
暖房便座の製造方法
【課題】部材の貼り付け工数を減らすことができ、暖房便座の生産性の向上、コストの低減を図ることができる暖房便座の製造方法を提供する。
【解決手段】便座と、該便座に設置された便座ヒータとを備えた暖房便座の製造方法であって、前記便座の着座面とは反対側の面(裏面)に、銀塩含有層を露光現像して得られた銀薄膜を配する工程と、前記銀薄膜を、荷重5〜235kg/cm2の条件下で成形する成形工程とを含む。
【解決手段】便座と、該便座に設置された便座ヒータとを備えた暖房便座の製造方法であって、前記便座の着座面とは反対側の面(裏面)に、銀塩含有層を露光現像して得られた銀薄膜を配する工程と、前記銀薄膜を、荷重5〜235kg/cm2の条件下で成形する成形工程とを含む。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、暖房便座の製造方法に関し、便座の着座面とは反対側の面(裏面)に、発熱源を配する場合に好適な暖房便座の製造方法に関する。
【背景技術】
【0002】
従来の暖房便座は、合成樹脂製の略馬蹄形の便座の着座部に、馬蹄形の単一の面状発熱体を埋設するようにしている(特許文献1及び2参照)。この面状発熱体は馬蹄形の単一金属箔シート(アルミ箔等)と粘着テープとの間にフッ素樹脂を絶縁皮膜とした外径1mm以下のコード状ヒータを略長U字形状の連続した配線パターンで挟持したものである。
特に、特許文献2では、左右に分割された便座ヒータを単一電流系に構成することで、第一の金属箔及び第二の金属箔に使用する材料を有効活用してコスト低減を実現し、着座面への便座ヒータの貼着を容易化し、且つ、しわ、浮き等の貼着不良なく確実に行えるようにしている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平8−78143号公報
【特許文献2】特開2010−29425号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上述した従来の面状発熱体は、馬蹄形のヒータユニット構成であり、先ず、金属箔シートを便座に貼着し、さらに、金属箔シートにコード状ヒータを粘着テープで貼ることになり、コストや手間がかかる構成になっていた。
本発明はこのような課題を考慮してなされたものであり、部材の貼り付け工数を減らすことができ、暖房便座の生産性の向上、コストの低減を図ることができる暖房便座の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0005】
[1] 本発明に係る暖房便座の製造方法は、便座と、該便座に設置された便座ヒータとを備えた暖房便座の製造方法であって、前記便座の着座面とは反対側の面(裏面)に、銀塩含有層を露光現像して得られた銀薄膜を配する工程と、前記銀薄膜を、荷重5〜235kg/cm2の条件下で成形する成形工程とを含むことを特徴とする。
これにより、従来、必要であった金属箔シートを便座に貼着する工程と、金属箔シートにコード状ヒータを粘着テープで貼る工程を省略でき、例えば1回の貼り付け工程で、便座ヒータを便座の裏面に設置することができる。しかも、銀薄膜に電極を介して電流を流した場合に、銀薄膜にて発生した熱が着座面に伝わるまでに均一化(着座面全体にわたって均一化)され、発熱分布も良好となる。成形工程は、荷重10〜150kg/cm2の条件下で成形することが好ましく、荷重15〜50kg/cm2の条件下で成形することがさらに好ましい。
[2] 本発明において、前記成形工程にて成形された前記銀薄膜を、前記便座の着座面とは反対側の面(裏面)に配するようにしてもよい。この場合、成形された前記銀薄膜を、前記便座の裏面に例えば粘着剤を用いて貼り付ける等の手法を好ましく採用することができる。貼り付け工程は、この銀薄膜を、前記便座の裏面に貼り付けるだけでよいため、貼り付け工程に係る工数を低減することができる。
[3] また、本発明は、前記成形工程において、前記銀薄膜を前記荷重の条件下で成形すると共に、便座の着座面とは反対側の面(裏面)に配するようにしてもよい。この場合、銀薄膜を成形すると同時に便座の裏面に合体させることができるため、貼り付け工程に係る工数を大幅に低減することができる。
[4] インサート成形によって、前記銀薄膜を前記荷重の条件下で成形すると共に、便座の着座面とは反対側の面(裏面)に配するようにしてもよい。すなわち、インサート成形を容易に採用することができ、貼り付け工程に係る工数を大幅に低減することができる。
[5] 本発明において、前記成形工程によって、前記銀薄膜を110%以上延伸させるようにしてもよい。
[6] 本発明において、前記成形工程は、前記銀薄膜を、荷重5〜235kg/cm2、且つ、延伸率Yと成形温度X(℃)が下記式(I)を満たす条件下で成形することが好ましい。
Y≦0.0081X+0.4286 ……(I)
(但し、Xは80〜230である。)
[7] 本発明において、前記成形工程は、前記銀薄膜を、荷重5〜235kg/cm2、且つ、延伸率Yと成形速度Z(mm/min)が下記式(II)を満たす条件下で成形することが好ましい。
Y≦−0.0006Z+2.3494 ……(II)
(但し、Zは50〜1000である。)
[8] 本発明において、前記成形工程は、前記銀薄膜を、真空成形、圧空成形又は熱プレス成形により成形するようにしてもよい。
[9] 本発明において、前記成形工程は、前記銀薄膜を、相対湿度70%以上の雰囲気下で成形することが好ましい。
[10] 本発明において、前記成形工程における前記銀薄膜の延伸速度が1000mm/min以下であることが好ましい。
[11] 本発明において、前記銀薄膜は、支持体上の全面に設けられた銀による層を有するようにしてもよい。すなわち、支持体上の全面に銀による層が形成された形態となる。この場合、銀による層が発熱体及び伝熱材の役割を果たしていると考えられ、着座面に均一に熱が伝達することとなる。しかも、消費電力を後述する細線構造物の場合よりも低減することができる。
[12] 本発明において、前記銀薄膜は、支持体上に設けられた銀による細線構造物を有するようにしてもよい。この場合、細線構造物の銀が発熱体及び伝熱材の役割を果たしていると考えられ、着座面に均一に熱が伝達することとなる。
[13] [12]において、前記細線構造物は、電気的絶縁部によって、前記着座面の形状に沿った複数の領域に分離され、各前記領域は、それぞれ抵抗値が同じあるいは±15%の範囲で近似していてもよい。この場合も、各領域の銀が発熱体及び伝熱材の役割を果たしていると考えられ、着座面に均一に熱が伝達することとなる。
[14] [13]において、前記電気的絶縁部の形成をレーザエッチングで行うようにしてもよい。
[15] [12]において、前記細線構造物は、銀による細線と、前記細線で囲まれた開口とを有し、前記細線の配列ピッチが5000μm以下であってもよい。
【発明の効果】
【0006】
本発明に係る暖房便座の製造方法によれば、部材の貼り付け工数を減らすことができ、暖房便座の生産性の向上、コストの低減を図ることができる。
【図面の簡単な説明】
【0007】
【図1】本実施の形態に係る暖房便座の製造方法にて製造される暖房便座が適用されるの便座装置の全体構成を示す図である。
【図2】便座装置の構成を示す斜視図である。
【図3】図3Aは第1導電性フイルムを上面から見て示す図であり、図3Bは便座の裏面に貼り付けられた第1導電性フイルムを一部省略して示す断面図である。
【図4】第2導電性フイルムを上面から見て示す図である。
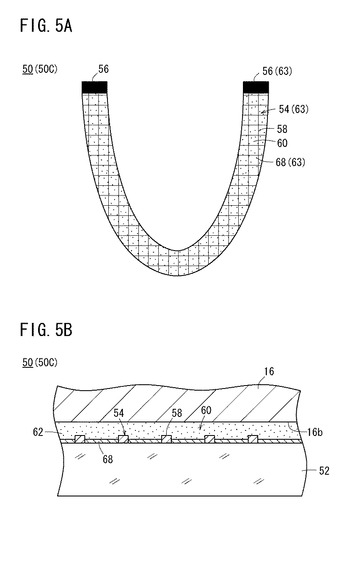
【図5】図5Aは第3導電性フイルムを上面から見て示す図であり、図5Bは便座の裏面に貼り付けられた第3導電性フイルムを一部省略して示す断面図である。
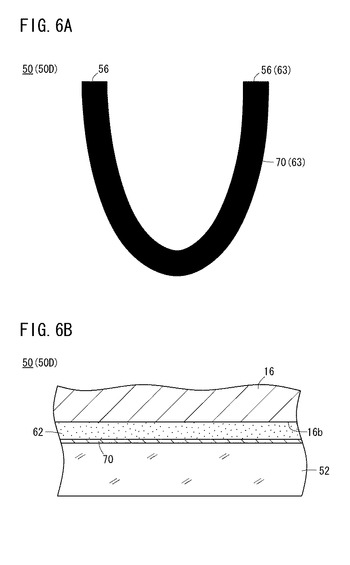
【図6】図6Aは第4導電性フイルムを上面から見て示す図であり、図6Bは便座の裏面に貼り付けられた第4導電性フイルムを一部省略して示す断面図である。
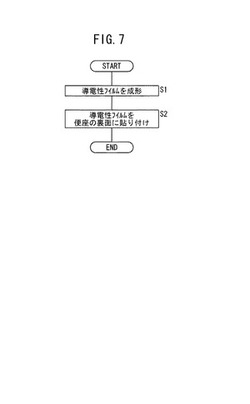
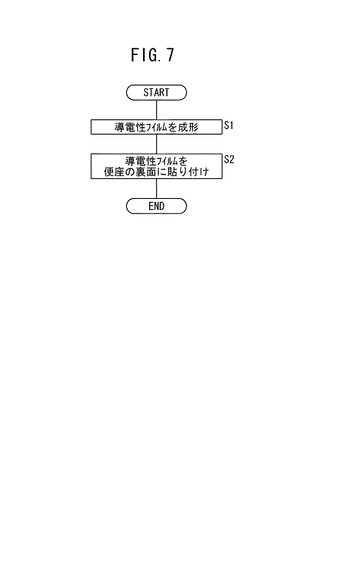
【図7】第1製造方法を示すフローチャートである。
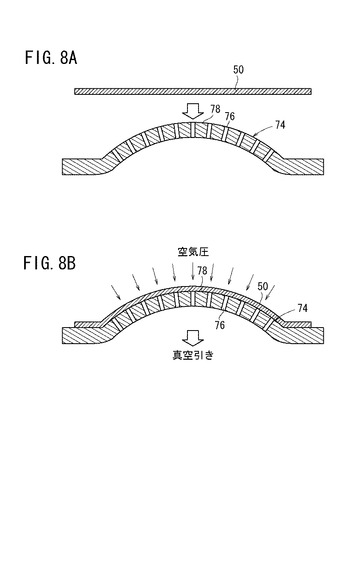
【図8】図8Aは導電性フイルムを真空成形するための成形用金型を一部省略して示す断面図であり、図8Bは成形用金型に導電性フイルムを押し付けた状態を示す断面図である。
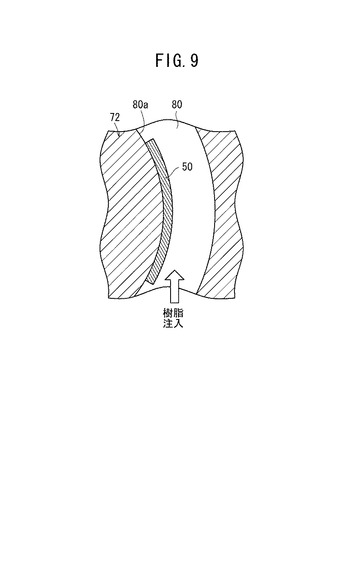
【図9】射出成形用金型に導電性フイルムを設置した状態を一部省略して示す断面図である。
【図10】第2製造方法を示すフローチャートである。
【図11】第3製造方法を示すフローチャートである。
【発明を実施するための形態】
【0008】
以下、本発明に係る暖房便座の製造方法の実施の形態例を図1〜図11を参照しながら説明する。なお、本明細書において数値範囲を示す「〜」は、その前後に記載される数値を下限値及び上限値として含む意味として使用される。
【0009】
先ず、本実施の形態に係る暖房便座の製造方法にて製造される暖房便座が適用される便座装置10について図1及び図2を参照しながら説明する。
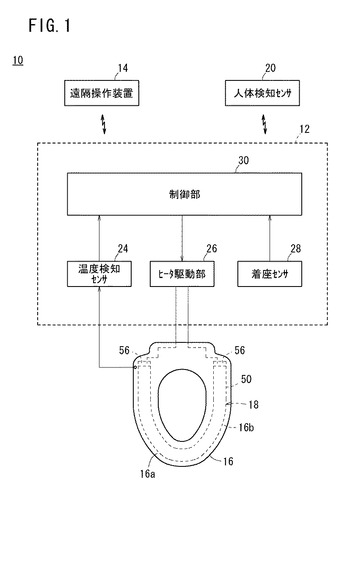
便座装置10は、図1に示すように、本体部12と、本体部12を遠隔操作するための遠隔操作装置14と、使用者が着座する便座16(暖房便座)と、便座16の着座面16aとは反対の面(以下、裏面16bと記す)に設置された便座ヒータ18と、人体を検知するための人体検知センサ20とを備える。また、この便座装置10は、図2に示すように、使用者の局部を洗浄するための洗浄装置22を有する。暖房便座は、少なくとも上述した便座16と、該便座16の裏面に設置された便座ヒータ18とを有する。
図1に示すように、本体部12は、便座16の温度を検知する温度検知センサ24と、便座ヒータ18に電力を供給するヒータ駆動部26と、使用者が便座16に着座したことを検知する着座センサ28と、各機器を制御する制御部30とを含む。
制御部30は、例えば温度検知センサ24からの温度情報に基づいてヒータ駆動部26を駆動して便座16の温度を制御する。使用者が便座16に着座していない期間は、便座16の温度を初期設定温度に維持するように制御する。使用者が便座16に着座した段階で、便座16の温度を初期設定温度から好みの温度(予め設定された温度あるいはリアルタイムで設定される温度)となるように制御する。
【0010】
そして、本実施の形態に係る暖房便座の製造方法は、便座16の裏面16bに、銀塩含有層を露光現像して得られた銀薄膜を配する工程を含む。銀薄膜は、支持体上に形成された銀塩含有層を露光現像することによって支持体上に形成される導電膜であり、便座ヒータ18の発熱源となる。
この導電膜を有する導電性フイルム50について、図3A〜図6Bを参照しながら説明する。
【0011】
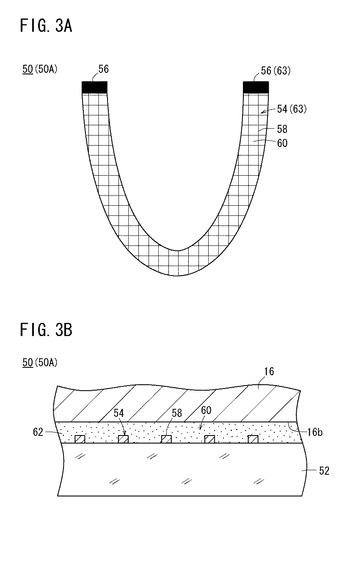
先ず、第1の形態に係る導電性フイルム(以下、第1導電性フイルム50Aと記す)は、図3A及び図3Bに示すように、支持体52と、該支持体52上に設けられた銀による細線構造物54と各端部に形成された電極部56とを有する。細線構造物54は、銀による細線58と、細線58で囲まれた複数の開口60とを有する。細線58の配列ピッチは、5000μm以下である。細線構造物54と電極部56にて導電膜63が構成される。この第1導電性フイルム50Aは例えば粘着剤62を介して便座16の裏面16bに貼り付けられる。
【0012】
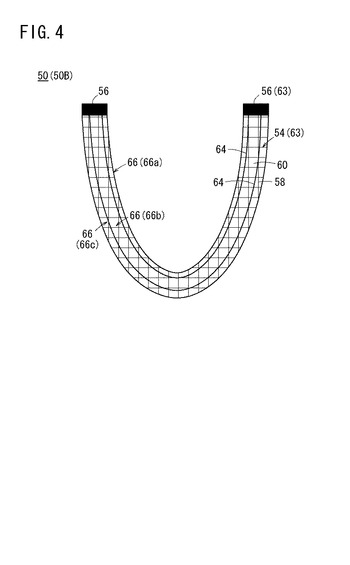
第2の形態に係る導電性フイルム(以下、第2導電性フイルム50Bと記す)は、図4に示すように、第1導電性フイルム50Aとほぼ同様の構成を有するが、細線構造物54が、1以上の電気的絶縁部64によって、便座16の形状に沿った複数の領域66に分離されている。図4の例では、2つの電気的絶縁部64によって3つの領域66a、66b及び66cに分離された例を示している。各領域66は、それぞれ抵抗値が同じあるいは±15%の範囲で近似している。便座16の形状、特に、外周部の形状は例えばU字状を有し、電気的絶縁部64の形状も、便座16の外周部の形状に沿ってU字状とされている。相似形でもよいし、相似形でなくてもよい。各領域66の抵抗値がそれぞれ同じあるいは±15%の範囲で近似するように、電気的絶縁部64の形状を変化させてもよい。電気的絶縁部64は、細線構造物54を形成する際に同時に形成することができる。あるいは、細線構造物54を形成した後に、例えばレーザエッチングにて形成することができる。この場合も、細線構造物54と電極部56にて導電膜63が構成される。
【0013】
第3の形態に係る導電性フイルム(以下、第3導電性フイルム50Cと記す)は、図5A及び図5Bに示すように、第1導電性フイルム50Aとほぼ同様の構成を有するが、細線構造物54の開口60に、伝熱材料68を存在させている点で異なる。伝熱係数κで示すと、細線構造物54の伝熱係数κが200W/m・k以上で、細線構造物54の開口60に、伝熱係数κが10〜150W/m・kの伝熱材料68を存在させている。伝熱材料68は、導電性微粒子又は導電性ポリマーを含む。この場合、細線構造物54と電極部56と伝熱材料68にて導電膜63が構成される。
【0014】
第4の形態に係る導電性フイルム(以下、第4導電性フイルム50Dと記す)は、図6A及び図6Bに示すように、支持体52と、該支持体52上の全面に設けられた銀による層70を有する。この層70は電極部56も含む。この場合、全面の層70にて導電膜63が構成される。
上述した第1導電性フイルム50A〜第4導電性フイルム50Dは、導電膜63を含むように保護層を形成するようにしてもよい。
【0015】
そして、本実施の形態に係る暖房便座の製造方法は、図7〜図11に示すように、3つの製造方法(第1製造方法〜第3製造方法)がある。
第1製造方法は、図7のステップS1において、導電性フイルム50(導電膜63)を、荷重5〜235kg/cm2の条件下で成形する。具体的には、図8Aに示すように、導電性フイルム50を、便座16の裏面形状に合わせて曲面形状に真空成形する。この場合、便座16を射出成形する際に使用される射出成形用金型72(図9参照)とほぼ同じ寸法を有する成形用金型74を用いて真空成形する。なお、図8A、図8B、図9では、金型の形状を誇張して示してある。図8Aに示すように、便座16が例えば三次元曲面を有する場合、成形用金型74にも同様の曲面、この場合、反転した曲面が形成され、さらに、多数の吸引孔76が形成されている。例えば、便座16に凹状の曲面が形成されている場合は、成形用金型74には凸状の曲面78が形成され、この凸状の曲面78が便座16の凹状の曲面に嵌まり込む寸法関係となっている。
【0016】
そして、成形用金型74を用いた導電性フイルム50の真空成形は、図8Aに示すように、導電性フイルム50を110〜300℃に予熱した後、図8Bに示すように、導電性フイルム50を成形用金型74の凸状の曲面78に押し当て、成形用金型74から吸引孔76を介して真空に引き、導電性フイルム50側から荷重5〜235kg/cm2の空気圧を付加して行うことができる。この真空成形によって、便座16の裏面16bの形状に沿った曲面形状を有する導電性フイルム50が完成する。
その後、図7のステップS2において、成形後の導電性フイルム50を、便座16の裏面16bに例えば粘着剤62を用いて貼り付けて、便座ヒータ18が取り付けられた便座16、すなわち、暖房便座が完成する。
【0017】
第2製造方法は、インサート成形を用いる製造方法であり、図10のステップS101において、第1製造方法のステップS1と同様に、導電性フイルム50(導電膜63)を、荷重5〜235kg/cm2の条件下で成形する。
その後、ステップS102において、図9に示すように、射出成形用金型72に成形後の導電性フイルム50を設置する。このとき、射出成形用金型72内に形成されたキャビティ80のうち、便座16の裏面16bを形成するキャビティ面80aに支持体52が接触するようにして設置する。
その後、ステップS103において、射出成形用金型72のキャビティ80内に溶融樹脂を注入し、硬化することによって、便座16の裏面16bに導電性フイルム50が一体成形された便座16が完成する。この場合、便座16の裏面16bと導電膜63とが直接接触、あるいは保護層を介して対向することになる。
【0018】
第3製造方法は、第2製造方法と同様に、インサート成形を用いた製造方法であるが、先ず、ステップS201において、射出成形用金型72に成形前の導電性フイルム50を設置する点で異なる。
その後、ステップS202において、射出成形用金型72のキャビティ80内に溶融樹脂を注入し、硬化することによって、便座16の裏面16bに導電性フイルム50が一体成形された便座16が完成する。この射出成形(インサート成形)においては、導電性フイルム50を、荷重5〜235kg/cm2の条件下で成形されるように溶融樹脂の注入圧力等を調整することが好ましい。
【0019】
第1製造方法は、従来必要であった金属箔シートを便座16に貼着する工程と、金属箔シートにコード状ヒータを粘着テープで貼る工程を省略することができ、例えば1回の貼り付け工程で、導電性フイルム50(便座ヒータ18)を便座16の裏面16bに設置することができる。
第2製造方法は、溶融樹脂を射出成形して便座16を作製する際に、導電性フイルム50をインサート成形することで、導電性フイルム50が一体成形された便座16を得ることができるため、便座ヒータ18を貼り付ける工程を省略することができ、暖房便座の製造工程を簡略化することができる。
第3製造方法は、射出成形前の導電性フイルム50の成形工程を省略することができるため、暖房便座の製造工程を大幅に簡略化することができる。
【0020】
次に、上述した導電性フイルム50の各層の構成について説明する。
[支持体]
導電性フイルム50の支持体52としては、プラスチックフイルム、プラスチック板等を挙げることができる。上記プラスチックフイルム及びプラスチック板の原料としては、例えば、ポリエチレンテレフタレート(PET)、及びポリエチレンナフタレート(PEN)等のポリエステル類;ポリエチレン(PE)、ポリプロピレン(PP)、ポリスチレン、EVA等のポリオレフィン類;ポリ塩化ビニル、ポリ塩化ビニリデン等のビニル系樹脂;その他、ポリエーテルエーテルケトン(PEEK)、ポリサルホン(PSF)、ポリエーテルサルホン(PES)、ポリカーボネート(PC)、ポリアミド、ポリイミド、アクリル樹脂、トリアセチルセルロース(TAC)等を用いることができる。製造される導電性フイルム50に透過性が要求される場合には、全可視光透過率は70〜100%であることが好ましく、85〜100%であることがより好ましく、90〜100%であることがさらに好ましく、PET、PC、アクリル樹脂を好適に用いることができる。また、加工性の観点からはPETを好適に用いることができる。支持体52は、目的に応じて着色されていてもよい。
上記プラスチックフイルム及びプラスチック板は、単層で用いることもできるが、2層以上を組合わせた多層フイルムとして用いることもできる。
【0021】
支持体52には、該支持体52に対して導電膜63を強固に接着させる目的で、予め、薬品処理、機械的処理、コロナ放電処理、火焔処理、紫外線処理、高周波処理、グロー放電処理、活性プラズマ処理、レーザ処理、混酸処理、オゾン酸処理等の表面活性処理を施しておくことが好ましい。
例えば、後述するように、支持体52上にハロゲン化銀含有乳剤層を設け、この乳剤層を露光、現像して金属銀部よりなる導電膜63を形成する場合には、支持体52と導電膜63との接着性(密着性)を確保するために、(1)前記表面活性処理を施した後、該表面上に直接ハロゲン化銀含有乳剤層を設ける方法、(2)一旦、前記表面活性処理を施した後、下塗り層を設け、該下塗り層上にハロゲン化銀含有乳剤層を設ける方法、が挙げられる。中でも、前記方法(2)により、支持体52と導電膜63との密着性をより高めることができる。
【0022】
上記下塗り層は、単層でもよく2層以上でもよい。下塗り層は、塩化ビニル、塩化ビニリデン、ブタジエン、メタクリル酸、アクリル酸、イタコン酸、無水マレイン酸等の中から選ばれた単量体を出発原料とする共重合体からなってもよく、ポリエチレンイミン、エポキシ樹脂、グラフト化ゼラチン、ニトロセルロース、ゼラチンからなってもよいが、ゼラチンを含むことが好ましい。下塗り層は、支持体を膨潤させる化合物としてレゾルシンとp−クロルフェノールを含んでもよい。また、下塗り層がゼラチンを含む場合には、該下塗り層は、ゼラチン硬化剤としてクロム塩(クロム明ばん等)、アルデヒド類(ホルムアルデヒド、グルタールアルデヒド等)、イソシアネート類、活性ハロゲン化合物(2,4−ジクロロ−6−ヒドロキシ−S−トリアジン等)、エピクロルヒドリン樹脂、活性ビニルスルホン化合物等を含んでもよい。また、下塗り層は、マット剤として、SiO2、TiO2、無機物微粒子又はポリメチルメタクリレート共重合体微粒子を含んでもよい。
【0023】
[導電膜]
導電性フイルム50は、上述したように、支持体52に導電膜63が設けられている。導電膜63は支持体52の片面に設けられていてもよいし、両面に設けられていてもよい。当該導電膜63は、支持体52上に塗設されたハロゲン化銀及びバインダーを含有する銀塩含有乳剤層を所望の形状パターンで露光及び現像処理することで形成することができる。前記パターンを細線58からなる多数の格子の交点を有するメッシュ状パターンとすることで、細線構造物54を含む導電膜63を形成させることができ、これにより、導電膜63の光透過性を向上させることもできる。また、当該導電膜63は、銀塩含有乳剤層の全面に露光し、現像処理することで形成してもよい。
上記銀塩含有乳剤層は、ハロゲン化銀とバインダーの他、溶媒や染料等の添加剤を含んでもよい。上記銀塩含有乳剤層は1層でもよく、2層以上設けてもよい。乳剤層の厚さは、好ましくは0.05〜20μm、より好ましくは0.1〜10μmである。
【0024】
(銀塩)
上記銀塩含有乳剤層における銀塩はハロゲン化銀である。本実施の形態においては、光センサーとしての特性に優れるハロゲン化銀を用いることが好ましく、ハロゲン化銀に関する銀塩写真フイルムや印画紙、印刷製版用フイルム、フォトマスク用エマルジョンマスク等で用いられる技術は、本実施の形態においても用いることができる。
上記ハロゲン化銀に含有されるハロゲン元素は、塩素、臭素、ヨウ素及びフッ素のいずれであってもよく、これらの組み合わせでもよい。例えば、AgCl、AgBr、AgIを主体としたハロゲン化銀を好適に用いることができる。また、塩臭化銀、沃塩臭化銀、沃臭化銀を主体としたハロゲン化銀も好適に用いることができる。ここで、「AgBrを主体としたハロゲン化銀」とは、ハロゲン化銀組成物中に占める臭化物イオンのモル分率が50%以上のハロゲン化銀をいう。すなわち、AgBrを主体としたハロゲン化銀粒子は、臭化物イオンのほかに、沃化物イオン、塩化物イオンを含有してもよい。他のハロゲン化銀(AgCl、AgI等)を主体としたハロゲン化銀についても、上記「AgBr」を当該他のハロゲン化銀に置き換えて解釈する。
銀塩含有乳剤層中のハロゲン化銀の含有量に特に制限はないが、銀に換算して0.1〜40g/m2であることが好ましく、0.5〜25g/m2であることがより好ましく、さらに3〜25g/m2、特に5〜20g/m2、さらに7〜15g/m2であることが好ましい。
【0025】
(バインダー)
上記銀塩含有乳剤層には、ハロゲン化銀粒子を均一に分散させ、且つ、銀塩含有乳剤層と支持体52との密着を補助する目的でバインダーが含まれる。当該バインダーとしては、非水溶性ポリマー及び水溶性ポリマーのいずれを用いてもよいが、水溶性ポリマーを用いることが好ましい。具体的には、ゼラチン、ポリビニルアルコール(PVA)、ポリビニルピロリドン(PVP)、澱粉等の多糖類、セルロース及びその誘導体、ポリエチレンオキサイド、ポリサッカライド、ポリビニルアミン、キトサン、ポリリジン、ポリアクリル酸、ポリアルギン酸、ポリヒアルロン酸、カルボキシセルロース等を銀塩含有乳剤層のバインダーとして用いることができる。
本実施の形態においては、上記銀塩含有乳剤層のバインダーとして、ゼラチンが好適に用いられる。
上記銀塩含有乳剤層中のバインダーの含有量に特に制限はなく、分散性と密着性を発揮し得る範囲で適宜決定することができるが、銀(Ag)/バインダー(体積比)で1/1〜4/1であることが好ましく、1.5/1〜4/1であることがより好ましい。上記銀塩含有乳剤層中の銀/バインダー(体積比)を上記範囲内とすることで、成形後の金属銀部の破断をより確実に抑えることができる。
【0026】
(溶媒)
上記銀塩含有乳剤層の形成に用いられる溶媒に特に制限はなく、例えば、水、有機溶媒(例えば、メタノール等のアルコール類、アセトン等のケトン類、ホルムアミド等のアミド類、ジメチルスルホキシド等のスルホキシド類、酢酸エチル等のエステル類、エーテル類等)、イオン性液体、及びこれらの混合溶媒を挙げることができる。
上記銀塩含有乳剤層に用いられる溶媒の含有量は、銀塩含有乳剤層に含有される溶媒以外の成分の合計100質量部に対して30〜90質量部の範囲であり、50〜80質量部の範囲であることが好ましい。
【0027】
(アクリル系ラテックス)
上記銀塩含有乳剤層には、支持体52との密着性を向上させる観点からアクリル系ラテックスを含有させることができる。アクリル系ラテックスとしては、アクリル酸メチル、アクリル酸エチル、メタクリル酸エチル、メタクリル酸メチル、アセトキシエチルアクリレート等から選ばれる少なくとも1種のアクリル系モノマーを含む重合体の水系媒体中の分散物が挙げられる。
上記銀塩含有乳剤層におけるラテックス/ゼラチン(質量比)は0.15/1〜2.0/1であることが好ましく、0.5/1〜1.0/1であることがより好ましい。
【0028】
(その他の添加剤)
上記銀塩含有乳剤層には、さらに各種添加剤が含まれてもよい。当該添加剤として、例えば、増粘剤、酸化防止剤、マット剤、滑剤、帯電防止剤、造核促進剤、分光増感色素、界面活性剤、カブリ防止剤、硬膜剤、黒ポツ防止剤等を挙げることができる。
【0029】
[保護層]
導電性フイルム50には、導電膜63上に保護層が設けられていてもよい。保護層を設けることで、導電性フイルム50からの導電膜63の脱落をより抑制することができる。保護層は、ゼラチンや高分子ポリマー等からなることが好ましい。保護層の厚みは0.02〜0.2μm以下であることが好ましく、0.05〜0.1μmであることがより好ましい。また、保護層は、導電膜63上に直接設けられていてもよいし、導電膜63上に下塗り層を設けてからその上に設けてもよい。
【0030】
[伝熱材料]
上述した第3導電性フイルム50Cでは、細線構造物54の開口60に伝熱材料68が存在している。これは、銀塩含有乳剤層上に伝熱材料68を含む層を塗布又は印刷し、その後、露光、現像処理を行うことで、細線構造物54の開口60に伝熱材料68を存在させることができる。上述の伝熱材料68を含む層は、導電性微粒子とバインダーにて構成することができる。導電性微粒子及びバインダーの質量比(導電性微粒子/バインダー)は1/33〜5.0/1が好ましく、1/3〜3.0/1がより好ましい。
伝熱材料68を含む層は、上述したように、塗布、印刷等の方法で一様に付着、成膜することで得られる。塗布及び印刷の方法としては、スライドコータ、スロットダイコータ、カーテンコータ、ロールコータ、バーコータ、グラビアコータ等の塗布コータやスクリーン印刷等が用いられる。
【0031】
(導電性微粒子)
導電性微粒子は、SnO2、ZnO、TiO2、Al2O3、In2O3、MgO、BaO、及びMoO3等の金属酸化物並びにこれらの複合酸化物、そしてこれらの金属酸化物にさらに異種原子を含む金属酸化物の粒子を挙げることができる。金属酸化物としては、SnO2、ZnO、TiO2、Al2O3、In2O3、MgOが好ましく、SnO2が特に好ましい。SnO2としては、アンチモンがドープされたSnO2が好ましく、特にアンチモンが0.2〜2.0モル%ドープされたSnO2が好ましい。導電性微粒子の形状については特に制限はなく、粒状、針状等が挙げられる。また、その大きさは、球形の粒子では平均粒子径0.085〜0.12μmが好ましい。針状の場合は平均軸長が、長軸0.2〜20μm、短軸0.01〜0.02μmが好ましい。
導電性微粒子とバインダーを含有させる場合、導電性微粒子の塗布量が0.05〜10g/m2であることが好ましく、0.1〜5g/m2であることがより好ましく、0.1〜2.0g/m2であることがさらに好ましい。
【0032】
導電性微粒子の塗布量が前記上限値を超えると、透明性が実用的に不十分となり、透明性が必要な場合に、不適となる傾向がある。さらに、導電性微粒子の塗布量が前記上限値を超えると、導電性微粒子の塗布工程において均一に分散させることが難しく、製造不良が増加する傾向がある。また前記下限値未満であると、面内の発熱特性が不十分となる傾向がある。
伝熱材料68を構成する導電性微粒子を含有する層には、導電性微粒子を支持体52に密着させる目的でバインダーが付加的に用いられる。バインダーとしては水溶性ポリマーを用いることが好ましい。上記バインダーとしては、例えば、乳剤層に使用されるバインダーと同様のものを使用することができる。
【0033】
(導電性ポリマー)
伝熱材料68を含む層を、導電性ポリマーと絶縁性ポリマーにて構成するようにしてもよい。この場合、導電性ポリマーを含有する第1膜と絶縁性ポリマーを主成分とする第2膜とを積層した構成とすることも可能である。伝熱材料68を含む層を導電性ポリマーと絶縁性ポリマーの混合物を含有するものとした構成でもよい。これらの構成は、高価な導電性ポリマーの使用量を削減することができ、低価格化を実現することができる。ここで、導電性ポリマーと絶縁性ポリマーの混合物を含有する場合、例えば、導電性ポリマー10%その他のバインダー90%でブレンドして使用する形態等が考えられる。導電性ポリマーの含有量は、好ましくは50質量%以上であり、好ましくは70質量%以上であり、好ましくは80質量%以上である。
【0034】
伝熱材料68を含む層を導電性ポリマーと絶縁性ポリマーの混合物を含有する場合は、導電性ポリマーは均一に分布していても、空間的に不均一な分布をしていてもよいが、不均一な分布の場合には、層の表面に近いほど導電性ポリマーの含有率が高くなることが好ましい。なお、上述した第1膜(導電性ポリマーを主成分)と第2膜(絶縁性ポリマーを主成分)の積層構造の場合、より低価格な構成とするためには、第2膜の層厚が、第1膜の層厚よりも大きい構成とすることが好ましい。
導電性ポリマーとしては、透光性及び導電性の高いものが好ましく、ポリチオフェン類、ポリピロール類、ポリアニリン類等の電子伝導性導電性ポリマーが好ましい。
【0035】
電子伝導性ポリマーとしては、当該技術分野で既知のポリマー、例えばポリアセチレン、ポリピロール、ポリアニリン、ポリチオフェン等である。その詳細は、例えば“Advances in Synthetic Metals”,ed.P.Bernier,S.Lefrant,and G.Bidan,Elsevier,1999;“Intrinsically Conducting Polymers:An Emerging Technology”,Kluwer(1993);“Conducting Polymer Fundamentals and Applications,A Practical Approach”,P.Chandrasekhar,Kluwer,1999;及び“Handbook of Organic Conducting Molecules and Polymers”,Ed.Walwa,Vol.1−4,Marcel Dekker Inc.(1997)のような教本に見ることができる。なお、今後開発される新規な電子伝導性ポリマーも、電子伝導性ポリマーである限り同様に用いることができるということは、当業者なら容易に想到し得る。また、これらの電子伝導性ポリマーは単独で用いてもよいし、ポリマーブレンドのように複数種のポリマーを混合して用いてもよい。
絶縁性ポリマーとしては、アクリル樹脂、エステル樹脂、ウレタン樹脂、ビニル樹脂、ポリビニルアルコール、ポリビニルピロリドン、ゼラチン等が挙げられ、アクリル樹脂及びポリウレタン樹脂が好ましく、アクリル樹脂が特に好ましい。
【0036】
次に、導電性フイルム50の作製について説明する。
[導電性フイルムの作製]
導電性フイルム50は、支持体52上に設けられた銀塩含有乳剤層を所望のパターンに露光した後現像処理し、該支持体52上に、所望の形状の金属銀部を含む導電膜63を形成させることで得られる。
第1導電性フイルム50A〜第3導電性フイルム50Cのように、支持体52上に細線構造物54を形成する場合は、露光、現像処理によって、メッシュ状で、且つ、直線が略直交した形態の直線格子パターンや、交差部間の導電部分が少なくとも1つの湾曲を有する波線格子パターン等を形成することが好ましい。導電膜63の金属銀部の形状がメッシュパターンである場合において、メッシュパターンのピッチ(金属銀部の線幅と開口部の幅の合計)に特に制限はないが、5000μm以下であることが好ましい。
一方、第4導電性フイルム50Dのように、全面に銀による層70を形成する場合は、露光を、銀塩含有乳剤層全体に対して行うことで実現することができる。この場合、全面露光となるため、マスクパターン等を用意する必要がなく、製造に係る工数の削減に有利である。
【0037】
(パターン露光)
銀塩含有乳剤層をパターン状に露光する方法は、フォトマスクを利用した面露光で行ってもよいし、レーザービームによる走査露光で行ってもよい。この際、レンズを用いた屈折式露光でも反射鏡を用いた反射式露光でもよく、コンタクト露光、プロキシミティー露光、縮小投影露光、反射投影露光等の露光方式を用いることができる。
【0038】
(現像処理)
銀塩含有乳剤層は、露光がなされた後、さらに現像処理が施される。現像処理は、銀塩写真フイルムや印画紙、印刷製版用フイルム、フォトマスク用エマルジョンマスク等に用いられる通常の現像処理の技術を用いることができる。
本実施の形態では、露光及び現像処理を行うことによって、露光部分に導電部分(金属銀部)が形成されると共に、未露光部に開口部(光透過性部)が形成される。乳剤層への現像処理は、未露光部の銀塩を除去して安定化させる目的で行われる定着処理を含むことができる。乳剤層に対する定着処理は、銀塩写真フイルムや印画紙、印刷製版用フイルム、フォトマスク用エマルジョンマスク等に用いられる定着処理の技術を用いることができる。
【0039】
(レーザエッチング)
導電性フイルム50の導電膜63に対して、電気的絶縁部64となる部分にレーザ光を照射し、この部分の金属を選択的に除去する。ここで用いる条件として、レーザ波長の選択は特に重要である。レーザ波長として400nm以上を選択することにより、支持体52への損傷なく、導電膜63のエッチングが可能であり、さらには500nm以上が好ましい。導電膜63に照射するレーザ光としては、YAGレーザ、炭酸ガスレーザ等を用いることができる。導電膜63に対するレーザ光の照射は、コンピュータによって制御されるXY方向のスキャン機構を具備したレーザ照射装置により行うことができる。この場合、例えばオフラインティーチングによって、予め設定された電気的絶縁部64のパターン形状の情報をコンピュータのメモリに入力しておき、レーザ照射装置の駆動時にメモリからパターン形状の情報を読み出して、読み出した情報に基づいてスキャン機構を制御しながらレーザ光を導電膜63に照射して導電膜63に電気的絶縁部64を形成するようにしてもよい。
上述したレーザエッチングを行って電気的絶縁部64を形成する場合、導電膜63の厚さは、5μm以下が好ましい。厚すぎるとエッチングに必要なレーザ光の出力を大きくしなければならず、支持体52に損傷を生じさせるおそれがあるため好ましくない。
【0040】
なお、導電性フイルム50の作製に関しては、下記表1及び表2に記載の公開公報及び国際公開パンフレットの技術と適宜組合わせて使用することができる。「特開」、「号公報」、「号パンフレット」等の表記は省略する。
【0041】
【表1】

【0042】
【表2】
【0043】
[成形]
本実施の形態では、上述のように作製した導電性フイルム50を特定の条件下で所望の構造に成形することによって、便座ヒータ18として使用する導電性フイルム50を製造する。導電性フイルム50の成形後の形状は、2次元形状(平板状)であってもよいし、3次元形状(凹凸、曲面を有する形状)であってもよい。2次元形状の導電性フイルム50は、成形前の平板状の導電性フイルム50を特定の温度及び荷重条件下で、フイルム面と水平方向に延伸(伸長)して得ることができる。また、3次元形状の導電性フイルム50は、成形前の平板状の導電性フイルム50を、特定の温度及び荷重条件下で曲面形状、直方体形状、ボタン形状、円柱形状、又はこれらを組み合わせた形状等に成形することで得ることができる。
【0044】
成形前の導電性フイルム50を特定の温度及び荷重条件下で2次元形状に成形するための方法としては、引張成形、真空成形、圧空成形、熱プレス成形等が挙げられる。導電性フイルム50を特定の温度及び荷重条件下で2次元形状に成形するための成形装置としては、例えば、テンシロン万能試験機(エーアンドデイ社製)等が挙げられる。
また、成形前の導電性フイルム50を特定の温度及び荷重条件下で3次元形状に成形するため方法として、例えば、真空成形、圧空成形、熱プレス成形等が挙げられる。導電性フイルム50を特定の温度及び荷重条件下で3次元形状に延伸するための成形装置としては、例えば、超小型真空成形機 FVS−500型(脇坂エンジニアリング社製)等が挙げられる。
【0045】
本実施の形態に係る製造方法では、成形前の導電性フイルム50を、110〜300℃の温度下で成形するが、120〜280℃の温度下で成形することが好ましく、130〜250℃の温度下で成形することがより好ましく、140〜240℃の温度下で成形することがさらに好ましく、150〜220℃の温度下で成形することが特に好ましい。すなわち、導電性フイルム50の成形温度は、一般的な樹脂の成形条件よりも高温であることが好ましい。温度が低すぎると、導電性フイルム50の柔軟性が十分でなく、所望の形状に成形しにくく、また、成形により導電性が損なわれやすい。一方、温度が高すぎても、導電性フイルム50が溶けてしまい好ましくない。上記温度は、成形機の設定温度、すなわち、成形時の雰囲気の温度を意味する。
【0046】
本実施の形態に係る製造方法では、荷重5〜235kg/cm2の条件下で成形するが、10〜150kg/cm2の条件下で成形することが好ましく、15〜50kg/cm2の条件下で成形することがより好ましい。すなわち、導電性フイルム50を、一般的な樹脂の成形条件よりもより大きな荷重下で成形することが好ましい。荷重が小さすぎると、導電性フイルム50を所望の形状に成形することが難しい。一方、荷重が大きすぎても、フイルム及び導電膜が破断するおそれがあるため好ましくない。
ここで、荷重とは、成形時に導電性フイルム50の単位面積当たりにかかる重量を意味する。すなわち、導電性フイルム50を引張成形する場合には、導電性フイルム50の引張方向に垂直な断面の単位面積当たりにかかる引張強度を意味する。真空成形においては真空引きした際に導電性フイルム50の単位面積当たりにかかる負圧を意味し、圧空成形においては、導電性フイルム50の単位面積当たりにかかる空気圧を意味する。
【0047】
本実施の形態に係る製造方法では、成形前の導電性フイルム50を成形によって110%以上、好ましくは115%以上、さらに好ましくは130%以上延伸して導電性フイルム50を製造することが好ましい。上記温度及び荷重条件下で成形することにより、導電性フイルム50を110%以上に延伸しながらも金属銀部の破断を防ぐことができる。通常、導電性フイルム50を110%以上延伸した場合には、導電膜63の金属銀部が破断するおそれがある。しかし、上記温度及び荷重条件下で成形すると、導電性フイルム50を110%以上に成形した場合であっても、導電膜63の金属銀部に破断が生じにくい。すなわち、上述の温度及び荷重条件下で成形することで、従来に比べて導電性フイルム50の成形の自由度が上がり、より柔軟に導電性フイルム50の形状の設計を行うことができる。
導電性フイルム50の延伸率の上限に特に制限はないが、250%以下、好ましくは200%以下の延伸率で延伸することにより、導電膜63の金属銀部の破断をより確実に防ぐことができる。
ここで、導電性フイルム50を110%以上延伸する(110%以上の延伸率で延伸する)とは、導電性フイルム50の面上において、成形により最も高い延伸率で延伸された延伸方向の両端を結ぶ線(面上に沿って引いた線)の最短長さが、成形前の導電性フイルム50における対応する方向の両端を結ぶ線(面上に沿って引いた線)の最短長さを100%としたときに、110%以上となっていることを意味する。
【0048】
本実施の形態に係る製造方法において、成形における延伸速度は、1000mm/min以下であることが好ましく、50〜1000mm/minであることがより好ましく、50〜300mm/minであることがさらに好ましい。ここで、延伸速度とは、導電性フイルム50の面上において、成形により最も高い延伸率で延伸された延伸方向への延伸速度を意味する。延伸速度が速すぎると、導電膜63の金属銀部が破断しやすく、延伸速度が遅すぎると、所望の形状に成形することが困難となり、また、生産性にも劣り好ましくない。
延伸速度は一定であることが好ましい。
【0049】
本実施の形態に係る製造方法において、成形における延伸率Yと成形温度X(℃)は下記式(I)を満たすことが好ましい。
Y≦0.0081X+0.4286 (I)
(但し、Xは80〜230である。)
上記式(I)を満たす条件下で成形することにより、導電膜63の破断をより抑えることができる。
【0050】
また、当該成形における延伸率Yと成形速度Z(mm/min)は下記式(II)を満たすことが好ましい。
Y≦−0.0006Z+2.3494 (II)
(但し、Zは50〜1000である。)
上記式(II)を満たす条件下で成形することにより、導電膜63の破断をより抑えることができる。
【0051】
本実施の形態に係る製造方法において、上述の成形は相対湿度70%以上、より好ましくは80〜95%の雰囲気下で行うことが好ましい。このような相対湿度下で成形することにより、バインダーである水溶性高分子(ゼラチン)が膨潤し、延伸されやすいという利点がある。
【0052】
本実施の形態において、導電性フイルム50の表面抵抗率(オーム/sq.(□))をR1、導電性フイルム50の表面抵抗率(オーム/sq.)をR2とすると、R2/R1<3を満足することが好ましく、R2/R1<2を満足することがより好ましい。例えば、導電性フイルム50を110%延伸した場合、115%延伸した場合、120%延伸した場合、140%延伸した場合、160%延伸した場合、180%延伸した場合、さらには200%に延伸した場合であっても、R2/R1が上記条件を満たすことが好ましい。
また、R2は50オーム/sq.以下であることが好ましく、0.01〜50オーム/sq.であることがより好ましく、0.1〜30オーム/sq.であることがさらに好ましく、0.1〜10オーム/sq.であることが特に好ましい。
【実施例】
【0053】
[第1実施例]
実施例1〜5及び比較例1について、電極部56間の抵抗値、消費電力、発熱分布及び貼り合わせ回数を確認した。実施例1〜3及び5については光透過率も確認した。
<サンプルA>
[乳剤の調製]
・1液:
水 750mL
フタル化処理ゼラチン 20g
塩化ナトリウム 3g
1,3−ジメチルイミダゾリジン−2−チオン 20mg
ベンゼンチオスルホン酸ナトリウム 10mg
クエン酸 0.7g
・2液:
水 300mL
硝酸銀 150g
・3液:
水 300mL
塩化ナトリウム 38g
臭化カリウム 32g
ヘキサクロロイリジウム(III)酸カリウム
(0.005%KCl 20%水溶液) 5mL
ヘキサクロロロジウム酸アンモニウム
(0.001%NaCl 20%水溶液) 7mL
3液に用いるヘキサクロロイリジウム(III)酸カリウム(0.005%KCl 20%水溶液)及びヘキサクロロロジウム酸アンモニウム(0.001%NaCl 20%水溶液)は、それぞれの錯体粉末をそれぞれKCl20%水溶液、NaCl20%水溶液に溶解し、40℃で120分間加熱して調製した。
【0054】
38℃、pH4.5に保たれた1液に、2液と3液の各々90%に相当する量を攪拌しながら同時に20分間にわたって加え、0.16μmの核粒子を形成した。続いて下記4液、5液を8分間にわたって加え、さらに、2液と3液の残りの10%の量を2分間にわたって加え、0.21μmまで成長させた。さらに、ヨウ化カリウム0.15gを加え5分間熟成し粒子形成を終了した。
・4液:
水 100mL
硝酸銀 50g
・5液:
水 100mL
塩化ナトリウム 13g
臭化カリウム 11g
黄血塩 5mg
その後、常法に従ってフロキュレーション法によって水洗した。具体的には、温度を35℃に下げ、硫酸を用いてハロゲン化銀が沈降するまでpHを下げた(pH3.6±0.2の範囲であった)。次に、上澄み液を約3リットル除去した(第一水洗)。さらに3リットルの蒸留水を加えてから、ハロゲン化銀が沈降するまで硫酸を加えた。再度、上澄み液を3リットル除去した(第二水洗)。第二水洗と同じ操作をさらに1回繰り返して(第三水洗)、水洗・脱塩行程を終了した。水洗・脱塩後の乳剤をpH6.4、pAg7.5に調整し、安定剤として1,3,3a,7−テトラアザインデン100mg、防腐剤としてプロキセル(商品名、ICI Co.,Ltd.製)100mgを加えた。最終的に塩化銀を70モル%、沃化銀を0.08モル%含む平均粒子径0.22μm、変動係数9%のヨウ塩臭化銀立方体粒子乳剤を得た。最終的に乳剤として、pH=6.4、pAg=7.5、電導度=4000μS/cm、密度=1.4×103kg/m3、粘度=20mPa・sとなった。
【0055】
[乳剤層塗布液の調製]
上記乳剤に下記化合物(Cpd−1)8.0×10−4モル/モルAg、1,3,3a,7−テトラアザインデン1.2×10−4モル/モルAgを添加しよく混合した。次いで、膨潤率調製のため必要により、下記化合物(Cpd−2)を添加し、クエン酸を用いて塗布液pHを5.6に調整した。
【0056】
【化1】
【0057】
[支持体]
支持体52として、上面から見て長方形状で、厚さが100μmのPETフイルムの両面にコロナ放電処理を行い、表面親水化処理したものを用いた。
【0058】
[感光フイルムの調製]
上記のコロナ放電処理PETフイルムに、上記の乳剤層塗布液をAg7.8g/m2、ゼラチン1.0g/m2になるように塗布した。
得られた感光フイルムは、乳剤層の銀/バインダー体積比率(銀/GEL比(vol))が1/1であった。
【0059】
[露光・現像処理]
次いで、上記感光フイルムにライン/スペース=10μm/290μmの現像銀像を与えうる格子状のフォトマスクライン/スペース=290μm/10μm(ピッチ300μm)の、スペースが格子状であるフォトマスクを介して高圧水銀ランプを光源とした平行光を用いて露光した。このとき、電極部を形成するための露光、すなわち、1つの辺に沿って一定幅の帯状の露光も併せて行った。その後、定着、水洗、乾燥という工程を含む処理を行った。
【0060】
(現像液の組成)
現像液1リットル中に、以下の化合物が含まれる。
ハイドロキノン 15g/L
亜硫酸ナトリウム 30g/L
炭酸カリウム 40g/L
エチレンジアミン・四酢酸 2g/L
臭化カリウム 3g/L
ポリエチレングリコール2000 1g/L
水酸化カリウム 4g/L
pH10.5に調整
(定着液の組成)
定着液1リットル中に、以下の化合物が含まれる。
チオ硫酸アンモニウム(75%) 300ml
亜硫酸アンモニウム・一水塩 25g/L
1,3-ジアミノプロパン・四酢酸 8g/L
酢酸 5g/L
アンモニア水(27%) 1g/L
ヨウ化カリウム 2g/L
pH6.2に調整
【0061】
メッシュ状に形成された細線構造物54と1つの辺に沿って形成された開口60のない金属部とを有する導電膜63を具備した導電性フイルム50を得た。導電膜63の厚さは0.2μm、細線58の線幅は10μm、細線58のピッチは300μmである。また、導電性フイルム50の表面抵抗値は25オーム/sq.であった。
この導電性フイルム50を、図3Aに示すように、U字状の便座16の形状に合わせてU字形状に切り取ってサンプルAとした。このとき、両端に金属部が残存するようにして電圧が印加される電極部56とした。
【0062】
<サンプルB>
上述したサンプルAの導電膜63にレーザエッチングを行って、図4に示すように、2つのU字状の電気的絶縁部64を形成して、細線構造物54を3つの領域66a、66b及び66cに分離してサンプルBとした。各領域66a、66b及び66cの抵抗値は同じあるいは±15%の範囲で近似している。レーザエッチングは、レーザ光のスポット径が10μmとなるように、レーザ光を照射して行った。
(レーザエッチング:加工機)
レーザ:スペクトラフィジックス製HIPPO532−11W機
ガルバノスキャナ:YE−DATA製
fθレンズ:F=100
(加工条件)
周波数:30kHz
加工点出力:140mW
走査速度:300mm/sec
繰り返し走査:1回
【0063】
<サンプルC>
上述した感光フイルムに対する露光処理において、メッシュ形状と電気的絶縁部64の形状とが合体した形状のパターン形状を有するマスクを使用して露光し、その後、現像処理して導電性フイルム50を得、さらに、U字状に切り取ってサンプルCとした。このサンプルCにおいても、上述したサンプルB(図4参照)と同様の構成を有する。
【0064】
<サンプルD>
上述した感光フイルムに対する露光処理において、マスクを使用せずに、全面露光し、その後、現像処理して、全面に銀による層70が形成された導電性フイルム50を得、さらに、U字状に切り取ってサンプルDとした(図6A参照)。このサンプルDの表面抵抗値は1オーム/sq.であった。
【0065】
<サンプルE>
上述したハロゲン化銀含有乳剤層の上部に下記6液を30ml/m2塗布して導電性微粒子層(伝熱材料68を含む層)を設けた。
・6液:
水 1000ml
ゼラチン 10g
Sbドープ酸化スズ(石原産業社製、商品名 SN100P) 40g
その他適宜、界面活性剤、防腐剤、pH調節剤を添加した。
その後、サンプルAと同様に、露光・現像処理し、U字状に切り取ってサンプルEとした(図5A参照)。
【0066】
<比較例1>
現行使用されているニクロム線とアルミ箔の組み合わせ品を比較例1とした。
<実施例1〜5>
上述したサンプルA、B、C、D、Eを、比較例1と同様に便座形状に合うように、荷重80kg/cm2にて真空圧空成形を行って110%延伸させると共に、成形用金型74の形状に合わせた。そして、成形後の導電性フイルム50を、便座16の裏面16bに粘着剤62(OCA:Optical Clear Adhesive)で貼り合わせて、実施例1、2、3、4、5とした。
【0067】
[評価]
(電極間抵抗)
比較例1、実施例1〜5について、電極部56間の抵抗値を測定した。
(光透過率)
導電性フイルム50に細線構造物54を有する実施例1〜3及び5について光透過率を測定した。
(消費電力、発熱分布)
室温25℃のもと、比較例1、実施例1〜5の導電性フイルム50に電極部56を介して交流電圧を印加して、導電性フイルム50を発熱させた。比較例1と同じ昇温温度になるように電圧を印加させ、そのときの発熱分布及び昇温時間、消費電力を測定した。ここで昇温温度とは表面温度が一定になる時間をさす。一定になったときの発熱分布を、サーモビジョン・CPA−7000(株式会社チノー製)で撮影した。また、温度測定には、サーモメーターCT−30(株式会社チノー製)で測定した。消費電力は、パワーハイテスタ3332(株式会社HIOKI製)で測定した。
評価結果を表3に示す。
【0068】
【表3】
【0069】
電極間抵抗は、実施例1〜5共に比較例1よりも低く、特に、実施例4については13オームと1桁小さくなっていた。光透過率については、細線構造物54の開口60に伝熱材料68を含む実施例5が僅かに低くなっていただけで、いずれも80%以上であり、透明性を有することがわかった。消費電力については、全面露光を行った実施例4が最も低く、その他は、比較例1も含めほとんど変化はなかった。発熱分布については、実施例1〜5のいずれもほぼ均一な発熱分布であった。これは、導電膜63に電極部56を介して電流を流した場合に、導電膜63にて発生した熱が着座面16aに伝わるまでに均一化(着座面16a全体にわたって均一化)され、その結果、発熱分布が良好になったものと考えられる。特に、電気的絶縁部64の形成による効果は、各領域66a、66b及び66cの抵抗値がほぼ同じであることから、各領域66a、66b及び66cに流れる電流値がほぼ同じになり、各領域66a、66b及び66cにおいてほぼ同じ量の発熱が生じたものと考えられる。また、伝熱材料68による効果は、開口60にゼラチンと比べて熱伝導率の高い導電性微粒子(この例では酸化スズ)を入れることで、熱伝導が良好になったためと考えられる。全面露光による効果(低消費電力及び均一な発熱分布)は、電気抵抗が低く、しかも、熱伝導が良好であることによるものと考えられる。
【0070】
[第2実施例]
上述したサンプルAにおいて、細線58のピッチを変化させた場合の発熱分布の違いをみたものである。
(実施例11〜13)
実施例11、12、13は以下のようにして作製した。
【0071】
すなわち、サンプルAにおいて、細線58のピッチを5000μm、1000μm、300μmとして導電性フイルム50を作製し、各導電性フイルム50を、便座16の形状に合うように、荷重80kg/cm2にて真空圧空成形を行って110%延伸させると共に、成形用金型74の形状に合わせた。そして、成形後の導電性フイルム50を、便座16の裏面16bに粘着剤62(OCA)で貼り合わせて、実施例11、12、13とした。なお、実施例13と上述した実施例1は共に同じピッチである。
[評価]
上述した第1実施例と同様の方法で、発熱分布を、サーモビジョン・CPA−7000(株式会社チノー製)で撮影して評価した。評価結果を表4に示す。
【0072】
【表4】
【0073】
表4から、細線58のピッチが5000μm以下の場合、ピッチ間で発熱分布に変化はなく、いずれも良好であった。
【0074】
[第3実施例]
サンプル1〜7について、導電性フイルム50の成形において、荷重によって目標延伸率だけ伸びるかどうかを確認した。
上述したサンプルAの作製過程における成形前の導電性フイルム50を30mm×100mmサイズにカットし、テンシロン万能試験機RTFシリーズ(エーアンドデイ社製)にセットして下記表5に記載の条件下で長軸方向に引張延伸した。延伸率は、マイクロスコープで金属銀部のメッシュピッチを測定することで算出し、延伸性は導電性フイルム50及び導電膜63が目標延伸率のとおりに伸びるかどうかで判断した。
【0075】
【表5】
【0076】
表5から、荷重5kg/cm2以上であれば、導電性フイルム50を目標延伸率で延伸させることができることがわかった。
【0077】
[第4実施例]
サンプル8〜36について、導電性フイルム50の成形において、式(I)又は式(II)の要件充足性と、細線58の断線(金属銀部の破断)との関係を確認した。
上述したサンプルAの作製過程における成形前の導電性フイルム50を30mm×100mmサイズにカットし、テンシロン万能試験機RTFシリーズ(エーアンドデイ社製)にセットして下記表6及び表7に記載の条件下で長軸方向に引張延伸した。
金属銀部の破断の有無は、マイクロスコープによる観察により評価した。
また、表面抵抗率(R1及びR2)は、25℃、相対湿度45%の条件下で、ロレスタGP(三菱化学アナリック社製)を用いて測定した。
【0078】
また、表6では、下記式(I)及び(II)のそれぞれの要件充足性についても評価し、下記式(I)又は(II)の要件を満たすものを○、満たさないものを×として記載した。
Y≦0.0081X+0.4286 ……(I)
Y≦−0.0006Z+2.3494 ……(II)
X:成形温度(℃)
Y:延伸率
Z:延伸速度(mm/min)
【0079】
評価結果を表6及び表7に示す。表6ではサンプル8〜36について、延伸速度、成形温度、荷重及び延伸率を示し、表7では同じくサンプル8〜36について、式(I)の要件の有無、式(II)の要件の有無、金属銀部の断線の有無、R2/R1を示している。
【0080】
【表6】
【0081】
【表7】
【0082】
表6及び表7の結果から、本実施の形態の製造方法により、所望の形状に成形され、表面抵抗率の低い導電性フイルム50が得られることがわかった。また、上記式(I)及び(II)のいずれかの要件を満たすことにより、金属銀部の破断がより抑制され、双方の要件を満たす場合には、金属銀部の破断は生じなかった。なお、成形された導電性フイルム50は、導電膜63と支持体52との密着性が維持されていた。
【0083】
なお、本発明に係る暖房便座の製造方法は、上述の実施の形態に限らず、本発明の要旨を逸脱することなく、種々の構成を採り得ることはもちろんである。
【符号の説明】
【0084】
10…便座装置 16…便座(暖房便座)
16a…着座面 16b…裏面
18…便座ヒータ 50…導電性フイルム
50A〜50D…第1導電性フイルム〜第4導電性フイルム
52…支持体 54…細線構造物
56…電極部 58…細線
60…開口 62…粘着剤
64…電気的絶縁部 66、66a〜66c…領域
70…銀による層 72…射出成形用金型
74…成形用金型
【技術分野】
【0001】
本発明は、暖房便座の製造方法に関し、便座の着座面とは反対側の面(裏面)に、発熱源を配する場合に好適な暖房便座の製造方法に関する。
【背景技術】
【0002】
従来の暖房便座は、合成樹脂製の略馬蹄形の便座の着座部に、馬蹄形の単一の面状発熱体を埋設するようにしている(特許文献1及び2参照)。この面状発熱体は馬蹄形の単一金属箔シート(アルミ箔等)と粘着テープとの間にフッ素樹脂を絶縁皮膜とした外径1mm以下のコード状ヒータを略長U字形状の連続した配線パターンで挟持したものである。
特に、特許文献2では、左右に分割された便座ヒータを単一電流系に構成することで、第一の金属箔及び第二の金属箔に使用する材料を有効活用してコスト低減を実現し、着座面への便座ヒータの貼着を容易化し、且つ、しわ、浮き等の貼着不良なく確実に行えるようにしている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平8−78143号公報
【特許文献2】特開2010−29425号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上述した従来の面状発熱体は、馬蹄形のヒータユニット構成であり、先ず、金属箔シートを便座に貼着し、さらに、金属箔シートにコード状ヒータを粘着テープで貼ることになり、コストや手間がかかる構成になっていた。
本発明はこのような課題を考慮してなされたものであり、部材の貼り付け工数を減らすことができ、暖房便座の生産性の向上、コストの低減を図ることができる暖房便座の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0005】
[1] 本発明に係る暖房便座の製造方法は、便座と、該便座に設置された便座ヒータとを備えた暖房便座の製造方法であって、前記便座の着座面とは反対側の面(裏面)に、銀塩含有層を露光現像して得られた銀薄膜を配する工程と、前記銀薄膜を、荷重5〜235kg/cm2の条件下で成形する成形工程とを含むことを特徴とする。
これにより、従来、必要であった金属箔シートを便座に貼着する工程と、金属箔シートにコード状ヒータを粘着テープで貼る工程を省略でき、例えば1回の貼り付け工程で、便座ヒータを便座の裏面に設置することができる。しかも、銀薄膜に電極を介して電流を流した場合に、銀薄膜にて発生した熱が着座面に伝わるまでに均一化(着座面全体にわたって均一化)され、発熱分布も良好となる。成形工程は、荷重10〜150kg/cm2の条件下で成形することが好ましく、荷重15〜50kg/cm2の条件下で成形することがさらに好ましい。
[2] 本発明において、前記成形工程にて成形された前記銀薄膜を、前記便座の着座面とは反対側の面(裏面)に配するようにしてもよい。この場合、成形された前記銀薄膜を、前記便座の裏面に例えば粘着剤を用いて貼り付ける等の手法を好ましく採用することができる。貼り付け工程は、この銀薄膜を、前記便座の裏面に貼り付けるだけでよいため、貼り付け工程に係る工数を低減することができる。
[3] また、本発明は、前記成形工程において、前記銀薄膜を前記荷重の条件下で成形すると共に、便座の着座面とは反対側の面(裏面)に配するようにしてもよい。この場合、銀薄膜を成形すると同時に便座の裏面に合体させることができるため、貼り付け工程に係る工数を大幅に低減することができる。
[4] インサート成形によって、前記銀薄膜を前記荷重の条件下で成形すると共に、便座の着座面とは反対側の面(裏面)に配するようにしてもよい。すなわち、インサート成形を容易に採用することができ、貼り付け工程に係る工数を大幅に低減することができる。
[5] 本発明において、前記成形工程によって、前記銀薄膜を110%以上延伸させるようにしてもよい。
[6] 本発明において、前記成形工程は、前記銀薄膜を、荷重5〜235kg/cm2、且つ、延伸率Yと成形温度X(℃)が下記式(I)を満たす条件下で成形することが好ましい。
Y≦0.0081X+0.4286 ……(I)
(但し、Xは80〜230である。)
[7] 本発明において、前記成形工程は、前記銀薄膜を、荷重5〜235kg/cm2、且つ、延伸率Yと成形速度Z(mm/min)が下記式(II)を満たす条件下で成形することが好ましい。
Y≦−0.0006Z+2.3494 ……(II)
(但し、Zは50〜1000である。)
[8] 本発明において、前記成形工程は、前記銀薄膜を、真空成形、圧空成形又は熱プレス成形により成形するようにしてもよい。
[9] 本発明において、前記成形工程は、前記銀薄膜を、相対湿度70%以上の雰囲気下で成形することが好ましい。
[10] 本発明において、前記成形工程における前記銀薄膜の延伸速度が1000mm/min以下であることが好ましい。
[11] 本発明において、前記銀薄膜は、支持体上の全面に設けられた銀による層を有するようにしてもよい。すなわち、支持体上の全面に銀による層が形成された形態となる。この場合、銀による層が発熱体及び伝熱材の役割を果たしていると考えられ、着座面に均一に熱が伝達することとなる。しかも、消費電力を後述する細線構造物の場合よりも低減することができる。
[12] 本発明において、前記銀薄膜は、支持体上に設けられた銀による細線構造物を有するようにしてもよい。この場合、細線構造物の銀が発熱体及び伝熱材の役割を果たしていると考えられ、着座面に均一に熱が伝達することとなる。
[13] [12]において、前記細線構造物は、電気的絶縁部によって、前記着座面の形状に沿った複数の領域に分離され、各前記領域は、それぞれ抵抗値が同じあるいは±15%の範囲で近似していてもよい。この場合も、各領域の銀が発熱体及び伝熱材の役割を果たしていると考えられ、着座面に均一に熱が伝達することとなる。
[14] [13]において、前記電気的絶縁部の形成をレーザエッチングで行うようにしてもよい。
[15] [12]において、前記細線構造物は、銀による細線と、前記細線で囲まれた開口とを有し、前記細線の配列ピッチが5000μm以下であってもよい。
【発明の効果】
【0006】
本発明に係る暖房便座の製造方法によれば、部材の貼り付け工数を減らすことができ、暖房便座の生産性の向上、コストの低減を図ることができる。
【図面の簡単な説明】
【0007】
【図1】本実施の形態に係る暖房便座の製造方法にて製造される暖房便座が適用されるの便座装置の全体構成を示す図である。
【図2】便座装置の構成を示す斜視図である。
【図3】図3Aは第1導電性フイルムを上面から見て示す図であり、図3Bは便座の裏面に貼り付けられた第1導電性フイルムを一部省略して示す断面図である。
【図4】第2導電性フイルムを上面から見て示す図である。
【図5】図5Aは第3導電性フイルムを上面から見て示す図であり、図5Bは便座の裏面に貼り付けられた第3導電性フイルムを一部省略して示す断面図である。
【図6】図6Aは第4導電性フイルムを上面から見て示す図であり、図6Bは便座の裏面に貼り付けられた第4導電性フイルムを一部省略して示す断面図である。
【図7】第1製造方法を示すフローチャートである。
【図8】図8Aは導電性フイルムを真空成形するための成形用金型を一部省略して示す断面図であり、図8Bは成形用金型に導電性フイルムを押し付けた状態を示す断面図である。
【図9】射出成形用金型に導電性フイルムを設置した状態を一部省略して示す断面図である。
【図10】第2製造方法を示すフローチャートである。
【図11】第3製造方法を示すフローチャートである。
【発明を実施するための形態】
【0008】
以下、本発明に係る暖房便座の製造方法の実施の形態例を図1〜図11を参照しながら説明する。なお、本明細書において数値範囲を示す「〜」は、その前後に記載される数値を下限値及び上限値として含む意味として使用される。
【0009】
先ず、本実施の形態に係る暖房便座の製造方法にて製造される暖房便座が適用される便座装置10について図1及び図2を参照しながら説明する。
便座装置10は、図1に示すように、本体部12と、本体部12を遠隔操作するための遠隔操作装置14と、使用者が着座する便座16(暖房便座)と、便座16の着座面16aとは反対の面(以下、裏面16bと記す)に設置された便座ヒータ18と、人体を検知するための人体検知センサ20とを備える。また、この便座装置10は、図2に示すように、使用者の局部を洗浄するための洗浄装置22を有する。暖房便座は、少なくとも上述した便座16と、該便座16の裏面に設置された便座ヒータ18とを有する。
図1に示すように、本体部12は、便座16の温度を検知する温度検知センサ24と、便座ヒータ18に電力を供給するヒータ駆動部26と、使用者が便座16に着座したことを検知する着座センサ28と、各機器を制御する制御部30とを含む。
制御部30は、例えば温度検知センサ24からの温度情報に基づいてヒータ駆動部26を駆動して便座16の温度を制御する。使用者が便座16に着座していない期間は、便座16の温度を初期設定温度に維持するように制御する。使用者が便座16に着座した段階で、便座16の温度を初期設定温度から好みの温度(予め設定された温度あるいはリアルタイムで設定される温度)となるように制御する。
【0010】
そして、本実施の形態に係る暖房便座の製造方法は、便座16の裏面16bに、銀塩含有層を露光現像して得られた銀薄膜を配する工程を含む。銀薄膜は、支持体上に形成された銀塩含有層を露光現像することによって支持体上に形成される導電膜であり、便座ヒータ18の発熱源となる。
この導電膜を有する導電性フイルム50について、図3A〜図6Bを参照しながら説明する。
【0011】
先ず、第1の形態に係る導電性フイルム(以下、第1導電性フイルム50Aと記す)は、図3A及び図3Bに示すように、支持体52と、該支持体52上に設けられた銀による細線構造物54と各端部に形成された電極部56とを有する。細線構造物54は、銀による細線58と、細線58で囲まれた複数の開口60とを有する。細線58の配列ピッチは、5000μm以下である。細線構造物54と電極部56にて導電膜63が構成される。この第1導電性フイルム50Aは例えば粘着剤62を介して便座16の裏面16bに貼り付けられる。
【0012】
第2の形態に係る導電性フイルム(以下、第2導電性フイルム50Bと記す)は、図4に示すように、第1導電性フイルム50Aとほぼ同様の構成を有するが、細線構造物54が、1以上の電気的絶縁部64によって、便座16の形状に沿った複数の領域66に分離されている。図4の例では、2つの電気的絶縁部64によって3つの領域66a、66b及び66cに分離された例を示している。各領域66は、それぞれ抵抗値が同じあるいは±15%の範囲で近似している。便座16の形状、特に、外周部の形状は例えばU字状を有し、電気的絶縁部64の形状も、便座16の外周部の形状に沿ってU字状とされている。相似形でもよいし、相似形でなくてもよい。各領域66の抵抗値がそれぞれ同じあるいは±15%の範囲で近似するように、電気的絶縁部64の形状を変化させてもよい。電気的絶縁部64は、細線構造物54を形成する際に同時に形成することができる。あるいは、細線構造物54を形成した後に、例えばレーザエッチングにて形成することができる。この場合も、細線構造物54と電極部56にて導電膜63が構成される。
【0013】
第3の形態に係る導電性フイルム(以下、第3導電性フイルム50Cと記す)は、図5A及び図5Bに示すように、第1導電性フイルム50Aとほぼ同様の構成を有するが、細線構造物54の開口60に、伝熱材料68を存在させている点で異なる。伝熱係数κで示すと、細線構造物54の伝熱係数κが200W/m・k以上で、細線構造物54の開口60に、伝熱係数κが10〜150W/m・kの伝熱材料68を存在させている。伝熱材料68は、導電性微粒子又は導電性ポリマーを含む。この場合、細線構造物54と電極部56と伝熱材料68にて導電膜63が構成される。
【0014】
第4の形態に係る導電性フイルム(以下、第4導電性フイルム50Dと記す)は、図6A及び図6Bに示すように、支持体52と、該支持体52上の全面に設けられた銀による層70を有する。この層70は電極部56も含む。この場合、全面の層70にて導電膜63が構成される。
上述した第1導電性フイルム50A〜第4導電性フイルム50Dは、導電膜63を含むように保護層を形成するようにしてもよい。
【0015】
そして、本実施の形態に係る暖房便座の製造方法は、図7〜図11に示すように、3つの製造方法(第1製造方法〜第3製造方法)がある。
第1製造方法は、図7のステップS1において、導電性フイルム50(導電膜63)を、荷重5〜235kg/cm2の条件下で成形する。具体的には、図8Aに示すように、導電性フイルム50を、便座16の裏面形状に合わせて曲面形状に真空成形する。この場合、便座16を射出成形する際に使用される射出成形用金型72(図9参照)とほぼ同じ寸法を有する成形用金型74を用いて真空成形する。なお、図8A、図8B、図9では、金型の形状を誇張して示してある。図8Aに示すように、便座16が例えば三次元曲面を有する場合、成形用金型74にも同様の曲面、この場合、反転した曲面が形成され、さらに、多数の吸引孔76が形成されている。例えば、便座16に凹状の曲面が形成されている場合は、成形用金型74には凸状の曲面78が形成され、この凸状の曲面78が便座16の凹状の曲面に嵌まり込む寸法関係となっている。
【0016】
そして、成形用金型74を用いた導電性フイルム50の真空成形は、図8Aに示すように、導電性フイルム50を110〜300℃に予熱した後、図8Bに示すように、導電性フイルム50を成形用金型74の凸状の曲面78に押し当て、成形用金型74から吸引孔76を介して真空に引き、導電性フイルム50側から荷重5〜235kg/cm2の空気圧を付加して行うことができる。この真空成形によって、便座16の裏面16bの形状に沿った曲面形状を有する導電性フイルム50が完成する。
その後、図7のステップS2において、成形後の導電性フイルム50を、便座16の裏面16bに例えば粘着剤62を用いて貼り付けて、便座ヒータ18が取り付けられた便座16、すなわち、暖房便座が完成する。
【0017】
第2製造方法は、インサート成形を用いる製造方法であり、図10のステップS101において、第1製造方法のステップS1と同様に、導電性フイルム50(導電膜63)を、荷重5〜235kg/cm2の条件下で成形する。
その後、ステップS102において、図9に示すように、射出成形用金型72に成形後の導電性フイルム50を設置する。このとき、射出成形用金型72内に形成されたキャビティ80のうち、便座16の裏面16bを形成するキャビティ面80aに支持体52が接触するようにして設置する。
その後、ステップS103において、射出成形用金型72のキャビティ80内に溶融樹脂を注入し、硬化することによって、便座16の裏面16bに導電性フイルム50が一体成形された便座16が完成する。この場合、便座16の裏面16bと導電膜63とが直接接触、あるいは保護層を介して対向することになる。
【0018】
第3製造方法は、第2製造方法と同様に、インサート成形を用いた製造方法であるが、先ず、ステップS201において、射出成形用金型72に成形前の導電性フイルム50を設置する点で異なる。
その後、ステップS202において、射出成形用金型72のキャビティ80内に溶融樹脂を注入し、硬化することによって、便座16の裏面16bに導電性フイルム50が一体成形された便座16が完成する。この射出成形(インサート成形)においては、導電性フイルム50を、荷重5〜235kg/cm2の条件下で成形されるように溶融樹脂の注入圧力等を調整することが好ましい。
【0019】
第1製造方法は、従来必要であった金属箔シートを便座16に貼着する工程と、金属箔シートにコード状ヒータを粘着テープで貼る工程を省略することができ、例えば1回の貼り付け工程で、導電性フイルム50(便座ヒータ18)を便座16の裏面16bに設置することができる。
第2製造方法は、溶融樹脂を射出成形して便座16を作製する際に、導電性フイルム50をインサート成形することで、導電性フイルム50が一体成形された便座16を得ることができるため、便座ヒータ18を貼り付ける工程を省略することができ、暖房便座の製造工程を簡略化することができる。
第3製造方法は、射出成形前の導電性フイルム50の成形工程を省略することができるため、暖房便座の製造工程を大幅に簡略化することができる。
【0020】
次に、上述した導電性フイルム50の各層の構成について説明する。
[支持体]
導電性フイルム50の支持体52としては、プラスチックフイルム、プラスチック板等を挙げることができる。上記プラスチックフイルム及びプラスチック板の原料としては、例えば、ポリエチレンテレフタレート(PET)、及びポリエチレンナフタレート(PEN)等のポリエステル類;ポリエチレン(PE)、ポリプロピレン(PP)、ポリスチレン、EVA等のポリオレフィン類;ポリ塩化ビニル、ポリ塩化ビニリデン等のビニル系樹脂;その他、ポリエーテルエーテルケトン(PEEK)、ポリサルホン(PSF)、ポリエーテルサルホン(PES)、ポリカーボネート(PC)、ポリアミド、ポリイミド、アクリル樹脂、トリアセチルセルロース(TAC)等を用いることができる。製造される導電性フイルム50に透過性が要求される場合には、全可視光透過率は70〜100%であることが好ましく、85〜100%であることがより好ましく、90〜100%であることがさらに好ましく、PET、PC、アクリル樹脂を好適に用いることができる。また、加工性の観点からはPETを好適に用いることができる。支持体52は、目的に応じて着色されていてもよい。
上記プラスチックフイルム及びプラスチック板は、単層で用いることもできるが、2層以上を組合わせた多層フイルムとして用いることもできる。
【0021】
支持体52には、該支持体52に対して導電膜63を強固に接着させる目的で、予め、薬品処理、機械的処理、コロナ放電処理、火焔処理、紫外線処理、高周波処理、グロー放電処理、活性プラズマ処理、レーザ処理、混酸処理、オゾン酸処理等の表面活性処理を施しておくことが好ましい。
例えば、後述するように、支持体52上にハロゲン化銀含有乳剤層を設け、この乳剤層を露光、現像して金属銀部よりなる導電膜63を形成する場合には、支持体52と導電膜63との接着性(密着性)を確保するために、(1)前記表面活性処理を施した後、該表面上に直接ハロゲン化銀含有乳剤層を設ける方法、(2)一旦、前記表面活性処理を施した後、下塗り層を設け、該下塗り層上にハロゲン化銀含有乳剤層を設ける方法、が挙げられる。中でも、前記方法(2)により、支持体52と導電膜63との密着性をより高めることができる。
【0022】
上記下塗り層は、単層でもよく2層以上でもよい。下塗り層は、塩化ビニル、塩化ビニリデン、ブタジエン、メタクリル酸、アクリル酸、イタコン酸、無水マレイン酸等の中から選ばれた単量体を出発原料とする共重合体からなってもよく、ポリエチレンイミン、エポキシ樹脂、グラフト化ゼラチン、ニトロセルロース、ゼラチンからなってもよいが、ゼラチンを含むことが好ましい。下塗り層は、支持体を膨潤させる化合物としてレゾルシンとp−クロルフェノールを含んでもよい。また、下塗り層がゼラチンを含む場合には、該下塗り層は、ゼラチン硬化剤としてクロム塩(クロム明ばん等)、アルデヒド類(ホルムアルデヒド、グルタールアルデヒド等)、イソシアネート類、活性ハロゲン化合物(2,4−ジクロロ−6−ヒドロキシ−S−トリアジン等)、エピクロルヒドリン樹脂、活性ビニルスルホン化合物等を含んでもよい。また、下塗り層は、マット剤として、SiO2、TiO2、無機物微粒子又はポリメチルメタクリレート共重合体微粒子を含んでもよい。
【0023】
[導電膜]
導電性フイルム50は、上述したように、支持体52に導電膜63が設けられている。導電膜63は支持体52の片面に設けられていてもよいし、両面に設けられていてもよい。当該導電膜63は、支持体52上に塗設されたハロゲン化銀及びバインダーを含有する銀塩含有乳剤層を所望の形状パターンで露光及び現像処理することで形成することができる。前記パターンを細線58からなる多数の格子の交点を有するメッシュ状パターンとすることで、細線構造物54を含む導電膜63を形成させることができ、これにより、導電膜63の光透過性を向上させることもできる。また、当該導電膜63は、銀塩含有乳剤層の全面に露光し、現像処理することで形成してもよい。
上記銀塩含有乳剤層は、ハロゲン化銀とバインダーの他、溶媒や染料等の添加剤を含んでもよい。上記銀塩含有乳剤層は1層でもよく、2層以上設けてもよい。乳剤層の厚さは、好ましくは0.05〜20μm、より好ましくは0.1〜10μmである。
【0024】
(銀塩)
上記銀塩含有乳剤層における銀塩はハロゲン化銀である。本実施の形態においては、光センサーとしての特性に優れるハロゲン化銀を用いることが好ましく、ハロゲン化銀に関する銀塩写真フイルムや印画紙、印刷製版用フイルム、フォトマスク用エマルジョンマスク等で用いられる技術は、本実施の形態においても用いることができる。
上記ハロゲン化銀に含有されるハロゲン元素は、塩素、臭素、ヨウ素及びフッ素のいずれであってもよく、これらの組み合わせでもよい。例えば、AgCl、AgBr、AgIを主体としたハロゲン化銀を好適に用いることができる。また、塩臭化銀、沃塩臭化銀、沃臭化銀を主体としたハロゲン化銀も好適に用いることができる。ここで、「AgBrを主体としたハロゲン化銀」とは、ハロゲン化銀組成物中に占める臭化物イオンのモル分率が50%以上のハロゲン化銀をいう。すなわち、AgBrを主体としたハロゲン化銀粒子は、臭化物イオンのほかに、沃化物イオン、塩化物イオンを含有してもよい。他のハロゲン化銀(AgCl、AgI等)を主体としたハロゲン化銀についても、上記「AgBr」を当該他のハロゲン化銀に置き換えて解釈する。
銀塩含有乳剤層中のハロゲン化銀の含有量に特に制限はないが、銀に換算して0.1〜40g/m2であることが好ましく、0.5〜25g/m2であることがより好ましく、さらに3〜25g/m2、特に5〜20g/m2、さらに7〜15g/m2であることが好ましい。
【0025】
(バインダー)
上記銀塩含有乳剤層には、ハロゲン化銀粒子を均一に分散させ、且つ、銀塩含有乳剤層と支持体52との密着を補助する目的でバインダーが含まれる。当該バインダーとしては、非水溶性ポリマー及び水溶性ポリマーのいずれを用いてもよいが、水溶性ポリマーを用いることが好ましい。具体的には、ゼラチン、ポリビニルアルコール(PVA)、ポリビニルピロリドン(PVP)、澱粉等の多糖類、セルロース及びその誘導体、ポリエチレンオキサイド、ポリサッカライド、ポリビニルアミン、キトサン、ポリリジン、ポリアクリル酸、ポリアルギン酸、ポリヒアルロン酸、カルボキシセルロース等を銀塩含有乳剤層のバインダーとして用いることができる。
本実施の形態においては、上記銀塩含有乳剤層のバインダーとして、ゼラチンが好適に用いられる。
上記銀塩含有乳剤層中のバインダーの含有量に特に制限はなく、分散性と密着性を発揮し得る範囲で適宜決定することができるが、銀(Ag)/バインダー(体積比)で1/1〜4/1であることが好ましく、1.5/1〜4/1であることがより好ましい。上記銀塩含有乳剤層中の銀/バインダー(体積比)を上記範囲内とすることで、成形後の金属銀部の破断をより確実に抑えることができる。
【0026】
(溶媒)
上記銀塩含有乳剤層の形成に用いられる溶媒に特に制限はなく、例えば、水、有機溶媒(例えば、メタノール等のアルコール類、アセトン等のケトン類、ホルムアミド等のアミド類、ジメチルスルホキシド等のスルホキシド類、酢酸エチル等のエステル類、エーテル類等)、イオン性液体、及びこれらの混合溶媒を挙げることができる。
上記銀塩含有乳剤層に用いられる溶媒の含有量は、銀塩含有乳剤層に含有される溶媒以外の成分の合計100質量部に対して30〜90質量部の範囲であり、50〜80質量部の範囲であることが好ましい。
【0027】
(アクリル系ラテックス)
上記銀塩含有乳剤層には、支持体52との密着性を向上させる観点からアクリル系ラテックスを含有させることができる。アクリル系ラテックスとしては、アクリル酸メチル、アクリル酸エチル、メタクリル酸エチル、メタクリル酸メチル、アセトキシエチルアクリレート等から選ばれる少なくとも1種のアクリル系モノマーを含む重合体の水系媒体中の分散物が挙げられる。
上記銀塩含有乳剤層におけるラテックス/ゼラチン(質量比)は0.15/1〜2.0/1であることが好ましく、0.5/1〜1.0/1であることがより好ましい。
【0028】
(その他の添加剤)
上記銀塩含有乳剤層には、さらに各種添加剤が含まれてもよい。当該添加剤として、例えば、増粘剤、酸化防止剤、マット剤、滑剤、帯電防止剤、造核促進剤、分光増感色素、界面活性剤、カブリ防止剤、硬膜剤、黒ポツ防止剤等を挙げることができる。
【0029】
[保護層]
導電性フイルム50には、導電膜63上に保護層が設けられていてもよい。保護層を設けることで、導電性フイルム50からの導電膜63の脱落をより抑制することができる。保護層は、ゼラチンや高分子ポリマー等からなることが好ましい。保護層の厚みは0.02〜0.2μm以下であることが好ましく、0.05〜0.1μmであることがより好ましい。また、保護層は、導電膜63上に直接設けられていてもよいし、導電膜63上に下塗り層を設けてからその上に設けてもよい。
【0030】
[伝熱材料]
上述した第3導電性フイルム50Cでは、細線構造物54の開口60に伝熱材料68が存在している。これは、銀塩含有乳剤層上に伝熱材料68を含む層を塗布又は印刷し、その後、露光、現像処理を行うことで、細線構造物54の開口60に伝熱材料68を存在させることができる。上述の伝熱材料68を含む層は、導電性微粒子とバインダーにて構成することができる。導電性微粒子及びバインダーの質量比(導電性微粒子/バインダー)は1/33〜5.0/1が好ましく、1/3〜3.0/1がより好ましい。
伝熱材料68を含む層は、上述したように、塗布、印刷等の方法で一様に付着、成膜することで得られる。塗布及び印刷の方法としては、スライドコータ、スロットダイコータ、カーテンコータ、ロールコータ、バーコータ、グラビアコータ等の塗布コータやスクリーン印刷等が用いられる。
【0031】
(導電性微粒子)
導電性微粒子は、SnO2、ZnO、TiO2、Al2O3、In2O3、MgO、BaO、及びMoO3等の金属酸化物並びにこれらの複合酸化物、そしてこれらの金属酸化物にさらに異種原子を含む金属酸化物の粒子を挙げることができる。金属酸化物としては、SnO2、ZnO、TiO2、Al2O3、In2O3、MgOが好ましく、SnO2が特に好ましい。SnO2としては、アンチモンがドープされたSnO2が好ましく、特にアンチモンが0.2〜2.0モル%ドープされたSnO2が好ましい。導電性微粒子の形状については特に制限はなく、粒状、針状等が挙げられる。また、その大きさは、球形の粒子では平均粒子径0.085〜0.12μmが好ましい。針状の場合は平均軸長が、長軸0.2〜20μm、短軸0.01〜0.02μmが好ましい。
導電性微粒子とバインダーを含有させる場合、導電性微粒子の塗布量が0.05〜10g/m2であることが好ましく、0.1〜5g/m2であることがより好ましく、0.1〜2.0g/m2であることがさらに好ましい。
【0032】
導電性微粒子の塗布量が前記上限値を超えると、透明性が実用的に不十分となり、透明性が必要な場合に、不適となる傾向がある。さらに、導電性微粒子の塗布量が前記上限値を超えると、導電性微粒子の塗布工程において均一に分散させることが難しく、製造不良が増加する傾向がある。また前記下限値未満であると、面内の発熱特性が不十分となる傾向がある。
伝熱材料68を構成する導電性微粒子を含有する層には、導電性微粒子を支持体52に密着させる目的でバインダーが付加的に用いられる。バインダーとしては水溶性ポリマーを用いることが好ましい。上記バインダーとしては、例えば、乳剤層に使用されるバインダーと同様のものを使用することができる。
【0033】
(導電性ポリマー)
伝熱材料68を含む層を、導電性ポリマーと絶縁性ポリマーにて構成するようにしてもよい。この場合、導電性ポリマーを含有する第1膜と絶縁性ポリマーを主成分とする第2膜とを積層した構成とすることも可能である。伝熱材料68を含む層を導電性ポリマーと絶縁性ポリマーの混合物を含有するものとした構成でもよい。これらの構成は、高価な導電性ポリマーの使用量を削減することができ、低価格化を実現することができる。ここで、導電性ポリマーと絶縁性ポリマーの混合物を含有する場合、例えば、導電性ポリマー10%その他のバインダー90%でブレンドして使用する形態等が考えられる。導電性ポリマーの含有量は、好ましくは50質量%以上であり、好ましくは70質量%以上であり、好ましくは80質量%以上である。
【0034】
伝熱材料68を含む層を導電性ポリマーと絶縁性ポリマーの混合物を含有する場合は、導電性ポリマーは均一に分布していても、空間的に不均一な分布をしていてもよいが、不均一な分布の場合には、層の表面に近いほど導電性ポリマーの含有率が高くなることが好ましい。なお、上述した第1膜(導電性ポリマーを主成分)と第2膜(絶縁性ポリマーを主成分)の積層構造の場合、より低価格な構成とするためには、第2膜の層厚が、第1膜の層厚よりも大きい構成とすることが好ましい。
導電性ポリマーとしては、透光性及び導電性の高いものが好ましく、ポリチオフェン類、ポリピロール類、ポリアニリン類等の電子伝導性導電性ポリマーが好ましい。
【0035】
電子伝導性ポリマーとしては、当該技術分野で既知のポリマー、例えばポリアセチレン、ポリピロール、ポリアニリン、ポリチオフェン等である。その詳細は、例えば“Advances in Synthetic Metals”,ed.P.Bernier,S.Lefrant,and G.Bidan,Elsevier,1999;“Intrinsically Conducting Polymers:An Emerging Technology”,Kluwer(1993);“Conducting Polymer Fundamentals and Applications,A Practical Approach”,P.Chandrasekhar,Kluwer,1999;及び“Handbook of Organic Conducting Molecules and Polymers”,Ed.Walwa,Vol.1−4,Marcel Dekker Inc.(1997)のような教本に見ることができる。なお、今後開発される新規な電子伝導性ポリマーも、電子伝導性ポリマーである限り同様に用いることができるということは、当業者なら容易に想到し得る。また、これらの電子伝導性ポリマーは単独で用いてもよいし、ポリマーブレンドのように複数種のポリマーを混合して用いてもよい。
絶縁性ポリマーとしては、アクリル樹脂、エステル樹脂、ウレタン樹脂、ビニル樹脂、ポリビニルアルコール、ポリビニルピロリドン、ゼラチン等が挙げられ、アクリル樹脂及びポリウレタン樹脂が好ましく、アクリル樹脂が特に好ましい。
【0036】
次に、導電性フイルム50の作製について説明する。
[導電性フイルムの作製]
導電性フイルム50は、支持体52上に設けられた銀塩含有乳剤層を所望のパターンに露光した後現像処理し、該支持体52上に、所望の形状の金属銀部を含む導電膜63を形成させることで得られる。
第1導電性フイルム50A〜第3導電性フイルム50Cのように、支持体52上に細線構造物54を形成する場合は、露光、現像処理によって、メッシュ状で、且つ、直線が略直交した形態の直線格子パターンや、交差部間の導電部分が少なくとも1つの湾曲を有する波線格子パターン等を形成することが好ましい。導電膜63の金属銀部の形状がメッシュパターンである場合において、メッシュパターンのピッチ(金属銀部の線幅と開口部の幅の合計)に特に制限はないが、5000μm以下であることが好ましい。
一方、第4導電性フイルム50Dのように、全面に銀による層70を形成する場合は、露光を、銀塩含有乳剤層全体に対して行うことで実現することができる。この場合、全面露光となるため、マスクパターン等を用意する必要がなく、製造に係る工数の削減に有利である。
【0037】
(パターン露光)
銀塩含有乳剤層をパターン状に露光する方法は、フォトマスクを利用した面露光で行ってもよいし、レーザービームによる走査露光で行ってもよい。この際、レンズを用いた屈折式露光でも反射鏡を用いた反射式露光でもよく、コンタクト露光、プロキシミティー露光、縮小投影露光、反射投影露光等の露光方式を用いることができる。
【0038】
(現像処理)
銀塩含有乳剤層は、露光がなされた後、さらに現像処理が施される。現像処理は、銀塩写真フイルムや印画紙、印刷製版用フイルム、フォトマスク用エマルジョンマスク等に用いられる通常の現像処理の技術を用いることができる。
本実施の形態では、露光及び現像処理を行うことによって、露光部分に導電部分(金属銀部)が形成されると共に、未露光部に開口部(光透過性部)が形成される。乳剤層への現像処理は、未露光部の銀塩を除去して安定化させる目的で行われる定着処理を含むことができる。乳剤層に対する定着処理は、銀塩写真フイルムや印画紙、印刷製版用フイルム、フォトマスク用エマルジョンマスク等に用いられる定着処理の技術を用いることができる。
【0039】
(レーザエッチング)
導電性フイルム50の導電膜63に対して、電気的絶縁部64となる部分にレーザ光を照射し、この部分の金属を選択的に除去する。ここで用いる条件として、レーザ波長の選択は特に重要である。レーザ波長として400nm以上を選択することにより、支持体52への損傷なく、導電膜63のエッチングが可能であり、さらには500nm以上が好ましい。導電膜63に照射するレーザ光としては、YAGレーザ、炭酸ガスレーザ等を用いることができる。導電膜63に対するレーザ光の照射は、コンピュータによって制御されるXY方向のスキャン機構を具備したレーザ照射装置により行うことができる。この場合、例えばオフラインティーチングによって、予め設定された電気的絶縁部64のパターン形状の情報をコンピュータのメモリに入力しておき、レーザ照射装置の駆動時にメモリからパターン形状の情報を読み出して、読み出した情報に基づいてスキャン機構を制御しながらレーザ光を導電膜63に照射して導電膜63に電気的絶縁部64を形成するようにしてもよい。
上述したレーザエッチングを行って電気的絶縁部64を形成する場合、導電膜63の厚さは、5μm以下が好ましい。厚すぎるとエッチングに必要なレーザ光の出力を大きくしなければならず、支持体52に損傷を生じさせるおそれがあるため好ましくない。
【0040】
なお、導電性フイルム50の作製に関しては、下記表1及び表2に記載の公開公報及び国際公開パンフレットの技術と適宜組合わせて使用することができる。「特開」、「号公報」、「号パンフレット」等の表記は省略する。
【0041】
【表1】
【0042】
【表2】
【0043】
[成形]
本実施の形態では、上述のように作製した導電性フイルム50を特定の条件下で所望の構造に成形することによって、便座ヒータ18として使用する導電性フイルム50を製造する。導電性フイルム50の成形後の形状は、2次元形状(平板状)であってもよいし、3次元形状(凹凸、曲面を有する形状)であってもよい。2次元形状の導電性フイルム50は、成形前の平板状の導電性フイルム50を特定の温度及び荷重条件下で、フイルム面と水平方向に延伸(伸長)して得ることができる。また、3次元形状の導電性フイルム50は、成形前の平板状の導電性フイルム50を、特定の温度及び荷重条件下で曲面形状、直方体形状、ボタン形状、円柱形状、又はこれらを組み合わせた形状等に成形することで得ることができる。
【0044】
成形前の導電性フイルム50を特定の温度及び荷重条件下で2次元形状に成形するための方法としては、引張成形、真空成形、圧空成形、熱プレス成形等が挙げられる。導電性フイルム50を特定の温度及び荷重条件下で2次元形状に成形するための成形装置としては、例えば、テンシロン万能試験機(エーアンドデイ社製)等が挙げられる。
また、成形前の導電性フイルム50を特定の温度及び荷重条件下で3次元形状に成形するため方法として、例えば、真空成形、圧空成形、熱プレス成形等が挙げられる。導電性フイルム50を特定の温度及び荷重条件下で3次元形状に延伸するための成形装置としては、例えば、超小型真空成形機 FVS−500型(脇坂エンジニアリング社製)等が挙げられる。
【0045】
本実施の形態に係る製造方法では、成形前の導電性フイルム50を、110〜300℃の温度下で成形するが、120〜280℃の温度下で成形することが好ましく、130〜250℃の温度下で成形することがより好ましく、140〜240℃の温度下で成形することがさらに好ましく、150〜220℃の温度下で成形することが特に好ましい。すなわち、導電性フイルム50の成形温度は、一般的な樹脂の成形条件よりも高温であることが好ましい。温度が低すぎると、導電性フイルム50の柔軟性が十分でなく、所望の形状に成形しにくく、また、成形により導電性が損なわれやすい。一方、温度が高すぎても、導電性フイルム50が溶けてしまい好ましくない。上記温度は、成形機の設定温度、すなわち、成形時の雰囲気の温度を意味する。
【0046】
本実施の形態に係る製造方法では、荷重5〜235kg/cm2の条件下で成形するが、10〜150kg/cm2の条件下で成形することが好ましく、15〜50kg/cm2の条件下で成形することがより好ましい。すなわち、導電性フイルム50を、一般的な樹脂の成形条件よりもより大きな荷重下で成形することが好ましい。荷重が小さすぎると、導電性フイルム50を所望の形状に成形することが難しい。一方、荷重が大きすぎても、フイルム及び導電膜が破断するおそれがあるため好ましくない。
ここで、荷重とは、成形時に導電性フイルム50の単位面積当たりにかかる重量を意味する。すなわち、導電性フイルム50を引張成形する場合には、導電性フイルム50の引張方向に垂直な断面の単位面積当たりにかかる引張強度を意味する。真空成形においては真空引きした際に導電性フイルム50の単位面積当たりにかかる負圧を意味し、圧空成形においては、導電性フイルム50の単位面積当たりにかかる空気圧を意味する。
【0047】
本実施の形態に係る製造方法では、成形前の導電性フイルム50を成形によって110%以上、好ましくは115%以上、さらに好ましくは130%以上延伸して導電性フイルム50を製造することが好ましい。上記温度及び荷重条件下で成形することにより、導電性フイルム50を110%以上に延伸しながらも金属銀部の破断を防ぐことができる。通常、導電性フイルム50を110%以上延伸した場合には、導電膜63の金属銀部が破断するおそれがある。しかし、上記温度及び荷重条件下で成形すると、導電性フイルム50を110%以上に成形した場合であっても、導電膜63の金属銀部に破断が生じにくい。すなわち、上述の温度及び荷重条件下で成形することで、従来に比べて導電性フイルム50の成形の自由度が上がり、より柔軟に導電性フイルム50の形状の設計を行うことができる。
導電性フイルム50の延伸率の上限に特に制限はないが、250%以下、好ましくは200%以下の延伸率で延伸することにより、導電膜63の金属銀部の破断をより確実に防ぐことができる。
ここで、導電性フイルム50を110%以上延伸する(110%以上の延伸率で延伸する)とは、導電性フイルム50の面上において、成形により最も高い延伸率で延伸された延伸方向の両端を結ぶ線(面上に沿って引いた線)の最短長さが、成形前の導電性フイルム50における対応する方向の両端を結ぶ線(面上に沿って引いた線)の最短長さを100%としたときに、110%以上となっていることを意味する。
【0048】
本実施の形態に係る製造方法において、成形における延伸速度は、1000mm/min以下であることが好ましく、50〜1000mm/minであることがより好ましく、50〜300mm/minであることがさらに好ましい。ここで、延伸速度とは、導電性フイルム50の面上において、成形により最も高い延伸率で延伸された延伸方向への延伸速度を意味する。延伸速度が速すぎると、導電膜63の金属銀部が破断しやすく、延伸速度が遅すぎると、所望の形状に成形することが困難となり、また、生産性にも劣り好ましくない。
延伸速度は一定であることが好ましい。
【0049】
本実施の形態に係る製造方法において、成形における延伸率Yと成形温度X(℃)は下記式(I)を満たすことが好ましい。
Y≦0.0081X+0.4286 (I)
(但し、Xは80〜230である。)
上記式(I)を満たす条件下で成形することにより、導電膜63の破断をより抑えることができる。
【0050】
また、当該成形における延伸率Yと成形速度Z(mm/min)は下記式(II)を満たすことが好ましい。
Y≦−0.0006Z+2.3494 (II)
(但し、Zは50〜1000である。)
上記式(II)を満たす条件下で成形することにより、導電膜63の破断をより抑えることができる。
【0051】
本実施の形態に係る製造方法において、上述の成形は相対湿度70%以上、より好ましくは80〜95%の雰囲気下で行うことが好ましい。このような相対湿度下で成形することにより、バインダーである水溶性高分子(ゼラチン)が膨潤し、延伸されやすいという利点がある。
【0052】
本実施の形態において、導電性フイルム50の表面抵抗率(オーム/sq.(□))をR1、導電性フイルム50の表面抵抗率(オーム/sq.)をR2とすると、R2/R1<3を満足することが好ましく、R2/R1<2を満足することがより好ましい。例えば、導電性フイルム50を110%延伸した場合、115%延伸した場合、120%延伸した場合、140%延伸した場合、160%延伸した場合、180%延伸した場合、さらには200%に延伸した場合であっても、R2/R1が上記条件を満たすことが好ましい。
また、R2は50オーム/sq.以下であることが好ましく、0.01〜50オーム/sq.であることがより好ましく、0.1〜30オーム/sq.であることがさらに好ましく、0.1〜10オーム/sq.であることが特に好ましい。
【実施例】
【0053】
[第1実施例]
実施例1〜5及び比較例1について、電極部56間の抵抗値、消費電力、発熱分布及び貼り合わせ回数を確認した。実施例1〜3及び5については光透過率も確認した。
<サンプルA>
[乳剤の調製]
・1液:
水 750mL
フタル化処理ゼラチン 20g
塩化ナトリウム 3g
1,3−ジメチルイミダゾリジン−2−チオン 20mg
ベンゼンチオスルホン酸ナトリウム 10mg
クエン酸 0.7g
・2液:
水 300mL
硝酸銀 150g
・3液:
水 300mL
塩化ナトリウム 38g
臭化カリウム 32g
ヘキサクロロイリジウム(III)酸カリウム
(0.005%KCl 20%水溶液) 5mL
ヘキサクロロロジウム酸アンモニウム
(0.001%NaCl 20%水溶液) 7mL
3液に用いるヘキサクロロイリジウム(III)酸カリウム(0.005%KCl 20%水溶液)及びヘキサクロロロジウム酸アンモニウム(0.001%NaCl 20%水溶液)は、それぞれの錯体粉末をそれぞれKCl20%水溶液、NaCl20%水溶液に溶解し、40℃で120分間加熱して調製した。
【0054】
38℃、pH4.5に保たれた1液に、2液と3液の各々90%に相当する量を攪拌しながら同時に20分間にわたって加え、0.16μmの核粒子を形成した。続いて下記4液、5液を8分間にわたって加え、さらに、2液と3液の残りの10%の量を2分間にわたって加え、0.21μmまで成長させた。さらに、ヨウ化カリウム0.15gを加え5分間熟成し粒子形成を終了した。
・4液:
水 100mL
硝酸銀 50g
・5液:
水 100mL
塩化ナトリウム 13g
臭化カリウム 11g
黄血塩 5mg
その後、常法に従ってフロキュレーション法によって水洗した。具体的には、温度を35℃に下げ、硫酸を用いてハロゲン化銀が沈降するまでpHを下げた(pH3.6±0.2の範囲であった)。次に、上澄み液を約3リットル除去した(第一水洗)。さらに3リットルの蒸留水を加えてから、ハロゲン化銀が沈降するまで硫酸を加えた。再度、上澄み液を3リットル除去した(第二水洗)。第二水洗と同じ操作をさらに1回繰り返して(第三水洗)、水洗・脱塩行程を終了した。水洗・脱塩後の乳剤をpH6.4、pAg7.5に調整し、安定剤として1,3,3a,7−テトラアザインデン100mg、防腐剤としてプロキセル(商品名、ICI Co.,Ltd.製)100mgを加えた。最終的に塩化銀を70モル%、沃化銀を0.08モル%含む平均粒子径0.22μm、変動係数9%のヨウ塩臭化銀立方体粒子乳剤を得た。最終的に乳剤として、pH=6.4、pAg=7.5、電導度=4000μS/cm、密度=1.4×103kg/m3、粘度=20mPa・sとなった。
【0055】
[乳剤層塗布液の調製]
上記乳剤に下記化合物(Cpd−1)8.0×10−4モル/モルAg、1,3,3a,7−テトラアザインデン1.2×10−4モル/モルAgを添加しよく混合した。次いで、膨潤率調製のため必要により、下記化合物(Cpd−2)を添加し、クエン酸を用いて塗布液pHを5.6に調整した。
【0056】
【化1】
【0057】
[支持体]
支持体52として、上面から見て長方形状で、厚さが100μmのPETフイルムの両面にコロナ放電処理を行い、表面親水化処理したものを用いた。
【0058】
[感光フイルムの調製]
上記のコロナ放電処理PETフイルムに、上記の乳剤層塗布液をAg7.8g/m2、ゼラチン1.0g/m2になるように塗布した。
得られた感光フイルムは、乳剤層の銀/バインダー体積比率(銀/GEL比(vol))が1/1であった。
【0059】
[露光・現像処理]
次いで、上記感光フイルムにライン/スペース=10μm/290μmの現像銀像を与えうる格子状のフォトマスクライン/スペース=290μm/10μm(ピッチ300μm)の、スペースが格子状であるフォトマスクを介して高圧水銀ランプを光源とした平行光を用いて露光した。このとき、電極部を形成するための露光、すなわち、1つの辺に沿って一定幅の帯状の露光も併せて行った。その後、定着、水洗、乾燥という工程を含む処理を行った。
【0060】
(現像液の組成)
現像液1リットル中に、以下の化合物が含まれる。
ハイドロキノン 15g/L
亜硫酸ナトリウム 30g/L
炭酸カリウム 40g/L
エチレンジアミン・四酢酸 2g/L
臭化カリウム 3g/L
ポリエチレングリコール2000 1g/L
水酸化カリウム 4g/L
pH10.5に調整
(定着液の組成)
定着液1リットル中に、以下の化合物が含まれる。
チオ硫酸アンモニウム(75%) 300ml
亜硫酸アンモニウム・一水塩 25g/L
1,3-ジアミノプロパン・四酢酸 8g/L
酢酸 5g/L
アンモニア水(27%) 1g/L
ヨウ化カリウム 2g/L
pH6.2に調整
【0061】
メッシュ状に形成された細線構造物54と1つの辺に沿って形成された開口60のない金属部とを有する導電膜63を具備した導電性フイルム50を得た。導電膜63の厚さは0.2μm、細線58の線幅は10μm、細線58のピッチは300μmである。また、導電性フイルム50の表面抵抗値は25オーム/sq.であった。
この導電性フイルム50を、図3Aに示すように、U字状の便座16の形状に合わせてU字形状に切り取ってサンプルAとした。このとき、両端に金属部が残存するようにして電圧が印加される電極部56とした。
【0062】
<サンプルB>
上述したサンプルAの導電膜63にレーザエッチングを行って、図4に示すように、2つのU字状の電気的絶縁部64を形成して、細線構造物54を3つの領域66a、66b及び66cに分離してサンプルBとした。各領域66a、66b及び66cの抵抗値は同じあるいは±15%の範囲で近似している。レーザエッチングは、レーザ光のスポット径が10μmとなるように、レーザ光を照射して行った。
(レーザエッチング:加工機)
レーザ:スペクトラフィジックス製HIPPO532−11W機
ガルバノスキャナ:YE−DATA製
fθレンズ:F=100
(加工条件)
周波数:30kHz
加工点出力:140mW
走査速度:300mm/sec
繰り返し走査:1回
【0063】
<サンプルC>
上述した感光フイルムに対する露光処理において、メッシュ形状と電気的絶縁部64の形状とが合体した形状のパターン形状を有するマスクを使用して露光し、その後、現像処理して導電性フイルム50を得、さらに、U字状に切り取ってサンプルCとした。このサンプルCにおいても、上述したサンプルB(図4参照)と同様の構成を有する。
【0064】
<サンプルD>
上述した感光フイルムに対する露光処理において、マスクを使用せずに、全面露光し、その後、現像処理して、全面に銀による層70が形成された導電性フイルム50を得、さらに、U字状に切り取ってサンプルDとした(図6A参照)。このサンプルDの表面抵抗値は1オーム/sq.であった。
【0065】
<サンプルE>
上述したハロゲン化銀含有乳剤層の上部に下記6液を30ml/m2塗布して導電性微粒子層(伝熱材料68を含む層)を設けた。
・6液:
水 1000ml
ゼラチン 10g
Sbドープ酸化スズ(石原産業社製、商品名 SN100P) 40g
その他適宜、界面活性剤、防腐剤、pH調節剤を添加した。
その後、サンプルAと同様に、露光・現像処理し、U字状に切り取ってサンプルEとした(図5A参照)。
【0066】
<比較例1>
現行使用されているニクロム線とアルミ箔の組み合わせ品を比較例1とした。
<実施例1〜5>
上述したサンプルA、B、C、D、Eを、比較例1と同様に便座形状に合うように、荷重80kg/cm2にて真空圧空成形を行って110%延伸させると共に、成形用金型74の形状に合わせた。そして、成形後の導電性フイルム50を、便座16の裏面16bに粘着剤62(OCA:Optical Clear Adhesive)で貼り合わせて、実施例1、2、3、4、5とした。
【0067】
[評価]
(電極間抵抗)
比較例1、実施例1〜5について、電極部56間の抵抗値を測定した。
(光透過率)
導電性フイルム50に細線構造物54を有する実施例1〜3及び5について光透過率を測定した。
(消費電力、発熱分布)
室温25℃のもと、比較例1、実施例1〜5の導電性フイルム50に電極部56を介して交流電圧を印加して、導電性フイルム50を発熱させた。比較例1と同じ昇温温度になるように電圧を印加させ、そのときの発熱分布及び昇温時間、消費電力を測定した。ここで昇温温度とは表面温度が一定になる時間をさす。一定になったときの発熱分布を、サーモビジョン・CPA−7000(株式会社チノー製)で撮影した。また、温度測定には、サーモメーターCT−30(株式会社チノー製)で測定した。消費電力は、パワーハイテスタ3332(株式会社HIOKI製)で測定した。
評価結果を表3に示す。
【0068】
【表3】
【0069】
電極間抵抗は、実施例1〜5共に比較例1よりも低く、特に、実施例4については13オームと1桁小さくなっていた。光透過率については、細線構造物54の開口60に伝熱材料68を含む実施例5が僅かに低くなっていただけで、いずれも80%以上であり、透明性を有することがわかった。消費電力については、全面露光を行った実施例4が最も低く、その他は、比較例1も含めほとんど変化はなかった。発熱分布については、実施例1〜5のいずれもほぼ均一な発熱分布であった。これは、導電膜63に電極部56を介して電流を流した場合に、導電膜63にて発生した熱が着座面16aに伝わるまでに均一化(着座面16a全体にわたって均一化)され、その結果、発熱分布が良好になったものと考えられる。特に、電気的絶縁部64の形成による効果は、各領域66a、66b及び66cの抵抗値がほぼ同じであることから、各領域66a、66b及び66cに流れる電流値がほぼ同じになり、各領域66a、66b及び66cにおいてほぼ同じ量の発熱が生じたものと考えられる。また、伝熱材料68による効果は、開口60にゼラチンと比べて熱伝導率の高い導電性微粒子(この例では酸化スズ)を入れることで、熱伝導が良好になったためと考えられる。全面露光による効果(低消費電力及び均一な発熱分布)は、電気抵抗が低く、しかも、熱伝導が良好であることによるものと考えられる。
【0070】
[第2実施例]
上述したサンプルAにおいて、細線58のピッチを変化させた場合の発熱分布の違いをみたものである。
(実施例11〜13)
実施例11、12、13は以下のようにして作製した。
【0071】
すなわち、サンプルAにおいて、細線58のピッチを5000μm、1000μm、300μmとして導電性フイルム50を作製し、各導電性フイルム50を、便座16の形状に合うように、荷重80kg/cm2にて真空圧空成形を行って110%延伸させると共に、成形用金型74の形状に合わせた。そして、成形後の導電性フイルム50を、便座16の裏面16bに粘着剤62(OCA)で貼り合わせて、実施例11、12、13とした。なお、実施例13と上述した実施例1は共に同じピッチである。
[評価]
上述した第1実施例と同様の方法で、発熱分布を、サーモビジョン・CPA−7000(株式会社チノー製)で撮影して評価した。評価結果を表4に示す。
【0072】
【表4】
【0073】
表4から、細線58のピッチが5000μm以下の場合、ピッチ間で発熱分布に変化はなく、いずれも良好であった。
【0074】
[第3実施例]
サンプル1〜7について、導電性フイルム50の成形において、荷重によって目標延伸率だけ伸びるかどうかを確認した。
上述したサンプルAの作製過程における成形前の導電性フイルム50を30mm×100mmサイズにカットし、テンシロン万能試験機RTFシリーズ(エーアンドデイ社製)にセットして下記表5に記載の条件下で長軸方向に引張延伸した。延伸率は、マイクロスコープで金属銀部のメッシュピッチを測定することで算出し、延伸性は導電性フイルム50及び導電膜63が目標延伸率のとおりに伸びるかどうかで判断した。
【0075】
【表5】
【0076】
表5から、荷重5kg/cm2以上であれば、導電性フイルム50を目標延伸率で延伸させることができることがわかった。
【0077】
[第4実施例]
サンプル8〜36について、導電性フイルム50の成形において、式(I)又は式(II)の要件充足性と、細線58の断線(金属銀部の破断)との関係を確認した。
上述したサンプルAの作製過程における成形前の導電性フイルム50を30mm×100mmサイズにカットし、テンシロン万能試験機RTFシリーズ(エーアンドデイ社製)にセットして下記表6及び表7に記載の条件下で長軸方向に引張延伸した。
金属銀部の破断の有無は、マイクロスコープによる観察により評価した。
また、表面抵抗率(R1及びR2)は、25℃、相対湿度45%の条件下で、ロレスタGP(三菱化学アナリック社製)を用いて測定した。
【0078】
また、表6では、下記式(I)及び(II)のそれぞれの要件充足性についても評価し、下記式(I)又は(II)の要件を満たすものを○、満たさないものを×として記載した。
Y≦0.0081X+0.4286 ……(I)
Y≦−0.0006Z+2.3494 ……(II)
X:成形温度(℃)
Y:延伸率
Z:延伸速度(mm/min)
【0079】
評価結果を表6及び表7に示す。表6ではサンプル8〜36について、延伸速度、成形温度、荷重及び延伸率を示し、表7では同じくサンプル8〜36について、式(I)の要件の有無、式(II)の要件の有無、金属銀部の断線の有無、R2/R1を示している。
【0080】
【表6】
【0081】
【表7】
【0082】
表6及び表7の結果から、本実施の形態の製造方法により、所望の形状に成形され、表面抵抗率の低い導電性フイルム50が得られることがわかった。また、上記式(I)及び(II)のいずれかの要件を満たすことにより、金属銀部の破断がより抑制され、双方の要件を満たす場合には、金属銀部の破断は生じなかった。なお、成形された導電性フイルム50は、導電膜63と支持体52との密着性が維持されていた。
【0083】
なお、本発明に係る暖房便座の製造方法は、上述の実施の形態に限らず、本発明の要旨を逸脱することなく、種々の構成を採り得ることはもちろんである。
【符号の説明】
【0084】
10…便座装置 16…便座(暖房便座)
16a…着座面 16b…裏面
18…便座ヒータ 50…導電性フイルム
50A〜50D…第1導電性フイルム〜第4導電性フイルム
52…支持体 54…細線構造物
56…電極部 58…細線
60…開口 62…粘着剤
64…電気的絶縁部 66、66a〜66c…領域
70…銀による層 72…射出成形用金型
74…成形用金型
【特許請求の範囲】
【請求項1】
便座と、該便座に設置された便座ヒータとを備えた暖房便座の製造方法であって、
前記便座の着座面とは反対側の面に、銀塩含有層を露光現像して得られた銀薄膜を配する工程と、
前記銀薄膜を、荷重5〜235kg/cm2の条件下で成形する成形工程と、
を含むことを特徴とする暖房便座の製造方法。
【請求項2】
請求項1記載の暖房便座の製造方法において、
前記成形工程にて成形された前記銀薄膜を、前記便座の着座面とは反対側の面に配することを特徴とする暖房便座の製造方法。
【請求項3】
請求項1記載の暖房便座の製造方法において、
前記成形工程において、前記銀薄膜を前記荷重の条件下で成形すると共に、便座の着座面とは反対側の面に配することを特徴とする暖房便座の製造方法。
【請求項4】
請求項3記載の暖房便座の製造方法において、
インサート成形によって、前記銀薄膜を前記荷重の条件下で成形すると共に、便座の着座面とは反対側の面に配することを特徴とする暖房便座の製造方法。
【請求項5】
請求項1〜4のいずれか1項に記載の暖房便座の製造方法において、
前記成形工程によって、前記銀薄膜を110%以上延伸させることを特徴とする暖房便座の製造方法。
【請求項6】
請求項1〜5のいずれか1項に記載の暖房便座の製造方法において、
前記成形工程は、前記銀薄膜を、荷重5〜235kg/cm2、且つ、延伸率Yと成形温度X(℃)が下記式(I)を満たす条件下で成形することを特徴とする暖房便座の製造方法。
Y≦0.0081X+0.4286 ……(I)
(但し、Xは80〜230である。)
【請求項7】
請求項1〜5のいずれか1項に記載の暖房便座の製造方法において、
前記成形工程は、前記銀薄膜を、荷重5〜235kg/cm2、且つ、延伸率Yと成形速度Z(mm/min)が下記式(II)を満たす条件下で成形することを特徴とする暖房便座の製造方法。
Y≦−0.0006Z+2.3494 ……(II)
(但し、Zは50〜1000である。)
【請求項8】
請求項1〜7のいずれか1項に記載の暖房便座の製造方法において、
前記成形工程は、前記銀薄膜を、真空成形、圧空成形又は熱プレス成形により成形することを特徴とする暖房便座の製造方法。
【請求項9】
請求項1〜8のいずれか1項に記載の暖房便座の製造方法において、
前記成形工程は、前記銀薄膜を、相対湿度70%以上の雰囲気下で成形することを特徴とする暖房便座の製造方法。
【請求項10】
請求項1〜9のいずれか1項に記載の暖房便座の製造方法において、
前記成形工程における前記銀薄膜の延伸速度が1000mm/min以下であることを特徴とする暖房便座の製造方法。
【請求項11】
請求項1〜10のいずれか1項に記載の暖房便座の製造方法において、
前記銀薄膜は、支持体上の全面に設けられた銀による層を有することを特徴とする暖房便座の製造方法。
【請求項12】
請求項1〜10のいずれか1項に記載の暖房便座の製造方法において、
前記銀薄膜は、支持体上に設けられた銀による細線構造物を有することを特徴とする暖房便座の製造方法。
【請求項13】
請求項12記載の暖房便座の製造方法において、
前記細線構造物は、電気的絶縁部によって、前記着座面の形状に沿った複数の領域に分離され、
各前記領域は、それぞれ抵抗値が同じあるいは±15%の範囲で近似していることを特徴とする暖房便座の製造方法。
【請求項14】
請求項13記載の暖房便座の製造方法において、
前記電気的絶縁部の形成をレーザエッチングで行うことを特徴とする暖房便座の製造方法。
【請求項15】
請求項12記載の暖房便座の製造方法において、
前記細線構造物は、銀による細線と、前記細線で囲まれた開口とを有し、
前記細線の配列ピッチが5000μm以上であることを特徴とする暖房便座の製造方法。
【請求項1】
便座と、該便座に設置された便座ヒータとを備えた暖房便座の製造方法であって、
前記便座の着座面とは反対側の面に、銀塩含有層を露光現像して得られた銀薄膜を配する工程と、
前記銀薄膜を、荷重5〜235kg/cm2の条件下で成形する成形工程と、
を含むことを特徴とする暖房便座の製造方法。
【請求項2】
請求項1記載の暖房便座の製造方法において、
前記成形工程にて成形された前記銀薄膜を、前記便座の着座面とは反対側の面に配することを特徴とする暖房便座の製造方法。
【請求項3】
請求項1記載の暖房便座の製造方法において、
前記成形工程において、前記銀薄膜を前記荷重の条件下で成形すると共に、便座の着座面とは反対側の面に配することを特徴とする暖房便座の製造方法。
【請求項4】
請求項3記載の暖房便座の製造方法において、
インサート成形によって、前記銀薄膜を前記荷重の条件下で成形すると共に、便座の着座面とは反対側の面に配することを特徴とする暖房便座の製造方法。
【請求項5】
請求項1〜4のいずれか1項に記載の暖房便座の製造方法において、
前記成形工程によって、前記銀薄膜を110%以上延伸させることを特徴とする暖房便座の製造方法。
【請求項6】
請求項1〜5のいずれか1項に記載の暖房便座の製造方法において、
前記成形工程は、前記銀薄膜を、荷重5〜235kg/cm2、且つ、延伸率Yと成形温度X(℃)が下記式(I)を満たす条件下で成形することを特徴とする暖房便座の製造方法。
Y≦0.0081X+0.4286 ……(I)
(但し、Xは80〜230である。)
【請求項7】
請求項1〜5のいずれか1項に記載の暖房便座の製造方法において、
前記成形工程は、前記銀薄膜を、荷重5〜235kg/cm2、且つ、延伸率Yと成形速度Z(mm/min)が下記式(II)を満たす条件下で成形することを特徴とする暖房便座の製造方法。
Y≦−0.0006Z+2.3494 ……(II)
(但し、Zは50〜1000である。)
【請求項8】
請求項1〜7のいずれか1項に記載の暖房便座の製造方法において、
前記成形工程は、前記銀薄膜を、真空成形、圧空成形又は熱プレス成形により成形することを特徴とする暖房便座の製造方法。
【請求項9】
請求項1〜8のいずれか1項に記載の暖房便座の製造方法において、
前記成形工程は、前記銀薄膜を、相対湿度70%以上の雰囲気下で成形することを特徴とする暖房便座の製造方法。
【請求項10】
請求項1〜9のいずれか1項に記載の暖房便座の製造方法において、
前記成形工程における前記銀薄膜の延伸速度が1000mm/min以下であることを特徴とする暖房便座の製造方法。
【請求項11】
請求項1〜10のいずれか1項に記載の暖房便座の製造方法において、
前記銀薄膜は、支持体上の全面に設けられた銀による層を有することを特徴とする暖房便座の製造方法。
【請求項12】
請求項1〜10のいずれか1項に記載の暖房便座の製造方法において、
前記銀薄膜は、支持体上に設けられた銀による細線構造物を有することを特徴とする暖房便座の製造方法。
【請求項13】
請求項12記載の暖房便座の製造方法において、
前記細線構造物は、電気的絶縁部によって、前記着座面の形状に沿った複数の領域に分離され、
各前記領域は、それぞれ抵抗値が同じあるいは±15%の範囲で近似していることを特徴とする暖房便座の製造方法。
【請求項14】
請求項13記載の暖房便座の製造方法において、
前記電気的絶縁部の形成をレーザエッチングで行うことを特徴とする暖房便座の製造方法。
【請求項15】
請求項12記載の暖房便座の製造方法において、
前記細線構造物は、銀による細線と、前記細線で囲まれた開口とを有し、
前記細線の配列ピッチが5000μm以上であることを特徴とする暖房便座の製造方法。
【図1】

【図2】

【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】

【図11】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2013−59501(P2013−59501A)
【公開日】平成25年4月4日(2013.4.4)
【国際特許分類】
【出願番号】特願2011−199819(P2011−199819)
【出願日】平成23年9月13日(2011.9.13)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
【公開日】平成25年4月4日(2013.4.4)
【国際特許分類】
【出願日】平成23年9月13日(2011.9.13)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
[ Back to top ]