
材料充填装置及び材料充填方法

【課題】ペースト状の材料を充填する際に、気泡が混入しにくくなる材料充填装置及び材料充填方法を提供する。
【解決手段】材料充填装置は、内部に材料Mが収納された第1容器10と、材料を押圧する押圧面112を有し、貫通穴120が形成された押圧部材110、及び、押圧部材の側面116に取り付けられたシール部材140を有し、第1容器内を摺動可能に構成された摺動部材100と、摺動部材を摺動させるための摺動機構40と、押圧部材の背面側に取り付けられた第2容器30と、を含む。押圧部材は、押圧面の少なくとも周縁領域が、押圧部材の側面に近づくほど第1容器の底面から離れるように傾斜したテーパー面となっており、貫通穴が、押圧面の周縁領域に開口が配置されるように形成されており、押圧面における開口よりも外側の領域には、開口と側面とにまたがる切り欠き130が形成されている。
【解決手段】材料充填装置は、内部に材料Mが収納された第1容器10と、材料を押圧する押圧面112を有し、貫通穴120が形成された押圧部材110、及び、押圧部材の側面116に取り付けられたシール部材140を有し、第1容器内を摺動可能に構成された摺動部材100と、摺動部材を摺動させるための摺動機構40と、押圧部材の背面側に取り付けられた第2容器30と、を含む。押圧部材は、押圧面の少なくとも周縁領域が、押圧部材の側面に近づくほど第1容器の底面から離れるように傾斜したテーパー面となっており、貫通穴が、押圧面の周縁領域に開口が配置されるように形成されており、押圧面における開口よりも外側の領域には、開口と側面とにまたがる切り欠き130が形成されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、材料充填装置及び材料充填方法に関する。
【背景技術】
【0002】
従来、ペースト状の材料(流体として挙動する材料)が収納された収納容器から、特定用途の容器(シリンジ容器)に材料を充填する技術として、収納容器内で材料を加圧し、その圧力を利用して材料を押し出すことによって、材料の充填処理を実現する技術が知られている(特許文献1及び特許文献2参照)。なお、特許文献1では、材料を加圧する治具に形成された貫通穴を介して材料を取り出す方法が開示されており、特許文献2には、材料を収納する容器に形成された貫通穴を介して材料を取り出す方法が開示されている。
【0003】
特許文献1に記載された、材料を加圧する治具(加圧治具)に形成された貫通穴を介して材料を取り出す方法では、材料と加圧治具との間に気泡が発生することがあり、この気泡がシリンジ容器内の材料に混入する恐れがある。特に、材料の粘度が高い場合には、シリンジ容器内に混入した気泡が材料から放出されず、シリンジ容器内に残ってしまう事態の発生も懸念される。また、特許文献2に記載された、材料を収納する容器に形成された貫通穴を介して材料を取り出す方法では、貫通穴が形成された容器を利用する必要があるため、材料の前処理工程の選択に制限が加えられる恐れがある。
【0004】
また、特許文献3に記載されている自転・公転方式の攪拌脱泡装置は、材料を攪拌する(混練する、混合する、分散させる)とともに、材料に内在する気泡を放出させる(すなわち脱泡する)ことが可能で、はんだペーストや液晶パネルのシーラント剤などの電子部品材料、及び、医療用の種々の材料の製造に利用されることがあった。ところで、前記したようなペースト状の材料は、通常、シリンジと呼ばれる容器に充填されて利用されるが、自転・公転方式の攪拌脱泡装置では、材料を精度よく処理するために、シリンジとは形状の異なる専用の容器が利用されることが一般的である。そのため、上記した自転・公転方式の攪拌脱泡装置によって精度よく攪拌脱泡された材料は、攪拌脱泡の専用容器からシリンジへ充填されて使用されることになる。しかしながら、専用容器からシリンジへの充填時に、材料に気泡が混入してしまうと、自転・公転方式の攪拌脱泡装置の性能を生かしきれない事態が発生しうる。このことから、自転・公転方式の攪拌脱泡装置によって処理された材料を、専用容器から、短時間で、気泡が混入しないようにシリンジに充填することが可能な技術の出現が待たれていた。
【特許文献1】実開昭52-134114号公報
【特許文献2】特開2004-182255号公報
【特許文献3】特開2000-271465号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明の一つの態様は、ペースト状の材料を充填する際に気泡が混入しにくくすることが可能で、かつ、前処理工程の制限を少なくすることが可能な材料充填装置及び材料充填方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
(1)本発明に係る材料充填装置は、
第1容器に収納された材料を第2容器に充填する装置であって、
外形が有底筒状となっており、内部に材料が収納された第1容器と、
前記第1容器内で前記材料を押圧する押圧面と、前記押圧面とは反対方向を向く背面とを有し、前記押圧面及び前記背面を貫通する貫通穴が形成された押圧部材、及び、前記押圧部材の側面に、前記押圧部材の外周を囲むように取り付けられたシール部材を有し、前記第1容器内を摺動可能に構成された摺動部材と、
前記第1容器内で前記摺動部材を摺動させるための摺動機構と、
前記押圧部材の前記背面側に取り付けられた、前記貫通穴を介して前記押圧面側の領域に連通する内部空間を有する第2容器と、
を含み、
前記摺動部材の前記押圧部材は、
前記押圧面の少なくとも周縁領域が、前記押圧部材の前記側面に近づくほど前記第1容器の底面から離れるように傾斜したテーパー面となっており、
前記貫通穴が、前記押圧面の前記周縁領域に開口が配置されるように形成されており、
前記押圧面における前記開口よりも外側の領域には、前記開口と前記側面とにまたがる切り欠きが形成されている。
【0007】
この材料充填装置では、第1容器内で摺動部材を摺動させることによって、押圧部材で材料を押圧して加圧し、材料を、貫通穴を介して第2容器に移送して充填する。そして、この材料充填装置によると、材料の移送処理工程(すなわち材料充填処理工程)で、第2容器に気泡が混入しにくくすることが可能になる。
【0008】
(2)この材料充填装置において、
前記押圧部材の前記側面には、前記押圧部材の外周に沿って延びる環状溝が形成されており、
前記シール部材は、前記環状溝上に取り付けられていてもよい。
【0009】
(3)この材料充填装置において、
前記押圧部材は、前記切り欠きが前記環状溝に至るように形成されていてもよい。
【0010】
(4)この材料充填装置において、
前記摺動機構は、前記摺動部材が回転しながら摺動するように構成されていてもよい。
【0011】
(5)この材料充填装置において、
前記摺動機構は、前記摺動部材が回転しないで摺動するように構成されていてもよい。
【0012】
(6)この材料充填装置において、
少なくとも前記第1及び第2容器を収容するチャンバと、
前記チャンバ内を減圧する減圧手段と、
をさらに含んでもよい。
【0013】
(7)本発明に係る材料充填装置は、
第1容器に収納された材料を第2容器に充填する装置であって、
外形が有底筒状となっており、内部に材料が収納された第1容器と、
前記第1容器内で前記材料を押圧する押圧面と、前記押圧面とは反対方向を向く背面とを有し、前記押圧面及び前記背面を貫通する複数の貫通穴が形成された押圧部材、及び、前記押圧部材の側面に、前記押圧部材の外周を囲むように取り付けられたシール部材を有し、前記第1容器内を摺動可能に構成された摺動部材と、
前記第1容器内で前記摺動部材を摺動させるための摺動機構と、
前記押圧部材の前記背面側に取り付けられた、前記貫通穴を介して前記押圧面側の領域に連通する内部空間を有する複数の第2容器と、
を含み、
前記摺動機構は、前記摺動部材が回転しながら摺動するように構成されている。
【0014】
この材料充填装置によると、1つの容器(第1容器)に収納された材料を、複数の容器(第2容器)に、均一に充填することが可能になる。
【0015】
(8)本発明に係る材料充填方法は、
第1容器に収納された材料を第2容器に充填する方法であって、
外形が有底筒状となっており、内部に材料が収納された第1容器と、前記第1容器内で前記材料を押圧する押圧面と、前記押圧面とは反対方向を向く背面とを有し、前記押圧面及び前記背面を貫通する貫通穴が形成された押圧部材、及び、前記押圧部材の側面に、前記押圧部材の外周を囲むように取り付けられたシール部材を有し、前記第1容器内を摺動可能に構成された摺動部材と、前記押圧部材の前記背面側に取り付けられた、前記貫通穴を介して前記押圧面側の領域に連通する内部空間を有する第2容器と、を有する材料充填装置を用意する工程と、
前記第1容器内で前記摺動部材を摺動させることにより、前記押圧面で前記材料を押圧して加圧し、前記材料を、前記貫通穴を介して、前記第1容器から前記第2容器内に移動させる工程と、
を含み、
前記摺動部材の前記押圧部材は、
前記押圧面の少なくとも周縁領域が、前記押圧部材の前記側面に近づくほど前記第1容器の底面から離れるように傾斜したテーパー面となっており、
前記貫通穴が、前記押圧面の前記周縁領域に開口が配置されるように形成されており、
前記押圧面における前記開口よりも外側の領域には、前記開口と前記側面とにまたがる切り欠きが形成されている。
【0016】
この材料充填方法によると、材料を移動させる工程(すなわち材料充填処理工程)で、第2容器に気泡が混入しにくくすることが可能になる。
【発明を実施するための最良の形態】
【0017】
以下、本発明を適用した実施の形態について図面を参照して説明する。ただし、本発明は以下の実施の形態に限定されるものではない。すなわち、以下の実施の形態で説明するすべての構成が本発明にとって必須であるとは限らない。また、本発明は、以下の内容を自由に組み合わせたものを含む。
【0018】
1.第1の実施の形態
以下、本発明を適用した第1の実施の形態について、図1〜図11を参照して説明する。
【0019】
(1)装置構成
はじめに、本実施の形態に係る材料充填装置1の構成を、図1〜図5(B)を参照して説明する。
【0020】
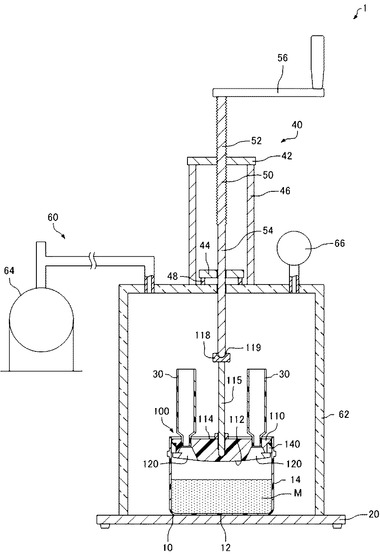
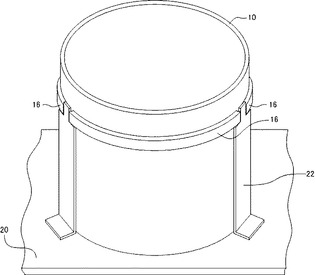
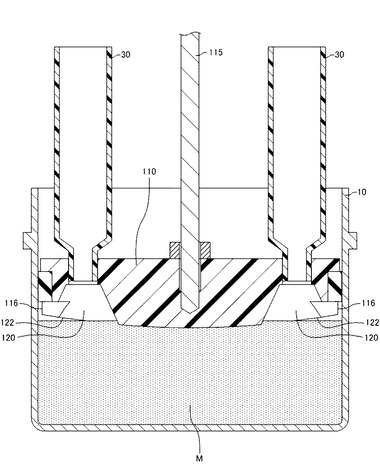
材料充填装置1は、第1容器10を有する。第1容器10は、その外形が有底筒状になっている。すなわち、第1容器10は、図1に示すように、底面12と、柱状の側面14とを含んで構成されている。なお、本実施の形態では、第1容器10の底面12の外形は円形になっており、側面14は円柱形になっている。また、第1容器10の側面14の外壁面には、第1容器10の外周に沿って延びる複数の回転防止部材16が、所定の間隔をあけて配置されている。第1容器10は、側面14の上端の開口をふさぐための、図示しない蓋体を取り付けることが可能な構成とすることが可能である。かかる構成とすることで、第1容器10を材料充填装置1に取り付ける直前まで第1容器10内を気密に保持することができるため、不純物の混入を防止することができる。また、第1容器10を、自転・公転方式の攪拌脱泡装置に適用することが可能になるため、材料Mの攪拌脱泡処理と、第2容器30への充填処理を連続して行うことが可能になる。
【0021】
そして、本実施の形態では、第1容器10には、材料Mが収納される。本実施の形態に適用可能な材料Mは、流体として挙動するものであればよく、その組成や用途は特に限定されるものではない。材料Mとして、例えば、接着剤、シーラント剤、液晶材料、半田ペースト、成型に利用される硬化性の樹脂材料、歯科用印象材料、歯科用セメント(穴埋め剤等)、粘性の強い液状の薬剤等の種々の材料を適用することができる。
【0022】
材料充填装置1は、基板20を有する。基板20は、第1容器10を保持するための保持部22を備えており、第1容器10は、当該保持部に保持されて基板20に対して固定される(図2参照)。なお、保持部22は、その上端が凸部となっており、この凸部を隣り合う2つの回転防止部材16の間にはめ込むことにより、第1容器10を基板20に対して回転不能に設定することができる(図2参照)。
【0023】
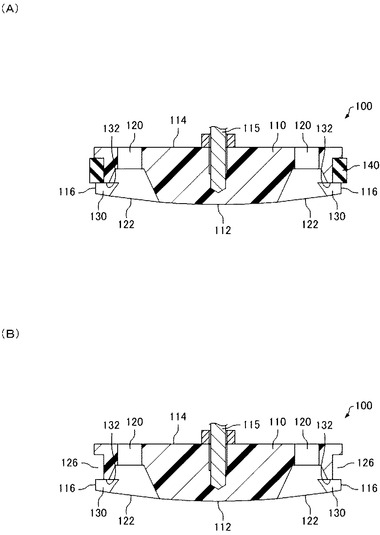
材料充填装置1は、摺動部材100を有する。摺動部材100は、押圧部材110及びシール部材140を含んで構成されている。なお、シール部材140は、押圧部材110の外周を囲む部材である。また、摺動部材100は、第1容器10(側面14)内を摺動することが可能に構成されている。以下、摺動部材100の構成について、図3(A)〜図5(B)を参照して説明する。なお、図3(A)〜図3(C)は、それぞれ、摺動部材100を、押圧面112側、背面114側、側面116側から観察した図である。また、図4(A)は図3(B)のIVA-IVA線断面図であり、図4(B)は図4(A)からシール部材140を除いた状態(すなわち押圧部材110の断面)を示す図である。そして、図5(A)は図3(B)のVA-VA線断面図であり、図5(B)は図5(A)からシール部材140を除いた状態(すなわち押圧部材110の断面)を示す図である。
【0024】
摺動部材100は、図3(A)〜図5(B)に示すように、押圧部材110を有する。押圧部材110は、押圧面112、背面114、及び、側面116を含む。ここで、押圧面112は、第1容器10内で材料Mを押圧する面であり、第1容器10の底面12と対向する面である。また、背面114は、押圧面112とは反対方向を向く面である。そして、側面116は、第1容器10の側面14と対向する面である。
【0025】
押圧部材110は、図3(C)〜図5(B)に示すように、押圧面112の少なくとも周縁領域が、側面116に近づくほど第1容器10の底面12から離れるように傾斜するテーパー面となっている。言い換えると、押圧面112は、中央部が周縁領域よりも出っ張った構造(凸状の構造)となっている。押圧部材110は、押圧面112が、すべて、テーパー面となるように構成することも可能である。
【0026】
押圧部材110には、図3(A)〜図5(B)に示すように、押圧面112及び背面114を貫通する貫通穴120が形成されている。本実施の形態では、貫通穴120は、押圧面112の周縁領域(テーパー領域)に開口122(開口の少なくとも一部)が配置されるように形成されている。また、本実施の形態では、貫通穴120は、押圧面112に向かって径が大きくなるように形成されている。そのため、押圧面112に現れる開口122は、背面114に現れる開口123よりも大きくなる(図3(A)及び図3(B)参照)。なお、本実施の形態では、1つの押圧部材110には複数の貫通穴120が形成されている。ただし、変形例として、貫通穴が1つのみ形成された押圧部材を適用することも可能である。
【0027】
押圧部材110には、また、環状溝126が形成されている(図4(B)及び図5(B)参照)。環状溝126は、押圧部材110の側面116に形成された、押圧部材110の外周に沿って延びる環状の溝である。本実施の形態では、環状溝126は、押圧部材110の側面116の全周に亘って構成されている。
【0028】
そして、押圧部材110の押圧面112には、図3(A)、図4(A)及び図4(B)に示すように、切り欠き130が形成されている。切り欠き130は、開口122(貫通穴120)よりも外側の領域に、開口122と側面116とを連通するように(開口122と側面116とにまたがるように/開口122から側面116に至るように)形成される。なお、本実施の形態では、切り欠き130は、環状溝126に至るように形成されている。すなわち、切り欠き130は、貫通穴120と環状溝126とを連通するように形成されているといえる。ただし、変形例として、切り欠き130を、環状溝126に届かないように(連通しないように)形成することや、切り欠きを有しない押圧部材を利用することも可能である(図示せず)。また、本実施の形態では、切り欠き130は、その底部132が平坦面となるように構成されている(図4(A)及び図4(B)参照)。
【0029】
押圧部材110は、また、押圧軸115を有する。押圧軸115は、押圧部材110の背面114に固定されており、その上端には、後述する押圧棒50と接触するブロック118が取り付けられている。なお、本実施の形態では、ブロック118の上面には凹部119が形成されており、押圧棒50は凹部119の底部と接触することになる。
【0030】
摺動部材100は、図3(A)〜図4(B)、及び、図5(A)に示すように、シール部材140を有する。本実施の形態に適用可能なシール部材140は、すでに公知となっているいずれかの部材、例えばU字パッキンやV字パッキン、Oリング等を適用することが可能である。シール部材140は、押圧部材110の側面116に、押圧部材110の外周を囲むように取り付けられている。本実施の形態では、シール部材140は、環状溝126上に取り付けられる。詳しくは、シール部材140は、一部が環状溝126内に配置され、一部が側面116から突出するように、押圧部材110に取り付けられる。シール部材140によって、押圧部材110(側面116)と第1容器10(側面14)との間が塞がれるため、第1容器10内で、押圧部材110によって材料Mを押圧して加圧することが可能になる。なお、本実施の形態では、切り欠き130が環状溝126に至るように構成されており、切り欠き130の底部132とシール部材140の下端面とが面一になっている。
【0031】
本実施の形態に係る材料充填装置1は、第2容器30を有する。第2容器30は、押圧部材110(摺動部材100)の背面114側に取り付けられている。具体的には、本実施の形態では、先端が貫通穴120内に挿入(圧入)されることにより、第2容器30が押圧部材110に取り付けられている。ただし、第2容器30を押圧部材110に取り付ける方法はこれに限られず、第2容器30の形状に合わせて、ねじ機構を利用するなど、適宜その方法を選択することができる。第2容器30は、貫通穴120を介して、押圧部材110の押圧面112側の領域(空間)に連通する内部空間を有する。これにより、材料充填処理時に、第1容器10と摺動部材100とによって区画される区画領域(すなわち、材料Mの収納領域)と、第2容器30の内部空間とを連通させることができ、当該内部空間に材料Mを充填することが可能になる。
【0032】
本実施の形態に係る材料充填装置1は、摺動部材100を摺動させるための摺動機構40を有する。摺動機構40は、摺動部材100(押圧部材110)を、上下方向に移動させるための機構である。本実施の形態では、摺動機構40は、摺動部材100が回転しないように、第1容器10内で摺動するように構成されている。以下、摺動機構40の構成について詳述する。
【0033】
摺動機構40は、第1容器10の上方に配置され、基板20(第1容器10)に対して固定された第1及び第2のガイド部材42,44を有する。第1のガイド部材42は支持体46を介してチャンバ62(その詳細は後述)に取り付けられており、第2のガイド部材44は支持体48を介してチャンバ62に取り付けられている。そして、第1のガイド部材42及び第2のガイド部材44には貫通穴が形成されており、押圧棒50は該貫通穴に挿通されている。これにより、押圧棒50の動作方向を、上下方向のみに規制することができる。なお、少なくとも第1のガイド部材42は、貫通穴の内壁面にねじ溝が形成されためねじ構造となっている。
【0034】
摺動機構40は、押圧棒50を有する。押圧棒50は、材料充填装置1の上下方向に移動可能に構成されており、摺動部材100(押圧部材110)を押圧する役割を果たす。押圧棒50は、上下方向に配列された、外周にねじ溝が形成されたねじ部52と、押圧部54とを有する。押圧棒50は、第1及び第2のガイド部材42,44の貫通穴に挿通されており、ねじ部52と第1のガイド部材42のねじ穴とが螺合している。すなわち、ねじ部52は、第1のガイド部材42に対しておねじの関係となっている。また、押圧棒50(押圧部54)は、チャンバ62に形成された貫通穴に挿通されて、少なくともその先端がチャンバ62内に配置される。
【0035】
摺動機構40は、また、押圧棒50を回転させるためのクランクハンドル56を有する。摺動機構40によると、第1のガイド部材42の貫通穴(ねじ穴)とねじ部52とが螺合しているため、クランクハンドル56で押圧棒50を回転させることにより、押圧棒50を上下方向に移動させることができる。ただし、本実施の形態に適用可能な摺動機構はこれに限られるものではなく、摺動部材100を押圧して摺動させることが可能ないずれかの構造を適用することが可能であり、例えばアクチュエータとして既に公知となっているいずれかの機構を利用することが可能である。
【0036】
なお、本実施の形態では、押圧棒50の先端は球状(半球状)になっており、回転方向の力を、ほとんど押圧部材110(ブロック118)に伝えないように構成されている(図1参照)。これにより、摺動部材100は、第1容器10内で回転することなく、底面12に向かって摺動することになる。
【0037】
本実施の形態に係る材料充填装置1は、少なくとも第1容器10及び第2容器30内を減圧することが可能な減圧手段60を有する。材料充填装置1では、減圧手段60は、基板20に取り付けられた状態でその内部を気密に保持することが可能なチャンバ62を有する。なお、チャンバ62は、第1容器10及び第2容器30を収納するように、基板20に取り付けられる。そして、チャンバ62内を減圧することにより、第1容器10及び第2容器30を、減圧環境下に配置することが可能になる。なお、本実施の形態では、チャンバ62には、先述した押圧棒50が挿通される貫通穴が形成されているが、チャンバ62の貫通穴と押圧棒50(押圧部54)との間に、押圧棒50を囲むように図示しないシール部材(例えばXリング)を配置することにより、チャンバ62内を気密に保持した状態で、押圧棒50を上下方向に移動させることが可能になる。
【0038】
減圧手段60は、また、チャンバ62内を減圧する減圧ポンプ64や、チャンバ62内の圧力を検出する圧力センサ66や、図示しない各種バルブを含んで構成することができる。
【0039】
(2)材料充填方法
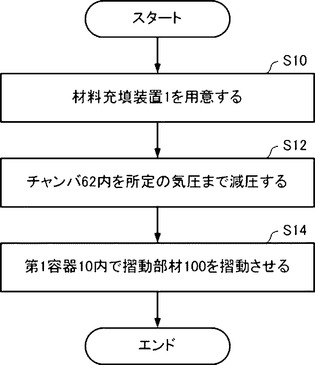
次に、本実施の形態に係る材料充填方法について説明する。図6は、材料充填方法について説明するためのフローチャート図である。
【0040】
本実施の形態に係る材料充填方法は、図6に示すように、上述した材料充填装置1を用意する工程(ステップS10)と、チャンバ62内を所定の気圧まで減圧する工程(ステップS12)と、第1容器10内で摺動部材100を摺動させる工程(ステップS14)とを含む。摺動部材100を摺動させる工程では、第1容器10内で押圧面112によって材料Mを押圧して加圧し、材料Mを、貫通穴120を介して、第1容器10から第2容器30に移動させる。すなわち、本実施の形態では、第1容器10内で摺動部材100を摺動させることにより、材料Mを第2容器30に充填させる。
【0041】
(3)材料充填装置1の作用及び効果
次に、材料充填装置1を利用して材料充填処理を行ったときの材料Mの挙動を説明しながら、材料充填装置1が奏する作用及び効果について説明する。
【0042】
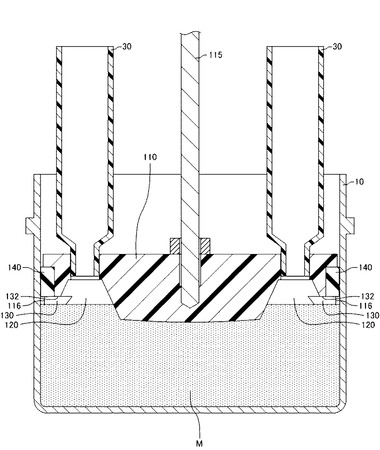
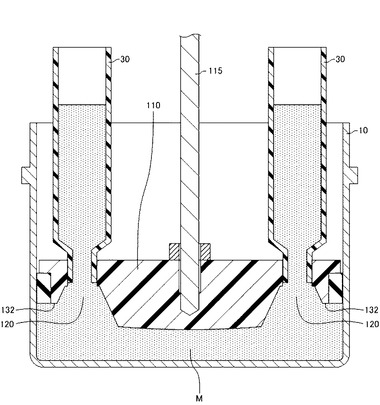
材料充填装置1では、先に説明したように、摺動部材100の押圧部材110の押圧面112がテーパー面となっている。そのため、摺動部材100を第1容器10の底面12(材料M)に向かって摺動させると、図7に示すように、はじめに、押圧面112の中央領域のみが材料Mに接触し、周縁領域(開口122)が材料Mに接触しない状態となる。さらに摺動部材100を摺動させると、押圧面112と材料Mとの接触領域が押圧面112の外周(周縁領域)に向かって広がってゆき開口122に至り、図8に示すように、材料Mの一部が貫通穴120内に入り込むことになる。次いで、図9に示すように、押圧部材110の側面116と材料Mとが接触する。次いで、図10に示すように、切り欠き130の底部132と材料Mとが接触し、ここではじめて、貫通穴120が材料Mで塞がれる。貫通穴120が材料Mで塞がれた後に、さらに摺動部材100を摺動させると、第1容器10内で材料Mの内圧が高まり、材料Mが、貫通穴120を通って第2容器30の内部空間に向かって移送され、図11に示すように、第2容器30に材料Mが充填される。
【0043】
ところで、材料充填装置1では、材料Mは、貫通穴120を塞いだ後でなければ、第2容器30に移送されることはない。そして、材料充填装置1によると、貫通穴120が材料Mによって塞がれる前に、第1容器10内の空気(減圧された空気)のほとんどを、貫通穴120を通じて排出させることができる。
【0044】
詳しくは、材料充填装置1では、押圧面112と材料Mとの接触領域が押圧面112の中央から外周に向かって広がってゆくことから、第1容器10内で、空気は、押圧面112の外周に向かって押し出されることになる。そして、摺動部材100の摺動が進むと、材料Mの一部が開口122に至るが、開口122がテーパー面上に配置されていることから、開口122の一部と材料Mとを非接触とすることができ、貫通穴120を介して、第1容器10内の空気を排出させることができる(図8参照)。摺動部材100の摺動がさらに進むと、図9に示すように、材料Mと側面116とが接触し、このとき第1容器10内の空気は、押圧部材110の側面116と第1容器10の側面14とシール部材140及び材料Mの液面とによって区画されるごく微小な環状の空間内にのみ存在することになる。しかしながら、本実施の形態では、切り欠き130が環状溝126に至るように形成されているため、この時点でも、当該微小な空間と貫通穴120とは連通しており、摺動部材100の摺動に伴って、前記した微小な空間に存する空気は貫通穴120から排出される(図9参照)。そして、この空気の排出は、切り欠き130の底部132が材料Mに接触するまで続くことになる。このことから、材料充填装置1では、材料Mが切り欠き130の底部132(シール部材)に接触するときには、第1容器10内に残存する空気の量をごく微小にすることができる。そのため、材料充填装置1によると、貫通穴120が材料Mによって塞がれる前に(すなわち、材料Mの第2容器30への移送開始前に)、第1容器10内の空気のほとんどを、貫通穴120を通じて排出することが可能になるのである。
【0045】
そのため、材料充填装置1によると、材料Mの第2容器30への移送開始後には、第1容器10内には材料Mがほとんど残っていない状態となり、第2容器30への材料の移送開始後に、第2容器30に空気が移送される事態が発生しにくくなる。このことから、材料充填装置1によると、第2容器30に充填された材料Mに気泡が混入することを、高精度に防止することができる。
【0046】
なお、材料充填装置1によると、材料Mの第2容器30への移送開始後において、押圧部材110の側面116と第1容器10の側面14との間の領域に、ごく微量の空気が、気泡となって残存する可能性がある。しかしながら、この残存気泡のうち、切り欠き130付近に存在する気泡は、材料Mの第2容器30への移動開始直後に、材料Mとともに第2容器30へ移動することになる。そして、材料Mの移動開始直後であれば、第2容器30内には少量の材料Mしか存在していないため、第2容器30に移送された気泡は、第2容器30内での材料Mの流動に伴って液面付近まで運ばれるため、第2容器30内ではじけて第2容器30から排出しやすくなる。また、押圧部材110の側面116と第1容器10の側面14との間の領域のうち、切り欠き130から遠い位置に存在する気泡は、材料Mの流動の影響を受けにくいため当該位置にとどまりやすく、これが第2容器30内に移動することが有効に防止される。このことから、第2容器30に充填された材料Mに気泡が混入することを、高精度に防止することができる。
【0047】
すなわち、この材料充填装置1及びこれを利用した材料充填方法によると、第1容器10に収納された材料Mを、気泡の混入を防止しつつ、第2容器30に移送し、充填することが可能になる。
【0048】
(4)変形例
次に、本実施の形態の変形例について説明する。
【0049】
本変形例では、材料充填装置は、摺動部材100が、第1容器10と相対的に回転しながら摺動するように構成されている。例えば、摺動機構40を、押圧棒50の回転力が押圧部材110の押圧軸115に伝わるように構成し、第1容器10を基板20に対して固定することによって、摺動部材100を、第1容器10と相対的に回転しながら摺動させることができる。
【0050】
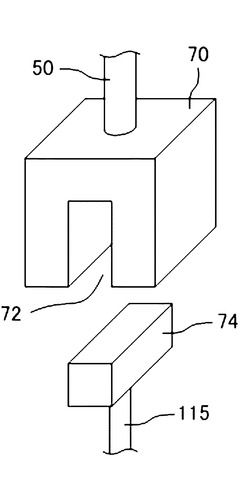
具体的には、摺動機構は、図12に示すように、押圧棒50の先端に固定された押圧ブロック70と、押圧軸115の上端に固定された被押圧ブロック74とを有する。そして、押圧ブロック70に形成された凹部72と、被押圧ブロック74とが嵌合することにより、押圧棒50と押圧軸115とが固定され、摺動部材100を、回転しながら摺動させることが可能になる。
【0051】
この摺動機構を利用すると、材料Mを第2容器30に充填する際に、摺動部材100が、第1容器10と相対的に回転しながら摺動する。すなわち、切り欠き130の位置が、第1容器10の側面14の内周に沿って移動することになる。そのため、材料Mの第2容器30への移送開始直後に、押圧部材110の側面116と、第1容器10の側面14との間の領域に残存する気泡のほぼすべてを、第2容器30へ移送することが可能になる。このことから、本変形例によれば、第2容器30に充填された材料Mに気泡が混入することを、極めて高い確率で防止することが可能になる。
【0052】
また、他の変形例として、押圧部材110として、切り欠き130が、その底面が環状溝126に至らないように形成された部材を利用することも可能である。この場合、切り欠き130は、貫通穴120(開口122)から側面116へ至る溝状の形状となる。あるいは、押圧部材110として、切り欠き130が、その底面が環状溝126よりも深い位置に至るように構成された部材を利用することも可能である。あるいは、押圧部材110として、切り欠き130が、その底面が貫通穴120側を向く傾斜面となるように構成された部材を利用することも可能である。
【0053】
2.第2の実施の形態
以下、本発明を適用した第2の実施の形態について、図13を参照して説明する。
【0054】
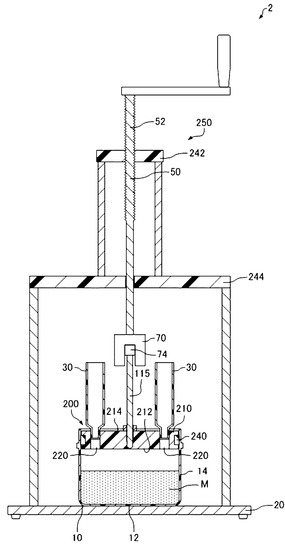
本実施の形態に係る材料充填装置2は、摺動部材200を有する。摺動部材200は、押圧部材210及びシール部材240を含む。押圧部材210は、材料Mを押圧する押圧面212と、押圧面212とは反対方向を向く背面214とを有する。そして、押圧部材210には、押圧面212及び背面214を貫通する複数の貫通穴220が形成されている。なお、本実施の形態では、押圧部材210の外形は円形となっており、複数の貫通穴220は、押圧部材210の同心円上に、等間隔に配列されている。また、本実施の形態では、押圧面212は、平坦面になっている。ただし、押圧面212はこれに限られるものではなく、周縁部に近づくほど第1容器10の底面12から離れるように傾斜したテーパー面となっていてもよく、あるいは、中央部に近づくほど第1容器10の底面から離れるように傾斜したテーパー面となっていてもよい。
【0055】
本実施の形態に係る材料充填装置2は、摺動機構250を有する。摺動機構250は、第1容器10内で、摺動部材200が回転しながら摺動するように構成されている。摺動機構250を、押圧棒50と摺動部材200とを固定するための固定治具(例えば上記した押圧ブロック70及び被押圧ブロック74)を有する構成とすることで、摺動部材200を、回転しながら上下方向に移動させることが可能になる。また、本実施の形態では、摺動機構250は、第1及び第2のガイド部材242,244を有する。第1のガイド部材242は第2のガイド部材244に固定されており、第2のガイド部材244は基板20に固定されている。そして、ガイド部材242の貫通穴は、押圧棒50のねじ部52とかみ合うねじ穴となっている。
【0056】
なお、図13に示す材料充填装置2は、真空手段を有しないで構成されている。ただし、材料充填装置2を、第1容器10及び第2容器30を減圧する真空手段を有する構成とすることも可能である。
【0057】
材料充填装置2は、第1容器10及び第2容器30を有し、第1容器10内の材料Mを第2容器30に移送し、充填する装置として構成される。本実施の形態に係る材料充填装置2のその余の構成は、上記したいずれかの内容を適用することができる。そして、材料充填装置2を利用することにより、第1容器10内の材料Mが粘性や比重の大きい材料である場合にも、複数の第2容器30に、均一に充填することが可能になる。
【0058】
詳しくは、材料充填装置2によると、第1容器10内で第2容器30が回転する。そのため、第1容器10の底面12と押圧面212とが傾いて配置されるなど、装置の加工精度が劣る場合であっても、材料充填処理工程中に各貫通穴220が受ける材料Mの累積圧力のばらつきを小さくすることができる。このことから、各第2容器30に移送される材料Mの量を均一にすることができ、複数の第2容器30に、同量ずつ材料Mを充填することが可能になる。
【図面の簡単な説明】
【0059】
【図1】第1の実施の形態に係る材料充填装置の構成を説明するための図である。
【図2】第1の実施の形態に係る材料充填装置の構成を説明するための図である。
【図3】第1の実施の形態に係る材料充填装置の構成を説明するための図である。
【図4】第1の実施の形態に係る材料充填装置の構成を説明するための図である。
【図5】第1の実施の形態に係る材料充填装置の構成を説明するための図である。
【図6】第1の実施の形態に係る材料充填方法を説明するための図である。
【図7】第1の実施の形態に係る材料充填装置の動作を説明するための図である。
【図8】第1の実施の形態に係る材料充填装置の動作を説明するための図である。
【図9】第1の実施の形態に係る材料充填装置の動作を説明するための図である。
【図10】第1の実施の形態に係る材料充填装置の動作を説明するための図である。
【図11】第1の実施の形態に係る材料充填装置の動作を説明するための図である。
【図12】第1の実施の形態の変形例について説明するための図である。
【図13】第2の実施の形態に係る材料充填装置の構成を説明するための図である。
【符号の説明】
【0060】
1…材料充填装置、 2…材料充填装置、 10…第1容器、 12…底面、 14…側面、 16…回転防止部材、 20…基板、 22…保持部、 30…第2容器、 40…摺動機構、 42…第1のガイド部材、 44…第2のガイド部材、 46…支持体、 48…支持体、 50…押圧棒、 52…ねじ部、 54…押圧部、 56…クランクハンドル、 60…減圧手段、 62…チャンバ、 64…減圧ポンプ、 66…圧力センサ、 70…押圧ブロック、 72…凹部、 74…被押圧ブロック、 100…摺動部材、 110…押圧部材、 112…押圧面、 114…背面、 115…押圧軸、 116…側面、 118…ブロック、 119…凹部、 120…貫通穴、 122…開口、 123…開口、 126…環状溝、 130…切り欠き、 132…底部、 140…シール部材、 200…摺動部材、 210…押圧部材、 212…押圧面、 214…背面、 220…貫通穴、 240…シール部材、 250…摺動機構、 M…材料
【技術分野】
【0001】
本発明は、材料充填装置及び材料充填方法に関する。
【背景技術】
【0002】
従来、ペースト状の材料(流体として挙動する材料)が収納された収納容器から、特定用途の容器(シリンジ容器)に材料を充填する技術として、収納容器内で材料を加圧し、その圧力を利用して材料を押し出すことによって、材料の充填処理を実現する技術が知られている(特許文献1及び特許文献2参照)。なお、特許文献1では、材料を加圧する治具に形成された貫通穴を介して材料を取り出す方法が開示されており、特許文献2には、材料を収納する容器に形成された貫通穴を介して材料を取り出す方法が開示されている。
【0003】
特許文献1に記載された、材料を加圧する治具(加圧治具)に形成された貫通穴を介して材料を取り出す方法では、材料と加圧治具との間に気泡が発生することがあり、この気泡がシリンジ容器内の材料に混入する恐れがある。特に、材料の粘度が高い場合には、シリンジ容器内に混入した気泡が材料から放出されず、シリンジ容器内に残ってしまう事態の発生も懸念される。また、特許文献2に記載された、材料を収納する容器に形成された貫通穴を介して材料を取り出す方法では、貫通穴が形成された容器を利用する必要があるため、材料の前処理工程の選択に制限が加えられる恐れがある。
【0004】
また、特許文献3に記載されている自転・公転方式の攪拌脱泡装置は、材料を攪拌する(混練する、混合する、分散させる)とともに、材料に内在する気泡を放出させる(すなわち脱泡する)ことが可能で、はんだペーストや液晶パネルのシーラント剤などの電子部品材料、及び、医療用の種々の材料の製造に利用されることがあった。ところで、前記したようなペースト状の材料は、通常、シリンジと呼ばれる容器に充填されて利用されるが、自転・公転方式の攪拌脱泡装置では、材料を精度よく処理するために、シリンジとは形状の異なる専用の容器が利用されることが一般的である。そのため、上記した自転・公転方式の攪拌脱泡装置によって精度よく攪拌脱泡された材料は、攪拌脱泡の専用容器からシリンジへ充填されて使用されることになる。しかしながら、専用容器からシリンジへの充填時に、材料に気泡が混入してしまうと、自転・公転方式の攪拌脱泡装置の性能を生かしきれない事態が発生しうる。このことから、自転・公転方式の攪拌脱泡装置によって処理された材料を、専用容器から、短時間で、気泡が混入しないようにシリンジに充填することが可能な技術の出現が待たれていた。
【特許文献1】実開昭52-134114号公報
【特許文献2】特開2004-182255号公報
【特許文献3】特開2000-271465号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明の一つの態様は、ペースト状の材料を充填する際に気泡が混入しにくくすることが可能で、かつ、前処理工程の制限を少なくすることが可能な材料充填装置及び材料充填方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
(1)本発明に係る材料充填装置は、
第1容器に収納された材料を第2容器に充填する装置であって、
外形が有底筒状となっており、内部に材料が収納された第1容器と、
前記第1容器内で前記材料を押圧する押圧面と、前記押圧面とは反対方向を向く背面とを有し、前記押圧面及び前記背面を貫通する貫通穴が形成された押圧部材、及び、前記押圧部材の側面に、前記押圧部材の外周を囲むように取り付けられたシール部材を有し、前記第1容器内を摺動可能に構成された摺動部材と、
前記第1容器内で前記摺動部材を摺動させるための摺動機構と、
前記押圧部材の前記背面側に取り付けられた、前記貫通穴を介して前記押圧面側の領域に連通する内部空間を有する第2容器と、
を含み、
前記摺動部材の前記押圧部材は、
前記押圧面の少なくとも周縁領域が、前記押圧部材の前記側面に近づくほど前記第1容器の底面から離れるように傾斜したテーパー面となっており、
前記貫通穴が、前記押圧面の前記周縁領域に開口が配置されるように形成されており、
前記押圧面における前記開口よりも外側の領域には、前記開口と前記側面とにまたがる切り欠きが形成されている。
【0007】
この材料充填装置では、第1容器内で摺動部材を摺動させることによって、押圧部材で材料を押圧して加圧し、材料を、貫通穴を介して第2容器に移送して充填する。そして、この材料充填装置によると、材料の移送処理工程(すなわち材料充填処理工程)で、第2容器に気泡が混入しにくくすることが可能になる。
【0008】
(2)この材料充填装置において、
前記押圧部材の前記側面には、前記押圧部材の外周に沿って延びる環状溝が形成されており、
前記シール部材は、前記環状溝上に取り付けられていてもよい。
【0009】
(3)この材料充填装置において、
前記押圧部材は、前記切り欠きが前記環状溝に至るように形成されていてもよい。
【0010】
(4)この材料充填装置において、
前記摺動機構は、前記摺動部材が回転しながら摺動するように構成されていてもよい。
【0011】
(5)この材料充填装置において、
前記摺動機構は、前記摺動部材が回転しないで摺動するように構成されていてもよい。
【0012】
(6)この材料充填装置において、
少なくとも前記第1及び第2容器を収容するチャンバと、
前記チャンバ内を減圧する減圧手段と、
をさらに含んでもよい。
【0013】
(7)本発明に係る材料充填装置は、
第1容器に収納された材料を第2容器に充填する装置であって、
外形が有底筒状となっており、内部に材料が収納された第1容器と、
前記第1容器内で前記材料を押圧する押圧面と、前記押圧面とは反対方向を向く背面とを有し、前記押圧面及び前記背面を貫通する複数の貫通穴が形成された押圧部材、及び、前記押圧部材の側面に、前記押圧部材の外周を囲むように取り付けられたシール部材を有し、前記第1容器内を摺動可能に構成された摺動部材と、
前記第1容器内で前記摺動部材を摺動させるための摺動機構と、
前記押圧部材の前記背面側に取り付けられた、前記貫通穴を介して前記押圧面側の領域に連通する内部空間を有する複数の第2容器と、
を含み、
前記摺動機構は、前記摺動部材が回転しながら摺動するように構成されている。
【0014】
この材料充填装置によると、1つの容器(第1容器)に収納された材料を、複数の容器(第2容器)に、均一に充填することが可能になる。
【0015】
(8)本発明に係る材料充填方法は、
第1容器に収納された材料を第2容器に充填する方法であって、
外形が有底筒状となっており、内部に材料が収納された第1容器と、前記第1容器内で前記材料を押圧する押圧面と、前記押圧面とは反対方向を向く背面とを有し、前記押圧面及び前記背面を貫通する貫通穴が形成された押圧部材、及び、前記押圧部材の側面に、前記押圧部材の外周を囲むように取り付けられたシール部材を有し、前記第1容器内を摺動可能に構成された摺動部材と、前記押圧部材の前記背面側に取り付けられた、前記貫通穴を介して前記押圧面側の領域に連通する内部空間を有する第2容器と、を有する材料充填装置を用意する工程と、
前記第1容器内で前記摺動部材を摺動させることにより、前記押圧面で前記材料を押圧して加圧し、前記材料を、前記貫通穴を介して、前記第1容器から前記第2容器内に移動させる工程と、
を含み、
前記摺動部材の前記押圧部材は、
前記押圧面の少なくとも周縁領域が、前記押圧部材の前記側面に近づくほど前記第1容器の底面から離れるように傾斜したテーパー面となっており、
前記貫通穴が、前記押圧面の前記周縁領域に開口が配置されるように形成されており、
前記押圧面における前記開口よりも外側の領域には、前記開口と前記側面とにまたがる切り欠きが形成されている。
【0016】
この材料充填方法によると、材料を移動させる工程(すなわち材料充填処理工程)で、第2容器に気泡が混入しにくくすることが可能になる。
【発明を実施するための最良の形態】
【0017】
以下、本発明を適用した実施の形態について図面を参照して説明する。ただし、本発明は以下の実施の形態に限定されるものではない。すなわち、以下の実施の形態で説明するすべての構成が本発明にとって必須であるとは限らない。また、本発明は、以下の内容を自由に組み合わせたものを含む。
【0018】
1.第1の実施の形態
以下、本発明を適用した第1の実施の形態について、図1〜図11を参照して説明する。
【0019】
(1)装置構成
はじめに、本実施の形態に係る材料充填装置1の構成を、図1〜図5(B)を参照して説明する。
【0020】
材料充填装置1は、第1容器10を有する。第1容器10は、その外形が有底筒状になっている。すなわち、第1容器10は、図1に示すように、底面12と、柱状の側面14とを含んで構成されている。なお、本実施の形態では、第1容器10の底面12の外形は円形になっており、側面14は円柱形になっている。また、第1容器10の側面14の外壁面には、第1容器10の外周に沿って延びる複数の回転防止部材16が、所定の間隔をあけて配置されている。第1容器10は、側面14の上端の開口をふさぐための、図示しない蓋体を取り付けることが可能な構成とすることが可能である。かかる構成とすることで、第1容器10を材料充填装置1に取り付ける直前まで第1容器10内を気密に保持することができるため、不純物の混入を防止することができる。また、第1容器10を、自転・公転方式の攪拌脱泡装置に適用することが可能になるため、材料Mの攪拌脱泡処理と、第2容器30への充填処理を連続して行うことが可能になる。
【0021】
そして、本実施の形態では、第1容器10には、材料Mが収納される。本実施の形態に適用可能な材料Mは、流体として挙動するものであればよく、その組成や用途は特に限定されるものではない。材料Mとして、例えば、接着剤、シーラント剤、液晶材料、半田ペースト、成型に利用される硬化性の樹脂材料、歯科用印象材料、歯科用セメント(穴埋め剤等)、粘性の強い液状の薬剤等の種々の材料を適用することができる。
【0022】
材料充填装置1は、基板20を有する。基板20は、第1容器10を保持するための保持部22を備えており、第1容器10は、当該保持部に保持されて基板20に対して固定される(図2参照)。なお、保持部22は、その上端が凸部となっており、この凸部を隣り合う2つの回転防止部材16の間にはめ込むことにより、第1容器10を基板20に対して回転不能に設定することができる(図2参照)。
【0023】
材料充填装置1は、摺動部材100を有する。摺動部材100は、押圧部材110及びシール部材140を含んで構成されている。なお、シール部材140は、押圧部材110の外周を囲む部材である。また、摺動部材100は、第1容器10(側面14)内を摺動することが可能に構成されている。以下、摺動部材100の構成について、図3(A)〜図5(B)を参照して説明する。なお、図3(A)〜図3(C)は、それぞれ、摺動部材100を、押圧面112側、背面114側、側面116側から観察した図である。また、図4(A)は図3(B)のIVA-IVA線断面図であり、図4(B)は図4(A)からシール部材140を除いた状態(すなわち押圧部材110の断面)を示す図である。そして、図5(A)は図3(B)のVA-VA線断面図であり、図5(B)は図5(A)からシール部材140を除いた状態(すなわち押圧部材110の断面)を示す図である。
【0024】
摺動部材100は、図3(A)〜図5(B)に示すように、押圧部材110を有する。押圧部材110は、押圧面112、背面114、及び、側面116を含む。ここで、押圧面112は、第1容器10内で材料Mを押圧する面であり、第1容器10の底面12と対向する面である。また、背面114は、押圧面112とは反対方向を向く面である。そして、側面116は、第1容器10の側面14と対向する面である。
【0025】
押圧部材110は、図3(C)〜図5(B)に示すように、押圧面112の少なくとも周縁領域が、側面116に近づくほど第1容器10の底面12から離れるように傾斜するテーパー面となっている。言い換えると、押圧面112は、中央部が周縁領域よりも出っ張った構造(凸状の構造)となっている。押圧部材110は、押圧面112が、すべて、テーパー面となるように構成することも可能である。
【0026】
押圧部材110には、図3(A)〜図5(B)に示すように、押圧面112及び背面114を貫通する貫通穴120が形成されている。本実施の形態では、貫通穴120は、押圧面112の周縁領域(テーパー領域)に開口122(開口の少なくとも一部)が配置されるように形成されている。また、本実施の形態では、貫通穴120は、押圧面112に向かって径が大きくなるように形成されている。そのため、押圧面112に現れる開口122は、背面114に現れる開口123よりも大きくなる(図3(A)及び図3(B)参照)。なお、本実施の形態では、1つの押圧部材110には複数の貫通穴120が形成されている。ただし、変形例として、貫通穴が1つのみ形成された押圧部材を適用することも可能である。
【0027】
押圧部材110には、また、環状溝126が形成されている(図4(B)及び図5(B)参照)。環状溝126は、押圧部材110の側面116に形成された、押圧部材110の外周に沿って延びる環状の溝である。本実施の形態では、環状溝126は、押圧部材110の側面116の全周に亘って構成されている。
【0028】
そして、押圧部材110の押圧面112には、図3(A)、図4(A)及び図4(B)に示すように、切り欠き130が形成されている。切り欠き130は、開口122(貫通穴120)よりも外側の領域に、開口122と側面116とを連通するように(開口122と側面116とにまたがるように/開口122から側面116に至るように)形成される。なお、本実施の形態では、切り欠き130は、環状溝126に至るように形成されている。すなわち、切り欠き130は、貫通穴120と環状溝126とを連通するように形成されているといえる。ただし、変形例として、切り欠き130を、環状溝126に届かないように(連通しないように)形成することや、切り欠きを有しない押圧部材を利用することも可能である(図示せず)。また、本実施の形態では、切り欠き130は、その底部132が平坦面となるように構成されている(図4(A)及び図4(B)参照)。
【0029】
押圧部材110は、また、押圧軸115を有する。押圧軸115は、押圧部材110の背面114に固定されており、その上端には、後述する押圧棒50と接触するブロック118が取り付けられている。なお、本実施の形態では、ブロック118の上面には凹部119が形成されており、押圧棒50は凹部119の底部と接触することになる。
【0030】
摺動部材100は、図3(A)〜図4(B)、及び、図5(A)に示すように、シール部材140を有する。本実施の形態に適用可能なシール部材140は、すでに公知となっているいずれかの部材、例えばU字パッキンやV字パッキン、Oリング等を適用することが可能である。シール部材140は、押圧部材110の側面116に、押圧部材110の外周を囲むように取り付けられている。本実施の形態では、シール部材140は、環状溝126上に取り付けられる。詳しくは、シール部材140は、一部が環状溝126内に配置され、一部が側面116から突出するように、押圧部材110に取り付けられる。シール部材140によって、押圧部材110(側面116)と第1容器10(側面14)との間が塞がれるため、第1容器10内で、押圧部材110によって材料Mを押圧して加圧することが可能になる。なお、本実施の形態では、切り欠き130が環状溝126に至るように構成されており、切り欠き130の底部132とシール部材140の下端面とが面一になっている。
【0031】
本実施の形態に係る材料充填装置1は、第2容器30を有する。第2容器30は、押圧部材110(摺動部材100)の背面114側に取り付けられている。具体的には、本実施の形態では、先端が貫通穴120内に挿入(圧入)されることにより、第2容器30が押圧部材110に取り付けられている。ただし、第2容器30を押圧部材110に取り付ける方法はこれに限られず、第2容器30の形状に合わせて、ねじ機構を利用するなど、適宜その方法を選択することができる。第2容器30は、貫通穴120を介して、押圧部材110の押圧面112側の領域(空間)に連通する内部空間を有する。これにより、材料充填処理時に、第1容器10と摺動部材100とによって区画される区画領域(すなわち、材料Mの収納領域)と、第2容器30の内部空間とを連通させることができ、当該内部空間に材料Mを充填することが可能になる。
【0032】
本実施の形態に係る材料充填装置1は、摺動部材100を摺動させるための摺動機構40を有する。摺動機構40は、摺動部材100(押圧部材110)を、上下方向に移動させるための機構である。本実施の形態では、摺動機構40は、摺動部材100が回転しないように、第1容器10内で摺動するように構成されている。以下、摺動機構40の構成について詳述する。
【0033】
摺動機構40は、第1容器10の上方に配置され、基板20(第1容器10)に対して固定された第1及び第2のガイド部材42,44を有する。第1のガイド部材42は支持体46を介してチャンバ62(その詳細は後述)に取り付けられており、第2のガイド部材44は支持体48を介してチャンバ62に取り付けられている。そして、第1のガイド部材42及び第2のガイド部材44には貫通穴が形成されており、押圧棒50は該貫通穴に挿通されている。これにより、押圧棒50の動作方向を、上下方向のみに規制することができる。なお、少なくとも第1のガイド部材42は、貫通穴の内壁面にねじ溝が形成されためねじ構造となっている。
【0034】
摺動機構40は、押圧棒50を有する。押圧棒50は、材料充填装置1の上下方向に移動可能に構成されており、摺動部材100(押圧部材110)を押圧する役割を果たす。押圧棒50は、上下方向に配列された、外周にねじ溝が形成されたねじ部52と、押圧部54とを有する。押圧棒50は、第1及び第2のガイド部材42,44の貫通穴に挿通されており、ねじ部52と第1のガイド部材42のねじ穴とが螺合している。すなわち、ねじ部52は、第1のガイド部材42に対しておねじの関係となっている。また、押圧棒50(押圧部54)は、チャンバ62に形成された貫通穴に挿通されて、少なくともその先端がチャンバ62内に配置される。
【0035】
摺動機構40は、また、押圧棒50を回転させるためのクランクハンドル56を有する。摺動機構40によると、第1のガイド部材42の貫通穴(ねじ穴)とねじ部52とが螺合しているため、クランクハンドル56で押圧棒50を回転させることにより、押圧棒50を上下方向に移動させることができる。ただし、本実施の形態に適用可能な摺動機構はこれに限られるものではなく、摺動部材100を押圧して摺動させることが可能ないずれかの構造を適用することが可能であり、例えばアクチュエータとして既に公知となっているいずれかの機構を利用することが可能である。
【0036】
なお、本実施の形態では、押圧棒50の先端は球状(半球状)になっており、回転方向の力を、ほとんど押圧部材110(ブロック118)に伝えないように構成されている(図1参照)。これにより、摺動部材100は、第1容器10内で回転することなく、底面12に向かって摺動することになる。
【0037】
本実施の形態に係る材料充填装置1は、少なくとも第1容器10及び第2容器30内を減圧することが可能な減圧手段60を有する。材料充填装置1では、減圧手段60は、基板20に取り付けられた状態でその内部を気密に保持することが可能なチャンバ62を有する。なお、チャンバ62は、第1容器10及び第2容器30を収納するように、基板20に取り付けられる。そして、チャンバ62内を減圧することにより、第1容器10及び第2容器30を、減圧環境下に配置することが可能になる。なお、本実施の形態では、チャンバ62には、先述した押圧棒50が挿通される貫通穴が形成されているが、チャンバ62の貫通穴と押圧棒50(押圧部54)との間に、押圧棒50を囲むように図示しないシール部材(例えばXリング)を配置することにより、チャンバ62内を気密に保持した状態で、押圧棒50を上下方向に移動させることが可能になる。
【0038】
減圧手段60は、また、チャンバ62内を減圧する減圧ポンプ64や、チャンバ62内の圧力を検出する圧力センサ66や、図示しない各種バルブを含んで構成することができる。
【0039】
(2)材料充填方法
次に、本実施の形態に係る材料充填方法について説明する。図6は、材料充填方法について説明するためのフローチャート図である。
【0040】
本実施の形態に係る材料充填方法は、図6に示すように、上述した材料充填装置1を用意する工程(ステップS10)と、チャンバ62内を所定の気圧まで減圧する工程(ステップS12)と、第1容器10内で摺動部材100を摺動させる工程(ステップS14)とを含む。摺動部材100を摺動させる工程では、第1容器10内で押圧面112によって材料Mを押圧して加圧し、材料Mを、貫通穴120を介して、第1容器10から第2容器30に移動させる。すなわち、本実施の形態では、第1容器10内で摺動部材100を摺動させることにより、材料Mを第2容器30に充填させる。
【0041】
(3)材料充填装置1の作用及び効果
次に、材料充填装置1を利用して材料充填処理を行ったときの材料Mの挙動を説明しながら、材料充填装置1が奏する作用及び効果について説明する。
【0042】
材料充填装置1では、先に説明したように、摺動部材100の押圧部材110の押圧面112がテーパー面となっている。そのため、摺動部材100を第1容器10の底面12(材料M)に向かって摺動させると、図7に示すように、はじめに、押圧面112の中央領域のみが材料Mに接触し、周縁領域(開口122)が材料Mに接触しない状態となる。さらに摺動部材100を摺動させると、押圧面112と材料Mとの接触領域が押圧面112の外周(周縁領域)に向かって広がってゆき開口122に至り、図8に示すように、材料Mの一部が貫通穴120内に入り込むことになる。次いで、図9に示すように、押圧部材110の側面116と材料Mとが接触する。次いで、図10に示すように、切り欠き130の底部132と材料Mとが接触し、ここではじめて、貫通穴120が材料Mで塞がれる。貫通穴120が材料Mで塞がれた後に、さらに摺動部材100を摺動させると、第1容器10内で材料Mの内圧が高まり、材料Mが、貫通穴120を通って第2容器30の内部空間に向かって移送され、図11に示すように、第2容器30に材料Mが充填される。
【0043】
ところで、材料充填装置1では、材料Mは、貫通穴120を塞いだ後でなければ、第2容器30に移送されることはない。そして、材料充填装置1によると、貫通穴120が材料Mによって塞がれる前に、第1容器10内の空気(減圧された空気)のほとんどを、貫通穴120を通じて排出させることができる。
【0044】
詳しくは、材料充填装置1では、押圧面112と材料Mとの接触領域が押圧面112の中央から外周に向かって広がってゆくことから、第1容器10内で、空気は、押圧面112の外周に向かって押し出されることになる。そして、摺動部材100の摺動が進むと、材料Mの一部が開口122に至るが、開口122がテーパー面上に配置されていることから、開口122の一部と材料Mとを非接触とすることができ、貫通穴120を介して、第1容器10内の空気を排出させることができる(図8参照)。摺動部材100の摺動がさらに進むと、図9に示すように、材料Mと側面116とが接触し、このとき第1容器10内の空気は、押圧部材110の側面116と第1容器10の側面14とシール部材140及び材料Mの液面とによって区画されるごく微小な環状の空間内にのみ存在することになる。しかしながら、本実施の形態では、切り欠き130が環状溝126に至るように形成されているため、この時点でも、当該微小な空間と貫通穴120とは連通しており、摺動部材100の摺動に伴って、前記した微小な空間に存する空気は貫通穴120から排出される(図9参照)。そして、この空気の排出は、切り欠き130の底部132が材料Mに接触するまで続くことになる。このことから、材料充填装置1では、材料Mが切り欠き130の底部132(シール部材)に接触するときには、第1容器10内に残存する空気の量をごく微小にすることができる。そのため、材料充填装置1によると、貫通穴120が材料Mによって塞がれる前に(すなわち、材料Mの第2容器30への移送開始前に)、第1容器10内の空気のほとんどを、貫通穴120を通じて排出することが可能になるのである。
【0045】
そのため、材料充填装置1によると、材料Mの第2容器30への移送開始後には、第1容器10内には材料Mがほとんど残っていない状態となり、第2容器30への材料の移送開始後に、第2容器30に空気が移送される事態が発生しにくくなる。このことから、材料充填装置1によると、第2容器30に充填された材料Mに気泡が混入することを、高精度に防止することができる。
【0046】
なお、材料充填装置1によると、材料Mの第2容器30への移送開始後において、押圧部材110の側面116と第1容器10の側面14との間の領域に、ごく微量の空気が、気泡となって残存する可能性がある。しかしながら、この残存気泡のうち、切り欠き130付近に存在する気泡は、材料Mの第2容器30への移動開始直後に、材料Mとともに第2容器30へ移動することになる。そして、材料Mの移動開始直後であれば、第2容器30内には少量の材料Mしか存在していないため、第2容器30に移送された気泡は、第2容器30内での材料Mの流動に伴って液面付近まで運ばれるため、第2容器30内ではじけて第2容器30から排出しやすくなる。また、押圧部材110の側面116と第1容器10の側面14との間の領域のうち、切り欠き130から遠い位置に存在する気泡は、材料Mの流動の影響を受けにくいため当該位置にとどまりやすく、これが第2容器30内に移動することが有効に防止される。このことから、第2容器30に充填された材料Mに気泡が混入することを、高精度に防止することができる。
【0047】
すなわち、この材料充填装置1及びこれを利用した材料充填方法によると、第1容器10に収納された材料Mを、気泡の混入を防止しつつ、第2容器30に移送し、充填することが可能になる。
【0048】
(4)変形例
次に、本実施の形態の変形例について説明する。
【0049】
本変形例では、材料充填装置は、摺動部材100が、第1容器10と相対的に回転しながら摺動するように構成されている。例えば、摺動機構40を、押圧棒50の回転力が押圧部材110の押圧軸115に伝わるように構成し、第1容器10を基板20に対して固定することによって、摺動部材100を、第1容器10と相対的に回転しながら摺動させることができる。
【0050】
具体的には、摺動機構は、図12に示すように、押圧棒50の先端に固定された押圧ブロック70と、押圧軸115の上端に固定された被押圧ブロック74とを有する。そして、押圧ブロック70に形成された凹部72と、被押圧ブロック74とが嵌合することにより、押圧棒50と押圧軸115とが固定され、摺動部材100を、回転しながら摺動させることが可能になる。
【0051】
この摺動機構を利用すると、材料Mを第2容器30に充填する際に、摺動部材100が、第1容器10と相対的に回転しながら摺動する。すなわち、切り欠き130の位置が、第1容器10の側面14の内周に沿って移動することになる。そのため、材料Mの第2容器30への移送開始直後に、押圧部材110の側面116と、第1容器10の側面14との間の領域に残存する気泡のほぼすべてを、第2容器30へ移送することが可能になる。このことから、本変形例によれば、第2容器30に充填された材料Mに気泡が混入することを、極めて高い確率で防止することが可能になる。
【0052】
また、他の変形例として、押圧部材110として、切り欠き130が、その底面が環状溝126に至らないように形成された部材を利用することも可能である。この場合、切り欠き130は、貫通穴120(開口122)から側面116へ至る溝状の形状となる。あるいは、押圧部材110として、切り欠き130が、その底面が環状溝126よりも深い位置に至るように構成された部材を利用することも可能である。あるいは、押圧部材110として、切り欠き130が、その底面が貫通穴120側を向く傾斜面となるように構成された部材を利用することも可能である。
【0053】
2.第2の実施の形態
以下、本発明を適用した第2の実施の形態について、図13を参照して説明する。
【0054】
本実施の形態に係る材料充填装置2は、摺動部材200を有する。摺動部材200は、押圧部材210及びシール部材240を含む。押圧部材210は、材料Mを押圧する押圧面212と、押圧面212とは反対方向を向く背面214とを有する。そして、押圧部材210には、押圧面212及び背面214を貫通する複数の貫通穴220が形成されている。なお、本実施の形態では、押圧部材210の外形は円形となっており、複数の貫通穴220は、押圧部材210の同心円上に、等間隔に配列されている。また、本実施の形態では、押圧面212は、平坦面になっている。ただし、押圧面212はこれに限られるものではなく、周縁部に近づくほど第1容器10の底面12から離れるように傾斜したテーパー面となっていてもよく、あるいは、中央部に近づくほど第1容器10の底面から離れるように傾斜したテーパー面となっていてもよい。
【0055】
本実施の形態に係る材料充填装置2は、摺動機構250を有する。摺動機構250は、第1容器10内で、摺動部材200が回転しながら摺動するように構成されている。摺動機構250を、押圧棒50と摺動部材200とを固定するための固定治具(例えば上記した押圧ブロック70及び被押圧ブロック74)を有する構成とすることで、摺動部材200を、回転しながら上下方向に移動させることが可能になる。また、本実施の形態では、摺動機構250は、第1及び第2のガイド部材242,244を有する。第1のガイド部材242は第2のガイド部材244に固定されており、第2のガイド部材244は基板20に固定されている。そして、ガイド部材242の貫通穴は、押圧棒50のねじ部52とかみ合うねじ穴となっている。
【0056】
なお、図13に示す材料充填装置2は、真空手段を有しないで構成されている。ただし、材料充填装置2を、第1容器10及び第2容器30を減圧する真空手段を有する構成とすることも可能である。
【0057】
材料充填装置2は、第1容器10及び第2容器30を有し、第1容器10内の材料Mを第2容器30に移送し、充填する装置として構成される。本実施の形態に係る材料充填装置2のその余の構成は、上記したいずれかの内容を適用することができる。そして、材料充填装置2を利用することにより、第1容器10内の材料Mが粘性や比重の大きい材料である場合にも、複数の第2容器30に、均一に充填することが可能になる。
【0058】
詳しくは、材料充填装置2によると、第1容器10内で第2容器30が回転する。そのため、第1容器10の底面12と押圧面212とが傾いて配置されるなど、装置の加工精度が劣る場合であっても、材料充填処理工程中に各貫通穴220が受ける材料Mの累積圧力のばらつきを小さくすることができる。このことから、各第2容器30に移送される材料Mの量を均一にすることができ、複数の第2容器30に、同量ずつ材料Mを充填することが可能になる。
【図面の簡単な説明】
【0059】
【図1】第1の実施の形態に係る材料充填装置の構成を説明するための図である。
【図2】第1の実施の形態に係る材料充填装置の構成を説明するための図である。
【図3】第1の実施の形態に係る材料充填装置の構成を説明するための図である。
【図4】第1の実施の形態に係る材料充填装置の構成を説明するための図である。
【図5】第1の実施の形態に係る材料充填装置の構成を説明するための図である。
【図6】第1の実施の形態に係る材料充填方法を説明するための図である。
【図7】第1の実施の形態に係る材料充填装置の動作を説明するための図である。
【図8】第1の実施の形態に係る材料充填装置の動作を説明するための図である。
【図9】第1の実施の形態に係る材料充填装置の動作を説明するための図である。
【図10】第1の実施の形態に係る材料充填装置の動作を説明するための図である。
【図11】第1の実施の形態に係る材料充填装置の動作を説明するための図である。
【図12】第1の実施の形態の変形例について説明するための図である。
【図13】第2の実施の形態に係る材料充填装置の構成を説明するための図である。
【符号の説明】
【0060】
1…材料充填装置、 2…材料充填装置、 10…第1容器、 12…底面、 14…側面、 16…回転防止部材、 20…基板、 22…保持部、 30…第2容器、 40…摺動機構、 42…第1のガイド部材、 44…第2のガイド部材、 46…支持体、 48…支持体、 50…押圧棒、 52…ねじ部、 54…押圧部、 56…クランクハンドル、 60…減圧手段、 62…チャンバ、 64…減圧ポンプ、 66…圧力センサ、 70…押圧ブロック、 72…凹部、 74…被押圧ブロック、 100…摺動部材、 110…押圧部材、 112…押圧面、 114…背面、 115…押圧軸、 116…側面、 118…ブロック、 119…凹部、 120…貫通穴、 122…開口、 123…開口、 126…環状溝、 130…切り欠き、 132…底部、 140…シール部材、 200…摺動部材、 210…押圧部材、 212…押圧面、 214…背面、 220…貫通穴、 240…シール部材、 250…摺動機構、 M…材料
【特許請求の範囲】
【請求項1】
第1容器に収納された材料を第2容器に充填する装置であって、
外形が有底筒状となっており、内部に材料が収納された第1容器と、
前記第1容器内で前記材料を押圧する押圧面と、前記押圧面とは反対方向を向く背面とを有し、前記押圧面及び前記背面を貫通する貫通穴が形成された押圧部材、及び、前記押圧部材の側面に、前記押圧部材の外周を囲むように取り付けられたシール部材を有し、前記第1容器内を摺動可能に構成された摺動部材と、
前記第1容器内で前記摺動部材を摺動させるための摺動機構と、
前記押圧部材の前記背面側に取り付けられた、前記貫通穴を介して前記押圧面側の領域に連通する内部空間を有する第2容器と、
を含み、
前記摺動部材の前記押圧部材は、
前記押圧面の少なくとも周縁領域が、前記押圧部材の前記側面に近づくほど前記第1容器の底面から離れるように傾斜したテーパー面となっており、
前記貫通穴が、前記押圧面の前記周縁領域に開口が配置されるように形成されており、
前記押圧面における前記開口よりも外側の領域には、前記開口と前記側面とにまたがる切り欠きが形成されている材料充填装置。
【請求項2】
請求項1に記載の材料充填装置において、
前記押圧部材の前記側面には、前記押圧部材の外周に沿って延びる環状溝が形成されており、
前記シール部材は、前記環状溝上に取り付けられている材料充填装置。
【請求項3】
請求項2に記載の材料充填装置において、
前記押圧部材は、前記切り欠きが前記環状溝に至るように形成されている材料充填装置。
【請求項4】
請求項1から請求項3のいずれかに記載の材料充填装置において、
前記摺動機構は、前記摺動部材が回転しながら摺動するように構成されている材料充填装置。
【請求項5】
請求項1から請求項3のいずれかに記載の材料充填装置において、
前記摺動機構は、前記摺動部材が回転しないで摺動するように構成されている材料充填装置。
【請求項6】
請求項1から請求項5のいずれかに記載の材料充填装置において、
少なくとも前記第1及び第2容器を収容するチャンバと、
前記チャンバ内を減圧する減圧手段と、
をさらに含む材料充填装置。
【請求項7】
第1容器に収納された材料を第2容器に充填する装置であって、
外形が有底筒状となっており、内部に材料が収納された第1容器と、
前記第1容器内で前記材料を押圧する押圧面と、前記押圧面とは反対方向を向く背面とを有し、前記押圧面及び前記背面を貫通する複数の貫通穴が形成された押圧部材、及び、前記押圧部材の側面に、前記押圧部材の外周を囲むように取り付けられたシール部材を有し、前記第1容器内を摺動可能に構成された摺動部材と、
前記第1容器内で前記摺動部材を摺動させるための摺動機構と、
前記押圧部材の前記背面側に取り付けられた、前記貫通穴を介して前記押圧面側の領域に連通する内部空間を有する複数の第2容器と、
を含み、
前記摺動機構は、前記摺動部材が回転しながら摺動するように構成されている材料充填装置。
【請求項8】
第1容器に収納された材料を第2容器に充填する方法であって、
外形が有底筒状となっており、内部に材料が収納された第1容器と、前記第1容器内で前記材料を押圧する押圧面と、前記押圧面とは反対方向を向く背面とを有し、前記押圧面及び前記背面を貫通する貫通穴が形成された押圧部材、及び、前記押圧部材の側面に、前記押圧部材の外周を囲むように取り付けられたシール部材を有し、前記第1容器内を摺動可能に構成された摺動部材と、前記押圧部材の前記背面側に取り付けられた、前記貫通穴を介して前記押圧面側の領域に連通する内部空間を有する第2容器と、を有する材料充填装置を用意する工程と、
前記第1容器内で前記摺動部材を摺動させることにより、前記押圧面で前記材料を押圧して加圧し、前記材料を、前記貫通穴を介して、前記第1容器から前記第2容器内に移動させる工程と、
を含み、
前記摺動部材の前記押圧部材は、
前記押圧面の少なくとも周縁領域が、前記押圧部材の前記側面に近づくほど前記第1容器の底面から離れるように傾斜したテーパー面となっており、
前記貫通穴が、前記押圧面の前記周縁領域に開口が配置されるように形成されており、
前記押圧面における前記開口よりも外側の領域には、前記開口と前記側面とにまたがる切り欠きが形成されている材料充填方法。
【請求項1】
第1容器に収納された材料を第2容器に充填する装置であって、
外形が有底筒状となっており、内部に材料が収納された第1容器と、
前記第1容器内で前記材料を押圧する押圧面と、前記押圧面とは反対方向を向く背面とを有し、前記押圧面及び前記背面を貫通する貫通穴が形成された押圧部材、及び、前記押圧部材の側面に、前記押圧部材の外周を囲むように取り付けられたシール部材を有し、前記第1容器内を摺動可能に構成された摺動部材と、
前記第1容器内で前記摺動部材を摺動させるための摺動機構と、
前記押圧部材の前記背面側に取り付けられた、前記貫通穴を介して前記押圧面側の領域に連通する内部空間を有する第2容器と、
を含み、
前記摺動部材の前記押圧部材は、
前記押圧面の少なくとも周縁領域が、前記押圧部材の前記側面に近づくほど前記第1容器の底面から離れるように傾斜したテーパー面となっており、
前記貫通穴が、前記押圧面の前記周縁領域に開口が配置されるように形成されており、
前記押圧面における前記開口よりも外側の領域には、前記開口と前記側面とにまたがる切り欠きが形成されている材料充填装置。
【請求項2】
請求項1に記載の材料充填装置において、
前記押圧部材の前記側面には、前記押圧部材の外周に沿って延びる環状溝が形成されており、
前記シール部材は、前記環状溝上に取り付けられている材料充填装置。
【請求項3】
請求項2に記載の材料充填装置において、
前記押圧部材は、前記切り欠きが前記環状溝に至るように形成されている材料充填装置。
【請求項4】
請求項1から請求項3のいずれかに記載の材料充填装置において、
前記摺動機構は、前記摺動部材が回転しながら摺動するように構成されている材料充填装置。
【請求項5】
請求項1から請求項3のいずれかに記載の材料充填装置において、
前記摺動機構は、前記摺動部材が回転しないで摺動するように構成されている材料充填装置。
【請求項6】
請求項1から請求項5のいずれかに記載の材料充填装置において、
少なくとも前記第1及び第2容器を収容するチャンバと、
前記チャンバ内を減圧する減圧手段と、
をさらに含む材料充填装置。
【請求項7】
第1容器に収納された材料を第2容器に充填する装置であって、
外形が有底筒状となっており、内部に材料が収納された第1容器と、
前記第1容器内で前記材料を押圧する押圧面と、前記押圧面とは反対方向を向く背面とを有し、前記押圧面及び前記背面を貫通する複数の貫通穴が形成された押圧部材、及び、前記押圧部材の側面に、前記押圧部材の外周を囲むように取り付けられたシール部材を有し、前記第1容器内を摺動可能に構成された摺動部材と、
前記第1容器内で前記摺動部材を摺動させるための摺動機構と、
前記押圧部材の前記背面側に取り付けられた、前記貫通穴を介して前記押圧面側の領域に連通する内部空間を有する複数の第2容器と、
を含み、
前記摺動機構は、前記摺動部材が回転しながら摺動するように構成されている材料充填装置。
【請求項8】
第1容器に収納された材料を第2容器に充填する方法であって、
外形が有底筒状となっており、内部に材料が収納された第1容器と、前記第1容器内で前記材料を押圧する押圧面と、前記押圧面とは反対方向を向く背面とを有し、前記押圧面及び前記背面を貫通する貫通穴が形成された押圧部材、及び、前記押圧部材の側面に、前記押圧部材の外周を囲むように取り付けられたシール部材を有し、前記第1容器内を摺動可能に構成された摺動部材と、前記押圧部材の前記背面側に取り付けられた、前記貫通穴を介して前記押圧面側の領域に連通する内部空間を有する第2容器と、を有する材料充填装置を用意する工程と、
前記第1容器内で前記摺動部材を摺動させることにより、前記押圧面で前記材料を押圧して加圧し、前記材料を、前記貫通穴を介して、前記第1容器から前記第2容器内に移動させる工程と、
を含み、
前記摺動部材の前記押圧部材は、
前記押圧面の少なくとも周縁領域が、前記押圧部材の前記側面に近づくほど前記第1容器の底面から離れるように傾斜したテーパー面となっており、
前記貫通穴が、前記押圧面の前記周縁領域に開口が配置されるように形成されており、
前記押圧面における前記開口よりも外側の領域には、前記開口と前記側面とにまたがる切り欠きが形成されている材料充填方法。
【図1】


【図2】
【図3】

【図4】
【図5】

【図6】
【図7】

【図8】
【図9】
【図10】

【図11】
【図12】
【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2010−126245(P2010−126245A)
【公開日】平成22年6月10日(2010.6.10)
【国際特許分類】
【出願番号】特願2008−306041(P2008−306041)
【出願日】平成20年12月1日(2008.12.1)
【出願人】(393030408)株式会社シンキー (34)
【Fターム(参考)】
【公開日】平成22年6月10日(2010.6.10)
【国際特許分類】
【出願日】平成20年12月1日(2008.12.1)
【出願人】(393030408)株式会社シンキー (34)
【Fターム(参考)】
[ Back to top ]