
熱可塑性材料から中空本体を製造する方法及び該方法を実施する装置
【課題】熱可塑性材料から中空本体を製造する方法に関し、キャビティを形成する複数部品ツール内で、可塑化した熱可塑性材料の少なくとも2つのシート状の巻き取り形状のプレフォームを成形して2つの相補的なシェルを形成し、前記シェルを一緒に合わせて実質的に閉じた中空本体を形成し、内部部品を固定した中空本体の成形方法を提供する。
【解決手段】前記プレフォーム7はそれぞれ部分キャビティ5を有するツールの開成部分の間に持ち込まれ、該ツールの部分は前記プレフォーム7の間に配設されるツールセパレーター9に対して閉じられ、前記プレフォーム7は圧力差を用いて部分キャビティ5の内部に挿入されて成形され、さらなる分離工程では、前記ツールは再開成され、製造すべき中空本体の内部部品13は前記シェルに固定され、最後に前記シェルは前記ツールを再度閉じることで一緒に合わされて閉じた中空本体を形成することを特徴とする。
【解決手段】前記プレフォーム7はそれぞれ部分キャビティ5を有するツールの開成部分の間に持ち込まれ、該ツールの部分は前記プレフォーム7の間に配設されるツールセパレーター9に対して閉じられ、前記プレフォーム7は圧力差を用いて部分キャビティ5の内部に挿入されて成形され、さらなる分離工程では、前記ツールは再開成され、製造すべき中空本体の内部部品13は前記シェルに固定され、最後に前記シェルは前記ツールを再度閉じることで一緒に合わされて閉じた中空本体を形成することを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は可塑化した熱可塑性材料の少なくとも2つのシート状の巻き取り形状のプレフォームを成形する熱可塑性材料から中空本体を製造する方法に関し、またその方法を実施する装置に関する。
【0002】
本発明は特に押出ブロー成形によって熱可塑性材料から中空本体を製造する方法に関する。
【背景技術】
【0003】
プラスチック製品の押出ブロー成形においては、互いを補完するように形成され一緒にモールドキャビティ若しくはキャビティの範囲を定める2つのモールドハーフを有するモールディングツールが通常使用される。通常パリソンの形式である熱可塑性押出物は、ツールの開いたハーフの間に持ち込まれる。ツールはプレフォームの周囲で閉じ、後者はツール内で該ツールによって形成されるキャビティの内部壁に対して置かれ、それ故に仕上げられた物品はモールディングツールの内側形状に対応した外側形状を有する。前記プレフォームは、ガス圧力の手段によるプレフォームの膨張から、若しくは型の壁に設けられたチャンネルにより与えられる負圧の手段によりツールの内壁に対してプレフォームを置くことによって再形成される。
【0004】
特に、例えば熱可塑性材料から1個が形成される燃料タンクのような技術的な部品の製造においては、中空の筺体に種々の内部部品を取り付ける必要がある。各種の様々な理由から、中空の筺体の製造の途中でなるべく早期に中空の筺体に内部部品を導入することが必要で好都合である。閉じたパリソンの形式の押出物がツールの開いたハーフの間に持ち込まれ、該パリソンが閉じたツールの中で膨張されて完成した中空の筺体を形成する従来の押出ブロー成形を用いた中空の筺体の製造においては、製造の間に例えば所謂ブロー成形によるカプセル化によって内部部品は導入される。この方法では、導入される部品は、パリソンが閉じたツール内で膨張させられる前に適正に設計された保持装置によってパリソンに挿入される、プレフォームが前記壁に対して置かれる際にツール内で可能であれば更なる可動部材の助けをかりてキャビティ内の壁に固定される。これらの方法はとても複雑であり、比較的に大きな範囲で、完成するタンク内の内部部品の引き続いた位置と数に関して特に限定される。管状の押出物の押出ブロー成形により燃料タンクを製造する場合には、それが完成した後も未だ幾つかの内部部品を固定する必要がある。タンクの壁はこの目的では損傷してしまう必要があり得る。
【0005】
例えば、通気バルブやセイフティバルブを固定するために、円形の切り欠きや開口部をタンクの壁に形成することや、前記バルブをタンクの壁の所望の場所に確実に固定することを可能とすることが、しばしば必要とされる。
【0006】
燃料タンクの製造に使用される熱可塑性材料は炭化水素に対して完全には耐性を有しているわけではなく、タンクの壁はそれ故に炭化水素のバリヤ層を伴う多層レイヤーの押出物として設計されるべきである。代替的に、タンクの内壁に例えばフッ素加工やスルホン化加工などの化学処理を施すことが可能である。穴、円形の切り欠き、その他の形成からの結果としてのタンクの壁のいかなる損傷も燃料タンクへの必要な透過耐性のために好ましくはない。これはこのタイプの開口部の複雑なシーリングは引き続き必要とされるからである。
【0007】
特に自動車の燃料タンクへの内部部品と機能部品の導入に関しての上述の問題の背景に対して、このタイプの燃料タンクの製造に特に好適であることが証明された方法は、少なくとも2つのシート状の巻き取り形状の可塑化される熱可塑性材料のプレフォームが2つの外側型と少なくとも1つの中央型を備え他方との関係で開閉動作を行うモールドキャビティを形成する多部品ツール内で再形成され、内部部品は中央型若しくはコアを介して製造すべき中空本体の内部壁へ固定される。内部部品はコアによって予め規定されたレイアウトでプレフォームに固定され、そのコアはモールドハーフの間で除かれ、続いてモールドハーフは再び閉じられて、燃料タンクは最終形状にブロー成形される。このタイプの方法は、例えば国際公開第2007/088200公報(A1)に知られている。更なる類似の方法は、例えば欧州特許第1773570公報(B1)に知られている。最後にこのタイプの方法は、例えば米国特許第6866812号公報(B2)に知られている。
【0008】
上述の方法は、製造すべきタンクの構造が比較的に複雑な場合に、内部部品が、貫通、開口、円形の切り抜きの如きタンクの壁へのダメージを必要とせずに、製造すべきタンクの内部でどのようなレイアウトでもどのような所望の場所でもタンクの壁に取り付けることができるという利点を有する。広い様々の理由で、このような方法を用いるときには、パリソンからの従来の押出ブロー成形に使用される既存の押出成形技術に利用することで効果がある。これは特に有益で、なぜなら既存の押出成形機や押出ダイヘッドを利用することができ、押出物の径方向と軸方向の壁の厚みの比較的に簡単に制御する方法があるからである。これは押出ダイヘッド内で比較的に複雑な溶融制御を伴う多層プレフォームの共押出に特に好都合である。
【0009】
この理由のため、米国特許第6866812号公報(B2)では、例えば押し出された管状のプレフォームが正反対の場所に個別とされ或いは分離されて巻き取り形状のシート状のプレフォームを形成し、これらの巻き取り状のプレフォームをツールの開いた部分の間に導入して、ツールの上からの重力方向での連続押出によって精度を上げることが提案されている。
【発明の概要】
【発明が解決しようとする課題】
【0010】
タンク内に導入される内部部品の位置や配列に従って、この目的で使用されるコアは、比較的に高い構造の深さを有する必要があり、別に離されるべき巻き取り状のプレフォームの間の最小限の距離を究極的に前もって規定する。この目的のため、米国特許第6866812号公報(B2)に記載されるように、複雑なローラー搬送装置によってプレフォームを移動させ、ツールの開いた部分の間で互いに一定の間隔を維持する必要がある。
【0011】
さらに、コアや中央ツールは比較的に複雑なデザインを有する。詳しくはツールのキャビティをさらには油圧か空圧で出没する部品保持部材、加熱装置、スタンピングダイなどとともに信頼性高く塞ぐことが可能なようにデザインするべきである。最後に、最初の工程で半分のシェルを形成するためにプレフォームを再形成して成形する際に、一般的に少なくとも5barのブロー圧力が加わるべきものであるため、中央ツールはツールの全閉成圧力に耐えるべきものとされる。結果として、少なからずツールの品質に完全に設計すべきものであるから、必要な中央ツールは比較的高価とされる。
【0012】
本発明は、それ故、上述の不利益を回避するシート状の巻き取り形状のプレフォームからの熱可塑性材料の中空本体、特に燃料タンクを製造する方法を提供する目的に基づいている。特に、その方法はより簡単に実施することができ、この目的のために提供される装置への必要な投資を少なくすることができるものである。
【課題を解決するための手段】
【0013】
目的は第1に、熱可塑性材料から中空本体を製造する方法であって、キャビティを形成する複数部品ツール内で、可塑化した熱可塑性材料の少なくとも2つのシート状の巻き取り形状のプレフォームを成形して2つの相補的なシェルを形成し、前記シェルを一緒に合わせて実質的に閉じた中空本体を形成し、前記プレフォームはそれぞれ部分キャビティを有するツールの開成部分の間に持ち込まれ、該ツールの部分は前記プレフォームの間に配設されるツールセパレーターに対して閉じられ、前記プレフォームは圧力差を用いて部分キャビティの内部に挿入されて成形され、さらなる分離工程では、前記ツールは再開成され、製造すべき中空本体の内部部品は前記シェルに固定され、最後に前記シェルは前記ツールを再度閉じることで一緒に合わされて閉じた中空本体を形成することを特徴とする熱可塑性材料から中空本体を製造する方法により達成される。
【0014】
本発明の文脈において、閉じることは少なくとも最初に閉じる際に顕著な閉じる力を加えることを伴って閉じることを意味すると理解される必要はない。むしろ、本文脈では成形すべきプレフォームをシェルに形成できるキャビティをシールするようにツールを移動させるもので十分である。
【0015】
本発明に従って巻き取り状のプレフォームは、先に押出したパリソンを正反対の位置に分離したり、互いに空間的に離れたスロットダイから巻き取り状のプレフォームを押出することによって提供できる。この目的において、ドイツ特許出願公開第10 2006 042 065号公報(A1)における押出ダイヘッドを使用することができ、例えば本書類は言及により十分に内容として、開示の目的としても、ここに取り込まれるものとされる。
【0016】
好適な押出物は炭化水素のバリヤ層を具備する熱可塑性材料の共押出物である。本発明においては、しかしながら、単層の押出物からなる巻き取り状のプレフォームを処理することも可能である。HDPE(高密度ポリエチレン)を基礎とする巻き取り状のプレフォームを押出することが好ましい。例示すると、ベース材料としてHDPEの6層共押出とバリヤ層としてのEVOH(エチレン―ビニルアルコール共重合樹脂)を有するものが好ましい。
【0017】
さらなる好ましい改良においては、前記方法は、ツールの開いた部分の上からの重力方向での少なくとも2つのシート状で巻き取り状のプレフォームの連続押出工程を有する。
【0018】
本発明は、次のようにまとめることができ、すなわち、本発明の方法によれば、シェル形状の要素を形成するためのプレフォームを再形成して成形する工程と、製造されるシェルの内壁に内部部品を一緒にする工程とが2つの別個の方法工程として実施され、ツールに関して互いに機能的に別個のものとされる。ツールのキャビティ内での異なる圧力を用いてシェルを成形するために、相補的なシェルが一緒に溶けない方法でツール内のキャビティを塞ぐことが単に必要とされる。
【0019】
本発明の文脈においては、相補性とは、それらが一緒に合わされ若しくは結合されたときに完成した中空本体を提供するような方法で嵌め合わされるようにそれぞれ形成される2つのシェル形状の部品を少なくとも意味するものと理解されるべきである。
【0020】
本発明の方法は特別な利点を有しており、単に簡単なツールセパレーターがシェルを成形するのに必要であり、このツールセパレーターは1つのシーリング機能を実現するためだけに用いられる。ツールセパレーターの構造的な深さは中空本体に導入されるべき内部部品の位置や構造とは独立したものであり、重力方向でツールの上から押し出したシート状若しくは巻き取り状のプレフォームを案内することは最早不要である。押出ダイヘッドで予め規定された離間距離でこれらを押出することができ、互いに所定距離離しておくことや、特にローラー搬送装置、マニピュレーター、把持装置、加熱したロッドなどを使用して案内する必要もない。ドイツ特許出願公開第10 2006 042 065号公報(A1)に記載されるような押出ダイヘッドを使用するときに、特に利点を有しており、その中で共押出物の管状の溶融した流れが押出ダイヘッド内の流れチャンネルの適度な形成によって分けられ、2つの実質的にシート状の巻き取り形状の平面的な溶融した流れにされる。
【0021】
この方法は、中空本体若しくは燃料タンクに導入される内部部品がツールが開いているときに操作され得るというさらなる利点を有している。
【0022】
例示によれば、内部部品はブロー成形機の適当な場所に配される従来の立体操作機の手段により導入させられる。
【0023】
プレフォームはツールの部分の部分キャビティに過度の圧力の適用および/またはツールにわたっての負圧の適用によって導入されて成形される。この目的のため、負圧チャンネルまたは、例えば多孔質領域の形式で、負圧開口部がツール内に形成される。
【0024】
本発明による方法の好適な変形例においては、ツールの開いた部品に間に持ち込まれる部品キャリアーによって内部部品がシェルに固定される。
【0025】
シェルは好ましくは押出物からの最初の熱、すなわち押出物からの可塑化の熱を用いて好ましくは成形される。
【0026】
本発明による方法の特に好適な変形例においては、内部部品は押出物の最初の熱を用いてシェルに固定され、すなわち、内部部品はシェルの内壁に持ち込まれあるいは結合され、シェルがまだ溶けている状態で、その壁は型の壁とは離れて面している。例示によれば、内部部品はシェルがこの状態のときに赤外線照射器からの追加の溶着エネルギーの助けや溶着用鏡の助けをできれば伴って当該シェルに鋲止め或いは溶着させることができる。
【0027】
本発明による方法の特に好適な変形例においては、シェルへの追加の熱エネルギーの導入は、シェルが成形された直後であって内部部品が導入される前の中間的な加熱ということで提供され得る。シェルの未だ熱い熱可塑性材料の温度は、追加的にこの方法で、例えば、放射された熱若しくは熱い空気(伝導性の熱移転)の適用によって制御される。
【0028】
導線通し部もシェルの成形の間若しくはシェルが成形された直後であって内部部品が導入される前にインターフェイス部の導入のためにシェルの壁に配設され得る。シェルの壁を透過するように導かれる備品の形状のこのタイプのインターフェイス部は、内部部品の結合が行われる次の方法工程でシェル内に導入される。
【0029】
本発明の方法の1つの変形例は、内部部品が、他の内部部品および/または前記シェルとの関係で意図した設定位置の部品キャリアー上に配設されるようになっており、すなわち、タンクの壁の部品キャリアーのレイアウトに従って該部品キャリアー上に既に配列させたものとされる。
【0030】
内部部品の結合は、例えば部品キャリアーの面から出没し延長され得るスタンプリングダイによって生じる。これはまた代替え的に中央フレームから出没し延長され得る部品キャリアーフレームによっても実施できる。
【0031】
本発明の方法の1つの変形例によれば、内部部品はツールの閉じる動作を用いてシェルに固着される。これは内部部品が部品キャリアー上に静的に配列され、部品キャリアーの方法でのツールの閉じる動作若しくは行程動作が内部部品を結合させるのに使用される。
【0032】
本発明の文脈において、さらなるブロー圧の適用及び/又はツールのキャビティの洗浄を導入することができるように、ツールの部分が部品キャリアーに対して閉められている時でもキャビティは塞がれているとされる。
【0033】
本発明に従う方法の好適な改良例として、使用されるツールセパレーターは中央フレーム若しくは中央プレートであり、これはツールが閉じられる際の閉じる力を吸収して、キャビティの周辺のシーリングをもたらす。
【0034】
一緒に溶融されるシェルのフランジの未熟な冷却を防止するため、若しくフランジの過度の加熱とツールセパレーターへの該フランジの固着を防止するため、さらにはシェルが一緒に未だ夕着するのを防止するため、もしツールセパレーター及び/又はツールの部分の温度が制御されるならば、それは特に好適なものとされる。
【0035】
もしツールセパレーターが中央フレーム若しくは中央プレートの形式ならば、成形されたシェルの中間加熱や中間温度制御のための加熱装置をフレーム内に配設することが可能である。望ましい加熱装置は、例えば、赤外線放射装置や熱空気のブローワーである。またオプションとして、例えば中央フレームまたはシーリングフレームの形式のツールセパレーター内でタンクの外へのインターフェイス部を製造するためのシェルの壁への透孔を形成するための追加的な機能ユニットを配することもできる。
【0036】
もしツールセパレーターが中央フレームまたはシーリングフレームの形式である場合には、例えば取り外し可能な輪郭を描いた上部部材を設けることができ、それはいずれも燃料タンクのシェルと結合するフレームの輪郭に従ってシーリングする端部の空間的に湾曲した輪郭を伴っている。その結果として、製造すべき製品に依存し異なるキャビティを具備する異なるツールのための標準化したツールセパレーターを提供することができ、該ツールセパレーターは顧客によって特化した搭載可能な輪郭の上部部材を伴ったものとなる。
【0037】
本発明により方法の1つの変形例では、提供される部品キャリアーはコアであり、そのまわりでツールの部分が予め設定されたレイアウトで内部部品をシェルに結合するために閉じることができる。使用される部品キャリアーは好ましくは中央フレームであり、それに対してツールの部分が閉じることができる。
【0038】
もし使用される部品キャリアーが中央フレームであり、この中央フレームは概ね開いた、すなわち横方向でアクセスできる、フレームの形式を有するものとすることができる。もし部品キャリアーが開くデザインを有しているならば、これら既に耐熱や耐圧とする必要がないため、顕著に安価な結合シリンダーと顕著に安価なセンサーシステムを使用することができる。
【0039】
本発明が基礎とする目的は、前記方法を実施する装置であって、成形すべきシェルの外郭に応じた外郭を以て、それぞれ部分キャビティを形成する少なくとも2つのモールドハーフと、前記モールドハーフの開閉動作に横方向に移動できる少なくとも1つのツールセパレーターとを有する多部品ブロー成形ツールを具備してなり、前記ツールセパレーターは前記モールドハーフの閉じる力を吸収し前記ブロー成形ツールのキャビティを閉塞するように特に設計された中央フレーム若しくは中央プレートの形状を有してなる装置によってもまた達成される。
【0040】
本発明に従う装置の利点を有する改良例として、少なくとも1つの部品キャリアーが設けられ、該部品キャリアーはブローモールドハーフの開閉動作のために横方向に動作することができる。
【0041】
また、部品キャリアーとツールセパレーターは共通の機械フレームに設けられることができる。
【0042】
例示によれば、これらは互いに固定した距離だけ離れて機械フレーム上に設けることができ、該機械フレームはブローモールドハーフに関して、その該ブローモールドハーフの開閉動作について横方向に移動することができる。
【0043】
代替的に、また追加的にも、部品キャリアーとツールセパレーターは、互いに他方に関して移動できるように機械フレームに設けられることができる。
【0044】
例示的な実施形態の基礎となる添付の図面を参照しながら、本発明に従う方法は以下に説明される。
【図面の簡単な説明】
【0045】
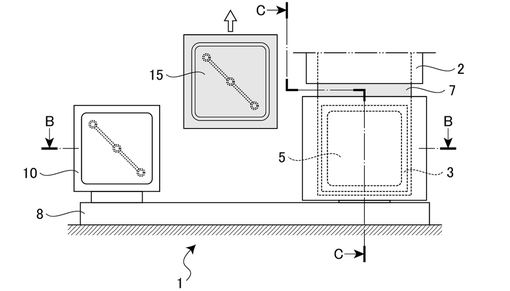
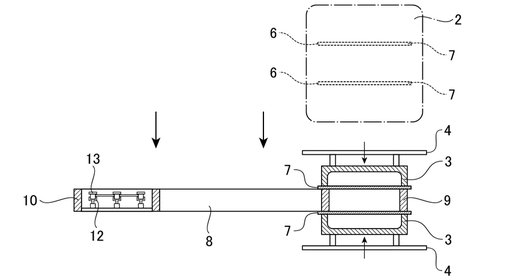
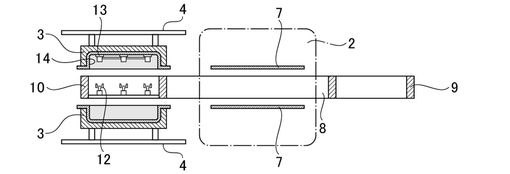
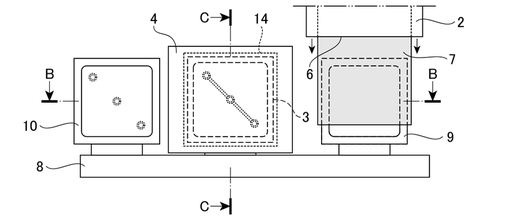
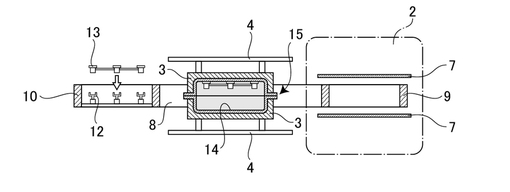
【図1a】生産サイクルの初めと終わりでの本発明の装置の模式的な図である。
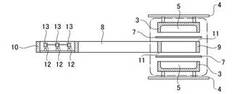
【図1b】図1aに示す構造の平面図である。
【図1c】図1aのC−C線に沿った部分断面図である。
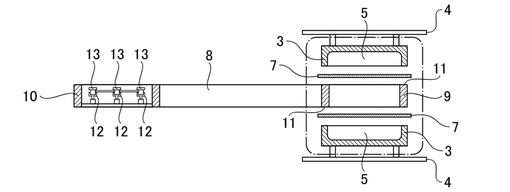
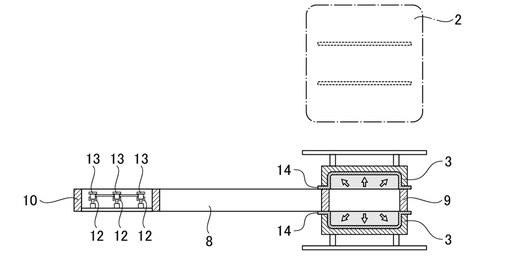
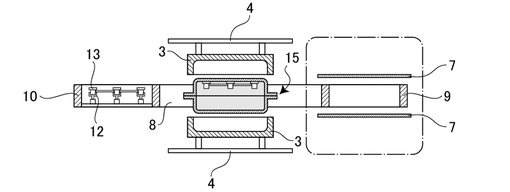
【図2】図1bに対応した図であって、プレフォームの間に配設されたツールセパレーターに対してツールが閉じられるところを示す。
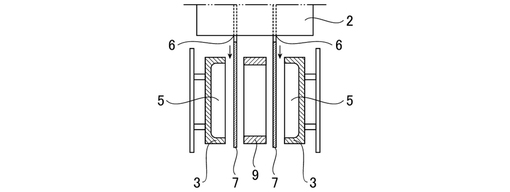
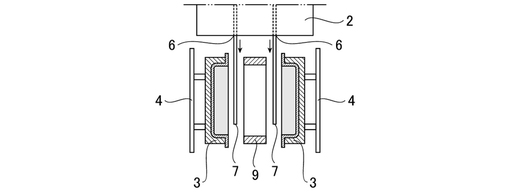
【図3】シェルを形成するプレフォームの成形を示す図である。
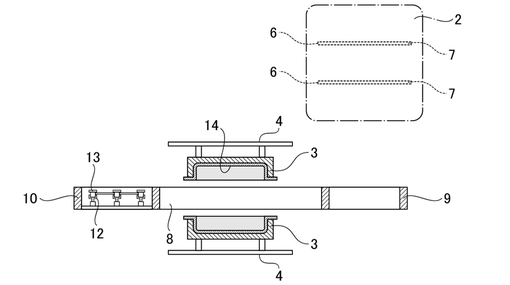
【図4】シェルが成形された後の開いたツールの平面図である。
【図5】内部部品が導入される直前の開いたツールの平面図である。
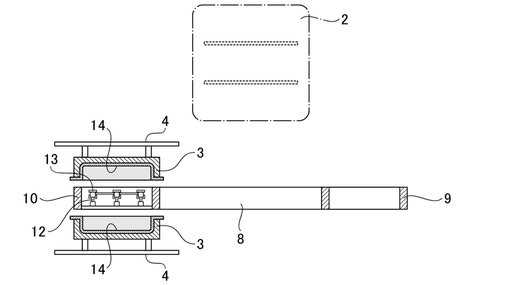
【図6】内部部品の導入の間の閉じたツールの平面図である。
【図7】内部部品が導入された後の閉じたツールの平面図である。
【図8】内部部品が導入された後の開いたツールの平面図である。
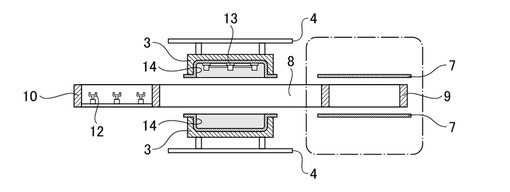
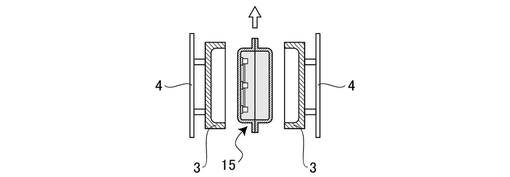
【図9a】図1aに対応した、完成品を形成するためにシェルを一緒に結合させるためにツールが閉じられる直前の図である。
【図9b】図1bに対応した、完成品を形成するためにシェルを一緒に結合させるためにツールが閉じられる直前の図である。
【図9c】図1cに対応した、完成品を形成するためにシェルを一緒に結合させるためにツールが閉じられる直前の図である。
【図10】完成品と共に閉じたツールを示す平面図である。
【図11a】図1aに対応した、完成品の取り外しを示す図である。
【図11b】図1bに対応した、完成品の取り外しを示す図である。
【図11c】図1cに対応した、完成品の取り外しを示す図である。
【発明を実施するための形態】
【0046】
初めに、本発明の方法を実施するためのブロー成形ツール1と押出ダイヘッド2の模式図を示す、図1a乃至図1cを参照する。ブロー成形ツール1は、2つのブローモールドハーフ3を有しており、該ブローモールドハーフ3はプラテン4に知られた方法で取り付けられ、開閉動作の意味合いにおいて互いに離れ且つ互いに向かって移動することができる。用語の"ブローモールドハーフ"は上述のように使用されるが、もしそれぞれが部分キャビティを形成する各ツール部分が他部品のデザインを有していても、本発明の範囲内のものである。ブローモールドハーフ3のそれぞれはツール、若しくはキャビティのモールドキャビティの半分を構成する必要はない。ブローモールドハーフ3の分割面はツールの幾何学的な半分で分割を構成する必要もない。
【0047】
プラテン4は詳細を図示しないベース機械フレームの一部であり、図に示すように、静的押出ダイヘッド2との関係で移動することができるものである。
【0048】
図中、押出ダイヘッド2は大きく簡素化された形状で示されている。それは2つのスロットダイ6を有し、それぞれから直線状に図面の面内に延長されるシート状若しくは巻き取り状のプレフォーム7は吊り下げられる方法で、すなわち重力方向に連続的に押し出される。プレフォーム7は好ましくはそれぞれ全部で6層の押出物からなり、カーボンブラックで着色された外側のHDPE層、HDPE層を基にする再生(再粉砕)層、両側に接着剤を配したEVOHバリヤ層と、さらに着色されないHDPE層を有する。例えば、接着剤の各層はLDPEを基礎とするものとできる。
【0049】
図示しない基礎機械フレームに加えて、本発明に従うブロー成形ツール1は機械フレーム8を有し、機械フレーム8は、基礎機械フレームに関して、プラテン4の開閉動作について横方向に移動させることができる。ツールセパレーター9と部品キャリアー10は互いに一定の距離を空けて機械フレーム8上に配設されている。
【0050】
ツールセパレーター9は実質的にシーリングフレームの形状を有し、その周辺シーリング面11はブローモールドハーフ3の部分キャビティ5の縁に概ね沿った周辺輪郭を規定する。
【0051】
部品キャリアー10は同様に中央フレームの形状を有し、その中にはそれぞれの部品保持部材12が固定手段とともに空圧のピストンシリンダー構造の形式で配されている。
【0052】
図中、ツールセパレーター9と部品キャリアー若しくは中央フレーム11の構造深さは概ね等しいが、特に簡素化のためである。実際は、ツールセパレーター9の構造深さは部品キャリアー10のそれよりも低いものとされる。最も簡単な場合、ツールセパレーター9は簡単な板の形状にでき、可能であればブロー圧をキャビティに適用する手段を伴う。
【0053】
機械フレーム8上の部品キャリアー10とツールセパレーター9の間の距離は概ねクランピングフレーム若しくはプラテン4の幅に対応する(より大きく若しくは等しくされる)。
【0054】
上述のように、部品キャリアー10とツールセパレーター9は、互いに他との関係で移動できるように機械フレーム上に配設できる。本例では、移動路はプラテン4の幅より大きく若しくは等しいものとされる。
【0055】
図1a乃至図1cは各作業サイクルの開始時及び終了時のブロー成形ツール1を示す。このタイプの作業サイクルは最初に図1cに示すようにブローモールドハーフ3の高さにほぼ対応した長さにプレフォーム7を連続押出する。プレフォーム7は開いたブローモールドハーフ3の間に押し出され、特にそれぞれの場合、ブローモールドハーフ3とブローモールドハーフ3の間に配設されたツールセパレーター9との間に押し出される。図2に示すように、さらなる製法工程においては、ブローモールドハーフ3は当該ブローモールドハーフ3の間に配設されたツールセパレーター9に対して閉じ、押出ダイヘッド2のところのプレフォーム7を締め付けて切り離しし及び/又は分断して、可能であれば更なるツールの助けにより連続的に押し出されたプレフォーム7を分離する。図2にその概略を示すように、押出ダイヘッドの下から基礎機械フレームが逃げる動作とブローモールドハーフ3の閉じる動作は重ねられる。キャビティ若しくはブロー成形ツール1のモールドキャビティは閉じられ、ツールセパレーター9はブローモールドハーフ3の閉じる力を吸収して同時にブロー成形ツール1のキャビティを塞ぐ。プレフォーム7は続いて図3に示すように、真空及び/又は過度の圧力を用いて、ブローモールドハーフ3の部分キャビティ5内に配置される。ブローモールドハーフは開かれ、図4に示すように、機械フレーム8について平面図で左側に移動させられる。この点において、機械フレーム8が基礎機械フレームとの関係で動くのかブローモールドハーフ3との関係で動くのか、あるいはブローモールドハーフ3とプラテン4が機械フレーム8との関係で動くのかは、いずれも重要ではない。これは選択できることがらであり、ブロー成形ツール1と押出ダイヘッド2の位置決めに用意できるスペースに依存する。
【0056】
さらなる製法工程(図5)においては、部品キャリアー10はブローモールドハーフ3の間に配される。ブローモールドハーフ3は次に再度閉じられる。塞ぐために、この工程の間ブローモールドハーフ3を完全に閉じる必要はない。それ故に、ブローモールドハーフ3を部品キャリアー10に対して閉じる工程は選択できる事項に過ぎない。
【0057】
さらなる製法工程において、作業サイクルの初めで内部部品13を備えた部品キャリアー10の内部の部品保持部材12は、部分キャビティ5内に形成されたシェル14の方向に移動させられる。内部部品13は部品保持部材12の行程動作からの力を用いてシェル14に結合され、或いはシェル14に固着される。
【0058】
図面では、このプロセスは1つのシェル14との関係だけを示しているが、本発明では内部部品13が両方のシェル14に固着できるものと理解すべきである。
【0059】
例示によると、このような固着は、例えばドイツ特許出願第10 2006 006469号(A1)に記載される方法で鋲打ちにより行うことも可能であり、この書類は開示の目的のためにもここで言及により十分に取り込まれるものとされる。
【0060】
最後に、部品保持部材12は初期位置(図6)に戻され、ブロー成形ツール1は開かれ、すなわちブローモールドハーフ3は離れるように移動する(図8)。プラテン4は図9bに示すようにツールセパレーター9と部品キャリアー10の間の初期位置に移動して、続いてブローモールドハーフ3は当該ブローモールドハーフ3内に配設されたシェル14がその端部で一緒に溶融される間(図10)に閉める動作を行う。同時に、ツールセパレーター9は既にプレフォーム7の間に配される(更なるサイクル)。同時に、部品保持部材12は内部部品13を具備したものとされる。
【0061】
最後に、ブローモールドハーフ3は開かれ(図11b)、内部部品13を伴う燃料タンクの形状の完成品が開いたツールから上に取り除かれる(図11b、図1a)。
【符号の説明】
【0062】
1 ブロー成形ツール
2 押出ダイヘッド
3 ブローモールドハーフ
4 プラテン
5 部分キャビティ
6 スロットダイ
7 プレフォーム
8 機械フレーム
9 ツールセパレーター
10 部品キャリアー
11 シーリング面
12 部品保持部材
13 内部部品
14 シェル
15 燃料タンク(物品)
【技術分野】
【0001】
本発明は可塑化した熱可塑性材料の少なくとも2つのシート状の巻き取り形状のプレフォームを成形する熱可塑性材料から中空本体を製造する方法に関し、またその方法を実施する装置に関する。
【0002】
本発明は特に押出ブロー成形によって熱可塑性材料から中空本体を製造する方法に関する。
【背景技術】
【0003】
プラスチック製品の押出ブロー成形においては、互いを補完するように形成され一緒にモールドキャビティ若しくはキャビティの範囲を定める2つのモールドハーフを有するモールディングツールが通常使用される。通常パリソンの形式である熱可塑性押出物は、ツールの開いたハーフの間に持ち込まれる。ツールはプレフォームの周囲で閉じ、後者はツール内で該ツールによって形成されるキャビティの内部壁に対して置かれ、それ故に仕上げられた物品はモールディングツールの内側形状に対応した外側形状を有する。前記プレフォームは、ガス圧力の手段によるプレフォームの膨張から、若しくは型の壁に設けられたチャンネルにより与えられる負圧の手段によりツールの内壁に対してプレフォームを置くことによって再形成される。
【0004】
特に、例えば熱可塑性材料から1個が形成される燃料タンクのような技術的な部品の製造においては、中空の筺体に種々の内部部品を取り付ける必要がある。各種の様々な理由から、中空の筺体の製造の途中でなるべく早期に中空の筺体に内部部品を導入することが必要で好都合である。閉じたパリソンの形式の押出物がツールの開いたハーフの間に持ち込まれ、該パリソンが閉じたツールの中で膨張されて完成した中空の筺体を形成する従来の押出ブロー成形を用いた中空の筺体の製造においては、製造の間に例えば所謂ブロー成形によるカプセル化によって内部部品は導入される。この方法では、導入される部品は、パリソンが閉じたツール内で膨張させられる前に適正に設計された保持装置によってパリソンに挿入される、プレフォームが前記壁に対して置かれる際にツール内で可能であれば更なる可動部材の助けをかりてキャビティ内の壁に固定される。これらの方法はとても複雑であり、比較的に大きな範囲で、完成するタンク内の内部部品の引き続いた位置と数に関して特に限定される。管状の押出物の押出ブロー成形により燃料タンクを製造する場合には、それが完成した後も未だ幾つかの内部部品を固定する必要がある。タンクの壁はこの目的では損傷してしまう必要があり得る。
【0005】
例えば、通気バルブやセイフティバルブを固定するために、円形の切り欠きや開口部をタンクの壁に形成することや、前記バルブをタンクの壁の所望の場所に確実に固定することを可能とすることが、しばしば必要とされる。
【0006】
燃料タンクの製造に使用される熱可塑性材料は炭化水素に対して完全には耐性を有しているわけではなく、タンクの壁はそれ故に炭化水素のバリヤ層を伴う多層レイヤーの押出物として設計されるべきである。代替的に、タンクの内壁に例えばフッ素加工やスルホン化加工などの化学処理を施すことが可能である。穴、円形の切り欠き、その他の形成からの結果としてのタンクの壁のいかなる損傷も燃料タンクへの必要な透過耐性のために好ましくはない。これはこのタイプの開口部の複雑なシーリングは引き続き必要とされるからである。
【0007】
特に自動車の燃料タンクへの内部部品と機能部品の導入に関しての上述の問題の背景に対して、このタイプの燃料タンクの製造に特に好適であることが証明された方法は、少なくとも2つのシート状の巻き取り形状の可塑化される熱可塑性材料のプレフォームが2つの外側型と少なくとも1つの中央型を備え他方との関係で開閉動作を行うモールドキャビティを形成する多部品ツール内で再形成され、内部部品は中央型若しくはコアを介して製造すべき中空本体の内部壁へ固定される。内部部品はコアによって予め規定されたレイアウトでプレフォームに固定され、そのコアはモールドハーフの間で除かれ、続いてモールドハーフは再び閉じられて、燃料タンクは最終形状にブロー成形される。このタイプの方法は、例えば国際公開第2007/088200公報(A1)に知られている。更なる類似の方法は、例えば欧州特許第1773570公報(B1)に知られている。最後にこのタイプの方法は、例えば米国特許第6866812号公報(B2)に知られている。
【0008】
上述の方法は、製造すべきタンクの構造が比較的に複雑な場合に、内部部品が、貫通、開口、円形の切り抜きの如きタンクの壁へのダメージを必要とせずに、製造すべきタンクの内部でどのようなレイアウトでもどのような所望の場所でもタンクの壁に取り付けることができるという利点を有する。広い様々の理由で、このような方法を用いるときには、パリソンからの従来の押出ブロー成形に使用される既存の押出成形技術に利用することで効果がある。これは特に有益で、なぜなら既存の押出成形機や押出ダイヘッドを利用することができ、押出物の径方向と軸方向の壁の厚みの比較的に簡単に制御する方法があるからである。これは押出ダイヘッド内で比較的に複雑な溶融制御を伴う多層プレフォームの共押出に特に好都合である。
【0009】
この理由のため、米国特許第6866812号公報(B2)では、例えば押し出された管状のプレフォームが正反対の場所に個別とされ或いは分離されて巻き取り形状のシート状のプレフォームを形成し、これらの巻き取り状のプレフォームをツールの開いた部分の間に導入して、ツールの上からの重力方向での連続押出によって精度を上げることが提案されている。
【発明の概要】
【発明が解決しようとする課題】
【0010】
タンク内に導入される内部部品の位置や配列に従って、この目的で使用されるコアは、比較的に高い構造の深さを有する必要があり、別に離されるべき巻き取り状のプレフォームの間の最小限の距離を究極的に前もって規定する。この目的のため、米国特許第6866812号公報(B2)に記載されるように、複雑なローラー搬送装置によってプレフォームを移動させ、ツールの開いた部分の間で互いに一定の間隔を維持する必要がある。
【0011】
さらに、コアや中央ツールは比較的に複雑なデザインを有する。詳しくはツールのキャビティをさらには油圧か空圧で出没する部品保持部材、加熱装置、スタンピングダイなどとともに信頼性高く塞ぐことが可能なようにデザインするべきである。最後に、最初の工程で半分のシェルを形成するためにプレフォームを再形成して成形する際に、一般的に少なくとも5barのブロー圧力が加わるべきものであるため、中央ツールはツールの全閉成圧力に耐えるべきものとされる。結果として、少なからずツールの品質に完全に設計すべきものであるから、必要な中央ツールは比較的高価とされる。
【0012】
本発明は、それ故、上述の不利益を回避するシート状の巻き取り形状のプレフォームからの熱可塑性材料の中空本体、特に燃料タンクを製造する方法を提供する目的に基づいている。特に、その方法はより簡単に実施することができ、この目的のために提供される装置への必要な投資を少なくすることができるものである。
【課題を解決するための手段】
【0013】
目的は第1に、熱可塑性材料から中空本体を製造する方法であって、キャビティを形成する複数部品ツール内で、可塑化した熱可塑性材料の少なくとも2つのシート状の巻き取り形状のプレフォームを成形して2つの相補的なシェルを形成し、前記シェルを一緒に合わせて実質的に閉じた中空本体を形成し、前記プレフォームはそれぞれ部分キャビティを有するツールの開成部分の間に持ち込まれ、該ツールの部分は前記プレフォームの間に配設されるツールセパレーターに対して閉じられ、前記プレフォームは圧力差を用いて部分キャビティの内部に挿入されて成形され、さらなる分離工程では、前記ツールは再開成され、製造すべき中空本体の内部部品は前記シェルに固定され、最後に前記シェルは前記ツールを再度閉じることで一緒に合わされて閉じた中空本体を形成することを特徴とする熱可塑性材料から中空本体を製造する方法により達成される。
【0014】
本発明の文脈において、閉じることは少なくとも最初に閉じる際に顕著な閉じる力を加えることを伴って閉じることを意味すると理解される必要はない。むしろ、本文脈では成形すべきプレフォームをシェルに形成できるキャビティをシールするようにツールを移動させるもので十分である。
【0015】
本発明に従って巻き取り状のプレフォームは、先に押出したパリソンを正反対の位置に分離したり、互いに空間的に離れたスロットダイから巻き取り状のプレフォームを押出することによって提供できる。この目的において、ドイツ特許出願公開第10 2006 042 065号公報(A1)における押出ダイヘッドを使用することができ、例えば本書類は言及により十分に内容として、開示の目的としても、ここに取り込まれるものとされる。
【0016】
好適な押出物は炭化水素のバリヤ層を具備する熱可塑性材料の共押出物である。本発明においては、しかしながら、単層の押出物からなる巻き取り状のプレフォームを処理することも可能である。HDPE(高密度ポリエチレン)を基礎とする巻き取り状のプレフォームを押出することが好ましい。例示すると、ベース材料としてHDPEの6層共押出とバリヤ層としてのEVOH(エチレン―ビニルアルコール共重合樹脂)を有するものが好ましい。
【0017】
さらなる好ましい改良においては、前記方法は、ツールの開いた部分の上からの重力方向での少なくとも2つのシート状で巻き取り状のプレフォームの連続押出工程を有する。
【0018】
本発明は、次のようにまとめることができ、すなわち、本発明の方法によれば、シェル形状の要素を形成するためのプレフォームを再形成して成形する工程と、製造されるシェルの内壁に内部部品を一緒にする工程とが2つの別個の方法工程として実施され、ツールに関して互いに機能的に別個のものとされる。ツールのキャビティ内での異なる圧力を用いてシェルを成形するために、相補的なシェルが一緒に溶けない方法でツール内のキャビティを塞ぐことが単に必要とされる。
【0019】
本発明の文脈においては、相補性とは、それらが一緒に合わされ若しくは結合されたときに完成した中空本体を提供するような方法で嵌め合わされるようにそれぞれ形成される2つのシェル形状の部品を少なくとも意味するものと理解されるべきである。
【0020】
本発明の方法は特別な利点を有しており、単に簡単なツールセパレーターがシェルを成形するのに必要であり、このツールセパレーターは1つのシーリング機能を実現するためだけに用いられる。ツールセパレーターの構造的な深さは中空本体に導入されるべき内部部品の位置や構造とは独立したものであり、重力方向でツールの上から押し出したシート状若しくは巻き取り状のプレフォームを案内することは最早不要である。押出ダイヘッドで予め規定された離間距離でこれらを押出することができ、互いに所定距離離しておくことや、特にローラー搬送装置、マニピュレーター、把持装置、加熱したロッドなどを使用して案内する必要もない。ドイツ特許出願公開第10 2006 042 065号公報(A1)に記載されるような押出ダイヘッドを使用するときに、特に利点を有しており、その中で共押出物の管状の溶融した流れが押出ダイヘッド内の流れチャンネルの適度な形成によって分けられ、2つの実質的にシート状の巻き取り形状の平面的な溶融した流れにされる。
【0021】
この方法は、中空本体若しくは燃料タンクに導入される内部部品がツールが開いているときに操作され得るというさらなる利点を有している。
【0022】
例示によれば、内部部品はブロー成形機の適当な場所に配される従来の立体操作機の手段により導入させられる。
【0023】
プレフォームはツールの部分の部分キャビティに過度の圧力の適用および/またはツールにわたっての負圧の適用によって導入されて成形される。この目的のため、負圧チャンネルまたは、例えば多孔質領域の形式で、負圧開口部がツール内に形成される。
【0024】
本発明による方法の好適な変形例においては、ツールの開いた部品に間に持ち込まれる部品キャリアーによって内部部品がシェルに固定される。
【0025】
シェルは好ましくは押出物からの最初の熱、すなわち押出物からの可塑化の熱を用いて好ましくは成形される。
【0026】
本発明による方法の特に好適な変形例においては、内部部品は押出物の最初の熱を用いてシェルに固定され、すなわち、内部部品はシェルの内壁に持ち込まれあるいは結合され、シェルがまだ溶けている状態で、その壁は型の壁とは離れて面している。例示によれば、内部部品はシェルがこの状態のときに赤外線照射器からの追加の溶着エネルギーの助けや溶着用鏡の助けをできれば伴って当該シェルに鋲止め或いは溶着させることができる。
【0027】
本発明による方法の特に好適な変形例においては、シェルへの追加の熱エネルギーの導入は、シェルが成形された直後であって内部部品が導入される前の中間的な加熱ということで提供され得る。シェルの未だ熱い熱可塑性材料の温度は、追加的にこの方法で、例えば、放射された熱若しくは熱い空気(伝導性の熱移転)の適用によって制御される。
【0028】
導線通し部もシェルの成形の間若しくはシェルが成形された直後であって内部部品が導入される前にインターフェイス部の導入のためにシェルの壁に配設され得る。シェルの壁を透過するように導かれる備品の形状のこのタイプのインターフェイス部は、内部部品の結合が行われる次の方法工程でシェル内に導入される。
【0029】
本発明の方法の1つの変形例は、内部部品が、他の内部部品および/または前記シェルとの関係で意図した設定位置の部品キャリアー上に配設されるようになっており、すなわち、タンクの壁の部品キャリアーのレイアウトに従って該部品キャリアー上に既に配列させたものとされる。
【0030】
内部部品の結合は、例えば部品キャリアーの面から出没し延長され得るスタンプリングダイによって生じる。これはまた代替え的に中央フレームから出没し延長され得る部品キャリアーフレームによっても実施できる。
【0031】
本発明の方法の1つの変形例によれば、内部部品はツールの閉じる動作を用いてシェルに固着される。これは内部部品が部品キャリアー上に静的に配列され、部品キャリアーの方法でのツールの閉じる動作若しくは行程動作が内部部品を結合させるのに使用される。
【0032】
本発明の文脈において、さらなるブロー圧の適用及び/又はツールのキャビティの洗浄を導入することができるように、ツールの部分が部品キャリアーに対して閉められている時でもキャビティは塞がれているとされる。
【0033】
本発明に従う方法の好適な改良例として、使用されるツールセパレーターは中央フレーム若しくは中央プレートであり、これはツールが閉じられる際の閉じる力を吸収して、キャビティの周辺のシーリングをもたらす。
【0034】
一緒に溶融されるシェルのフランジの未熟な冷却を防止するため、若しくフランジの過度の加熱とツールセパレーターへの該フランジの固着を防止するため、さらにはシェルが一緒に未だ夕着するのを防止するため、もしツールセパレーター及び/又はツールの部分の温度が制御されるならば、それは特に好適なものとされる。
【0035】
もしツールセパレーターが中央フレーム若しくは中央プレートの形式ならば、成形されたシェルの中間加熱や中間温度制御のための加熱装置をフレーム内に配設することが可能である。望ましい加熱装置は、例えば、赤外線放射装置や熱空気のブローワーである。またオプションとして、例えば中央フレームまたはシーリングフレームの形式のツールセパレーター内でタンクの外へのインターフェイス部を製造するためのシェルの壁への透孔を形成するための追加的な機能ユニットを配することもできる。
【0036】
もしツールセパレーターが中央フレームまたはシーリングフレームの形式である場合には、例えば取り外し可能な輪郭を描いた上部部材を設けることができ、それはいずれも燃料タンクのシェルと結合するフレームの輪郭に従ってシーリングする端部の空間的に湾曲した輪郭を伴っている。その結果として、製造すべき製品に依存し異なるキャビティを具備する異なるツールのための標準化したツールセパレーターを提供することができ、該ツールセパレーターは顧客によって特化した搭載可能な輪郭の上部部材を伴ったものとなる。
【0037】
本発明により方法の1つの変形例では、提供される部品キャリアーはコアであり、そのまわりでツールの部分が予め設定されたレイアウトで内部部品をシェルに結合するために閉じることができる。使用される部品キャリアーは好ましくは中央フレームであり、それに対してツールの部分が閉じることができる。
【0038】
もし使用される部品キャリアーが中央フレームであり、この中央フレームは概ね開いた、すなわち横方向でアクセスできる、フレームの形式を有するものとすることができる。もし部品キャリアーが開くデザインを有しているならば、これら既に耐熱や耐圧とする必要がないため、顕著に安価な結合シリンダーと顕著に安価なセンサーシステムを使用することができる。
【0039】
本発明が基礎とする目的は、前記方法を実施する装置であって、成形すべきシェルの外郭に応じた外郭を以て、それぞれ部分キャビティを形成する少なくとも2つのモールドハーフと、前記モールドハーフの開閉動作に横方向に移動できる少なくとも1つのツールセパレーターとを有する多部品ブロー成形ツールを具備してなり、前記ツールセパレーターは前記モールドハーフの閉じる力を吸収し前記ブロー成形ツールのキャビティを閉塞するように特に設計された中央フレーム若しくは中央プレートの形状を有してなる装置によってもまた達成される。
【0040】
本発明に従う装置の利点を有する改良例として、少なくとも1つの部品キャリアーが設けられ、該部品キャリアーはブローモールドハーフの開閉動作のために横方向に動作することができる。
【0041】
また、部品キャリアーとツールセパレーターは共通の機械フレームに設けられることができる。
【0042】
例示によれば、これらは互いに固定した距離だけ離れて機械フレーム上に設けることができ、該機械フレームはブローモールドハーフに関して、その該ブローモールドハーフの開閉動作について横方向に移動することができる。
【0043】
代替的に、また追加的にも、部品キャリアーとツールセパレーターは、互いに他方に関して移動できるように機械フレームに設けられることができる。
【0044】
例示的な実施形態の基礎となる添付の図面を参照しながら、本発明に従う方法は以下に説明される。
【図面の簡単な説明】
【0045】
【図1a】生産サイクルの初めと終わりでの本発明の装置の模式的な図である。
【図1b】図1aに示す構造の平面図である。
【図1c】図1aのC−C線に沿った部分断面図である。
【図2】図1bに対応した図であって、プレフォームの間に配設されたツールセパレーターに対してツールが閉じられるところを示す。
【図3】シェルを形成するプレフォームの成形を示す図である。
【図4】シェルが成形された後の開いたツールの平面図である。
【図5】内部部品が導入される直前の開いたツールの平面図である。
【図6】内部部品の導入の間の閉じたツールの平面図である。
【図7】内部部品が導入された後の閉じたツールの平面図である。
【図8】内部部品が導入された後の開いたツールの平面図である。
【図9a】図1aに対応した、完成品を形成するためにシェルを一緒に結合させるためにツールが閉じられる直前の図である。
【図9b】図1bに対応した、完成品を形成するためにシェルを一緒に結合させるためにツールが閉じられる直前の図である。
【図9c】図1cに対応した、完成品を形成するためにシェルを一緒に結合させるためにツールが閉じられる直前の図である。
【図10】完成品と共に閉じたツールを示す平面図である。
【図11a】図1aに対応した、完成品の取り外しを示す図である。
【図11b】図1bに対応した、完成品の取り外しを示す図である。
【図11c】図1cに対応した、完成品の取り外しを示す図である。
【発明を実施するための形態】
【0046】
初めに、本発明の方法を実施するためのブロー成形ツール1と押出ダイヘッド2の模式図を示す、図1a乃至図1cを参照する。ブロー成形ツール1は、2つのブローモールドハーフ3を有しており、該ブローモールドハーフ3はプラテン4に知られた方法で取り付けられ、開閉動作の意味合いにおいて互いに離れ且つ互いに向かって移動することができる。用語の"ブローモールドハーフ"は上述のように使用されるが、もしそれぞれが部分キャビティを形成する各ツール部分が他部品のデザインを有していても、本発明の範囲内のものである。ブローモールドハーフ3のそれぞれはツール、若しくはキャビティのモールドキャビティの半分を構成する必要はない。ブローモールドハーフ3の分割面はツールの幾何学的な半分で分割を構成する必要もない。
【0047】
プラテン4は詳細を図示しないベース機械フレームの一部であり、図に示すように、静的押出ダイヘッド2との関係で移動することができるものである。
【0048】
図中、押出ダイヘッド2は大きく簡素化された形状で示されている。それは2つのスロットダイ6を有し、それぞれから直線状に図面の面内に延長されるシート状若しくは巻き取り状のプレフォーム7は吊り下げられる方法で、すなわち重力方向に連続的に押し出される。プレフォーム7は好ましくはそれぞれ全部で6層の押出物からなり、カーボンブラックで着色された外側のHDPE層、HDPE層を基にする再生(再粉砕)層、両側に接着剤を配したEVOHバリヤ層と、さらに着色されないHDPE層を有する。例えば、接着剤の各層はLDPEを基礎とするものとできる。
【0049】
図示しない基礎機械フレームに加えて、本発明に従うブロー成形ツール1は機械フレーム8を有し、機械フレーム8は、基礎機械フレームに関して、プラテン4の開閉動作について横方向に移動させることができる。ツールセパレーター9と部品キャリアー10は互いに一定の距離を空けて機械フレーム8上に配設されている。
【0050】
ツールセパレーター9は実質的にシーリングフレームの形状を有し、その周辺シーリング面11はブローモールドハーフ3の部分キャビティ5の縁に概ね沿った周辺輪郭を規定する。
【0051】
部品キャリアー10は同様に中央フレームの形状を有し、その中にはそれぞれの部品保持部材12が固定手段とともに空圧のピストンシリンダー構造の形式で配されている。
【0052】
図中、ツールセパレーター9と部品キャリアー若しくは中央フレーム11の構造深さは概ね等しいが、特に簡素化のためである。実際は、ツールセパレーター9の構造深さは部品キャリアー10のそれよりも低いものとされる。最も簡単な場合、ツールセパレーター9は簡単な板の形状にでき、可能であればブロー圧をキャビティに適用する手段を伴う。
【0053】
機械フレーム8上の部品キャリアー10とツールセパレーター9の間の距離は概ねクランピングフレーム若しくはプラテン4の幅に対応する(より大きく若しくは等しくされる)。
【0054】
上述のように、部品キャリアー10とツールセパレーター9は、互いに他との関係で移動できるように機械フレーム上に配設できる。本例では、移動路はプラテン4の幅より大きく若しくは等しいものとされる。
【0055】
図1a乃至図1cは各作業サイクルの開始時及び終了時のブロー成形ツール1を示す。このタイプの作業サイクルは最初に図1cに示すようにブローモールドハーフ3の高さにほぼ対応した長さにプレフォーム7を連続押出する。プレフォーム7は開いたブローモールドハーフ3の間に押し出され、特にそれぞれの場合、ブローモールドハーフ3とブローモールドハーフ3の間に配設されたツールセパレーター9との間に押し出される。図2に示すように、さらなる製法工程においては、ブローモールドハーフ3は当該ブローモールドハーフ3の間に配設されたツールセパレーター9に対して閉じ、押出ダイヘッド2のところのプレフォーム7を締め付けて切り離しし及び/又は分断して、可能であれば更なるツールの助けにより連続的に押し出されたプレフォーム7を分離する。図2にその概略を示すように、押出ダイヘッドの下から基礎機械フレームが逃げる動作とブローモールドハーフ3の閉じる動作は重ねられる。キャビティ若しくはブロー成形ツール1のモールドキャビティは閉じられ、ツールセパレーター9はブローモールドハーフ3の閉じる力を吸収して同時にブロー成形ツール1のキャビティを塞ぐ。プレフォーム7は続いて図3に示すように、真空及び/又は過度の圧力を用いて、ブローモールドハーフ3の部分キャビティ5内に配置される。ブローモールドハーフは開かれ、図4に示すように、機械フレーム8について平面図で左側に移動させられる。この点において、機械フレーム8が基礎機械フレームとの関係で動くのかブローモールドハーフ3との関係で動くのか、あるいはブローモールドハーフ3とプラテン4が機械フレーム8との関係で動くのかは、いずれも重要ではない。これは選択できることがらであり、ブロー成形ツール1と押出ダイヘッド2の位置決めに用意できるスペースに依存する。
【0056】
さらなる製法工程(図5)においては、部品キャリアー10はブローモールドハーフ3の間に配される。ブローモールドハーフ3は次に再度閉じられる。塞ぐために、この工程の間ブローモールドハーフ3を完全に閉じる必要はない。それ故に、ブローモールドハーフ3を部品キャリアー10に対して閉じる工程は選択できる事項に過ぎない。
【0057】
さらなる製法工程において、作業サイクルの初めで内部部品13を備えた部品キャリアー10の内部の部品保持部材12は、部分キャビティ5内に形成されたシェル14の方向に移動させられる。内部部品13は部品保持部材12の行程動作からの力を用いてシェル14に結合され、或いはシェル14に固着される。
【0058】
図面では、このプロセスは1つのシェル14との関係だけを示しているが、本発明では内部部品13が両方のシェル14に固着できるものと理解すべきである。
【0059】
例示によると、このような固着は、例えばドイツ特許出願第10 2006 006469号(A1)に記載される方法で鋲打ちにより行うことも可能であり、この書類は開示の目的のためにもここで言及により十分に取り込まれるものとされる。
【0060】
最後に、部品保持部材12は初期位置(図6)に戻され、ブロー成形ツール1は開かれ、すなわちブローモールドハーフ3は離れるように移動する(図8)。プラテン4は図9bに示すようにツールセパレーター9と部品キャリアー10の間の初期位置に移動して、続いてブローモールドハーフ3は当該ブローモールドハーフ3内に配設されたシェル14がその端部で一緒に溶融される間(図10)に閉める動作を行う。同時に、ツールセパレーター9は既にプレフォーム7の間に配される(更なるサイクル)。同時に、部品保持部材12は内部部品13を具備したものとされる。
【0061】
最後に、ブローモールドハーフ3は開かれ(図11b)、内部部品13を伴う燃料タンクの形状の完成品が開いたツールから上に取り除かれる(図11b、図1a)。
【符号の説明】
【0062】
1 ブロー成形ツール
2 押出ダイヘッド
3 ブローモールドハーフ
4 プラテン
5 部分キャビティ
6 スロットダイ
7 プレフォーム
8 機械フレーム
9 ツールセパレーター
10 部品キャリアー
11 シーリング面
12 部品保持部材
13 内部部品
14 シェル
15 燃料タンク(物品)
【特許請求の範囲】
【請求項1】
熱可塑性材料から中空本体を製造する方法であって、
キャビティを形成する複数部品ツール内で、可塑化した熱可塑性材料の少なくとも2つのシート状の巻き取り形状のプレフォームを成形して2つの相補的なシェルを形成し、
前記シェルを一緒に合わせて実質的に閉じた中空本体を形成し、
前記プレフォームはそれぞれ部分キャビティを有するツールの開成部分の間に持ち込まれ、該ツールの部分は前記プレフォームの間に配設されるツールセパレーターに対して閉じられ、前記プレフォームは圧力差を用いて部分キャビティの内部に挿入されて成形され、さらなる分離工程では、前記ツールは再開成され、製造すべき中空本体の内部部品は前記シェルに固定され、最後に前記シェルは前記ツールを再度閉じることで一緒に合わされて閉じた中空本体を形成することを特徴とする熱可塑性材料から中空本体を製造する方法。
【請求項2】
請求項1の熱可塑性材料から中空本体を製造する方法であって、前記内部部品は、前記ツールが開いているときに前記シェルに固定されることを特徴とする熱可塑性材料から中空本体を製造する方法。
【請求項3】
請求項1若しくは請求項2の熱可塑性材料から中空本体を製造する方法であって、前記内部部品は、前記ツールの開成部品の間に持ち込まれる少なくとも1つの部品キャリアーによって前記シェルに固定されることを特徴とする熱可塑性材料から中空本体を製造する方法。
【請求項4】
請求項1乃至請求項3のいずれかの熱可塑性材料から中空本体を製造する方法であって、前記シェルは押出成形の最初の熱を利用して成形されることを特徴とする熱可塑性材料から中空本体を製造する方法。
【請求項5】
請求項1乃至請求項4のいずれかの熱可塑性材料から中空本体を製造する方法であって、前記内部部品は、押出成形の最初の熱を利用して前記シェルに固定されることを特徴とする熱可塑性材料から中空本体を製造する方法。
【請求項6】
請求項1乃至請求項5のいずれかの熱可塑性材料から中空本体を製造する方法であって、前記内部部品は、他の内部部品および/または前記シェルとの関係で意図した設定位置の部品キャリアー上に配設されることを特徴とする熱可塑性材料から中空本体を製造する方法。
【請求項7】
請求項1乃至請求項6のいずれかの熱可塑性材料から中空本体を製造する方法であって、前記ツールの閉じる動作を用いて前記内部部品は前記シェルに固定されることを特徴とする熱可塑性材料から中空本体を製造する方法。
【請求項8】
請求項1乃至請求項7のいずれかの熱可塑性材料から中空本体を製造する方法であって、使用される前記ツールセパレーターは、少なくとも1つの中央フレーム若しくは中央プレートであり、前記ツールを閉じたときの閉じる力を吸収し、前記キャビティの周縁部の遮蔽をもたらすことを特徴とする熱可塑性材料から中空本体を製造する方法。
【請求項9】
請求項1乃至請求項8のいずれかの熱可塑性材料から中空本体を製造する方法であって、前記ツールセパレーターおよび/または前記ツールの部分の温度は制御されることを特徴とする熱可塑性材料から中空本体を製造する方法。
【請求項10】
請求項1乃至請求項9のいずれかの熱可塑性材料から中空本体を製造する方法であって、提供される前記部品キャリアーはコアであり、そのまわりで前記ツールの部分が予め設定されたレイアウトで前記内部部品を前記シェルに結合するために閉じることができることを特徴とする熱可塑性材料から中空本体を製造する方法。
【請求項11】
請求項1乃至請求項10のいずれかの熱可塑性材料から中空本体を製造する方法であって、使用される前記部品キャリアーは中央フレームであり、該中央フレームに対して前記ツールの部分が閉じられることを特徴とする熱可塑性材料から中空本体を製造する方法。
【請求項12】
請求項1乃至請求項11のいずれかの熱可塑性材料から中空本体を製造する方法を実施する装置であって、
成形すべきシェルの外郭に応じた外郭を以て、それぞれ部分キャビティを形成する少なくとも2つのモールドハーフと、
前記モールドハーフの開閉動作に横方向に移動できる少なくとも1つのツールセパレーターと
を有する多部品ブロー成形ツールを具備してなり、
前記ツールセパレーターは前記モールドハーフの閉じる力を吸収し前記ブロー成形ツールのキャビティを閉塞するように特に設計された中央フレーム若しくは中央プレートの形状を有してなることを特徴とする装置。
【請求項13】
請求項12の熱可塑性材料から中空本体を製造する方法を実施する装置であって、少なくとも1つの追加の部品キャリアーを有し、該部品キャリアーはブローモールドハーフの開閉動作に横方向に移動できることを特徴とする装置。
【請求項14】
請求項13の熱可塑性材料から中空本体を製造する方法を実施する装置であって、前記部品キャリアーおよび前記ツールセパレーターは同じ機械フレームに配設されることを特徴とする装置。
【請求項15】
請求項14の熱可塑性材料から中空本体を製造する方法を実施する装置であって、前記部品キャリアーおよび前記ツールセパレーターは、前記機械フレームに互いに距離をもって配設され、前記機械フレームと前記ブローモールドハーフは互いに他に関して移動できることを特徴とする装置。
【請求項16】
請求項14若しくは請求項15の熱可塑性材料から中空本体を製造する方法を実施する装置であって、前記部品キャリアーおよび前記ツールセパレーターは、互いに他に関して移動できるように前記機械フレーム上に配設されてなることを特徴とする装置。
【請求項1】
熱可塑性材料から中空本体を製造する方法であって、
キャビティを形成する複数部品ツール内で、可塑化した熱可塑性材料の少なくとも2つのシート状の巻き取り形状のプレフォームを成形して2つの相補的なシェルを形成し、
前記シェルを一緒に合わせて実質的に閉じた中空本体を形成し、
前記プレフォームはそれぞれ部分キャビティを有するツールの開成部分の間に持ち込まれ、該ツールの部分は前記プレフォームの間に配設されるツールセパレーターに対して閉じられ、前記プレフォームは圧力差を用いて部分キャビティの内部に挿入されて成形され、さらなる分離工程では、前記ツールは再開成され、製造すべき中空本体の内部部品は前記シェルに固定され、最後に前記シェルは前記ツールを再度閉じることで一緒に合わされて閉じた中空本体を形成することを特徴とする熱可塑性材料から中空本体を製造する方法。
【請求項2】
請求項1の熱可塑性材料から中空本体を製造する方法であって、前記内部部品は、前記ツールが開いているときに前記シェルに固定されることを特徴とする熱可塑性材料から中空本体を製造する方法。
【請求項3】
請求項1若しくは請求項2の熱可塑性材料から中空本体を製造する方法であって、前記内部部品は、前記ツールの開成部品の間に持ち込まれる少なくとも1つの部品キャリアーによって前記シェルに固定されることを特徴とする熱可塑性材料から中空本体を製造する方法。
【請求項4】
請求項1乃至請求項3のいずれかの熱可塑性材料から中空本体を製造する方法であって、前記シェルは押出成形の最初の熱を利用して成形されることを特徴とする熱可塑性材料から中空本体を製造する方法。
【請求項5】
請求項1乃至請求項4のいずれかの熱可塑性材料から中空本体を製造する方法であって、前記内部部品は、押出成形の最初の熱を利用して前記シェルに固定されることを特徴とする熱可塑性材料から中空本体を製造する方法。
【請求項6】
請求項1乃至請求項5のいずれかの熱可塑性材料から中空本体を製造する方法であって、前記内部部品は、他の内部部品および/または前記シェルとの関係で意図した設定位置の部品キャリアー上に配設されることを特徴とする熱可塑性材料から中空本体を製造する方法。
【請求項7】
請求項1乃至請求項6のいずれかの熱可塑性材料から中空本体を製造する方法であって、前記ツールの閉じる動作を用いて前記内部部品は前記シェルに固定されることを特徴とする熱可塑性材料から中空本体を製造する方法。
【請求項8】
請求項1乃至請求項7のいずれかの熱可塑性材料から中空本体を製造する方法であって、使用される前記ツールセパレーターは、少なくとも1つの中央フレーム若しくは中央プレートであり、前記ツールを閉じたときの閉じる力を吸収し、前記キャビティの周縁部の遮蔽をもたらすことを特徴とする熱可塑性材料から中空本体を製造する方法。
【請求項9】
請求項1乃至請求項8のいずれかの熱可塑性材料から中空本体を製造する方法であって、前記ツールセパレーターおよび/または前記ツールの部分の温度は制御されることを特徴とする熱可塑性材料から中空本体を製造する方法。
【請求項10】
請求項1乃至請求項9のいずれかの熱可塑性材料から中空本体を製造する方法であって、提供される前記部品キャリアーはコアであり、そのまわりで前記ツールの部分が予め設定されたレイアウトで前記内部部品を前記シェルに結合するために閉じることができることを特徴とする熱可塑性材料から中空本体を製造する方法。
【請求項11】
請求項1乃至請求項10のいずれかの熱可塑性材料から中空本体を製造する方法であって、使用される前記部品キャリアーは中央フレームであり、該中央フレームに対して前記ツールの部分が閉じられることを特徴とする熱可塑性材料から中空本体を製造する方法。
【請求項12】
請求項1乃至請求項11のいずれかの熱可塑性材料から中空本体を製造する方法を実施する装置であって、
成形すべきシェルの外郭に応じた外郭を以て、それぞれ部分キャビティを形成する少なくとも2つのモールドハーフと、
前記モールドハーフの開閉動作に横方向に移動できる少なくとも1つのツールセパレーターと
を有する多部品ブロー成形ツールを具備してなり、
前記ツールセパレーターは前記モールドハーフの閉じる力を吸収し前記ブロー成形ツールのキャビティを閉塞するように特に設計された中央フレーム若しくは中央プレートの形状を有してなることを特徴とする装置。
【請求項13】
請求項12の熱可塑性材料から中空本体を製造する方法を実施する装置であって、少なくとも1つの追加の部品キャリアーを有し、該部品キャリアーはブローモールドハーフの開閉動作に横方向に移動できることを特徴とする装置。
【請求項14】
請求項13の熱可塑性材料から中空本体を製造する方法を実施する装置であって、前記部品キャリアーおよび前記ツールセパレーターは同じ機械フレームに配設されることを特徴とする装置。
【請求項15】
請求項14の熱可塑性材料から中空本体を製造する方法を実施する装置であって、前記部品キャリアーおよび前記ツールセパレーターは、前記機械フレームに互いに距離をもって配設され、前記機械フレームと前記ブローモールドハーフは互いに他に関して移動できることを特徴とする装置。
【請求項16】
請求項14若しくは請求項15の熱可塑性材料から中空本体を製造する方法を実施する装置であって、前記部品キャリアーおよび前記ツールセパレーターは、互いに他に関して移動できるように前記機械フレーム上に配設されてなることを特徴とする装置。
【図1a】


【図1b】
【図1c】
【図2】
【図3】
【図4】
【図5】
【図6】

【図7】

【図8】
【図9a】
【図9b】
【図9c】
【図10】
【図11a】

【図11b】
【図11c】
【図1b】
【図1c】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9a】
【図9b】
【図9c】
【図10】
【図11a】
【図11b】
【図11c】
【公開番号】特開2012−6395(P2012−6395A)
【公開日】平成24年1月12日(2012.1.12)
【国際特許分類】
【出願番号】特願2011−140705(P2011−140705)
【出願日】平成23年6月24日(2011.6.24)
【出願人】(510169365)コーテックス テクストロン ジーエムビーエイチ アンド シーオー ケージー (12)
【Fターム(参考)】
【公開日】平成24年1月12日(2012.1.12)
【国際特許分類】
【出願日】平成23年6月24日(2011.6.24)
【出願人】(510169365)コーテックス テクストロン ジーエムビーエイチ アンド シーオー ケージー (12)
【Fターム(参考)】
[ Back to top ]