズル基板143からなる流路ユニット構成部材を積層した状態で接着剤を介して接合して一体化することにより作製されている。これらは、共通インク室144からインク供給口145及び圧力室146を通りノズル147に至るまでの一連のインク流路を形成する部材である。
【0047】
圧力室146は、ノズル147の列設方向に対して直交する方向に細長い室として形成されている。
【0048】
また、共通インク室144は、ケース流路125と連通し、液体導入針122側からのインクLが導入される室である。そして、この共通インク室144に導入されたインクLは、インク供給口145を通じて圧力室146に分配供給される。
【0049】
流路ユニット119の底部に配置されるノズル基板143は、ドット形成密度に対応したピッチ(例えば180dpi)で複数のノズル147を列状に開設した金属製の薄い板材である。この実施の形態のノズル基板143は、ステンレス鋼の板材によって作製され、この実施の形態においてはノズル147の列が、それぞれサブタンク102に対応して形成されている。
【0050】
ノズル基板143と振動板141との間に配置される流路基板142は、インク流路及び処理液流路となる流路部、具体的には、共通インク室144、インク供給口145及び圧力室146となる空部が区画形成された板状の部材である。
【0051】
この実施の形態において、流路基板142は、結晶性を有する基材であるSiウェハーを異方性エッチング処理することによって作製されている。振動板141は、ステンレス鋼等の金属製の支持板上に弾性フィルムをラミネート加工した二重構造の複合板材である。この振動板141の圧力室146に対応する部分には、エッチングなどによって支持板を環状に除去することで、圧電振動子138の先端面が接合される島部148が形成されており、この部分はダイヤフラム部として機能する。即ち、この振動板141は、圧電振動子138の作動に応じて島部148の周囲の弾性フィルムが弾性変形するように構成されている。また、振動板141は、流路基板142の一方の開口面を封止し、コンプライアンス部149としても機能する。このコンプライアンス部149に相当する部分についてはダイヤフラム部と同様にエッチングなどにより支持板を除去して弾性フィルムだけにしている。
【0052】
そして、上記の液滴吐出ヘッド34において、フレキシブルケーブル140を通じて駆動信号が圧電振動子138に供給されると、この圧電振動子138が素子長手方向に伸縮し、これに伴い島部148が圧力室146に近接する方向或いは離隔する方向に移動する。これにより、圧力室146の容積が変化し、圧力室146内のインクLに圧力変動が生じる。この圧力変動によってノズル147から液滴状となったインクLが吐出される。
【0053】
(配向膜の成膜方法)
次に、この実施の形態の成膜方法について説明する。この実施の形態では、基板Pとして透明基板上に絶縁膜、TFT、電極及び配線等が形成された液晶装置の素子基板を用い、成膜装置10を用いて基板P上に配向膜を成膜する方法について説明する。
【0054】
まず、図1に示すように、ステージ39上に基板Pを位置決めピンにより位置決めして配置し、吸着保持手段に吸着保持する。これにより、基板Pは、ステージ39上に正確に位置決めされた状態で保持される。
【0055】
次に、第1の塗布工程について説明する。基板移動手段32及びヘッド移動手段33により液滴吐出ヘッド34を移動させると共に、取付部43のモーター44を作動させて、図4に示すように、液滴吐出ヘッド34を基板Pに対する初期位置に配置する。
【0056】
第1の塗布工程では、図4に示すように、膜形成領域としての第2の塗布領域B内に含まれる膜形成領域としての第1の塗布領域AにインクLを塗布する。ここで、第1の塗布領域は、第2の塗布領域よりX軸方向及びY軸方向ともにそれぞれ0.5mm小さい領域とする。このようにすると、第2の塗布工程において基板上に塗布される材料液が第2の塗布領域の外側へ濡れ拡がることを防止することができる。なお、本実施形態では、第1の塗布領域を、第2の塗布領域内の領域としたが、第1の塗布領域を第2の塗布領域と等しい領域としてもよい。また、第1の塗布領域の大きさは、適宜設定することができる。
【0057】
次に、基板移動手段32によりステージ39をY軸正方向に移動させることで、液滴吐出ヘッド34を基板Pに対して相対的にY軸負方向に移動させながら、液滴吐出ヘッド34のノズル147から基板P上に、図5(a)に示すように、インクLを液滴として吐出して塗布する。
【0058】
ここで、インクLの液滴の中心間距離C1は、インクLの液滴が、図5(b)に示すように基板P上に着弾して、図5(c)に示すように基板P上で拡張したときの径Dと略等しくなるように調整する。インクLの液滴の中心間距離は、公知の技術を用いて調整することができる。例えば、液滴吐出ヘッド34を回動させ、走査方向と直交する方向のノズル間隔を調整することで、液滴の中心間距離C1を調整することができる。また、ノズルを選択的に使用し、吐出間隔を変更することで、液滴の中心間距離C1を調整することもできる。
【0059】
また、液滴の中心間距離C1は、しみ上がりが生じない膜厚の膜を形成可能であれば、液滴径より小さくしてもよく、本実施形態では、基板P上に着弾後の液滴径300μmに対して、Y軸方向の液滴の中心間距離及びX軸方向の液滴の中心間距離を、それぞれ288μm、280μmとする。
【0060】
図4に示すように、初期位置側の縁から吐出開始位置とは反対側の縁までインクLを塗布したら、ヘッド移動手段33により、液滴吐出ヘッド34をX軸正方向に移動させて改行し、基板移動手段32によりステージ39をY軸負方向に移動させる。そして、液滴吐出ヘッド34を基板Pに対して相対的にY軸正方向に移動させながら、液滴吐出ヘッド34のノズル147から基板P上にインクLを吐出して塗布する。このように、配向膜の第1の塗布領域Aの外縁でX軸正方向に改行を繰り返しながら、液滴吐出ヘッド34をY軸方向に往復させ、第1の塗布領域の全域にインクLを塗布する(第1の塗布工程)。
【0061】
このように塗布すると、図6に示すように、隣接する液滴どうしが辛うじて繋がる程度、即ち隣接する液滴の中心間距離は基板に着弾後の液滴径と略等しく、かつ隣接する液滴どうしが繋がる状態で配置される。ここで、液滴どうしが辛うじて繋がる程度とは、直径方向の液滴の重なり部の長さが液滴径に対して10%以下となっている状態を言う。但し、この状態では図6の網掛け部で示されるようなインクLが付与されない箇所が残ることが考えられる。しかし、基板上の液滴の表面張力によって、液滴どうしが間隙を埋めるように繋がり、連続的な膜を形成することができ、インクLが薄く塗布された状態となる。
【0062】
そして、基板P上でインクLの溶媒が蒸発してその蒸気が発生し、基板P上がインクLの溶媒の蒸気によって覆われた状態となる。
【0063】
次に、第2の塗布工程について説明する。液滴吐出ヘッド34を第2の塗布工程における初期位置に移動させる。なお、第2の塗布工程における初期位置は、第1の塗布工程で塗布した液滴の中心と第2の塗布工程で塗布する液滴の中心とをずらすため、第1の塗布工程の初期位置から所定量のオフセットを走査方向と交差する方向にかけた位置とする。一般的に、中心部は外縁部より膜厚が厚くなるため、液滴の中心をずらすことによって、中心部が重なる場合より均一な膜厚の配向膜を得ることができる。本実施形態では、第2の塗布工程における初期位置は、第1の塗布工程における初期位置からX軸正方向に35μm離れた位置とする。
【0064】
次に、基板移動手段32によりステージ39をY軸正方向に移動させることで、液滴吐出ヘッド34を基板Pに対して相対的にY軸負方向に移動させながら、液滴吐出ヘッド34のノズル147から基板P上に、図7に示すように、インクLを液滴として吐出して塗布する。ここで、第2の塗布工程において塗布する液滴のサイズは、第1の塗布工程において塗布する液滴のサイズと等しいか第1の塗布工程において塗布する液滴のサイズより大きくなるように駆動信号を調節する。
【0065】
本工程では、図8に示すように、液滴吐出ヘッド34から基板P上に塗布されたインクLの液滴の中心間距離C2及び中心間距離C3が、第1の塗布工程で塗布される液滴の中心間距離C1より小さくなるように塗布する。したがって、本工程におけるインクLの総吐出量は、第1の塗布工程におけるインクLの総吐出量よりも多くなる。
【0066】
本実施形態では、Y軸方向の液滴の中心間距離C2は36μmとし、X軸方向の液滴の中心間距離C3は70μmとする。
【0067】
このように塗布すると、1ノズルあたりの吐出量を増やして総吐出量を多くした場合よりも、隣接する液滴数が多くなるため、ノズル毎の吐出量のばらつきが分散され、膜厚をより均一にすることができる。
【0068】
そして、図4に示すように、液滴吐出ヘッド34を基板Pに対してY軸負方向に移動させながら、液滴吐出ヘッド34のノズル147から基板P上に塗布されたインクL上に、インクLの液滴を吐出して塗布する。そして、第1の塗布工程と同様に、配向膜の第2の塗布領域Bの外縁でX軸正方向に改行を繰り返しながら、液滴吐出ヘッド34をY軸方向に往復させ、第2の塗布領域B(配向膜の形成領域)の全域にインクLを塗布する(第2の塗布工程)。
【0069】
このとき、図7(a)に示すように、基板P上には第1の塗布工程のインクLの膜が均一な膜厚で塗布されて、インクLの溶媒の蒸気によって覆われた状態となっている。そのため、次の塗布工程で吐出されたインクLの液滴は、基板P上に着弾した後に乾燥が防止される。また、第1の塗布工程で塗布した材料液が、完全に固化していない状態で第2の塗布工程を行うことによって、図7(b)に示すように基板P上で容易に濡れ拡がり、均一な膜厚のインクLの膜が形成される。
【0070】
次いで、基板P上に塗布されたインクLを、例えば、加熱乾燥させることで、基板P上に配向膜が成膜される。本実施例では、膜を80℃のホットプレートで10分間の仮乾燥を行い溶媒を除去し、さらに220℃のクリーンオーブンで60分間の本焼成を行う。
【0071】
以上説明したように、この実施の形態によれば、第1の塗布工程においてインクLの液滴の中心間距離C1を、インクLの液滴が基板P上に着弾して、基板P上で拡張したときの径Dと等しくなるように調整することで、インクLの膜厚を、基板P上に着弾して拡張したインクLの液滴同士が辛うじて繋がる程度の薄い膜厚とすることができる。そのため、インクLの膜にスジ状の膜厚ムラが発生し難くなる。また、膜厚が薄くなることで、インクLの膜全体が乾燥しやすくなり、周縁部の乾燥による膜厚の増加を防止でき、均一な膜厚のインクLの膜を形成できる。これにより、レベリング時間を短縮、あるいは省略できる。
【0072】
また、第1の塗布工程のインクLの総吐出量より次の塗布工程の総吐出量を多くすることで、基板P上に塗布されるインクLの膜厚が、インクLを一度に塗布する場合の膜厚や、第1の塗布工程におけるインクLの塗布量を次の塗布工程の塗布量以上とする場合の膜厚と比較して小さくなる。これにより、インクLの膜にスジ状の膜厚ムラが発生することをより効果的に防止できる。また、インクLの膜全体がより乾燥しやすくなり、周縁部の乾燥による膜厚の増加をより効果的に防止でき、より均一な膜厚のインクLの膜を形成できる。これにより、レベリング時間を省略することが可能になる。
【0073】
また、次の塗布工程において基板P上に液滴を吐出する際には、基板P上にはインクLの膜が塗布され、インクLの溶媒が蒸発してその蒸気に覆われた状態となっている。これにより、基板P上に吐出されたインクLの液滴の乾燥が防止される。また、第1の塗布工程で塗布した材料液が、完全に固化していないため、基板P上で液滴が容易に濡れ拡がる。そのため、インクLの膜においてもスジ状の膜厚ムラや周縁部のしみ上がりが防止され、インクLの膜厚を均一にすることができる。これにより、レベリング時間を短縮、あるいは省略することができる。
【0074】
したがって、この実施の形態の成膜方法によれば、基板P上に配向膜の材料液であるインクLを塗布する際に、インクLの膜厚変動を防止して均一な膜厚で塗布し、基板P上に均一な膜厚の配向膜を形成することができる。さらに、この基板Pを液晶装置の基板として用いることで、基板間に挟持された液晶層の層厚を均一にして、液晶装置の表示性能を向上させることができる。
【0075】
尚、この発明は上述した実施の形態に限られるものではなく、本発明の趣旨を逸脱しない範囲で種々変形して実施することができる。例えば、上述の実施形態では単一の液滴吐出ヘッドを備えた成膜装置について説明したが、液滴吐出ヘッドを複数備えた成膜装置を用いてもよい。このような成膜装置を用いる場合、一回の走査で塗布可能な最大幅は、形成領域のX軸方向の寸法と、第2の塗布工程における初期位置のX軸方向のオフセット量の和より大きいことが好ましい。このようにすることで、第1の塗布工程及び第2の塗布工程をそれぞれ一回の走査で完了することができる。したがって、複数のヘッドを用いることで、膜形成にかかる時間を短縮することができ、膜全体の乾燥状態を均一にすることができる。
【0076】
また、第1の塗布工程では、図9に示すように液滴を塗布してもよい。このように塗布することで、より均一な膜厚の膜を形成することができる。
また、所定の厚さの膜を得るため、第2の塗布工程を繰り返し行ってもよい。
【0077】
また、図10に示すように、第2の塗布工程におけるインクLの吐出量は、第1の塗布工程におけるインクLの吐出量よりも多くしてもよい。
【0078】
また、インクの液滴の中心間距離は、インクの液滴が基板上に着弾して拡張したときの径より小さくなるように調整してもよい。
【0079】
また、液滴径を液滴の中心間距離と略等しくなるように制御してもよい。
【0080】
また、上述の実施形態では液滴吐出ヘッドと基板を相対的に走査して液滴を塗布する成膜装置について説明したが、膜形成領域全面に液滴を一括して塗布することが可能な成膜装置を用いてもよい。
【0081】
また、第1の塗布工程において、第2の塗布工程において塗布される材料液の膜厚変動を想定し、膜厚変動に応じてインクの塗布量を膜の膜厚が均一となるように調整してもよい。例えば、第2の塗布工程で塗布するインクの周縁部において膜厚が増加する場合には、第1の塗布工程において塗布する材料液の周縁部の膜厚を他の部分よりも小さくしておくことで、最終的なインクの膜厚を均一にすることができ、均一な膜厚の配向膜を形成することができる。
【0082】
また、本発明の成膜方法は、配向膜以外の膜の成膜にも適用可能であることは言うまでもない。
【符号の説明】
【0083】
L…材料液又は液滴としてのインク、P…基板、C1〜C3…中心間距離、D…径、A…膜形成領域としての第1の塗布領域、B…膜形成領域としての第2の塗布領域。
【技術分野】
【0001】
この発明は、成膜方法に関するものである。
【背景技術】
【0002】
従来から、基板の表面に均一な膜厚の薄膜を形成できる成膜方法が知られている。この成膜方法は、ヘッドに並設された複数のノズルから溶液を噴射して、その下側を搬送される基板の表面に上記溶液を塗布する塗布方法において、上記基板を搬送し、その表面に上記ノズルから溶液を噴射塗布する第1の塗布工程と、上記第1の塗布工程終了後、上記基板を所定の角度だけ回転し、その向きを上記ノズルの並設方向に対して相対的に変える回転工程と、上記回転工程終了後、上記基板を再び搬送し、その表面に上記ノズルから溶液を噴射塗布する第2の塗布工程と、を具備するものである(例えば、特許文献1参照)。
【0003】
また、各ノズルから基板に溶液をドットで噴射する工程と、ヘッドと基板とを所定方向に相対的に移動させて所定間隔の一対のノズルから最初に基板に噴射された一対のドット間の部分を複数のドットによって塗り潰す工程とを具備し、最初に基板に所定間隔で噴射された一対のドット間の部分は、最初に噴射塗布されたドットに最後に噴射塗布されるドットが隣接することのない順序で、複数のドットによって塗り潰すものが開示されている(例えば、特許文献2参照)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2005−193232号公報
【特許文献2】特開2005−721号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記従来の成膜方法では、例えば、液晶装置に用いられる配向膜を成膜するために、ポリイミドが溶解した溶液等、比較的粘度の高い材料液を塗布する場合には、塗布された材料液の膜厚が不均一になるという課題がある。
【0006】
例えば、基板上に塗布された材料液の膜厚を均一化させるためのレベリング時間が不十分であると、材料液の塗布時の液滴吐出ヘッドの重なり等により、材料液にスジ状の膜厚ムラが発生する。一方、レベリング時間を長くすると、スジ上の膜厚ムラは低減されるが、塗布された材料液の周縁部が乾燥し、材料液が周縁部に移動して膜厚が増加する、いわゆる「しみ上がり」が発生する。
【0007】
そこで、この発明は、基板上に膜の材料液を塗布する際に材料液の膜厚変動を防止して、基板上に均一な膜厚の膜を形成することができる成膜方法を提供するものである。
【課題を解決するための手段】
【0008】
上記の課題を解決するために、本発明の成膜方法は、液滴吐出手段を用いて膜形成材料を含む材料液を基板上に塗布して膜を形成する成膜方法であって、前記基板上の第1の塗布領域に液滴を塗布する第1の塗布工程と、前記第1の塗布工程後に前記基板上の第2の塗布領域に液滴を塗布する第2の塗布工程とを含み、前記第1の塗布工程において塗布される液滴のうち、隣接する液滴の中心間距離は前記基板に着弾後の前記液滴の径と略等しく、かつ隣接する液滴どうしが繋がり、前記第2の塗布工程において塗布される液滴のうち、隣接する液滴の中心間距離は、前記第1の塗布工程において塗布される液滴の中心間距離より小さいことを特徴とする。ここで、基板に着弾後の液滴の径とは、所定時間(例えば、0秒〜300秒)経過後における基板上での液滴の直径を言う。
【0009】
このように成膜することで、第1の塗布工程において基板上に塗布される材料液の膜厚が、材料液の液滴同士が辛うじて繋がる程度に薄くなる。そのため、材料液の膜にスジ状の膜厚ムラが発生し難くなり、レベリング時間を短縮できる。また、材料液の膜厚が薄くなることで膜全体が乾燥しやすくなり、膜全体が均一に乾燥することで、材料液の移動による周縁部の膜厚の増加(いわゆる「しみ上がり」)を防止できる。
【0010】
また、第2の塗布工程において基板上に液滴を吐出する際には、基板上には既に材料液の膜が塗布され、材料液の溶媒が蒸発してその蒸気に覆われた状態となっている。これにより、基板上に吐出された材料液の液滴の乾燥が防止され、基板上で液滴が容易に濡れ拡がる。そのため、第2の塗布工程において塗布した材料液の膜において、スジ状の膜厚ムラや周縁部の膜厚の増加が防止されて膜厚が均一になり、レベリング時間を短縮、あるいは省略することができる。したがって、本発明の成膜方法によれば、基板上に膜の材料液を塗布する際に、材料液の膜厚変動を防止して均一な膜厚で塗布し、基板上に均一な膜厚の膜を形成することができる。
【0011】
また、本発明の成膜方法は、前記第2の塗布工程で吐出される第2の材料液の総量は、前記第1の塗布工程で吐出される第1の材料液の総量より多いことを特徴とする。このように成膜することで、第1の塗布工程で基板上に塗布される材料液の膜厚が、材料液を一度に塗布する場合の膜厚や、第1の塗布工程における材料液の塗布量を次の塗布工程の塗布量以上とする場合の膜厚と比較して小さくなる。そのため、材料液の膜にスジ状の膜厚ムラが発生し難くなる。また、膜厚が薄くなることで、材料液の膜全体が乾燥しやすくなり、周縁部の乾燥による膜厚の増加を防止でき、均一な膜厚の材料液の膜を形成できる。これにより、レベリング時間を短縮、あるいは省略できる。
【0012】
また、本発明の成膜方法は、前記第1の塗布工程及び前記第2の塗布工程で吐出した液滴の中心位置がいずれも異なることを特徴とする。このように成膜することで、中心位置が重なる場合よりも均一な膜厚の膜を得ることができる。
【0013】
また、本発明の成膜方法は、前記第2の塗布工程は前記第1の塗布工程で塗布した材料液が完全に固化していない状態で行うことを特徴とする。このように成膜することで、前記第2の塗布工程において塗布される液滴が容易に濡れ拡がり、均一な膜厚の膜を得ることができる。
【0014】
また、本発明の成膜方法は、前記第1の塗布工程において前記材料液を塗布する第1の塗布領域を、前記第2の塗布工程において前記材料液を塗布する第2の塗布領域と等しいか該第2塗布領域内とすることを特徴とする。このように成膜することで、第2の塗布工程において基板上に塗布される材料液が第2の塗布領域の外側へ濡れ拡がることを防止できる。
【0015】
また、本発明の成膜方法は、前記液滴吐出手段と、前記基板を相対的に走査して前記液滴を前記基板上に塗布することを特徴とする。
【0016】
また、本発明の成膜方法は、前記第2の塗布工程において塗布される液滴のうち、走査方向の前記液滴の中心間距離は、走査方向と交差する方向の前記液滴の中心間距離より小さいことを特徴とする。ここで、走査方向とは、液滴吐出手段が基板に対して相対的に移動する方向を言う。
【0017】
また、本発明の成膜方法は、前記液滴吐出手段は、複数の液滴吐出ヘッドを有する液滴吐出ヘッド群であることを特徴とする。このように成膜することで、膜形成にかかる時間を短縮することができ、膜全体の乾燥状態を均一にすることができる。
【0018】
また、本発明の成膜方法は、前記液滴吐出ヘッド群の長さは、前記第2の塗布領域の最大幅より長いことを特徴とする。このように成膜することで、第1の塗布工程及び第2の塗布工程をそれぞれ一回の走査で完了することができる。したがって、複数のヘッドを用いることで、膜形成にかかる時間を短縮することができ、膜全体の乾燥状態を均一にすることができる。
【0019】
また、本発明の成膜方法は、前記材料液が、ポリイミドが溶解した溶液であることを特徴とする。
【0020】
また、本発明の成膜方法は、前記膜は、液晶分子の配向方向を規定する配向膜であることを特徴とする。このように成膜することで、配向膜の膜厚を均一にして、液晶装置の表示性能を向上させることができる。
【図面の簡単な説明】
【0021】
【図1】本発明の実施形態に係る成膜装置の概略構成を示す模式図である。
【図2】本発明の実施形態に係る液滴吐出ヘッドの構成を説明する断面図である。
【図3】同液滴吐出ヘッドの要部断面図である。
【図4】本発明の実施形態に係る配向膜の成膜工程を説明する平面図である。
【図5】(a)〜(c)は、第1の塗布工程において、基板上に液滴を塗布する様子を示す図である。
【図6】第1の塗布工程において、液滴を塗布した基板上の様子を示す図である。
【図7】(a)及び(b)は、第2の塗布工程において、基板上に液滴を塗布する様子を示す図である。
【図8】第2の塗布工程において、液滴を塗布した基板上の様子を示す図である。
【図9】第1の塗布工程において、液滴を塗布した基板上の様子の一例を示す図である。
【図10】(a)及び(b)は、第2の塗布工程において、基板上に液滴を塗布する様子の一例を示す図である。
【発明を実施するための形態】
【0022】
次に、この発明の実施の形態を図面に基づいて説明する。以下の説明に用いる各図面では、各部材を認識可能な大きさとするため、各部材の縮尺を適宜変更している。
【0023】
(成膜装置)
図1は、液滴吐出法により基板P上に膜を成膜する成膜装置10の概略構成を示す模式図である。図1に示すように、成膜装置10は、ベース31と、基板移動手段32と、ヘッド移動手段33と、液滴吐出ヘッド34と、液体供給部35と、制御装置40とを備えて構成されている。ベース31の上には、基板移動手段32と、ヘッド移動手段33とが設置されている。また、成膜装置10は、不図示のクリーニングユニットと、キャッピングユニットとを備えている。
【0024】
基板移動手段32はベース31上に設けられ、Y軸方向に沿って配置されたガイドレール36を有している。この基板移動手段32は、例えばリニアモーター(図示せず)により、スライダー37をガイドレール36に沿って移動させるよう構成されている。
【0025】
スライダー37上にはステージ39が固定されており、このステージ39は、基板Pを位置決めして保持するためのものである。即ち、このステージ39は、公知の吸着保持手段(図示せず)を有し、この吸着保持手段を作動させることにより、基板Pをステージ39の上に吸着保持するように構成されている。基板Pは、例えばステージ39の位置決めピン(図示せず)により、ステージ39上の所定位置に正確に位置決めされ、保持されるようになっている。
【0026】
ヘッド移動手段33は、ベース31の後部側に立てられた一対の架台33a,33aと、これら架台33a,33a上に設けられた走行路33bを備え、この走行路33bをX軸方向、即ち前記の基板移動手段32のY軸方向と直交する方向に沿って配置したものである。走行路33bは、架台33a,33a間に渡された保持板33cと、この保持板33c上に設けられた一対のガイドレール33d,33dとを備え、ガイドレール33d,33dの長さ方向に液滴吐出ヘッド34を搭載するキャリッジ42を移動可能に保持している。キャリッジ42は、リニアモーター(図示せず)等の作動によってガイドレール33d,33d上を走行し、これにより液滴吐出ヘッド34をX軸方向に移動させるように構成されている。
【0027】
キャリッジ42は、ガイドレール33d,33dの長さ方向、即ちX軸方向に、例えば、1μm単位で移動可能になっている。キャリッジ42のこのような移動はコンピューター等からなる制御装置40によって制御可能に構成されている。
【0028】
制御装置40は、液滴吐出ヘッド34の位置情報、即ち液滴吐出ヘッド34のガイドレール33d,33d上での位置(X座標)とそのときの各ノズルの位置(X座標)とを検知して記憶するものである。
【0029】
液滴吐出ヘッド34は、キャリッジ42に取付部43を介して回動可能に取り付けられたものである。取付部43にはモーター44が設けられており、液滴吐出ヘッド34はその支持軸(図示せず)がモーター44に連結している。このような構成のもとに、液滴吐出ヘッド34はその周方向に回動可能となっている。また、モーター44も制御装置40に接続されており、これによって液滴吐出ヘッド34はその周方向への回動が、制御装置40に制御されるようになっている。
【0030】
液体供給部35は、材料液又は液滴としてのインクLが充填されたインク供給容器45と、インク供給容器45から液滴吐出ヘッド34にインクLを送るためのインク供給チューブ46とを備えたものである。
【0031】
ここで、この実施の形態では、インクLとして、例えば、溶媒に液晶分子の配向を規制する配向膜の材料を溶解させたものを用いている。配向膜の材料としては、例えば、ポリイミドが用いられ、この配向膜の材料を溶解可能な溶媒として、例えば、ブチルセロソルブ等の有機溶剤を用いることができる。
【0032】
図2は液滴吐出ヘッド34の構成を説明する断面図、図3は液滴吐出ヘッド34の要部断面図である。
【0033】
この実施の形態における液滴吐出ヘッド34は、導入針ユニット117、ヘッドケース118、流路ユニット119及びアクチュエーターユニット120を主な構成要素としている。
【0034】
導入針ユニット117の上面にはフィルター121を介在させた状態で2本の液体導入針122が横並びで取り付けられている。これらの液体導入針122には、サブタンク102がそれぞれ装着される。また、導入針ユニット117の内部には、各液体導入針122に対応した液体導入路123が形成されている。
【0035】
この液体導入路123の上端はフィルター121を介して液体導入針122に連通し、下端はパッキン124を介してヘッドケース118内部に形成されたケース流路125と連通する。
【0036】
フィルター121は、インクLに含まれる異物を除去するために配設され、その材質は、例えば、ステンレス鋼であって、メッシュ状に形成されている。
【0037】
サブタンク102は、ポリプロピレン等の樹脂製材料によって成型されている。このサブタンク102には、液室127となる凹部が形成され、この凹部の開口面に弾性シート126を貼設して液室127が区画されている。
【0038】
また、サブタンク102の下部には液体導入針122が挿入される針接続部128が下方に向けて突設されている。サブタンク102における液室127は、底の浅いすり鉢形状をしている。液室127の側面における上下中央よりも少し下の位置には、針接続部128との間を連通する接続流路129の上流側開口が臨んでおり、この上流側開口にはインクLを濾過するタンク部フィルター130がそれぞれ取り付けられている。
【0039】
針接続部128の内部空間には液体導入針122が液密に嵌入されるシール部材131が嵌め込まれている。このサブタンク102には、インク供給チューブ46が接続される。インク供給チューブ46は、液体供給部35のインク供給容器45に貯留されたインクLを供給する。したがって、インク供給チューブ46を通ってきたインクLは、この液室127に流入する。
【0040】
上記の弾性シート126は、液室127を収縮させる方向と膨張させる方向とに変形可能である。そして、この弾性シート126の変形によるダンパー機能によって、インクLの圧力変動が吸収される。即ち、弾性シート126の作用によってサブタンク102が圧力ダンパーとして機能する。従って、インクLは、サブタンク102内で圧力変動が吸収された状態で液滴吐出ヘッド34側に供給される。
【0041】
ヘッドケース118は、合成樹脂製の中空箱体状部材であり、下端面に接着剤を介して流路ユニット119を接合し、内部に形成された収容空部137内にアクチュエーターユニット120を収容し、流路ユニット119側とは反対側の上端面にパッキン124を介在した状態で導入針ユニット117を取り付けるようになっている。
【0042】
このヘッドケース118の内部には、高さ方向を貫通してケース流路125が設けられている。このケース流路125の上端は、パッキン124を介して導入針ユニット117の液体導入路123とそれぞれ連通するようになっている。
【0043】
また、ケース流路125の下端は、流路ユニット119内の共通インク室144に連通するようになっている。従って、液体導入針122から導入されたインクLは、液体導入路123及びケース流路125を通じて共通インク室144側にそれぞれ供給される。
【0044】
ヘッドケース118の収容空部137内に収容されるアクチュエーターユニット120は、図3に示すように、櫛歯状に列設された複数の圧電振動子138と、この圧電振動子138が接合される固定板139と、制御装置40からの駆動信号を圧電振動子138供給する配線部材としてのフレキシブルケーブル140とから構成される。各圧電振動子138は、固定端部側が固定板139上に接合され、自由端部側が固定板139の先端面よりも外側に突出している。即ち、各圧電振動子138は、所謂片持ち梁の状態で固定板139上にそれぞれ取り付けられている。
【0045】
また、各圧電振動子138を支持する固定板139は、例えば、厚さ1mm程度のステンレス鋼によって構成されている。そして、アクチュエーターユニット120は、固定板139の背面を、収容空部137を区画するケース内壁面に接着することで収容空部137内にそれぞれ収納・固定されている。
【0046】
流路ユニット119は、振動板141、流路基板142及びノズル基板143からなる流路ユニット構成部材を積層した状態で接着剤を介して接合して一体化することにより作製されている。これらは、共通インク室144からインク供給口145及び圧力室146を通りノズル147に至るまでの一連のインク流路を形成する部材である。
【0047】
圧力室146は、ノズル147の列設方向に対して直交する方向に細長い室として形成されている。
【0048】
また、共通インク室144は、ケース流路125と連通し、液体導入針122側からのインクLが導入される室である。そして、この共通インク室144に導入されたインクLは、インク供給口145を通じて圧力室146に分配供給される。
【0049】
流路ユニット119の底部に配置されるノズル基板143は、ドット形成密度に対応したピッチ(例えば180dpi)で複数のノズル147を列状に開設した金属製の薄い板材である。この実施の形態のノズル基板143は、ステンレス鋼の板材によって作製され、この実施の形態においてはノズル147の列が、それぞれサブタンク102に対応して形成されている。
【0050】
ノズル基板143と振動板141との間に配置される流路基板142は、インク流路及び処理液流路となる流路部、具体的には、共通インク室144、インク供給口145及び圧力室146となる空部が区画形成された板状の部材である。
【0051】
この実施の形態において、流路基板142は、結晶性を有する基材であるSiウェハーを異方性エッチング処理することによって作製されている。振動板141は、ステンレス鋼等の金属製の支持板上に弾性フィルムをラミネート加工した二重構造の複合板材である。この振動板141の圧力室146に対応する部分には、エッチングなどによって支持板を環状に除去することで、圧電振動子138の先端面が接合される島部148が形成されており、この部分はダイヤフラム部として機能する。即ち、この振動板141は、圧電振動子138の作動に応じて島部148の周囲の弾性フィルムが弾性変形するように構成されている。また、振動板141は、流路基板142の一方の開口面を封止し、コンプライアンス部149としても機能する。このコンプライアンス部149に相当する部分についてはダイヤフラム部と同様にエッチングなどにより支持板を除去して弾性フィルムだけにしている。
【0052】
そして、上記の液滴吐出ヘッド34において、フレキシブルケーブル140を通じて駆動信号が圧電振動子138に供給されると、この圧電振動子138が素子長手方向に伸縮し、これに伴い島部148が圧力室146に近接する方向或いは離隔する方向に移動する。これにより、圧力室146の容積が変化し、圧力室146内のインクLに圧力変動が生じる。この圧力変動によってノズル147から液滴状となったインクLが吐出される。
【0053】
(配向膜の成膜方法)
次に、この実施の形態の成膜方法について説明する。この実施の形態では、基板Pとして透明基板上に絶縁膜、TFT、電極及び配線等が形成された液晶装置の素子基板を用い、成膜装置10を用いて基板P上に配向膜を成膜する方法について説明する。
【0054】
まず、図1に示すように、ステージ39上に基板Pを位置決めピンにより位置決めして配置し、吸着保持手段に吸着保持する。これにより、基板Pは、ステージ39上に正確に位置決めされた状態で保持される。
【0055】
次に、第1の塗布工程について説明する。基板移動手段32及びヘッド移動手段33により液滴吐出ヘッド34を移動させると共に、取付部43のモーター44を作動させて、図4に示すように、液滴吐出ヘッド34を基板Pに対する初期位置に配置する。
【0056】
第1の塗布工程では、図4に示すように、膜形成領域としての第2の塗布領域B内に含まれる膜形成領域としての第1の塗布領域AにインクLを塗布する。ここで、第1の塗布領域は、第2の塗布領域よりX軸方向及びY軸方向ともにそれぞれ0.5mm小さい領域とする。このようにすると、第2の塗布工程において基板上に塗布される材料液が第2の塗布領域の外側へ濡れ拡がることを防止することができる。なお、本実施形態では、第1の塗布領域を、第2の塗布領域内の領域としたが、第1の塗布領域を第2の塗布領域と等しい領域としてもよい。また、第1の塗布領域の大きさは、適宜設定することができる。
【0057】
次に、基板移動手段32によりステージ39をY軸正方向に移動させることで、液滴吐出ヘッド34を基板Pに対して相対的にY軸負方向に移動させながら、液滴吐出ヘッド34のノズル147から基板P上に、図5(a)に示すように、インクLを液滴として吐出して塗布する。
【0058】
ここで、インクLの液滴の中心間距離C1は、インクLの液滴が、図5(b)に示すように基板P上に着弾して、図5(c)に示すように基板P上で拡張したときの径Dと略等しくなるように調整する。インクLの液滴の中心間距離は、公知の技術を用いて調整することができる。例えば、液滴吐出ヘッド34を回動させ、走査方向と直交する方向のノズル間隔を調整することで、液滴の中心間距離C1を調整することができる。また、ノズルを選択的に使用し、吐出間隔を変更することで、液滴の中心間距離C1を調整することもできる。
【0059】
また、液滴の中心間距離C1は、しみ上がりが生じない膜厚の膜を形成可能であれば、液滴径より小さくしてもよく、本実施形態では、基板P上に着弾後の液滴径300μmに対して、Y軸方向の液滴の中心間距離及びX軸方向の液滴の中心間距離を、それぞれ288μm、280μmとする。
【0060】
図4に示すように、初期位置側の縁から吐出開始位置とは反対側の縁までインクLを塗布したら、ヘッド移動手段33により、液滴吐出ヘッド34をX軸正方向に移動させて改行し、基板移動手段32によりステージ39をY軸負方向に移動させる。そして、液滴吐出ヘッド34を基板Pに対して相対的にY軸正方向に移動させながら、液滴吐出ヘッド34のノズル147から基板P上にインクLを吐出して塗布する。このように、配向膜の第1の塗布領域Aの外縁でX軸正方向に改行を繰り返しながら、液滴吐出ヘッド34をY軸方向に往復させ、第1の塗布領域の全域にインクLを塗布する(第1の塗布工程)。
【0061】
このように塗布すると、図6に示すように、隣接する液滴どうしが辛うじて繋がる程度、即ち隣接する液滴の中心間距離は基板に着弾後の液滴径と略等しく、かつ隣接する液滴どうしが繋がる状態で配置される。ここで、液滴どうしが辛うじて繋がる程度とは、直径方向の液滴の重なり部の長さが液滴径に対して10%以下となっている状態を言う。但し、この状態では図6の網掛け部で示されるようなインクLが付与されない箇所が残ることが考えられる。しかし、基板上の液滴の表面張力によって、液滴どうしが間隙を埋めるように繋がり、連続的な膜を形成することができ、インクLが薄く塗布された状態となる。
【0062】
そして、基板P上でインクLの溶媒が蒸発してその蒸気が発生し、基板P上がインクLの溶媒の蒸気によって覆われた状態となる。
【0063】
次に、第2の塗布工程について説明する。液滴吐出ヘッド34を第2の塗布工程における初期位置に移動させる。なお、第2の塗布工程における初期位置は、第1の塗布工程で塗布した液滴の中心と第2の塗布工程で塗布する液滴の中心とをずらすため、第1の塗布工程の初期位置から所定量のオフセットを走査方向と交差する方向にかけた位置とする。一般的に、中心部は外縁部より膜厚が厚くなるため、液滴の中心をずらすことによって、中心部が重なる場合より均一な膜厚の配向膜を得ることができる。本実施形態では、第2の塗布工程における初期位置は、第1の塗布工程における初期位置からX軸正方向に35μm離れた位置とする。
【0064】
次に、基板移動手段32によりステージ39をY軸正方向に移動させることで、液滴吐出ヘッド34を基板Pに対して相対的にY軸負方向に移動させながら、液滴吐出ヘッド34のノズル147から基板P上に、図7に示すように、インクLを液滴として吐出して塗布する。ここで、第2の塗布工程において塗布する液滴のサイズは、第1の塗布工程において塗布する液滴のサイズと等しいか第1の塗布工程において塗布する液滴のサイズより大きくなるように駆動信号を調節する。
【0065】
本工程では、図8に示すように、液滴吐出ヘッド34から基板P上に塗布されたインクLの液滴の中心間距離C2及び中心間距離C3が、第1の塗布工程で塗布される液滴の中心間距離C1より小さくなるように塗布する。したがって、本工程におけるインクLの総吐出量は、第1の塗布工程におけるインクLの総吐出量よりも多くなる。
【0066】
本実施形態では、Y軸方向の液滴の中心間距離C2は36μmとし、X軸方向の液滴の中心間距離C3は70μmとする。
【0067】
このように塗布すると、1ノズルあたりの吐出量を増やして総吐出量を多くした場合よりも、隣接する液滴数が多くなるため、ノズル毎の吐出量のばらつきが分散され、膜厚をより均一にすることができる。
【0068】
そして、図4に示すように、液滴吐出ヘッド34を基板Pに対してY軸負方向に移動させながら、液滴吐出ヘッド34のノズル147から基板P上に塗布されたインクL上に、インクLの液滴を吐出して塗布する。そして、第1の塗布工程と同様に、配向膜の第2の塗布領域Bの外縁でX軸正方向に改行を繰り返しながら、液滴吐出ヘッド34をY軸方向に往復させ、第2の塗布領域B(配向膜の形成領域)の全域にインクLを塗布する(第2の塗布工程)。
【0069】
このとき、図7(a)に示すように、基板P上には第1の塗布工程のインクLの膜が均一な膜厚で塗布されて、インクLの溶媒の蒸気によって覆われた状態となっている。そのため、次の塗布工程で吐出されたインクLの液滴は、基板P上に着弾した後に乾燥が防止される。また、第1の塗布工程で塗布した材料液が、完全に固化していない状態で第2の塗布工程を行うことによって、図7(b)に示すように基板P上で容易に濡れ拡がり、均一な膜厚のインクLの膜が形成される。
【0070】
次いで、基板P上に塗布されたインクLを、例えば、加熱乾燥させることで、基板P上に配向膜が成膜される。本実施例では、膜を80℃のホットプレートで10分間の仮乾燥を行い溶媒を除去し、さらに220℃のクリーンオーブンで60分間の本焼成を行う。
【0071】
以上説明したように、この実施の形態によれば、第1の塗布工程においてインクLの液滴の中心間距離C1を、インクLの液滴が基板P上に着弾して、基板P上で拡張したときの径Dと等しくなるように調整することで、インクLの膜厚を、基板P上に着弾して拡張したインクLの液滴同士が辛うじて繋がる程度の薄い膜厚とすることができる。そのため、インクLの膜にスジ状の膜厚ムラが発生し難くなる。また、膜厚が薄くなることで、インクLの膜全体が乾燥しやすくなり、周縁部の乾燥による膜厚の増加を防止でき、均一な膜厚のインクLの膜を形成できる。これにより、レベリング時間を短縮、あるいは省略できる。
【0072】
また、第1の塗布工程のインクLの総吐出量より次の塗布工程の総吐出量を多くすることで、基板P上に塗布されるインクLの膜厚が、インクLを一度に塗布する場合の膜厚や、第1の塗布工程におけるインクLの塗布量を次の塗布工程の塗布量以上とする場合の膜厚と比較して小さくなる。これにより、インクLの膜にスジ状の膜厚ムラが発生することをより効果的に防止できる。また、インクLの膜全体がより乾燥しやすくなり、周縁部の乾燥による膜厚の増加をより効果的に防止でき、より均一な膜厚のインクLの膜を形成できる。これにより、レベリング時間を省略することが可能になる。
【0073】
また、次の塗布工程において基板P上に液滴を吐出する際には、基板P上にはインクLの膜が塗布され、インクLの溶媒が蒸発してその蒸気に覆われた状態となっている。これにより、基板P上に吐出されたインクLの液滴の乾燥が防止される。また、第1の塗布工程で塗布した材料液が、完全に固化していないため、基板P上で液滴が容易に濡れ拡がる。そのため、インクLの膜においてもスジ状の膜厚ムラや周縁部のしみ上がりが防止され、インクLの膜厚を均一にすることができる。これにより、レベリング時間を短縮、あるいは省略することができる。
【0074】
したがって、この実施の形態の成膜方法によれば、基板P上に配向膜の材料液であるインクLを塗布する際に、インクLの膜厚変動を防止して均一な膜厚で塗布し、基板P上に均一な膜厚の配向膜を形成することができる。さらに、この基板Pを液晶装置の基板として用いることで、基板間に挟持された液晶層の層厚を均一にして、液晶装置の表示性能を向上させることができる。
【0075】
尚、この発明は上述した実施の形態に限られるものではなく、本発明の趣旨を逸脱しない範囲で種々変形して実施することができる。例えば、上述の実施形態では単一の液滴吐出ヘッドを備えた成膜装置について説明したが、液滴吐出ヘッドを複数備えた成膜装置を用いてもよい。このような成膜装置を用いる場合、一回の走査で塗布可能な最大幅は、形成領域のX軸方向の寸法と、第2の塗布工程における初期位置のX軸方向のオフセット量の和より大きいことが好ましい。このようにすることで、第1の塗布工程及び第2の塗布工程をそれぞれ一回の走査で完了することができる。したがって、複数のヘッドを用いることで、膜形成にかかる時間を短縮することができ、膜全体の乾燥状態を均一にすることができる。
【0076】
また、第1の塗布工程では、図9に示すように液滴を塗布してもよい。このように塗布することで、より均一な膜厚の膜を形成することができる。
また、所定の厚さの膜を得るため、第2の塗布工程を繰り返し行ってもよい。
【0077】
また、図10に示すように、第2の塗布工程におけるインクLの吐出量は、第1の塗布工程におけるインクLの吐出量よりも多くしてもよい。
【0078】
また、インクの液滴の中心間距離は、インクの液滴が基板上に着弾して拡張したときの径より小さくなるように調整してもよい。
【0079】
また、液滴径を液滴の中心間距離と略等しくなるように制御してもよい。
【0080】
また、上述の実施形態では液滴吐出ヘッドと基板を相対的に走査して液滴を塗布する成膜装置について説明したが、膜形成領域全面に液滴を一括して塗布することが可能な成膜装置を用いてもよい。
【0081】
また、第1の塗布工程において、第2の塗布工程において塗布される材料液の膜厚変動を想定し、膜厚変動に応じてインクの塗布量を膜の膜厚が均一となるように調整してもよい。例えば、第2の塗布工程で塗布するインクの周縁部において膜厚が増加する場合には、第1の塗布工程において塗布する材料液の周縁部の膜厚を他の部分よりも小さくしておくことで、最終的なインクの膜厚を均一にすることができ、均一な膜厚の配向膜を形成することができる。
【0082】
また、本発明の成膜方法は、配向膜以外の膜の成膜にも適用可能であることは言うまでもない。
【符号の説明】
【0083】
L…材料液又は液滴としてのインク、P…基板、C1〜C3…中心間距離、D…径、A…膜形成領域としての第1の塗布領域、B…膜形成領域としての第2の塗布領域。
【特許請求の範囲】
【請求項1】
液滴吐出手段を用いて膜形成材料を含む材料液を基板上に塗布して膜を形成する成膜方法であって、
前記基板上の第1の塗布領域に液滴を塗布する第1の塗布工程と、
前記第1の塗布工程後に前記基板上の第2の塗布領域に液滴を塗布する第2の塗布工程とを含み、
前記第1の塗布工程において塗布される液滴のうち、隣接する液滴の中心間距離は前記基板に着弾後の前記液滴の径と略等しく、かつ隣接する液滴どうしが繋がり、
前記第2の塗布工程において塗布される液滴のうち、隣接する液滴の中心間距離は、前記第1の塗布工程において塗布される液滴の中心間距離より小さいことを特徴とする成膜方法。
【請求項2】
前記第2の塗布工程で吐出される第2の材料液の総量は、前記第1の塗布工程で吐出される第1の材料液の総量より多いことを特徴とする請求項1に記載の成膜方法。
【請求項3】
前記第1の塗布工程及び前記第2の塗布工程で吐出した液滴の中心位置がいずれも異なることを特徴とする請求項1又は請求項2に記載の成膜方法。
【請求項4】
前記第2の塗布工程は、前記第1の塗布工程で塗布した材料液が完全に固化していない状態で行うことを特徴とする請求項1乃至請求項3のいずれか一項に記載の成膜方法。
【請求項5】
前記第1の塗布領域は、前記第2の塗布領域と等しいか該第2の塗布領域内とすることを特徴とする請求項1乃至請求項4のいずれか一項に記載の成膜方法。
【請求項6】
前記液滴吐出手段と、前記基板を相対的に走査して液滴を前記基板上に塗布することを特徴とする請求項1乃至請求項5のいずれか一項に記載の成膜方法。
【請求項7】
前記第2の塗布工程において塗布される液滴のうち、走査方向の液滴の中心間距離は、前記走査方向と交差する方向の液滴の中心間距離より小さいことを特徴とする請求項6に記載の成膜方法。
【請求項8】
前記液滴吐出手段は、複数の液滴吐出ヘッドを有する液滴吐出ヘッド群であることを特徴とする請求項6又は請求項7に記載の成膜方法。
【請求項9】
前記液滴吐出ヘッド群の長さは、前記第2の塗布領域の最大幅より長いことを特徴とする請求項8に記載の成膜方法。
【請求項10】
前記材料液は、ポリイミドが溶解した溶液であることを特徴とする請求項1乃至請求項9のいずれか一項に記載の成膜方法。
【請求項11】
前記膜は、液晶分子の配向方向を規定する配向膜であることを特徴とする請求項1乃至請求項10のいずれか一項に記載の成膜方法。
【請求項1】
液滴吐出手段を用いて膜形成材料を含む材料液を基板上に塗布して膜を形成する成膜方法であって、
前記基板上の第1の塗布領域に液滴を塗布する第1の塗布工程と、
前記第1の塗布工程後に前記基板上の第2の塗布領域に液滴を塗布する第2の塗布工程とを含み、
前記第1の塗布工程において塗布される液滴のうち、隣接する液滴の中心間距離は前記基板に着弾後の前記液滴の径と略等しく、かつ隣接する液滴どうしが繋がり、
前記第2の塗布工程において塗布される液滴のうち、隣接する液滴の中心間距離は、前記第1の塗布工程において塗布される液滴の中心間距離より小さいことを特徴とする成膜方法。
【請求項2】
前記第2の塗布工程で吐出される第2の材料液の総量は、前記第1の塗布工程で吐出される第1の材料液の総量より多いことを特徴とする請求項1に記載の成膜方法。
【請求項3】
前記第1の塗布工程及び前記第2の塗布工程で吐出した液滴の中心位置がいずれも異なることを特徴とする請求項1又は請求項2に記載の成膜方法。
【請求項4】
前記第2の塗布工程は、前記第1の塗布工程で塗布した材料液が完全に固化していない状態で行うことを特徴とする請求項1乃至請求項3のいずれか一項に記載の成膜方法。
【請求項5】
前記第1の塗布領域は、前記第2の塗布領域と等しいか該第2の塗布領域内とすることを特徴とする請求項1乃至請求項4のいずれか一項に記載の成膜方法。
【請求項6】
前記液滴吐出手段と、前記基板を相対的に走査して液滴を前記基板上に塗布することを特徴とする請求項1乃至請求項5のいずれか一項に記載の成膜方法。
【請求項7】
前記第2の塗布工程において塗布される液滴のうち、走査方向の液滴の中心間距離は、前記走査方向と交差する方向の液滴の中心間距離より小さいことを特徴とする請求項6に記載の成膜方法。
【請求項8】
前記液滴吐出手段は、複数の液滴吐出ヘッドを有する液滴吐出ヘッド群であることを特徴とする請求項6又は請求項7に記載の成膜方法。
【請求項9】
前記液滴吐出ヘッド群の長さは、前記第2の塗布領域の最大幅より長いことを特徴とする請求項8に記載の成膜方法。
【請求項10】
前記材料液は、ポリイミドが溶解した溶液であることを特徴とする請求項1乃至請求項9のいずれか一項に記載の成膜方法。
【請求項11】
前記膜は、液晶分子の配向方向を規定する配向膜であることを特徴とする請求項1乃至請求項10のいずれか一項に記載の成膜方法。
【図1】


【図2】

【図3】
【図4】
【図5】
【図6】
【図7】

【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2010−184214(P2010−184214A)
【公開日】平成22年8月26日(2010.8.26)
【国際特許分類】
【出願番号】特願2009−31020(P2009−31020)
【出願日】平成21年2月13日(2009.2.13)
【出願人】(000002369)セイコーエプソン株式会社 (51,324)
【Fターム(参考)】
【公開日】平成22年8月26日(2010.8.26)
【国際特許分類】
【出願日】平成21年2月13日(2009.2.13)
【出願人】(000002369)セイコーエプソン株式会社 (51,324)
【Fターム(参考)】
[ Back to top ]