
手揉み風麺類の製造方法
【課題】機械的製麺でありながら、麺線においてより不均一的・不定形な凹凸形状であって長手方向においても不規則的・変則的な凹凸状紋様の変形が付与される製麺方法であって、もってより自然的な手揉み感・手揉み風合いを有する麺線を簡便・確実に製造する方法を提供する。
【解決手段】所定の圧延麺帯5を、円周面に所定の複数螺旋状凹凸条を有する押圧回転ロール2a,2b,3a,3bであって螺旋方向が互いに逆巻きである前後2組の回転ロール対の間に順次通過・押圧せしめること、かつ当該後段回転ロール対の円周面速度を前段回転ロール対よりも1.0倍を超える速度で押圧処理することにより、麺帯同一表面又は表裏面にいびつに変形され斜め傾斜した格子状凹凸形状を形成せしめ、次いでこれを麺線に切出しすることを特徴とする。
【解決手段】所定の圧延麺帯5を、円周面に所定の複数螺旋状凹凸条を有する押圧回転ロール2a,2b,3a,3bであって螺旋方向が互いに逆巻きである前後2組の回転ロール対の間に順次通過・押圧せしめること、かつ当該後段回転ロール対の円周面速度を前段回転ロール対よりも1.0倍を超える速度で押圧処理することにより、麺帯同一表面又は表裏面にいびつに変形され斜め傾斜した格子状凹凸形状を形成せしめ、次いでこれを麺線に切出しすることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、麺線が不定形凹凸形状でその麺線上の形状変化も不規則的・変則的に変形された手揉み風の麺類を製造する方法に関するものである。
【背景技術】
【0002】
従来、この種の手揉み麺の製造は、小麦粉、でん粉、その他の製麺原料に、適量の水及び食塩、その他必要に応じてかんすい等の品質改良剤を加えて混合・混練して麺生地を製造し、この生地を数段の圧延ロール間を通過させ、所定厚さにまで圧延・展延して麺帯を形成させ、当該麺帯を切刃ロール又は裁断カッターで線状に切出して麺線を製造し、しかる後に、製造した麺線を人手で揉んで凹凸形状付与の処理を施して、いわゆる手揉み麺を製造していた。
【0003】
この手揉み麺は、麺線形状が凹凸形状で不定形であり、不規則的に屈曲し又は変則的な捩じれ等を有している。そのためその形状に起因して、喫食に際しては、麺線へのつゆ汁や調味液の付着が多くなり、舌触りや喉越しも変化に富み、味覚・食感共により良好な感触を麺類に付与することとなるので、その結果、手揉み形状は麺質特性において良好性・優良性を示す指標として消費者に重視されている。このことから、自然な手揉み麺あるいは自然な手揉み感を有する麺類において、その良好なものは消費者間に根強い人気を博し商品価値を高めている。
【0004】
前記手揉み麺の従来製造においては、手揉み処理は人手に依存するため多大な労力を要しまた生産性の低いものであった。そこで、当該手揉み作業処理を省力化し、これを機械化して大量生産を可能にした手揉み風麺類の製造方法又はその製造装置が開発されている。
【0005】
例えば特許文献1〜3においては、切出しされた麺線を、外周面に螺旋状の凹凸部を設けた回転ロール間を通過させて、麺線の表裏面に複雑にして不均一な変形屈曲を生ぜしめ、もって手打風又は手揉み風麺を簡便に製造する方法又は製造装置が提案されている。
【0006】
【特許文献1】特公昭52−28875号公報
【特許文献2】特公昭61−44454号公報
【特許文献3】特許第3761876号公報
【0007】
また、例えば特許文献4〜7においては、所定厚さに圧延された麺帯を、外周面に多数の凹凸条を有する一対の圧延回転ロール間を通過させて、麺帯表面又は表裏面に前記凹凸条に対応した凸凹部を形成せしめ、次いで回転切刃ロール又は上下往復運動による裁断用カッターによって麺線に切出し、もって、手打風又は手揉み風麺類の製造方法又はその製造装置が提案されている。ここで特許文献4では、麺線長手方向に対し横断的波状の麺線を形成し、特許文献5及び特許文献6では、麺線長手方向に対し斜め波状に麺帯厚さを変化させた麺線を形成し、特許文献7では、麺線長手方向に対し麺線肉厚部が蛇腹状又は波状紋様となった麺線を形成せしめ、それぞれ、その形状の変形付与により手打風又は手揉み風麺類としている
【0008】
【特許文献4】実公昭29−990号公報
【特許文献5】特開昭53−62844号公報
【特許文献6】特開昭53−96342号公報
【特許文献7】特開2007−228942号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
前記の従来の手打風又は手揉み風麺類の製造方法又は製造装置において、切出し麺線を回転ロール間に通過させて不均一変形屈曲させる場合は、当該ロール圧延が強いと麺線相互の付着や集束化が生じ、麺線の一定長さの裁断不良や麺線調理不良などの支障が生じ、また当該ロール圧延が弱いと麺線に対し充分な不均一変形屈曲等の手揉み様の変形ができない不都合がある。
【0010】
また、圧延麺帯を回転ロール間に通過させて麺帯に凹凸形状の肉厚変化を付与し、次いで麺線に切出す方法による場合は、麺線相互間の付着化・集束化を防止でき麺線ほぐれ改善には効果があるが、凹凸状肉厚変化を付与するための回転ロール間通過が1回のみであること、当該回転ロール円周面に設けられた凹凸条が一定方向の定型であるので、麺帯に付与される肉厚部凹凸形状も固定的・定型的パターンを極めて短い周期で繰り返したものとなること、したがって、これを切出した麺線の凹凸形状も定型の単調な短周期的な繰り返しパターンとなるため、不均一・不定形で不規則的・変則的な凹凸変化に乏しく、自然的手揉み感に欠けるため手揉み風というには不充分なものであった。このため、消費者の嗜好を充分に満足させるものとはいえなかった。
【0011】
本発明は、前記の如き問題点を解消し、機械的製造でありながら麺線の凹凸形状により不均一・不定形で非周期的・不規則的・変則的な変形を簡便・確実に付与でき、その凹凸形状発現によってより自然な手揉み感・手揉み風合いを有する麺線を製造できる製造方法を新たに提供することを、課題としている。
【課題を解決するための手段】
【0012】
本発明は、麺線の凹凸形状が不均一・不定形で非周期的・不規則的・変則的な変形を有する手揉み風麺類を、機械的により簡便・確実に製造する方法を提供することを目的とし、このために、所定厚さの圧延麺帯を、円周面に螺旋状凸条又は凹条を設けた回転ロール間に少なくとも2回通過させて押圧し、このとき螺旋方向がそれぞれ順逆の回転ロールによって少なくとも各1回押圧することで麺帯表面に格子状の凹凸部を形成せしめ、更に当該第2段目の回転ロールの円周面速度を当該第1段目の回転ロールの円周面速度よりも所定量だけ大きくすることによって、麺帯に押圧形成される格子状凹凸部の配列方向を麺帯進行方向に対し傾斜した向きに傾けた形状とし、これを麺帯進行方向に平行な所定幅の麺線に切出すことにより麺線肉厚凹凸部が不均一・不定形で非周期的・不規則的・変則的に変形された麺線を製造することを主要な特徴とする。
【0013】
また本発明は、前記(段落番号0012)の製造方法において、前記回転ロール円周面に設けた螺旋状凸条又は凹条の途中でこれを分割又は分断する溝又は堰を設けることにより、麺帯に押圧形成される凹凸部をより複雑で変則的なパターン形状に加工し、もって当該麺帯の切出し麺線における肉厚凹凸部を更に複雑で不均一・不定形で非周期的・不規則的・変則的な形状に形成せしめることを、他の主要な特徴とする。
【0014】
即ち、本発明は、通常の製麺原料から公知の方法によって混練及び圧延された麺帯を、仕上げ圧延ロール通過後一定方向に進行せしめつつ、この麺帯に、少なくとも1個のロール円周面表面に一定方向で複数の螺旋状凸条又は凹条を有する一対の第1回転ロール(以下、「第1回転ロール」という。)による前段押圧加工と、少なくとも1個のロール円周面表面に前記第1回転ロールの螺旋方向とは逆巻き方向で複数の螺旋状凸条又は凹条を有する一対の第2回転ロール(以下、「第2回転ロール」という。)による後段押圧加工とを、各々1回以上施し、次いで一対の切刃ロールによる切出しによって麺線を製造する麺類の製造方法であって、当該第1回転ロールによる前段押圧加工における回転ロールの円周面速度よりも、当該第2回転ロールによる後段押圧加工における回転ロールの円周面速度を、所定量だけ大となるように設定し、又は前置された押圧加工における回転ロール円周面速度よりも、後置された押圧加工における回転ロール円周面速度を、所定量だけ大となるように設定し、もって当該両押圧加工後の麺帯表面に格子状凹凸部を形成し、かつ当該格子の対角の交叉点を結ぶ軌跡を麺帯進行方向と交叉する方向に傾斜せしめること、を特徴とする手揉み風麺類の製造方法である。
【0015】
また段落番号「0014」記載の手揉み風麺類の製造方法において、本発明は、前記円周面速度における所定量とは、当該第1回転ロール又は前置の回転ロールを通過後、これから押出される麺帯の単位時間当たりの長さに対する、当該第2回転ロール又は後置の回転ロールに引き込まれる麺帯の単位時間当たりの長さの倍率であって、当該倍率が1を超える数値であること、を特徴とする。
【0016】
また段落番号「0014」又は「0015」記載の手揉み風麺類の製造方法において、本発明は、前記各一対の第1回転ロール及び第2回転ロールにおいて、各々の対向する回転ロールの少なくとも一方のロール表面に、右巻き又は左巻きの螺旋状凸条又は凹条を設け、第1回転ロールにおける螺旋状方向と第2回転ロールにおける螺旋状方向を互いに逆向きとし、かつ、当該凸条又は凹条を有する第1及び第2回転ロールを、麺帯の同一表面に対し押圧すべく配設したこと、を特徴とする。
【0017】
また段落番号「0014」ないし「0016」記載の手揉み風麺類の製造方法において、本発明は 前記各一対の第1回転ロール及び第2回転ロールにおける当該回転ロール円周面に形成した複数の螺旋状凸条又は凹条において、同一回転ロールにおける各凸条又は凹条相互間のピッチを等しくし、かつ第1回転ロール及び第2回転ロールにおける各ピッチも双方等しくし、当該螺旋の傾斜を各回転ロール回転軸に対し同角度であってかつ逆巻き回転方向となるように形成したこと、を特徴とする。
【0018】
また段落番号「0014」又は「0015」記載の手揉み風麺類の製造方法において、本発明は、前記各一対の第1回転ロール及び第2回転ロールにおいて、各々の対向する回転ロールの少なくとも一方のロール円周面表面に、右巻き又は左巻きの螺旋状凸条又は凹条を設け、第1回転ロールにおける螺旋条方向と第2回転ロールにおける螺旋条方向を互いに同一方向とし、かつ、当該凸条又は凹条を有する第1及び第2回転ロールを、麺帯表裏の互いに別面に対し押圧すべく配設したこと、を特徴とする。
【0019】
また段落番号「0014」、「0015」又は「0018」記載の手揉み風麺類の製造方法において、本発明は、前記各一対の第1回転ロール及び第2回転ロールにおける当該回転ロール円周面表面に形成した複数の螺旋状凸条又は凹条において、各対中の個別回転ロールにおける各凸条又は凹条相互間のピッチを等しくし、かつ第1回転ロール及び第2回転ロールにおける各ピッチも双方等しくし、当該螺旋の傾斜を各回転ロール回転軸に対し同角度であって、かつ同一向き回転方向となるように形成したこと、を特徴とする。
【0020】
また段落番号「0014」ないし「0017」記載の手揉み風麺類の製造方法において、本発明は、前記各一対の第1回転ロール及び第2回転ロールにおいて、双方の又はいずれか一方の対における対向する回転ロールの双方の円周面表面に、同一方向又は逆巻き方向の螺旋状凸条又は凹条を設けたこと、を特徴とする。
【0021】
また段落番号「0014」ないし「0018」記載の手揉み風麺類の製造方法において、本発明は、前記第1回転ロール及び/又は第2回転ロールにおける当該円周面表面に形成した螺旋状凸条又は凹条において、当該凸条途中に複数の分割溝を、又は当該凹条途中に複数の分割堰を設けたこと、を特徴とする。
【0022】
また段落番号「0014」ないし「0019」記載の手揉み風麺類の製造方法において、本発明は、前記の第2回転ロールに引き込まれる麺帯の単位時間当たりの長さが、第1回転ロールに引き込まれる麺帯の単位時間当たりの長さ、当該第1回転ロールよる押圧加工により麺帯がその進行方向に単位時間当たり展延される長さ、及び有意な僅少量の長さを加算した長さとなるように設定したものであること、を特徴とする。
【発明の効果】
【0023】
本発明の製造方法によれば、前記のような特徴によって、切出し麺線の肉厚凹凸部を不均一・不定形で非周期的・不規則的・変則的発現をする形状に形成せしめて、自然な手揉み感・手揉み風合いを有する手揉み風麺類を製造することができる。しかも麺製造装置又は麺類製造ラインに本発明に係る所定の押圧回転ロールを配設した後でも、第2段目の押圧回転ロールの円周面速度を適宜加減調整することにより、1種類に限らず多様な格子状凹凸部を麺帯に形成せしめることができるので、その切出し麺線の凹凸部変形においてより複雑で多様な紋様パターンでもって調製することを可能とし、しかも第2回転ロールの物理的な交換を要せずして簡便に紋様パターンを変更できるので、種々多様な変形を施した手揉み風麺類の製造に交換手間を要せず簡便に対処し使用できる。ひいては生産効率の向上及び設備投資の軽減に大きく寄与できる。
【発明を実施するための最良の形態】
【0024】
本発明の手揉み風麺類の製造方法は、通常の製麺原料及び所要の副資材を用いて混合・混練された麺生地を予め別の圧延装置によって所定厚さに圧延した圧延麺帯を製造し、当該麺帯を円周面に螺旋状凹凸条を設けた押圧回転ロールに少なくとも2回通過せしめ、このとき当該螺旋状凹凸条の回転向きを相互に逆巻きに設定することで当該麺帯に麺帯進行方向に対して傾斜した格子状凹凸部を形成せしめ、次いで当該麺帯を公知の切刃ロールにより麺線状に切出し、麺線の麺厚や形状が不均一かつ不定形な凹凸形状を呈しかつ麺線に沿った当該形状変化が非周期的又は不規則的・変則的に連続する麺線を製造する方法であり、前記押圧回転ロールにおける第2段目の回転ロールの円周面速度を加速調整して第1段目回転ロールの円周面速度より大きくすることにより、前記格子状凹凸部の格子交叉点を麺帯進行方向の直交方向に漸次移動せしめ、もって多様な傾斜パターンの格子状凹凸部を形成せしめ、これに由来した不均一・不定形凹凸形状が非周期的・不規則的・変則的に連続発現する麺線を製造する方法である。
【0025】
また、本発明の手揉み風麺類の製造方法は、前記製造方法における押圧回転ロールの円周面上に設けた当該螺旋状凹凸条について、その凹凸条途中に複数の堰又は溝を設けて当該凹条又は凸条を分断又は分割せしめ、もってこれに対応して麺帯表面に形成される格子状凹凸部を断続的又は破線状に分断・分割された線分にて構成された形状とし、当該麺帯上凹凸部の肉厚部及び肉薄部の発現をより多様に変形させることによって、当該格子状凹凸形状をより複雑化及び多様化せしめ、これに由来した不均一・不定形凹凸形状が非周期的・不規則的・変則的に連続発現する麺線を製造する方法である。
【0026】
以下、本発明を図示の実施例に基づき詳細に説明するが、しかし本発明は、当該記載の実施例に限定されるものではない。
【実施例1】
【0027】
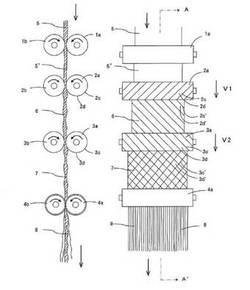
図1は、本発明に係る製造方法の実施例1における製麺の機能構成を示す模式的な説明図であり、図1(a)は圧延ロール、押圧回転ロール、切刃ロールのロール群をロール軸方向からみた状態図(図1(b)のAA´線断面図)を示し、図1(b)は当該構成をロール軸と直交する方向から俯瞰した状態図を示す。直線矢印は麺帯進行方向を示す(以下、図1〜7にて同様)。
【0028】
本実施例1では、一対の仕上げ圧延ロール1a、1b、一対の第1段目押圧回転ロール(第1回転ロール)2a、2b、一対の第2段目押圧回転ロール(第2回転ロール)3a、3b、一対の切刃ロール4a、4bが、製麺の工程順に配置されている。これらの圧延ロール、第1及び第2回転ロール、切刃ロールは、麺の貼り付きを防止しながら、かつ既存の機械麺製造装置内若しくは手打ち式麺製造装置内に組み込まれ、又は当該第1回転ロール及び第2回転ロールを別途独立した押圧装置として配置・配設することができる。
【0029】
本実施例の麺類製造においては、小麦粉、でん粉、その他通常の製麺原料、及び食塩、かんすい等の副資材の混合物に所定の加水率となるように水を加え、さらに混捏して麺生地を製造し、当該麺生地を公知方法により数段の圧延ロール間に順次通過せしめて段階的に所定厚さの帯状の麺生地、即ち麺帯に加工する。
【0030】
所定厚さに圧延された麺帯5は、表面形状を平坦にする仕上げ圧延ロール1a、1b間に通過させ麺帯5´を製造し、次いで対向する両円周面から押圧して麺帯に肉厚部及び肉薄部を形成する第1回転ロール2a、2b間、及び第2回転ロール3a、3b間に順次通過せしめて麺帯6、麺帯7を各々製造し、その後、切刃ロール4a、4b間に通過せしめて、線状の麺線8に切出しされる。
【0031】
なお、従来公知の圧延装置を経て製造された仕上げ圧延麺帯5を、そのまま第1回転ロールに供することもでき、その場合は、当該圧延装置の最終圧延ロールと前記仕上げ圧延ロール1a、2bとを機能兼用させることができる。
【0032】
本発明方法にて製造される麺類は、うどん、そば、中華めん等、従来から手打ち製麺又は手揉み処理されて不定形凹凸状麺線に成型されていた麺類全てについて適用される。したがって、前記麺帯5の調製においては、所望製品の麺類種類に応じて、製麺原料、副資材が適宜選択されて使用され、また圧延麺帯の所定厚さも適宜所要の厚さに設定することができる。例えば、うどんでは通常約2〜5mm程度、そば、中華そばでは約1.2〜3mm程度の範囲内で設定できる。本実施例では、中華そば用として麺帯厚さ約2.0mmとした。
【0033】
一対の第1回転ロール2a、2bのうち少なくとも一方、例えば2aの円周面上には、ロール軸に対し所定の角度で並行する複数の凸条部2c及び/又は凹条部2dが螺旋状に、かつ当該凸条部相互間のピッチ又は当該凹条部相互間のピッチが当該ロール円周面上で等間隔となるように形成されている。また当該凸条部及び凹条部は、ロール断面において明確な角部を有する凹凸形状から曲線的な波形形状に至るまで適宜の凹凸形状を設定することができる。
【0034】
また、回転ロール2aに対向する他の一方の第1回転ロール2b円周面表面は、実施例1においては通常の圧延ロールと同様な平坦形状としているが、しかしその他の実施例において、図7に示す如く、当該回転ロール2bの表面に前記2aと同様な凸条部32c及び/又は凹条部32dを螺旋状に設けることができる。更にまた、2bにおいては、ロール軸に対する当該螺旋条の傾斜角度(ロール軸に平行の場合を含む)又は凹凸各条部の条間ピッチは、前記2aの其々と必ずしも一致する必要はなく、その数値を適宜変更し選択して設定することができる。
【0035】
仕上げ圧延ロール1a、1bを経て第1回転ロール2a、2b間に挿入された麺帯5´には、凸条部2cによって押圧された肉薄部2c´、凹条部によって押圧された肉厚部2d´が、第1回転ロール凹凸条の螺旋方向に応じて、麺帯進行方向に対し斜め傾斜方向の斜線形状に各々相互に形成され、麺帯進行方向における断面では凹凸状又は蛇腹状の麺帯6として押し出される。
【0036】
上記の如く押圧形成された麺帯6は、次いで第2回転ロール3a、3b間にこれを挿入し通過せしめることにより、第2回転ロール3a、3bの凸条部3cによって押圧された肉薄部3c´、凹条部3dによって押圧された肉厚部3d´が、当該ロールの各条螺旋方向に応じて麺帯進行方向に対し斜め傾斜方向の斜線状に各々交互に形成され、麺帯進行方向における断面においては凹凸状又は蛇腹状形状の麺帯7として押出される。
【0037】
ここで当該肉薄部3c´及び肉厚部3d´は、図1(b)に示す如く、螺旋方向が逆巻きであるため、麺帯6に形成された斜線状凹凸部2c´、2d´と直交ないしそれに近似する傾きで交叉する形状に形成され、即ち麺帯7表面には肉薄部2c´及び3c´による格子状紋様の凹凸形状部が形成される。
【0038】
このように形成された麺帯7を切刃ロール4a、4b間(図1(b)では切刃部分図示を省略)に通過させることにより、所定の等間隔の線状に切出し、凹凸形状を有する麺線8を製造する。この麺線8の凹凸形状は、後記の機序により不均一的かつ不定形的に変形されたものであり、当該凹凸形状変化のピッチも非周期的・不規則的・変則的に変形された形態を呈する。
【0039】
図1における第1回転ロール2a及び第2回転ロール3aの各円周面に形成した螺旋状凸条部2c、3cは、それぞれロール回転軸に対し45度傾斜させると共に、互いに逆巻き回転の螺旋構造を有するものである。この螺旋傾斜角度は、これに限定されるものではなく、最終製品である麺類の種類・形状等の必要に応じて適宜増減させることができ、これを加減調整して設定でき、予めそのように設定した回転ロールを選択し使用できる。
【0040】
また、第1及び第2回転ロールにおける各凸条部2c、3cの凸条間ピッチは、製造する麺線8の種類、麺線幅、厚みにもよるが、約2〜15mm程度とする。ただし、これに限定されるものではなく、必要に応じて適宜増減させることができる。また、当該ピッチが過大であると、麺帯6、7に形成される肉薄部2c´、及び3c´の各々で条間ピッチが過大となって、形成される格子状紋様の交叉部分が拡散され、その結果、麺線8に形成される凹凸形状の発現やその不定形性・非周期性・変則性が減殺されるので好ましくない。またこの凸条部の高さ、幅、ピッチ等の大小は、凹条部における当該各要素の大小よりも麺線形状に対する凹凸形状付与効果が大きいので、ロール選択の基準としてより重視される。
【0041】
本発明の製造方法においては、第1回転ロール2aによる前段押圧加工における回転ロール円周面速度V1よりも、第2回転ロール3aによる後段押圧加工における回転ロール円周面速度V2を所定量だけ大となるように設定する。
【0042】
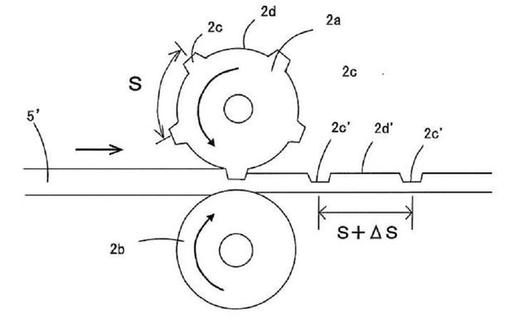
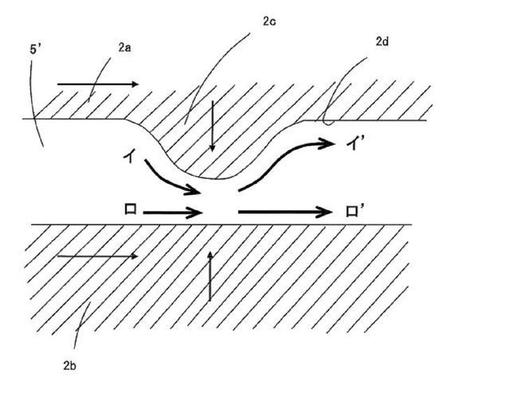
図2は、円周面に複数の、例えば5本の、螺旋状凸条部2cを設けた第1回転ロール2aと、円周面が平坦な第1回転ロール2bとの間に、麺帯5´を通過せしめたときのロール回転軸方向から見た模式的な構成断面図である。実用上の凸条部2cの条数は、当該凸条部間ピッチ設定に応じて相当数の多数が設けられているが、図2では説明の理解容易化のため便宜上「5本」に簡略化した。図2中の「S」は、当該凸条間のピッチを示す。また、図3は、図2の第1回転ロール間における押圧箇所の模式的な部分拡大図である。
【0043】
図2において麺帯5´は、第1回転ロール2a、2bの回転に伴い両ロール間に引き込まれ押圧される。凸条部2c、2bに押圧されるときは、麺帯5´の生地イ、ロは2b、2c両側からの圧力により圧縮され、麺帯6に凹部2c´を形成するが、生地体積の凹部減少分はイ´、ロ´の如く麺帯進行方向に展延されて押出され(図3)、麺帯の長さを若干の僅少量「ΔS」だけ延伸せしめる。その結果、凸条ピッチ「S」の凹凸条回転ロール2a、2b間を通過した麺帯6は、その押圧により凸条2cに対応する凹部2c´相互間のピッチは「S+ΔS」となり、繰り返し連続して多数の凸条部押圧を経ると「ΔS」が順次多数集積されることとなり、徐々に麺帯の目に見える延伸として顕現化される。なお従来の数段構成の麺帯圧延装置においては、平坦な回転ロールにおける圧延(圧縮)に伴う延伸現象が、各段圧延ロール間の「麺帯たるみ」として知られている。例えば「特許文献3」参照。
【0044】
第1回転ロール2a、2bで押圧された麺帯6は、当該ロール回転軸及び麺帯進行方向に直交する方向(正面)から見ると、螺旋状凸条部2cに対応した凹部2c´が麺帯進行方向に対し当該螺旋傾斜角度に対応した傾斜角度αで斜線状に形成される。本実施例では螺旋傾斜角度45度に設定したことで、麺帯6には図4(a)に示す如きα=45度傾斜の斜線状凹部2c´が形成され、各2c´間ピッチは、「S+ΔS」となる。
【0045】
麺帯6は、次いで第2回転ロール3a、3b間を通過せしめられ、ロール円周面に設けられた第1回転ロールとは逆巻き螺旋状の凸条部3cによって押圧され、通過後の麺帯7表面に3cに対応した凹部3c´が形成される。3cは2cと逆巻き螺旋状であるため、麺帯7表面上の凹部3c´は、図4(b)に示す如く、麺帯6表面上に形成の2c´斜線とは麺帯進行方向に対し逆向き傾斜となり、その結果、麺帯7表面の凹部2c´及び3c´は、交叉して格子状紋様パターンを形成する。
【0046】
しかも本発明においては、第2回転ロール3aの円周面速度V2を第1回転ロール2aの円周面速度V1よりも所定量だけ大となるように設定するので、第2回転ロール3a、3b間に引き込まれる麺帯6の単位時間当たり長さは、第1回転ロール2a、2b間に引き込まれる麺帯5´の単位時間当たり長さよりも当該所定量分の長さだけ大となる。ここで「所定量」とは、V1に対するV2の倍率であって「1.0」を超える数値であるので、図4(b)との関連では、第1回転ロール円周面速度V1に対し「V2/V1=(S+ΔS+S´)/(S+ΔS)=1.0」を超える倍数である。これは、第1回転ロール2c凸条部スパン「S」に第1回転ロール押圧による展延増加長さ「ΔS」及び更に若干の僅少量の付加的長さ「S´」を加算した長さを、第2回転ロール凸条部3cの1スパン間で引き込み押圧処理することを意味する。僅少量の付加的長さ「S´」は、麺線凹凸紋様の変更の都合により必要に応じて適宜量を調整し、本発明実施者において任意に設定できるものである。当該「S´」は、後述するように第2回転ロールの回転角速度を加減することにより変更調整ができる。
【0047】
図4(a)は、第1回転ロール通過後の麺帯6に形成された斜線状凹部2c´を示す模式図、図4(b)は、当該麺帯6を第2回転ロール3a、3b間に通過押圧した後で斜線状凹部3c´が付加形成された後における麺帯7であって、その表面に形成された凹部の格子状紋様パターンを示す模式図である。
【0048】
より詳細には、図4(a)・(b)では、第1回転ロール2a及び第2回転ロール3aは同径で、円周面上の螺旋状凸条部2c、3cは各々、ロール軸に対し傾斜角度45度、凸条間スパンを「S」とし、互いに逆巻き螺旋で構成された回転ロールで押圧加工された場合の、麺帯6及び7各表面に形成の凹部パターンを示す図であって、図4(b)の麺帯7表面形成の凹部3c´は、第1回転ロール円周面速度をV1、第2回転ロール円周面速度をV2とし、V2/V1=(S+ΔS+S´)/(S+ΔS)=1.2の所定量で第2回転ロール間を麺帯通過させ押圧したときの押圧凹部を示す。なお、当該図4(b)は、円周面速度の増加が凹部3c´形成パターンに与える作用効果を図中に可視化できるように、所定量(V1に対するV2の倍率)を拡大強調して示した模式図であり、実用上の所定量(倍率)は「(S+ΔS+S´)/(S+ΔS)=1.0」を超える数値であれば適宜設定でき、かつそれで足りる。
【0049】
第2回転ロール3a、3bで押圧加工された麺帯7は、次いで公知の切刃ロールに通過せしめ、所定幅の線状に切出して麺線8を製造する。本実施例では、中華そば製造のため18番手角刃で切出した。麺線幅は、所望する麺類最終製品の種類に応じて適宜設定でき、例えば、平めんでは4〜6番手、うどんでは8〜16番手、そば・中華そばでは18〜24番手等、適宜の切刃番手を選択でき、10番手の場合は麺幅約3mm、18番手では麺幅約1.6〜1.7mm程度となる。
【0050】
製造された麺線8においては、麺帯7に押圧加工された凹部2c´及び3c´の格子状紋様が形成され、しかも当該凹部においては、その格子交叉点9、9´が麺帯進行方向に対する横断方向に徐々に移動していく傾斜格子状に変形されているので、切出し麺線8の肉厚部及び肉薄部の形状は不均一的で不定形に変形され、更にその長手方向において当該変形が非周期的・不規則的・変則的に発現されたものとなる。したがって、本発明によって製造された麺線8は、その凹凸形状が従来の手揉み風麺よりもより一層複雑な形状を呈し、機械的な凹凸形状の付与を感知させないので、自然な手揉み感又は手揉み風合いを格段に向上させた麺類を得ることができる。
【0051】
第2回転ロール円周面速度V2を、第1回転ロール円周面速度V1よりも所定量だけ大とした本発明の技術的特徴の作用効果を説明すると次の通りである。
【0052】
本発明における図1(a)・(b)及び図4(a)・(b)において、第1回転ロール2a、2bは円周面速度V1、第2回転ロール3a、3bは円周面速度V2で麺帯を引き込み押圧する。ここで「V2/V1=(S+ΔS+S´)/(S+ΔS)>1」であり、「V2=[(S+ΔS+S´)/(S+ΔS)]×[V1]」が成立する。これは第2回転ロール3a、3bが、その凸条部3cの隣接1スパン間に(S+ΔS+S´)に相当する長さの麺帯を引き込み押圧処理することを意味する。「S´」は、「ΔS」と同水準の僅少な任意の付加量(長さ)であり、有意な数値、即ち「0(零)」を超える数値であれば本発明において有効である。一方、凸条部3cは凸条部2cと傾斜角度が等しいがその傾斜向きは逆であるので、第2回転ロール通過後の麺帯7には、図4(b)に示す如く、凹部3c´が凹部2c´と逆向き傾斜斜線(傾斜角度β)で形成され、3c´間スパンが(S+ΔS+S´)となって、単位時間当たりの引き込み長さが大きくなるので3c´傾斜は麺帯進行方向に対しより緩慢な角度βの斜線となる。2c´の傾斜角度α=45度であるので、β<45度である。
【0053】
このため、2c´及び3c´は交叉して格子状紋様パターンを形成するが、直交とはならず、当該格子はややズレの生じた平行四辺形となり、当該交叉点9、9´は麺帯7において麺帯進行方向の横断方向に向け徐々に移動し、当該格子の対角交叉点9、9´を結ぶ軌跡10は、麺帯進行方向に対し若干傾斜した直線状となる。当該軌跡10の傾斜角度をθとすると、任意付加的長さ「S´」の数値を増大させるほど3c´傾斜角度βは漸減し、前記傾斜角度θは漸増して軌跡10の傾斜は大きくなる。
【0054】
したがって、2c´及び3c´による格子状凹部紋様は麺帯進行方向に対し角度θだけ余分に傾斜した配置構成となるので、この麺帯7を麺帯進行方向に沿って平行・等間隔に細かく切出して麺線としたとき、図4(c)に示す如く、当該麺線上の凹凸形状は隣接麺線相互において異なる発現を呈し、かつ同一麺線においても、その長さ及び幅方向において凹凸形状の発現が不均一的・不定形的・左右非対称のものとなり、しかも凹凸繰り返しも非周期的・不規則的なものとなる。更に、麺線の切出し線14両側においては凹凸形状が非対称であるので、切断時の裁断力作用が不均等になり、そのため麺線1本1本に不均等かつ不規則な捩じれを生ぜしめるので、より自然な手揉み風合いを付与できる。
【0055】
第1回転ロールに対する第2回転ロールの円周面速度を増大させる方法としては、第1回転ロールと第2回転ロールとが同径の場合は、第2回転ロールの回転角速度を増大させることにより実施でき、また第1回転ロールと第2回転ロールの各回転角速度が同速の場合は、第2回転ロールのロール径を第1回転ロールのロール径よりも増大させることで実施できる。ただし、後者においてロール径の大なる回転ロールを変更使用する方法は、増大変更の必要の都度、当該ロールの物理的交換作業を要し、製造現場における手間と労力に多大な負担を要することから、実用上は、前者における第2回転ロールの回転角速度の加減により増大作業を行う方法が、より簡便であり、必要に応じての緩急迅速な変更措置を実施できるので、好ましい。また、第1回転ロール及び第2回転ロールが同径でなくても、両者の円周面速度V1、V2が等しくなる各ロールの回転角速度を各々基準速度とし、第2回転ロールの角速度を当該基準速度よりも増大させることにより、第2回転ロールの円周面速度を増大させることが実施できる。このように、本発明の実施方法の実際においては、第2回転ロールの回転角速度のコントロールにより、麺帯7上の格子状凹凸部形状の傾斜角度θを加減コントロールでき、これにより麺線上の凹凸形状変形を調整できる。
【0056】
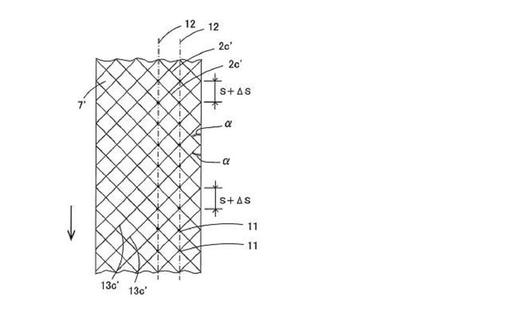
これに対して、図5は、円周面に螺旋状(傾斜角度45度)凹凸条を有する回転ロールを使用し、公知方法により2段階押圧で麺帯に格子状の凹凸部を形成させた場合の、格子状凹部紋様の配置構成を示す模式図であり、第2(又は後段)回転ロール通過後の麺帯7´の模式図である。
【0057】
図5の如き従来方法では、第1及び第2(又は前段及び後段)の回転ロールの円周面速度の速度差作用や凹凸部形成作用の相違が全く考慮されず、むしろ第2回転ロールは第1回転ロール円周面速度と同速度とするか第1回転ロールによる麺帯たるみを吸収するだけに止まり、「V2=V1」又は「V2/V1=(S+ΔS+S´)/(S+ΔS)≦1」となるものであった。その結果、図5の麺帯7´に形成される格子状凹部は、麺帯進行方向に対し規則的に配置構成され、格子の対角交叉点11、11´及びそれらを結ぶ軌跡12も当該進行方向に平行に配置構成され推移する。したがって、麺帯7´を切刃ロールにて麺帯進行方向に平行に麺線に切出した場合は、隣接麺線相互の凹凸形状は相異するが、同一麺線においてはその凹凸形状の発現が規則的かつ周期的となり、単調な変形麺線に止まるものであり、麺線切出し線の両側もほぼ対称的となるので、麺線単線の捩じれも形成困難なものであった。結局、依然として機械的製造の外観形態の印象を免れず、自然な手揉み感・手もみ風合いが不充分なものしか製造されていなかった。
【0058】
本発明においては、第1及び第2回転ロールの螺旋条2c、3cの傾斜角度、条間ピッチを、前記実施例1の各要素と必ずしも等しくする必要はない。第1回転ロール2a及び第2回転ロール3aの各螺旋条は互いに逆巻きであることを維持させつつも、各傾斜角度、各条間ピッチを相違させて設定して使用することができる。この場合、麺帯7に形成される2c´及び3c´の交叉紋様の平行四辺形歪みや傾斜形態は更に変形されたものとなり、これから切出しされた麺線は実施例1よりも更に凹凸形状が不均一、不定形で非周期的変形を呈する麺線となって、自然な手揉み感・手揉み風合いを増強することができる。
【実施例2】
【0059】
また本発明の他の実施例において、図7に示す如く、第1回転ロール2aの円周面表面に螺旋状凸条2c、同凹条2dを設け、対ロール2b円周面は平坦とし、他方第2回転ロール3aの円周面は平坦として、その対ロール3b円周面表面には第1回転ロール2aの螺旋条2c、2dと同一巻き方向となる螺旋状凸条3e、同凹条3fを設けることによって、第1回転ロール及び第2回転ロールによる2段階押圧処理を実施した。
【0060】
麺帯厚さ約1.9mmの圧延麺帯5´を前記2組の回転ロール対2a、2b、3a、3bによる押圧加工処理によって、麺帯17を製造した。麺帯17の表裏面にはそれぞれ第1回転ロール2a、第2回転ロール3bの各凸条2c、3eに対応した凹条部2c´、3e´が形成されたが、当該凹条部2c´、3e´は麺帯肉薄部であり、同麺帯上凸条部2d´、3f´は肉厚部であるので、当該2c´、3e´は麺帯17表裏全体を通じては斜め傾斜した格子状凹凸(肉厚部・肉薄部)形状を形成した。この場合も、前記した如く、当該格子の交叉点は、麺帯進行方向に対しその横断方向に漸次移動し、当該格子は麺帯進行方向に対し斜め傾斜した方向に漸次移行していく変形が施された。即ち2c´、3e´による格子状凹凸形状は斜めに歪に変形され、これを麺帯進行方向に沿って平行に切出した麺線(本実施例では18番手角刃切出し)には、麺線肉厚部及び肉薄部が不均一・不定形に変形され、しかも麺線左右は非対称であり長手方向には不規則的・変則的に歪に変形が施された中華そば麺線を得た。当該麺線は、長手方向での左右非対称凹凸変形のため、麺線軸において捩じれ変形も付与されたものであった。
【0061】
なお、本発明においては、第1回転ロール対及び第2回転ロール対による押圧加工処理は、麺帯表面又は表裏面に肉厚部及び肉薄部による凹凸形状を形成・付与させるためである。それ故、両ロール対の凸条部によって麺帯が圧断され、又は麺帯肉薄部が過度に薄くされ切出し後の麺線強度を弱化させることがないように、当該ロール対の間隙を適度に調整しておく必要がある。これらは、当該麺類最終製品の種類、圧延麺帯5´の厚さ、麺生地の粘度や強度、回転ロール凸条部高さ等を考慮して、本発明実施者において必要に応じ適宜調整し選択・設定することができる。この措置のために、第1回転ロール対、第2回転ロール対にはそれぞれ公知方法による回転ロール対間隙調整装置を組み込んでおくことができる。
【実施例3】
【0062】
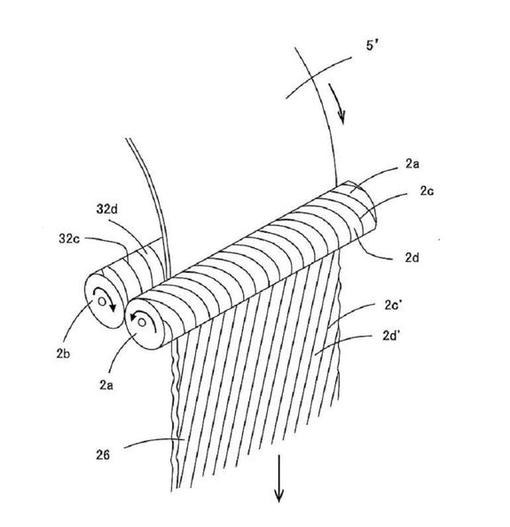
また本発明において、第1回転ロール及び第2回転ロールによる2段階押圧処理に加えて、図8に示す如く、第1回転ロールの対ロール2b円周面に螺旋状凸条32c、凹条32dを設けることによって、麺帯5´(麺帯厚さ約2mm)の裏面にも斜線状凹条部を形成せしめ、より複雑化した凹凸形状の麺帯を製造した。当該螺旋条の巻き方向も2a・2bロール間で順逆いずれの選択もできる。また2bの当該螺旋条の傾斜角度、条間ピッチも、必ずしも2aと等しくする必要はなく、適宜設定できる。更に第2回転ロールの対ロール3b円周面においても、前記2bの場合と同様に、対向するロール3aとは形態の相違する螺旋状凹凸条を設けることができた。
【0063】
このような対ロールを使用して麺帯7の裏面にも凹凸部を形成した麺帯26を製造すること、10番手角刃切刃ロールで麺線に切出すこと、その他の構成及び加工条件は前記実施例1と同様にすることにより、製造されたうどん麺線8の凹凸形状に対しより複雑で不均一的、不定形的、非周期的変形を付与でき、もって自然な手揉み感・手揉み風合いを向上又は増強させることができた。
【実施例4】
【0064】
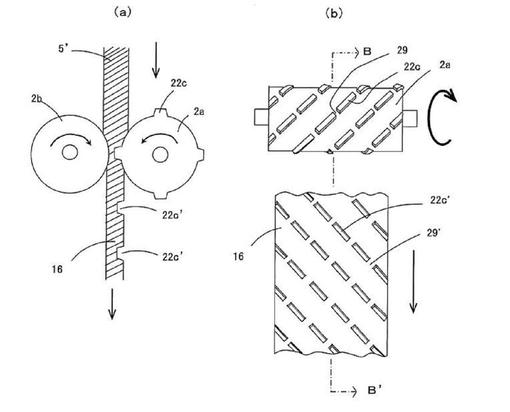
更に本発明においては、図6(a)及び図6(b)に示す如く、第1回転ロール2aに設けた螺旋状凸条部2cにおいて、当該凸条の途中箇所にこれを分割する複数の溝(分割溝)29を設け、もって断続的螺旋状凸条部22cとすることにより、第1回転ロール2a、2bにより押圧された麺帯16の表面に、断続的又は破線状斜線紋様の凹部22c´を形成せしめ、本発明による2段階押圧処理を行った。第2回転ロールは実施例1と同様なロールを使用し、その他第1回転ロール及び第2回転ロールにおける押圧加工条件を実施例1と同一とすることにより、これから押出される麺帯7には、当該破線状斜線凹部22c´と実線状斜線凹部3c´との交叉紋様が形成され、当該凹部がより複雑に形成されるので、これを切出した麺線には、実施例1とは別形態の凹凸形状を発現させることができた。
【0065】
本実施例の製造方法によれば、凹凸が更に不均一的、不定形的、非周期的な麺線を製造することができる。本発明においては、螺旋状凸条部22cの条幅・条間ピッチ・螺旋傾斜角度、分割溝29の幅・分割頻度・分割方向、回転ロール径、ロール長さ等は、図6に図示した本実施例に限定されることはなく、最終製品の麺類の種類、麺線凹凸形状の所望の変形度合・手揉み風合いに応じて、各々適宜の数値で設定できる。
【実施例5】
【0066】
また本発明の他の実施例においては、前記螺旋状凸条部22cに替えて螺旋状凹条部を設け、当該凹条部の途中箇所にこれを中断する複数の堰(分断堰)を設けて、もって断続的螺旋状凹条部とすることにより、第1回転ロールにより押圧された麺帯表面に、麺帯16とは凹凸逆パターンの破線状凸条部を形成せしめ、その他の構成及び工程は前記実施例3と同様に2段階押圧処理加工することにより、実施例3とは同パターンでも凹凸形状(肉薄部及び肉厚部)を逆転変形した麺線を製造することができた。ロール円周面上の螺旋状凹条部、分断堰、回転ロール形状等の各々の数値的条件は、前記実施例3と同様に適宜設定でき、紋様パターンの変形多様化を実施できる。
【0067】
また、本発明の他の実施例においては、図6(b)の22cの如き断続的又は破線的螺旋状凸条部22cを、第1回転ロール2a及び第2回転ロール3aのいずれか一方又はその双方に形成せしめること、また当該凸条部を断続的又は破線的螺旋状凹条部に置換した回転ロールを使用すること、更にはこれらを適宜組合わせて第1及び第2回転ロールを構成すること、などが実施できる。またこれらの第1及び第2回転ロール2a、3aの組合せ方法を回転ロール2b、3bにも適用して実施できる。また、本発明においては、第1回転ロール及び第2回転ロールは、夫々各一対一組である必要はなく、必要に応じ夫々複数組の又は単数組と複数組の組合せで回転ロール対を通過させることもできる。
【0068】
これらの各種組合せにより、第1及び第2回転ロールを通過し押圧加工を受けた麺帯の表面又は表裏面には、より複雑な傾斜した格子状紋様の凹凸形状が形成され、これを麺線進行方向に平行に切出された麺線には、従来方法では得られなかった複雑で不均一的・不定形的な凹凸形状が形成され、かつ当該凹凸形状のパターン発現も極めて長周期的なものであり、ほとんど非周期的、不規則的、変則的と同視できるものとすることができる。
【産業上の利用可能性】
【0069】
本発明の製造方法によれば、切出し麺線の肉厚部及び肉薄部(凹凸形状)を不均一的・不定形形状に形成せしめ更にこれを非周期的・不規則的・変則的に発現せしめた麺線を、簡単な装置により製造することができる。またこれによって、機械的製造でありながら自然な手揉み感や手揉み風合いを有する麺類を簡便に大量生産できる。
【0070】
更にまた、押圧回転ロールの円周面速度を加減調整するだけで、麺線上の肉厚部及び肉薄部(凹凸形状)の紋様パターンを種々変形させることができるので、少数組の押圧ロール対で当該組数を遥かに超える多種類の手揉み感・手揉み風合いの付与を可能とし、かつ当該変形自由度が極めて大きい。したがって、変形パターンの押圧ロールを多数準備して生産の都度これを交換する必要がなく、生産設備や稼動に要する費用や手間を大幅に低減でき、生産効率の向上に大きく寄与することができる。
【図面の簡単な説明】
【0071】
【図1】実施例1の製麺方法における模式的な構成説明図であり、図1(a)はロール軸方向から見た図(b)中AA´線断面側面図、図1(b)は当該構成の正面俯瞰図である。
【図2】実施例1の第1回転ロールで麺帯を押圧加工する際の模式的な断面説明図である。
【図3】図2におけるロール押圧部分の拡大説明図である。
【図4】は実施例1における各ロール通過後の麺帯上に形成の凹条部の紋様説明図であり、図4(a)は第1回転ロール押圧後の凹条部紋様を、図4(b)は第2回転ロール押圧後の凹条部紋様を、図4(c)は切出し麺線上の分割された凹条部紋様を各々示す。
【図5】は従来方法による場合の最終押圧回転ロール通過後の麺帯上に形成の凹条部紋様説明図である。
【図6】は実施例3における断続的螺旋状凸条部で麺帯を押圧する際の模式的な構成説明図であり、図6(a)ロール軸方向から見た同(b)中BB´線断面側面図、図6(b)は当該断続的螺旋状凸条部を有する押圧回転ロール及び当該押圧後の麺帯に形成された断続的凹条部の正面俯瞰図である。
【図7】実施例2における前後2段の押圧回転ロール対において各対の相対する各一方に設けた螺旋状凹凸条部によって麺帯の表裏各面にそれぞれ凸凹条部を付与する模式的な斜視説明図である。
【図8】実施例3における同一組での螺旋状凹凸条回転ロール対によって麺帯表裏面に凸凹条部を付与する模式的な斜視説明図である。
【符号の説明】
【0072】
1a、1b 最終圧延ロール
2a、2b、3a、3b 押圧回転ロール
2c、3c、3e、22c、32c ロール上凸条部
2d、3d、3f、32d ロール上凹条部
2c´、3c´、3e´、13c´、22c´ 麺帯上凹条部
2d´、3d´、3f´ 麺帯上凸条部
4a、4b 切刃ロール
5、5´、6、7 、7´、16、17、26 麺帯
8 切出し麺線
9、9´、11、11´ 麺帯上格子状凹条部の交叉点
29 凸条部の分割溝
V1 第1回転ロールの円周面速度、
V2 第2回転ロールの円周面速度
【技術分野】
【0001】
本発明は、麺線が不定形凹凸形状でその麺線上の形状変化も不規則的・変則的に変形された手揉み風の麺類を製造する方法に関するものである。
【背景技術】
【0002】
従来、この種の手揉み麺の製造は、小麦粉、でん粉、その他の製麺原料に、適量の水及び食塩、その他必要に応じてかんすい等の品質改良剤を加えて混合・混練して麺生地を製造し、この生地を数段の圧延ロール間を通過させ、所定厚さにまで圧延・展延して麺帯を形成させ、当該麺帯を切刃ロール又は裁断カッターで線状に切出して麺線を製造し、しかる後に、製造した麺線を人手で揉んで凹凸形状付与の処理を施して、いわゆる手揉み麺を製造していた。
【0003】
この手揉み麺は、麺線形状が凹凸形状で不定形であり、不規則的に屈曲し又は変則的な捩じれ等を有している。そのためその形状に起因して、喫食に際しては、麺線へのつゆ汁や調味液の付着が多くなり、舌触りや喉越しも変化に富み、味覚・食感共により良好な感触を麺類に付与することとなるので、その結果、手揉み形状は麺質特性において良好性・優良性を示す指標として消費者に重視されている。このことから、自然な手揉み麺あるいは自然な手揉み感を有する麺類において、その良好なものは消費者間に根強い人気を博し商品価値を高めている。
【0004】
前記手揉み麺の従来製造においては、手揉み処理は人手に依存するため多大な労力を要しまた生産性の低いものであった。そこで、当該手揉み作業処理を省力化し、これを機械化して大量生産を可能にした手揉み風麺類の製造方法又はその製造装置が開発されている。
【0005】
例えば特許文献1〜3においては、切出しされた麺線を、外周面に螺旋状の凹凸部を設けた回転ロール間を通過させて、麺線の表裏面に複雑にして不均一な変形屈曲を生ぜしめ、もって手打風又は手揉み風麺を簡便に製造する方法又は製造装置が提案されている。
【0006】
【特許文献1】特公昭52−28875号公報
【特許文献2】特公昭61−44454号公報
【特許文献3】特許第3761876号公報
【0007】
また、例えば特許文献4〜7においては、所定厚さに圧延された麺帯を、外周面に多数の凹凸条を有する一対の圧延回転ロール間を通過させて、麺帯表面又は表裏面に前記凹凸条に対応した凸凹部を形成せしめ、次いで回転切刃ロール又は上下往復運動による裁断用カッターによって麺線に切出し、もって、手打風又は手揉み風麺類の製造方法又はその製造装置が提案されている。ここで特許文献4では、麺線長手方向に対し横断的波状の麺線を形成し、特許文献5及び特許文献6では、麺線長手方向に対し斜め波状に麺帯厚さを変化させた麺線を形成し、特許文献7では、麺線長手方向に対し麺線肉厚部が蛇腹状又は波状紋様となった麺線を形成せしめ、それぞれ、その形状の変形付与により手打風又は手揉み風麺類としている
【0008】
【特許文献4】実公昭29−990号公報
【特許文献5】特開昭53−62844号公報
【特許文献6】特開昭53−96342号公報
【特許文献7】特開2007−228942号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
前記の従来の手打風又は手揉み風麺類の製造方法又は製造装置において、切出し麺線を回転ロール間に通過させて不均一変形屈曲させる場合は、当該ロール圧延が強いと麺線相互の付着や集束化が生じ、麺線の一定長さの裁断不良や麺線調理不良などの支障が生じ、また当該ロール圧延が弱いと麺線に対し充分な不均一変形屈曲等の手揉み様の変形ができない不都合がある。
【0010】
また、圧延麺帯を回転ロール間に通過させて麺帯に凹凸形状の肉厚変化を付与し、次いで麺線に切出す方法による場合は、麺線相互間の付着化・集束化を防止でき麺線ほぐれ改善には効果があるが、凹凸状肉厚変化を付与するための回転ロール間通過が1回のみであること、当該回転ロール円周面に設けられた凹凸条が一定方向の定型であるので、麺帯に付与される肉厚部凹凸形状も固定的・定型的パターンを極めて短い周期で繰り返したものとなること、したがって、これを切出した麺線の凹凸形状も定型の単調な短周期的な繰り返しパターンとなるため、不均一・不定形で不規則的・変則的な凹凸変化に乏しく、自然的手揉み感に欠けるため手揉み風というには不充分なものであった。このため、消費者の嗜好を充分に満足させるものとはいえなかった。
【0011】
本発明は、前記の如き問題点を解消し、機械的製造でありながら麺線の凹凸形状により不均一・不定形で非周期的・不規則的・変則的な変形を簡便・確実に付与でき、その凹凸形状発現によってより自然な手揉み感・手揉み風合いを有する麺線を製造できる製造方法を新たに提供することを、課題としている。
【課題を解決するための手段】
【0012】
本発明は、麺線の凹凸形状が不均一・不定形で非周期的・不規則的・変則的な変形を有する手揉み風麺類を、機械的により簡便・確実に製造する方法を提供することを目的とし、このために、所定厚さの圧延麺帯を、円周面に螺旋状凸条又は凹条を設けた回転ロール間に少なくとも2回通過させて押圧し、このとき螺旋方向がそれぞれ順逆の回転ロールによって少なくとも各1回押圧することで麺帯表面に格子状の凹凸部を形成せしめ、更に当該第2段目の回転ロールの円周面速度を当該第1段目の回転ロールの円周面速度よりも所定量だけ大きくすることによって、麺帯に押圧形成される格子状凹凸部の配列方向を麺帯進行方向に対し傾斜した向きに傾けた形状とし、これを麺帯進行方向に平行な所定幅の麺線に切出すことにより麺線肉厚凹凸部が不均一・不定形で非周期的・不規則的・変則的に変形された麺線を製造することを主要な特徴とする。
【0013】
また本発明は、前記(段落番号0012)の製造方法において、前記回転ロール円周面に設けた螺旋状凸条又は凹条の途中でこれを分割又は分断する溝又は堰を設けることにより、麺帯に押圧形成される凹凸部をより複雑で変則的なパターン形状に加工し、もって当該麺帯の切出し麺線における肉厚凹凸部を更に複雑で不均一・不定形で非周期的・不規則的・変則的な形状に形成せしめることを、他の主要な特徴とする。
【0014】
即ち、本発明は、通常の製麺原料から公知の方法によって混練及び圧延された麺帯を、仕上げ圧延ロール通過後一定方向に進行せしめつつ、この麺帯に、少なくとも1個のロール円周面表面に一定方向で複数の螺旋状凸条又は凹条を有する一対の第1回転ロール(以下、「第1回転ロール」という。)による前段押圧加工と、少なくとも1個のロール円周面表面に前記第1回転ロールの螺旋方向とは逆巻き方向で複数の螺旋状凸条又は凹条を有する一対の第2回転ロール(以下、「第2回転ロール」という。)による後段押圧加工とを、各々1回以上施し、次いで一対の切刃ロールによる切出しによって麺線を製造する麺類の製造方法であって、当該第1回転ロールによる前段押圧加工における回転ロールの円周面速度よりも、当該第2回転ロールによる後段押圧加工における回転ロールの円周面速度を、所定量だけ大となるように設定し、又は前置された押圧加工における回転ロール円周面速度よりも、後置された押圧加工における回転ロール円周面速度を、所定量だけ大となるように設定し、もって当該両押圧加工後の麺帯表面に格子状凹凸部を形成し、かつ当該格子の対角の交叉点を結ぶ軌跡を麺帯進行方向と交叉する方向に傾斜せしめること、を特徴とする手揉み風麺類の製造方法である。
【0015】
また段落番号「0014」記載の手揉み風麺類の製造方法において、本発明は、前記円周面速度における所定量とは、当該第1回転ロール又は前置の回転ロールを通過後、これから押出される麺帯の単位時間当たりの長さに対する、当該第2回転ロール又は後置の回転ロールに引き込まれる麺帯の単位時間当たりの長さの倍率であって、当該倍率が1を超える数値であること、を特徴とする。
【0016】
また段落番号「0014」又は「0015」記載の手揉み風麺類の製造方法において、本発明は、前記各一対の第1回転ロール及び第2回転ロールにおいて、各々の対向する回転ロールの少なくとも一方のロール表面に、右巻き又は左巻きの螺旋状凸条又は凹条を設け、第1回転ロールにおける螺旋状方向と第2回転ロールにおける螺旋状方向を互いに逆向きとし、かつ、当該凸条又は凹条を有する第1及び第2回転ロールを、麺帯の同一表面に対し押圧すべく配設したこと、を特徴とする。
【0017】
また段落番号「0014」ないし「0016」記載の手揉み風麺類の製造方法において、本発明は 前記各一対の第1回転ロール及び第2回転ロールにおける当該回転ロール円周面に形成した複数の螺旋状凸条又は凹条において、同一回転ロールにおける各凸条又は凹条相互間のピッチを等しくし、かつ第1回転ロール及び第2回転ロールにおける各ピッチも双方等しくし、当該螺旋の傾斜を各回転ロール回転軸に対し同角度であってかつ逆巻き回転方向となるように形成したこと、を特徴とする。
【0018】
また段落番号「0014」又は「0015」記載の手揉み風麺類の製造方法において、本発明は、前記各一対の第1回転ロール及び第2回転ロールにおいて、各々の対向する回転ロールの少なくとも一方のロール円周面表面に、右巻き又は左巻きの螺旋状凸条又は凹条を設け、第1回転ロールにおける螺旋条方向と第2回転ロールにおける螺旋条方向を互いに同一方向とし、かつ、当該凸条又は凹条を有する第1及び第2回転ロールを、麺帯表裏の互いに別面に対し押圧すべく配設したこと、を特徴とする。
【0019】
また段落番号「0014」、「0015」又は「0018」記載の手揉み風麺類の製造方法において、本発明は、前記各一対の第1回転ロール及び第2回転ロールにおける当該回転ロール円周面表面に形成した複数の螺旋状凸条又は凹条において、各対中の個別回転ロールにおける各凸条又は凹条相互間のピッチを等しくし、かつ第1回転ロール及び第2回転ロールにおける各ピッチも双方等しくし、当該螺旋の傾斜を各回転ロール回転軸に対し同角度であって、かつ同一向き回転方向となるように形成したこと、を特徴とする。
【0020】
また段落番号「0014」ないし「0017」記載の手揉み風麺類の製造方法において、本発明は、前記各一対の第1回転ロール及び第2回転ロールにおいて、双方の又はいずれか一方の対における対向する回転ロールの双方の円周面表面に、同一方向又は逆巻き方向の螺旋状凸条又は凹条を設けたこと、を特徴とする。
【0021】
また段落番号「0014」ないし「0018」記載の手揉み風麺類の製造方法において、本発明は、前記第1回転ロール及び/又は第2回転ロールにおける当該円周面表面に形成した螺旋状凸条又は凹条において、当該凸条途中に複数の分割溝を、又は当該凹条途中に複数の分割堰を設けたこと、を特徴とする。
【0022】
また段落番号「0014」ないし「0019」記載の手揉み風麺類の製造方法において、本発明は、前記の第2回転ロールに引き込まれる麺帯の単位時間当たりの長さが、第1回転ロールに引き込まれる麺帯の単位時間当たりの長さ、当該第1回転ロールよる押圧加工により麺帯がその進行方向に単位時間当たり展延される長さ、及び有意な僅少量の長さを加算した長さとなるように設定したものであること、を特徴とする。
【発明の効果】
【0023】
本発明の製造方法によれば、前記のような特徴によって、切出し麺線の肉厚凹凸部を不均一・不定形で非周期的・不規則的・変則的発現をする形状に形成せしめて、自然な手揉み感・手揉み風合いを有する手揉み風麺類を製造することができる。しかも麺製造装置又は麺類製造ラインに本発明に係る所定の押圧回転ロールを配設した後でも、第2段目の押圧回転ロールの円周面速度を適宜加減調整することにより、1種類に限らず多様な格子状凹凸部を麺帯に形成せしめることができるので、その切出し麺線の凹凸部変形においてより複雑で多様な紋様パターンでもって調製することを可能とし、しかも第2回転ロールの物理的な交換を要せずして簡便に紋様パターンを変更できるので、種々多様な変形を施した手揉み風麺類の製造に交換手間を要せず簡便に対処し使用できる。ひいては生産効率の向上及び設備投資の軽減に大きく寄与できる。
【発明を実施するための最良の形態】
【0024】
本発明の手揉み風麺類の製造方法は、通常の製麺原料及び所要の副資材を用いて混合・混練された麺生地を予め別の圧延装置によって所定厚さに圧延した圧延麺帯を製造し、当該麺帯を円周面に螺旋状凹凸条を設けた押圧回転ロールに少なくとも2回通過せしめ、このとき当該螺旋状凹凸条の回転向きを相互に逆巻きに設定することで当該麺帯に麺帯進行方向に対して傾斜した格子状凹凸部を形成せしめ、次いで当該麺帯を公知の切刃ロールにより麺線状に切出し、麺線の麺厚や形状が不均一かつ不定形な凹凸形状を呈しかつ麺線に沿った当該形状変化が非周期的又は不規則的・変則的に連続する麺線を製造する方法であり、前記押圧回転ロールにおける第2段目の回転ロールの円周面速度を加速調整して第1段目回転ロールの円周面速度より大きくすることにより、前記格子状凹凸部の格子交叉点を麺帯進行方向の直交方向に漸次移動せしめ、もって多様な傾斜パターンの格子状凹凸部を形成せしめ、これに由来した不均一・不定形凹凸形状が非周期的・不規則的・変則的に連続発現する麺線を製造する方法である。
【0025】
また、本発明の手揉み風麺類の製造方法は、前記製造方法における押圧回転ロールの円周面上に設けた当該螺旋状凹凸条について、その凹凸条途中に複数の堰又は溝を設けて当該凹条又は凸条を分断又は分割せしめ、もってこれに対応して麺帯表面に形成される格子状凹凸部を断続的又は破線状に分断・分割された線分にて構成された形状とし、当該麺帯上凹凸部の肉厚部及び肉薄部の発現をより多様に変形させることによって、当該格子状凹凸形状をより複雑化及び多様化せしめ、これに由来した不均一・不定形凹凸形状が非周期的・不規則的・変則的に連続発現する麺線を製造する方法である。
【0026】
以下、本発明を図示の実施例に基づき詳細に説明するが、しかし本発明は、当該記載の実施例に限定されるものではない。
【実施例1】
【0027】
図1は、本発明に係る製造方法の実施例1における製麺の機能構成を示す模式的な説明図であり、図1(a)は圧延ロール、押圧回転ロール、切刃ロールのロール群をロール軸方向からみた状態図(図1(b)のAA´線断面図)を示し、図1(b)は当該構成をロール軸と直交する方向から俯瞰した状態図を示す。直線矢印は麺帯進行方向を示す(以下、図1〜7にて同様)。
【0028】
本実施例1では、一対の仕上げ圧延ロール1a、1b、一対の第1段目押圧回転ロール(第1回転ロール)2a、2b、一対の第2段目押圧回転ロール(第2回転ロール)3a、3b、一対の切刃ロール4a、4bが、製麺の工程順に配置されている。これらの圧延ロール、第1及び第2回転ロール、切刃ロールは、麺の貼り付きを防止しながら、かつ既存の機械麺製造装置内若しくは手打ち式麺製造装置内に組み込まれ、又は当該第1回転ロール及び第2回転ロールを別途独立した押圧装置として配置・配設することができる。
【0029】
本実施例の麺類製造においては、小麦粉、でん粉、その他通常の製麺原料、及び食塩、かんすい等の副資材の混合物に所定の加水率となるように水を加え、さらに混捏して麺生地を製造し、当該麺生地を公知方法により数段の圧延ロール間に順次通過せしめて段階的に所定厚さの帯状の麺生地、即ち麺帯に加工する。
【0030】
所定厚さに圧延された麺帯5は、表面形状を平坦にする仕上げ圧延ロール1a、1b間に通過させ麺帯5´を製造し、次いで対向する両円周面から押圧して麺帯に肉厚部及び肉薄部を形成する第1回転ロール2a、2b間、及び第2回転ロール3a、3b間に順次通過せしめて麺帯6、麺帯7を各々製造し、その後、切刃ロール4a、4b間に通過せしめて、線状の麺線8に切出しされる。
【0031】
なお、従来公知の圧延装置を経て製造された仕上げ圧延麺帯5を、そのまま第1回転ロールに供することもでき、その場合は、当該圧延装置の最終圧延ロールと前記仕上げ圧延ロール1a、2bとを機能兼用させることができる。
【0032】
本発明方法にて製造される麺類は、うどん、そば、中華めん等、従来から手打ち製麺又は手揉み処理されて不定形凹凸状麺線に成型されていた麺類全てについて適用される。したがって、前記麺帯5の調製においては、所望製品の麺類種類に応じて、製麺原料、副資材が適宜選択されて使用され、また圧延麺帯の所定厚さも適宜所要の厚さに設定することができる。例えば、うどんでは通常約2〜5mm程度、そば、中華そばでは約1.2〜3mm程度の範囲内で設定できる。本実施例では、中華そば用として麺帯厚さ約2.0mmとした。
【0033】
一対の第1回転ロール2a、2bのうち少なくとも一方、例えば2aの円周面上には、ロール軸に対し所定の角度で並行する複数の凸条部2c及び/又は凹条部2dが螺旋状に、かつ当該凸条部相互間のピッチ又は当該凹条部相互間のピッチが当該ロール円周面上で等間隔となるように形成されている。また当該凸条部及び凹条部は、ロール断面において明確な角部を有する凹凸形状から曲線的な波形形状に至るまで適宜の凹凸形状を設定することができる。
【0034】
また、回転ロール2aに対向する他の一方の第1回転ロール2b円周面表面は、実施例1においては通常の圧延ロールと同様な平坦形状としているが、しかしその他の実施例において、図7に示す如く、当該回転ロール2bの表面に前記2aと同様な凸条部32c及び/又は凹条部32dを螺旋状に設けることができる。更にまた、2bにおいては、ロール軸に対する当該螺旋条の傾斜角度(ロール軸に平行の場合を含む)又は凹凸各条部の条間ピッチは、前記2aの其々と必ずしも一致する必要はなく、その数値を適宜変更し選択して設定することができる。
【0035】
仕上げ圧延ロール1a、1bを経て第1回転ロール2a、2b間に挿入された麺帯5´には、凸条部2cによって押圧された肉薄部2c´、凹条部によって押圧された肉厚部2d´が、第1回転ロール凹凸条の螺旋方向に応じて、麺帯進行方向に対し斜め傾斜方向の斜線形状に各々相互に形成され、麺帯進行方向における断面では凹凸状又は蛇腹状の麺帯6として押し出される。
【0036】
上記の如く押圧形成された麺帯6は、次いで第2回転ロール3a、3b間にこれを挿入し通過せしめることにより、第2回転ロール3a、3bの凸条部3cによって押圧された肉薄部3c´、凹条部3dによって押圧された肉厚部3d´が、当該ロールの各条螺旋方向に応じて麺帯進行方向に対し斜め傾斜方向の斜線状に各々交互に形成され、麺帯進行方向における断面においては凹凸状又は蛇腹状形状の麺帯7として押出される。
【0037】
ここで当該肉薄部3c´及び肉厚部3d´は、図1(b)に示す如く、螺旋方向が逆巻きであるため、麺帯6に形成された斜線状凹凸部2c´、2d´と直交ないしそれに近似する傾きで交叉する形状に形成され、即ち麺帯7表面には肉薄部2c´及び3c´による格子状紋様の凹凸形状部が形成される。
【0038】
このように形成された麺帯7を切刃ロール4a、4b間(図1(b)では切刃部分図示を省略)に通過させることにより、所定の等間隔の線状に切出し、凹凸形状を有する麺線8を製造する。この麺線8の凹凸形状は、後記の機序により不均一的かつ不定形的に変形されたものであり、当該凹凸形状変化のピッチも非周期的・不規則的・変則的に変形された形態を呈する。
【0039】
図1における第1回転ロール2a及び第2回転ロール3aの各円周面に形成した螺旋状凸条部2c、3cは、それぞれロール回転軸に対し45度傾斜させると共に、互いに逆巻き回転の螺旋構造を有するものである。この螺旋傾斜角度は、これに限定されるものではなく、最終製品である麺類の種類・形状等の必要に応じて適宜増減させることができ、これを加減調整して設定でき、予めそのように設定した回転ロールを選択し使用できる。
【0040】
また、第1及び第2回転ロールにおける各凸条部2c、3cの凸条間ピッチは、製造する麺線8の種類、麺線幅、厚みにもよるが、約2〜15mm程度とする。ただし、これに限定されるものではなく、必要に応じて適宜増減させることができる。また、当該ピッチが過大であると、麺帯6、7に形成される肉薄部2c´、及び3c´の各々で条間ピッチが過大となって、形成される格子状紋様の交叉部分が拡散され、その結果、麺線8に形成される凹凸形状の発現やその不定形性・非周期性・変則性が減殺されるので好ましくない。またこの凸条部の高さ、幅、ピッチ等の大小は、凹条部における当該各要素の大小よりも麺線形状に対する凹凸形状付与効果が大きいので、ロール選択の基準としてより重視される。
【0041】
本発明の製造方法においては、第1回転ロール2aによる前段押圧加工における回転ロール円周面速度V1よりも、第2回転ロール3aによる後段押圧加工における回転ロール円周面速度V2を所定量だけ大となるように設定する。
【0042】
図2は、円周面に複数の、例えば5本の、螺旋状凸条部2cを設けた第1回転ロール2aと、円周面が平坦な第1回転ロール2bとの間に、麺帯5´を通過せしめたときのロール回転軸方向から見た模式的な構成断面図である。実用上の凸条部2cの条数は、当該凸条部間ピッチ設定に応じて相当数の多数が設けられているが、図2では説明の理解容易化のため便宜上「5本」に簡略化した。図2中の「S」は、当該凸条間のピッチを示す。また、図3は、図2の第1回転ロール間における押圧箇所の模式的な部分拡大図である。
【0043】
図2において麺帯5´は、第1回転ロール2a、2bの回転に伴い両ロール間に引き込まれ押圧される。凸条部2c、2bに押圧されるときは、麺帯5´の生地イ、ロは2b、2c両側からの圧力により圧縮され、麺帯6に凹部2c´を形成するが、生地体積の凹部減少分はイ´、ロ´の如く麺帯進行方向に展延されて押出され(図3)、麺帯の長さを若干の僅少量「ΔS」だけ延伸せしめる。その結果、凸条ピッチ「S」の凹凸条回転ロール2a、2b間を通過した麺帯6は、その押圧により凸条2cに対応する凹部2c´相互間のピッチは「S+ΔS」となり、繰り返し連続して多数の凸条部押圧を経ると「ΔS」が順次多数集積されることとなり、徐々に麺帯の目に見える延伸として顕現化される。なお従来の数段構成の麺帯圧延装置においては、平坦な回転ロールにおける圧延(圧縮)に伴う延伸現象が、各段圧延ロール間の「麺帯たるみ」として知られている。例えば「特許文献3」参照。
【0044】
第1回転ロール2a、2bで押圧された麺帯6は、当該ロール回転軸及び麺帯進行方向に直交する方向(正面)から見ると、螺旋状凸条部2cに対応した凹部2c´が麺帯進行方向に対し当該螺旋傾斜角度に対応した傾斜角度αで斜線状に形成される。本実施例では螺旋傾斜角度45度に設定したことで、麺帯6には図4(a)に示す如きα=45度傾斜の斜線状凹部2c´が形成され、各2c´間ピッチは、「S+ΔS」となる。
【0045】
麺帯6は、次いで第2回転ロール3a、3b間を通過せしめられ、ロール円周面に設けられた第1回転ロールとは逆巻き螺旋状の凸条部3cによって押圧され、通過後の麺帯7表面に3cに対応した凹部3c´が形成される。3cは2cと逆巻き螺旋状であるため、麺帯7表面上の凹部3c´は、図4(b)に示す如く、麺帯6表面上に形成の2c´斜線とは麺帯進行方向に対し逆向き傾斜となり、その結果、麺帯7表面の凹部2c´及び3c´は、交叉して格子状紋様パターンを形成する。
【0046】
しかも本発明においては、第2回転ロール3aの円周面速度V2を第1回転ロール2aの円周面速度V1よりも所定量だけ大となるように設定するので、第2回転ロール3a、3b間に引き込まれる麺帯6の単位時間当たり長さは、第1回転ロール2a、2b間に引き込まれる麺帯5´の単位時間当たり長さよりも当該所定量分の長さだけ大となる。ここで「所定量」とは、V1に対するV2の倍率であって「1.0」を超える数値であるので、図4(b)との関連では、第1回転ロール円周面速度V1に対し「V2/V1=(S+ΔS+S´)/(S+ΔS)=1.0」を超える倍数である。これは、第1回転ロール2c凸条部スパン「S」に第1回転ロール押圧による展延増加長さ「ΔS」及び更に若干の僅少量の付加的長さ「S´」を加算した長さを、第2回転ロール凸条部3cの1スパン間で引き込み押圧処理することを意味する。僅少量の付加的長さ「S´」は、麺線凹凸紋様の変更の都合により必要に応じて適宜量を調整し、本発明実施者において任意に設定できるものである。当該「S´」は、後述するように第2回転ロールの回転角速度を加減することにより変更調整ができる。
【0047】
図4(a)は、第1回転ロール通過後の麺帯6に形成された斜線状凹部2c´を示す模式図、図4(b)は、当該麺帯6を第2回転ロール3a、3b間に通過押圧した後で斜線状凹部3c´が付加形成された後における麺帯7であって、その表面に形成された凹部の格子状紋様パターンを示す模式図である。
【0048】
より詳細には、図4(a)・(b)では、第1回転ロール2a及び第2回転ロール3aは同径で、円周面上の螺旋状凸条部2c、3cは各々、ロール軸に対し傾斜角度45度、凸条間スパンを「S」とし、互いに逆巻き螺旋で構成された回転ロールで押圧加工された場合の、麺帯6及び7各表面に形成の凹部パターンを示す図であって、図4(b)の麺帯7表面形成の凹部3c´は、第1回転ロール円周面速度をV1、第2回転ロール円周面速度をV2とし、V2/V1=(S+ΔS+S´)/(S+ΔS)=1.2の所定量で第2回転ロール間を麺帯通過させ押圧したときの押圧凹部を示す。なお、当該図4(b)は、円周面速度の増加が凹部3c´形成パターンに与える作用効果を図中に可視化できるように、所定量(V1に対するV2の倍率)を拡大強調して示した模式図であり、実用上の所定量(倍率)は「(S+ΔS+S´)/(S+ΔS)=1.0」を超える数値であれば適宜設定でき、かつそれで足りる。
【0049】
第2回転ロール3a、3bで押圧加工された麺帯7は、次いで公知の切刃ロールに通過せしめ、所定幅の線状に切出して麺線8を製造する。本実施例では、中華そば製造のため18番手角刃で切出した。麺線幅は、所望する麺類最終製品の種類に応じて適宜設定でき、例えば、平めんでは4〜6番手、うどんでは8〜16番手、そば・中華そばでは18〜24番手等、適宜の切刃番手を選択でき、10番手の場合は麺幅約3mm、18番手では麺幅約1.6〜1.7mm程度となる。
【0050】
製造された麺線8においては、麺帯7に押圧加工された凹部2c´及び3c´の格子状紋様が形成され、しかも当該凹部においては、その格子交叉点9、9´が麺帯進行方向に対する横断方向に徐々に移動していく傾斜格子状に変形されているので、切出し麺線8の肉厚部及び肉薄部の形状は不均一的で不定形に変形され、更にその長手方向において当該変形が非周期的・不規則的・変則的に発現されたものとなる。したがって、本発明によって製造された麺線8は、その凹凸形状が従来の手揉み風麺よりもより一層複雑な形状を呈し、機械的な凹凸形状の付与を感知させないので、自然な手揉み感又は手揉み風合いを格段に向上させた麺類を得ることができる。
【0051】
第2回転ロール円周面速度V2を、第1回転ロール円周面速度V1よりも所定量だけ大とした本発明の技術的特徴の作用効果を説明すると次の通りである。
【0052】
本発明における図1(a)・(b)及び図4(a)・(b)において、第1回転ロール2a、2bは円周面速度V1、第2回転ロール3a、3bは円周面速度V2で麺帯を引き込み押圧する。ここで「V2/V1=(S+ΔS+S´)/(S+ΔS)>1」であり、「V2=[(S+ΔS+S´)/(S+ΔS)]×[V1]」が成立する。これは第2回転ロール3a、3bが、その凸条部3cの隣接1スパン間に(S+ΔS+S´)に相当する長さの麺帯を引き込み押圧処理することを意味する。「S´」は、「ΔS」と同水準の僅少な任意の付加量(長さ)であり、有意な数値、即ち「0(零)」を超える数値であれば本発明において有効である。一方、凸条部3cは凸条部2cと傾斜角度が等しいがその傾斜向きは逆であるので、第2回転ロール通過後の麺帯7には、図4(b)に示す如く、凹部3c´が凹部2c´と逆向き傾斜斜線(傾斜角度β)で形成され、3c´間スパンが(S+ΔS+S´)となって、単位時間当たりの引き込み長さが大きくなるので3c´傾斜は麺帯進行方向に対しより緩慢な角度βの斜線となる。2c´の傾斜角度α=45度であるので、β<45度である。
【0053】
このため、2c´及び3c´は交叉して格子状紋様パターンを形成するが、直交とはならず、当該格子はややズレの生じた平行四辺形となり、当該交叉点9、9´は麺帯7において麺帯進行方向の横断方向に向け徐々に移動し、当該格子の対角交叉点9、9´を結ぶ軌跡10は、麺帯進行方向に対し若干傾斜した直線状となる。当該軌跡10の傾斜角度をθとすると、任意付加的長さ「S´」の数値を増大させるほど3c´傾斜角度βは漸減し、前記傾斜角度θは漸増して軌跡10の傾斜は大きくなる。
【0054】
したがって、2c´及び3c´による格子状凹部紋様は麺帯進行方向に対し角度θだけ余分に傾斜した配置構成となるので、この麺帯7を麺帯進行方向に沿って平行・等間隔に細かく切出して麺線としたとき、図4(c)に示す如く、当該麺線上の凹凸形状は隣接麺線相互において異なる発現を呈し、かつ同一麺線においても、その長さ及び幅方向において凹凸形状の発現が不均一的・不定形的・左右非対称のものとなり、しかも凹凸繰り返しも非周期的・不規則的なものとなる。更に、麺線の切出し線14両側においては凹凸形状が非対称であるので、切断時の裁断力作用が不均等になり、そのため麺線1本1本に不均等かつ不規則な捩じれを生ぜしめるので、より自然な手揉み風合いを付与できる。
【0055】
第1回転ロールに対する第2回転ロールの円周面速度を増大させる方法としては、第1回転ロールと第2回転ロールとが同径の場合は、第2回転ロールの回転角速度を増大させることにより実施でき、また第1回転ロールと第2回転ロールの各回転角速度が同速の場合は、第2回転ロールのロール径を第1回転ロールのロール径よりも増大させることで実施できる。ただし、後者においてロール径の大なる回転ロールを変更使用する方法は、増大変更の必要の都度、当該ロールの物理的交換作業を要し、製造現場における手間と労力に多大な負担を要することから、実用上は、前者における第2回転ロールの回転角速度の加減により増大作業を行う方法が、より簡便であり、必要に応じての緩急迅速な変更措置を実施できるので、好ましい。また、第1回転ロール及び第2回転ロールが同径でなくても、両者の円周面速度V1、V2が等しくなる各ロールの回転角速度を各々基準速度とし、第2回転ロールの角速度を当該基準速度よりも増大させることにより、第2回転ロールの円周面速度を増大させることが実施できる。このように、本発明の実施方法の実際においては、第2回転ロールの回転角速度のコントロールにより、麺帯7上の格子状凹凸部形状の傾斜角度θを加減コントロールでき、これにより麺線上の凹凸形状変形を調整できる。
【0056】
これに対して、図5は、円周面に螺旋状(傾斜角度45度)凹凸条を有する回転ロールを使用し、公知方法により2段階押圧で麺帯に格子状の凹凸部を形成させた場合の、格子状凹部紋様の配置構成を示す模式図であり、第2(又は後段)回転ロール通過後の麺帯7´の模式図である。
【0057】
図5の如き従来方法では、第1及び第2(又は前段及び後段)の回転ロールの円周面速度の速度差作用や凹凸部形成作用の相違が全く考慮されず、むしろ第2回転ロールは第1回転ロール円周面速度と同速度とするか第1回転ロールによる麺帯たるみを吸収するだけに止まり、「V2=V1」又は「V2/V1=(S+ΔS+S´)/(S+ΔS)≦1」となるものであった。その結果、図5の麺帯7´に形成される格子状凹部は、麺帯進行方向に対し規則的に配置構成され、格子の対角交叉点11、11´及びそれらを結ぶ軌跡12も当該進行方向に平行に配置構成され推移する。したがって、麺帯7´を切刃ロールにて麺帯進行方向に平行に麺線に切出した場合は、隣接麺線相互の凹凸形状は相異するが、同一麺線においてはその凹凸形状の発現が規則的かつ周期的となり、単調な変形麺線に止まるものであり、麺線切出し線の両側もほぼ対称的となるので、麺線単線の捩じれも形成困難なものであった。結局、依然として機械的製造の外観形態の印象を免れず、自然な手揉み感・手もみ風合いが不充分なものしか製造されていなかった。
【0058】
本発明においては、第1及び第2回転ロールの螺旋条2c、3cの傾斜角度、条間ピッチを、前記実施例1の各要素と必ずしも等しくする必要はない。第1回転ロール2a及び第2回転ロール3aの各螺旋条は互いに逆巻きであることを維持させつつも、各傾斜角度、各条間ピッチを相違させて設定して使用することができる。この場合、麺帯7に形成される2c´及び3c´の交叉紋様の平行四辺形歪みや傾斜形態は更に変形されたものとなり、これから切出しされた麺線は実施例1よりも更に凹凸形状が不均一、不定形で非周期的変形を呈する麺線となって、自然な手揉み感・手揉み風合いを増強することができる。
【実施例2】
【0059】
また本発明の他の実施例において、図7に示す如く、第1回転ロール2aの円周面表面に螺旋状凸条2c、同凹条2dを設け、対ロール2b円周面は平坦とし、他方第2回転ロール3aの円周面は平坦として、その対ロール3b円周面表面には第1回転ロール2aの螺旋条2c、2dと同一巻き方向となる螺旋状凸条3e、同凹条3fを設けることによって、第1回転ロール及び第2回転ロールによる2段階押圧処理を実施した。
【0060】
麺帯厚さ約1.9mmの圧延麺帯5´を前記2組の回転ロール対2a、2b、3a、3bによる押圧加工処理によって、麺帯17を製造した。麺帯17の表裏面にはそれぞれ第1回転ロール2a、第2回転ロール3bの各凸条2c、3eに対応した凹条部2c´、3e´が形成されたが、当該凹条部2c´、3e´は麺帯肉薄部であり、同麺帯上凸条部2d´、3f´は肉厚部であるので、当該2c´、3e´は麺帯17表裏全体を通じては斜め傾斜した格子状凹凸(肉厚部・肉薄部)形状を形成した。この場合も、前記した如く、当該格子の交叉点は、麺帯進行方向に対しその横断方向に漸次移動し、当該格子は麺帯進行方向に対し斜め傾斜した方向に漸次移行していく変形が施された。即ち2c´、3e´による格子状凹凸形状は斜めに歪に変形され、これを麺帯進行方向に沿って平行に切出した麺線(本実施例では18番手角刃切出し)には、麺線肉厚部及び肉薄部が不均一・不定形に変形され、しかも麺線左右は非対称であり長手方向には不規則的・変則的に歪に変形が施された中華そば麺線を得た。当該麺線は、長手方向での左右非対称凹凸変形のため、麺線軸において捩じれ変形も付与されたものであった。
【0061】
なお、本発明においては、第1回転ロール対及び第2回転ロール対による押圧加工処理は、麺帯表面又は表裏面に肉厚部及び肉薄部による凹凸形状を形成・付与させるためである。それ故、両ロール対の凸条部によって麺帯が圧断され、又は麺帯肉薄部が過度に薄くされ切出し後の麺線強度を弱化させることがないように、当該ロール対の間隙を適度に調整しておく必要がある。これらは、当該麺類最終製品の種類、圧延麺帯5´の厚さ、麺生地の粘度や強度、回転ロール凸条部高さ等を考慮して、本発明実施者において必要に応じ適宜調整し選択・設定することができる。この措置のために、第1回転ロール対、第2回転ロール対にはそれぞれ公知方法による回転ロール対間隙調整装置を組み込んでおくことができる。
【実施例3】
【0062】
また本発明において、第1回転ロール及び第2回転ロールによる2段階押圧処理に加えて、図8に示す如く、第1回転ロールの対ロール2b円周面に螺旋状凸条32c、凹条32dを設けることによって、麺帯5´(麺帯厚さ約2mm)の裏面にも斜線状凹条部を形成せしめ、より複雑化した凹凸形状の麺帯を製造した。当該螺旋条の巻き方向も2a・2bロール間で順逆いずれの選択もできる。また2bの当該螺旋条の傾斜角度、条間ピッチも、必ずしも2aと等しくする必要はなく、適宜設定できる。更に第2回転ロールの対ロール3b円周面においても、前記2bの場合と同様に、対向するロール3aとは形態の相違する螺旋状凹凸条を設けることができた。
【0063】
このような対ロールを使用して麺帯7の裏面にも凹凸部を形成した麺帯26を製造すること、10番手角刃切刃ロールで麺線に切出すこと、その他の構成及び加工条件は前記実施例1と同様にすることにより、製造されたうどん麺線8の凹凸形状に対しより複雑で不均一的、不定形的、非周期的変形を付与でき、もって自然な手揉み感・手揉み風合いを向上又は増強させることができた。
【実施例4】
【0064】
更に本発明においては、図6(a)及び図6(b)に示す如く、第1回転ロール2aに設けた螺旋状凸条部2cにおいて、当該凸条の途中箇所にこれを分割する複数の溝(分割溝)29を設け、もって断続的螺旋状凸条部22cとすることにより、第1回転ロール2a、2bにより押圧された麺帯16の表面に、断続的又は破線状斜線紋様の凹部22c´を形成せしめ、本発明による2段階押圧処理を行った。第2回転ロールは実施例1と同様なロールを使用し、その他第1回転ロール及び第2回転ロールにおける押圧加工条件を実施例1と同一とすることにより、これから押出される麺帯7には、当該破線状斜線凹部22c´と実線状斜線凹部3c´との交叉紋様が形成され、当該凹部がより複雑に形成されるので、これを切出した麺線には、実施例1とは別形態の凹凸形状を発現させることができた。
【0065】
本実施例の製造方法によれば、凹凸が更に不均一的、不定形的、非周期的な麺線を製造することができる。本発明においては、螺旋状凸条部22cの条幅・条間ピッチ・螺旋傾斜角度、分割溝29の幅・分割頻度・分割方向、回転ロール径、ロール長さ等は、図6に図示した本実施例に限定されることはなく、最終製品の麺類の種類、麺線凹凸形状の所望の変形度合・手揉み風合いに応じて、各々適宜の数値で設定できる。
【実施例5】
【0066】
また本発明の他の実施例においては、前記螺旋状凸条部22cに替えて螺旋状凹条部を設け、当該凹条部の途中箇所にこれを中断する複数の堰(分断堰)を設けて、もって断続的螺旋状凹条部とすることにより、第1回転ロールにより押圧された麺帯表面に、麺帯16とは凹凸逆パターンの破線状凸条部を形成せしめ、その他の構成及び工程は前記実施例3と同様に2段階押圧処理加工することにより、実施例3とは同パターンでも凹凸形状(肉薄部及び肉厚部)を逆転変形した麺線を製造することができた。ロール円周面上の螺旋状凹条部、分断堰、回転ロール形状等の各々の数値的条件は、前記実施例3と同様に適宜設定でき、紋様パターンの変形多様化を実施できる。
【0067】
また、本発明の他の実施例においては、図6(b)の22cの如き断続的又は破線的螺旋状凸条部22cを、第1回転ロール2a及び第2回転ロール3aのいずれか一方又はその双方に形成せしめること、また当該凸条部を断続的又は破線的螺旋状凹条部に置換した回転ロールを使用すること、更にはこれらを適宜組合わせて第1及び第2回転ロールを構成すること、などが実施できる。またこれらの第1及び第2回転ロール2a、3aの組合せ方法を回転ロール2b、3bにも適用して実施できる。また、本発明においては、第1回転ロール及び第2回転ロールは、夫々各一対一組である必要はなく、必要に応じ夫々複数組の又は単数組と複数組の組合せで回転ロール対を通過させることもできる。
【0068】
これらの各種組合せにより、第1及び第2回転ロールを通過し押圧加工を受けた麺帯の表面又は表裏面には、より複雑な傾斜した格子状紋様の凹凸形状が形成され、これを麺線進行方向に平行に切出された麺線には、従来方法では得られなかった複雑で不均一的・不定形的な凹凸形状が形成され、かつ当該凹凸形状のパターン発現も極めて長周期的なものであり、ほとんど非周期的、不規則的、変則的と同視できるものとすることができる。
【産業上の利用可能性】
【0069】
本発明の製造方法によれば、切出し麺線の肉厚部及び肉薄部(凹凸形状)を不均一的・不定形形状に形成せしめ更にこれを非周期的・不規則的・変則的に発現せしめた麺線を、簡単な装置により製造することができる。またこれによって、機械的製造でありながら自然な手揉み感や手揉み風合いを有する麺類を簡便に大量生産できる。
【0070】
更にまた、押圧回転ロールの円周面速度を加減調整するだけで、麺線上の肉厚部及び肉薄部(凹凸形状)の紋様パターンを種々変形させることができるので、少数組の押圧ロール対で当該組数を遥かに超える多種類の手揉み感・手揉み風合いの付与を可能とし、かつ当該変形自由度が極めて大きい。したがって、変形パターンの押圧ロールを多数準備して生産の都度これを交換する必要がなく、生産設備や稼動に要する費用や手間を大幅に低減でき、生産効率の向上に大きく寄与することができる。
【図面の簡単な説明】
【0071】
【図1】実施例1の製麺方法における模式的な構成説明図であり、図1(a)はロール軸方向から見た図(b)中AA´線断面側面図、図1(b)は当該構成の正面俯瞰図である。
【図2】実施例1の第1回転ロールで麺帯を押圧加工する際の模式的な断面説明図である。
【図3】図2におけるロール押圧部分の拡大説明図である。
【図4】は実施例1における各ロール通過後の麺帯上に形成の凹条部の紋様説明図であり、図4(a)は第1回転ロール押圧後の凹条部紋様を、図4(b)は第2回転ロール押圧後の凹条部紋様を、図4(c)は切出し麺線上の分割された凹条部紋様を各々示す。
【図5】は従来方法による場合の最終押圧回転ロール通過後の麺帯上に形成の凹条部紋様説明図である。
【図6】は実施例3における断続的螺旋状凸条部で麺帯を押圧する際の模式的な構成説明図であり、図6(a)ロール軸方向から見た同(b)中BB´線断面側面図、図6(b)は当該断続的螺旋状凸条部を有する押圧回転ロール及び当該押圧後の麺帯に形成された断続的凹条部の正面俯瞰図である。
【図7】実施例2における前後2段の押圧回転ロール対において各対の相対する各一方に設けた螺旋状凹凸条部によって麺帯の表裏各面にそれぞれ凸凹条部を付与する模式的な斜視説明図である。
【図8】実施例3における同一組での螺旋状凹凸条回転ロール対によって麺帯表裏面に凸凹条部を付与する模式的な斜視説明図である。
【符号の説明】
【0072】
1a、1b 最終圧延ロール
2a、2b、3a、3b 押圧回転ロール
2c、3c、3e、22c、32c ロール上凸条部
2d、3d、3f、32d ロール上凹条部
2c´、3c´、3e´、13c´、22c´ 麺帯上凹条部
2d´、3d´、3f´ 麺帯上凸条部
4a、4b 切刃ロール
5、5´、6、7 、7´、16、17、26 麺帯
8 切出し麺線
9、9´、11、11´ 麺帯上格子状凹条部の交叉点
29 凸条部の分割溝
V1 第1回転ロールの円周面速度、
V2 第2回転ロールの円周面速度
【特許請求の範囲】
【請求項1】
通常の製麺原料から公知の方法によって混練及び圧延された麺帯を、仕上げ圧延ロール通過後一定方向に進行せしめつつ、この麺帯に、少なくとも1個のロール円周面表面に一定方向で複数の螺旋状凸条又は凹条を有する一対の第1回転ロールによる前段押圧加工と、少なくとも1個のロール円周面表面に前記第1回転ロールの螺旋方向とは逆巻き方向又は同一巻き方向で複数の螺旋状凸条又は凹条を有する一対の第2回転ロールによる後段押圧加工とを、各々1回以上施し、次いで一対の切刃ロールによる切出しによって麺線を製造する麺類の製造方法であって、当該第1回転ロールによる前段押圧加工における回転ロールの円周面速度よりも、当該第2回転ロールによる後段押圧加工における回転ロールの円周面速度を、所定量だけ大となるように設定し、又は前置された押圧加工における回転ロール円周面速度よりも、後置された押圧加工における回転ロール円周面速度を、所定量だけ大となるように設定し、もって当該両押圧加工後の麺帯表面に格子状凹凸部を形成し、かつ、当該格子の角の交叉点を結ぶ軌跡を麺帯進行方向と交叉する方向に傾斜せしめること、を特徴とする手揉み風麺類の製造方法。
【請求項2】
前記円周面速度における所定量とは、当該第1回転ロール又は前置の回転ロールを通過後、これから押出される麺帯の単位時間当たり長さに対する、当該第2回転ロール又は後置の回転ロールに引き込まれる麺帯の単位時間当たり長さの倍率であって、当該倍率が1.0を超える数値であること、を特徴とする請求項1に記載の手揉み風麺類の製造方法。
【請求項3】
前記各一対の第1回転ロール及び第2回転ロールにおいて、
各々の対向する回転ロールの少なくとも一方のロール円周面表面に、右巻き又は左巻きの螺旋状凸条又は凹条を設け、第1回転ロールにおける螺旋条方向と第2回転ロールにおける螺旋条方向を互いに逆向きとし、かつ、当該凸条又は凹条を有する第1及び第2回転ロールを、麺帯の同一表面に対し押圧すべく配設したこと、を特徴とする請求項1又は請求項2に記載の手揉み風麺類の製造方法。
【請求項4】
前記各一対の第1回転ロール及び第2回転ロールにおける当該回転ロール円周面に形成した複数の螺旋状凸条又は凹条において、各対中の個別回転ロールにおける各凸条又は凹条相互間のピッチを等しくし、かつ第1回転ロール及び第2回転ロールにおける各ピッチも双方等しくし、当該螺旋の傾斜を各回転ロール回転軸に対し同角度であってかつ逆巻き回転方向となるように形成したこと、を特徴とする請求項1ないし請求項3に記載の手揉み風麺類の製造方法。
【請求項5】
前記各一対の第1回転ロール及び第2回転ロールにおいて、各々の対向する回転ロールの少なくとも一方のロール円周面表面に、右巻き又は左巻きの螺旋状凸条又は凹条を設け、第1回転ロールにおける螺旋条方向と第2回転ロールにおける螺旋条方向を互いに同一方向とし、かつ、当該凸条又は凹条を有する第1及び第2回転ロールを、麺帯表裏の互いに別面に対し押圧すべく配設したこと、を特徴とする請求項1又は請求項2に記載の手揉み風麺類の製造方法。
【請求項6】
前記各一対の第1回転ロール及び第2回転ロールにおける当該回転ロール円周面表面に形成した複数の螺旋状凸条又は凹条において、各対中の個別回転ロールにおける各凸条又は凹条相互間のピッチを等しくし、かつ第1回転ロール及び第2回転ロールにおける各ピッチも双方等しくし、当該螺旋の傾斜を各回転ロール回転軸に対し同角度であって、かつ同一向き回転方向となるように形成したこと、を特徴とする請求項1、請求項2又は請求項5に記載の手揉み風麺類の製造方法。
【請求項7】
前記各一対の第1回転ロール及び第2回転ロールにおいて、双方の又はいずれか一方の対における対向する回転ロールの双方の円周面表面に、同一方向又は逆向き方向の螺旋状凸条又は凹条を設けたこと、を特徴とする請求項1ないし請求項6に記載の手揉み風麺類の製造方法。
【請求項8】
前記第1回転ロール及び/又は第2回転ロールにおける当該円周面表面に形成した螺旋状凸条又は凹条において、当該凸条途中に複数の分割溝を、又は当該凹条途中に複数の分割堰を設けたこと、を特徴とする請求項1ないし請求項7に記載の手揉み風麺類の製造方法。
【請求項9】
前記の第2回転ロールに引き込まれる麺帯の単位時間当たりの長さが、第1回転ロールに引き込まれる麺帯の単位時間当たりの長さ、当該第1回転ロールよる押圧加工により麺帯がその進行方向に単位時間当たり展延される長さ、及び有意な僅少量の長さを加算した長さとなるように設定したものであること、を特徴とする請求項1ないし請求項8に記載の手揉み風麺類の製造方法。
【請求項1】
通常の製麺原料から公知の方法によって混練及び圧延された麺帯を、仕上げ圧延ロール通過後一定方向に進行せしめつつ、この麺帯に、少なくとも1個のロール円周面表面に一定方向で複数の螺旋状凸条又は凹条を有する一対の第1回転ロールによる前段押圧加工と、少なくとも1個のロール円周面表面に前記第1回転ロールの螺旋方向とは逆巻き方向又は同一巻き方向で複数の螺旋状凸条又は凹条を有する一対の第2回転ロールによる後段押圧加工とを、各々1回以上施し、次いで一対の切刃ロールによる切出しによって麺線を製造する麺類の製造方法であって、当該第1回転ロールによる前段押圧加工における回転ロールの円周面速度よりも、当該第2回転ロールによる後段押圧加工における回転ロールの円周面速度を、所定量だけ大となるように設定し、又は前置された押圧加工における回転ロール円周面速度よりも、後置された押圧加工における回転ロール円周面速度を、所定量だけ大となるように設定し、もって当該両押圧加工後の麺帯表面に格子状凹凸部を形成し、かつ、当該格子の角の交叉点を結ぶ軌跡を麺帯進行方向と交叉する方向に傾斜せしめること、を特徴とする手揉み風麺類の製造方法。
【請求項2】
前記円周面速度における所定量とは、当該第1回転ロール又は前置の回転ロールを通過後、これから押出される麺帯の単位時間当たり長さに対する、当該第2回転ロール又は後置の回転ロールに引き込まれる麺帯の単位時間当たり長さの倍率であって、当該倍率が1.0を超える数値であること、を特徴とする請求項1に記載の手揉み風麺類の製造方法。
【請求項3】
前記各一対の第1回転ロール及び第2回転ロールにおいて、
各々の対向する回転ロールの少なくとも一方のロール円周面表面に、右巻き又は左巻きの螺旋状凸条又は凹条を設け、第1回転ロールにおける螺旋条方向と第2回転ロールにおける螺旋条方向を互いに逆向きとし、かつ、当該凸条又は凹条を有する第1及び第2回転ロールを、麺帯の同一表面に対し押圧すべく配設したこと、を特徴とする請求項1又は請求項2に記載の手揉み風麺類の製造方法。
【請求項4】
前記各一対の第1回転ロール及び第2回転ロールにおける当該回転ロール円周面に形成した複数の螺旋状凸条又は凹条において、各対中の個別回転ロールにおける各凸条又は凹条相互間のピッチを等しくし、かつ第1回転ロール及び第2回転ロールにおける各ピッチも双方等しくし、当該螺旋の傾斜を各回転ロール回転軸に対し同角度であってかつ逆巻き回転方向となるように形成したこと、を特徴とする請求項1ないし請求項3に記載の手揉み風麺類の製造方法。
【請求項5】
前記各一対の第1回転ロール及び第2回転ロールにおいて、各々の対向する回転ロールの少なくとも一方のロール円周面表面に、右巻き又は左巻きの螺旋状凸条又は凹条を設け、第1回転ロールにおける螺旋条方向と第2回転ロールにおける螺旋条方向を互いに同一方向とし、かつ、当該凸条又は凹条を有する第1及び第2回転ロールを、麺帯表裏の互いに別面に対し押圧すべく配設したこと、を特徴とする請求項1又は請求項2に記載の手揉み風麺類の製造方法。
【請求項6】
前記各一対の第1回転ロール及び第2回転ロールにおける当該回転ロール円周面表面に形成した複数の螺旋状凸条又は凹条において、各対中の個別回転ロールにおける各凸条又は凹条相互間のピッチを等しくし、かつ第1回転ロール及び第2回転ロールにおける各ピッチも双方等しくし、当該螺旋の傾斜を各回転ロール回転軸に対し同角度であって、かつ同一向き回転方向となるように形成したこと、を特徴とする請求項1、請求項2又は請求項5に記載の手揉み風麺類の製造方法。
【請求項7】
前記各一対の第1回転ロール及び第2回転ロールにおいて、双方の又はいずれか一方の対における対向する回転ロールの双方の円周面表面に、同一方向又は逆向き方向の螺旋状凸条又は凹条を設けたこと、を特徴とする請求項1ないし請求項6に記載の手揉み風麺類の製造方法。
【請求項8】
前記第1回転ロール及び/又は第2回転ロールにおける当該円周面表面に形成した螺旋状凸条又は凹条において、当該凸条途中に複数の分割溝を、又は当該凹条途中に複数の分割堰を設けたこと、を特徴とする請求項1ないし請求項7に記載の手揉み風麺類の製造方法。
【請求項9】
前記の第2回転ロールに引き込まれる麺帯の単位時間当たりの長さが、第1回転ロールに引き込まれる麺帯の単位時間当たりの長さ、当該第1回転ロールよる押圧加工により麺帯がその進行方向に単位時間当たり展延される長さ、及び有意な僅少量の長さを加算した長さとなるように設定したものであること、を特徴とする請求項1ないし請求項8に記載の手揉み風麺類の製造方法。
【図1】



【図2】
【図3】
【図4】

【図5】
【図6】
【図7】

【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2011−229457(P2011−229457A)
【公開日】平成23年11月17日(2011.11.17)
【国際特許分類】
【出願番号】特願2010−102641(P2010−102641)
【出願日】平成22年4月27日(2010.4.27)
【特許番号】特許第4553980号(P4553980)
【特許公報発行日】平成22年9月29日(2010.9.29)
【出願人】(000226976)日清食品ホールディングス株式会社 (127)
【Fターム(参考)】
【公開日】平成23年11月17日(2011.11.17)
【国際特許分類】
【出願日】平成22年4月27日(2010.4.27)
【特許番号】特許第4553980号(P4553980)
【特許公報発行日】平成22年9月29日(2010.9.29)
【出願人】(000226976)日清食品ホールディングス株式会社 (127)
【Fターム(参考)】
[ Back to top ]