
Fターム[4F202CK42]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 分割型、入れ子 (3,777) | 結合様式 (1,545)
Fターム[4F202CK42]の下位に属するFターム
主成形面に脱着自在に取付けるもの (613)
Fターム[4F202CK42]に分類される特許
1 - 20 / 932
曲管製造方法及びその装置
樹脂スタンパ用形状調整ステージ及びこれを備えたインプリント装置
【課題】熱や周囲環境の変化により伸縮して形状変化が生じた樹脂スタンパの形状を調整することができる樹脂スタンパ用ステージを提供すること。
【解決手段】一方の表面に微細な凹凸パターンが形成された樹脂スタンパ16を、その凹凸パターン形成面とは反対側の面が接するように載置するための載置台12を有し、該載置台12は、前記樹脂スタンパの反対側の面を吸引する複数の吸引孔15を有する吸引機構14と、前記複数の吸引孔15を、前記樹脂スタンパが載置される載置面12aの平面方向にそれぞれ独立して移動させる移動機構と、を備えていることを特徴とする樹脂スタンパ用形状調整ステージ。
(もっと読む)
容器本体、包装容器、その製造方法および製造装置

【課題】安定した易開封性および密封性を備え、製造工程において手間とコストの低減を図ることのできる容器本体、包装容器、その製造方法および製造装置を提供すること。
【解決手段】包装容器100は、内容物Pが凹部210に収納される平面略円形状の容器本体200を備え、この容器本体200は、その中心部に平面略円形に形成された開口部を塞ぐため蓋材300が開口部の周縁に配設されたフランジ部230にヒートシールされている。このフランジ部230と蓋材300とのヒートシールは環状のシール部240で行われる。容器本体200は、シール層251と隣接層252と基材層253とからなる多層シート250で形成されている。フランジ部230は、外縁部231から内縁部232にいたるまでにその厚みが次第に薄くなるように形成された勾配を有するとともに、フランジ部230のシール層251のシール面は平坦に形成されている。
(もっと読む)
三枚構造の射出成形金型、射出成形装置及び射出成形方法
【課題】ラックアンドピニオン機構を用いた三枚構造の射出成形金型、射出成形装置及び射出成形方法において、高品質な単層及び積層成形品を得ることができる三枚構造の射出成形金型、射出成形装置及び射出成形方法を提供する。
【解決手段】固定金型12と、可動金型14と、回転金型16と、ラックアンドピニオン機構20とを備える三枚構造の射出成形金型であって、ラックアンドピニオン機構20は、ピニオン22を回転金型16に対して型開閉方向に移動可能に支持すると共に、ピニオン22を固定金型12及び可動金型14の少なくとも一方側に押圧し、ピニオン22をラック24、26の歯25、27に押し付け可能なピニオン移動機構30を更に備え、ピニオン移動機構30によりピニオン22をラック24、26の歯25、27に押し付けた状態において、ラックアンドピニオン機構20により回転金型16を型開閉方向に移動可能に構成されている。
(もっと読む)
可動式ヘッドレスト成形型
【課題】実用性の高い可動式ヘッドレスト成形型を提供する。
【解決手段】可動式ヘッドレスト10の成形型30において、(a)ヘッドレスト本体(本体と略す)12の背面を区画するキャビティ面42が形成され、固定的に設けられる背面側下型32と、(b)背面側下型の上端部に回動可能に取り付けられ、ステー14を成形型の外部に延出させる背面側ステー溝52が形成された背面側上型34と、(c)本体の正面を区画するキャビティ面46が形成され、下端部において背面側下型に回動可能に取り付けられる正面側下型36と、(d)正面側下型の上端部に回動可能に取り付けられ、背面側ステー溝と対向する正面側ステー溝54が形成され、その溝から連続してステーに沿って本体の内部に延び出す延出部58を有する正面側上型38とを備えるように構成する。この構成により、本体と延出部とを殆ど干渉させることなく、ヘッドレストを脱型することが可能となる。
(もっと読む)
三枚構造の射出成形金型、射出成形装置及び射出成形方法
【課題】ラックアンドピニオン機構を用いた三枚構造の射出成形金型、射出成形装置及び射出成形方法において、高品質な成形品を得ることができる三枚構造の射出成形金型、射出成形装置及び射出成形方法を提供する。
【解決手段】ラックアンドピニオン機構20は、ピニオン22を中間金型16に対して型開閉方向に移動可能に支持すると共に、ピニオン22を固定金型12及び可動金型14の少なくとも一方側に押圧し、ピニオン22をラック24、26の歯25、27に押し付け可能なピニオン移動機構30を更に備え、ピニオン移動機構30によりピニオン22をラック24、26の歯25、27に押し付けた状態において、ラックアンドピニオン機構20により中間金型16を型開閉方向に移動可能に構成されている。
(もっと読む)
メタリック樹脂成形における金型装置
【課題】メタリック樹脂を用いた射出成形において、意匠面における不具合の発生を抑制する。
【解決手段】メタリック樹脂成形品の表側に意匠成形面5、及びメタリック樹脂成形品の裏側に非意匠成形面6を有するキャビティ4と、非意匠成形面6に形成されたリブ成形穴7と、リブ成形穴7を閉鎖する閉鎖位置及びリブ成形穴7を開放する開放位置の間で変位可能な可動ピース8と、を備え、キャビティ4に対して溶融樹脂の充填を行う間は可動ピース8を閉鎖位置に駆動し、キャビティ4に対して溶融樹脂が充填された後、可動ピース8を開放位置に駆動する。
(もっと読む)
スライドコアガイドユニット
【課題】ピンホルダへ傾斜ピンを装着する際の作業性がよく、より低コストで製造可能な高強度なスライドコアガイドユニットを提供する。
【解決手段】スライドコアガイドユニット1は、スライドプレート3のトラニオン挿入穴32の内周面とピンホルダ2のトラニオン部22の外周面との間に介在するフランジブッシュ4を有する。フランジブッシュ4は、厚さ方向に伸縮可能な金属メッシュを樹脂層で被覆した複合材料で形成され、ピンホルダ2のトラニオン部22の外周面とスライドプレート3のトラニオン挿入穴32の内周面とにより厚さ方向に圧縮されている。ピンホルダ2との接触面(ブッシュ本体41の内周面及びフランジ42の底面)が、金属メッシュを露出していない低摩擦係数の摺動面を形成し、スライドプレート3との接触面(ブッシュ本体41の外周面411及びフランジ42の上面421)が、金属メッシュを露出した高摩擦係数の摩擦面を形成している。
(もっと読む)
射出成形型
【課題】本発明は、1つの母型で形状・体積の異なる複数の成形品を同時に成形する場合に、複数のユニット型を平行に配置して異なる温度に設定した場合でも各ユニット型に均等に型締力がかかるようにすることができ、形状・体積が異なる複数の成形品を母型とユニット型からなる1つの成形型で成形することができる射出成形型を提供することである。
【解決手段】成形品キャビティを持つ第1のユニット型2および第2のユニット型3と、前記ユニット型2,3を収納するスペースを持つ母型1から成る射出成形型のうち、前記ユニット型2,3同士が接する面および前記ユニット型2,3と前記母型1が接する面に断熱手段5を設けた射出成形型であって、前記ユニット型2,3と母型1が接する面のうち前記成形型の型締方向に垂直な面の少なくとも1つに熱による前記ユニット型2,3の型締方向への伸びによる変形を打ち消す変形打ち消し機構14をもつ。
(もっと読む)
射出成形用金型
【課題】アルミニウム材を素材とした金型であっても、射出成形品に出やすいバリの発生を抑制することが可能で、製品形状精度と生産効率を高めることが可能な射出成形用金型を提供する。
【解決手段】金型の内部に形成したキャビティ部に溶融合成樹脂を射出し注入することにより射出成形される射出成形体の製造に用いる、分割された固定型と可動型を有する金型であって、前記固定型および可動型をそれぞれアルミニウム材から構成し、しかも前記固定型または可動型の少なくとも一方、或いは前記固定型と可動型の両方のキャビティ部の周囲を鋼製枠材で囲うとともに、当該鋼製枠材の分割面を相手分割金型の分割面に当接させる構造とする。
(もっと読む)
ブロー型ユニット及びそれを用いたブロー成形機
【課題】 一対のブローキャビティと上げ底型とを一体としたブロー型ユニットの単位で金型交換が可能であって、さらに複数の上げ底型は、ブロー成形機本体側の昇降装置に固定する必要がないブロー型ユニット及びそれを用いたブロー成形機を提供すること。
【解決手段】 ブロー型ユニットは、第1,第2のブローキャビティ割型及び複数の上げ底型を有するブロー型と、型締め圧力を圧受けする第1,第2の圧受け板と、第1のブローキャビティ割型及び第1の圧受け板が固定される第1の固定板と、第2のブローキャビティ割型及び第2の圧受け板が固定される第2の固定板と、第1,第2の固定板の間に配置されて、複数の上げ底型を第1面に固定する第3の固定板と、第3の固定板の第1面と対向する第2面より垂直に延びる少なくとも一つの軸部と、第1,第2の固定板の一方に固定され、軸部を昇降案内する昇降案内ブロックと、第3の固定板の第2面より垂直に延びる昇降ロッドと、を有する。
(もっと読む)
インサート成形方法、および射出成形機
【課題】簡単な構成で、寸法精度が良好な製品を成形することができるインサート成形方法と、インサート成形に使用する射出成形機とを提供する。
【解決手段】射出成形機は、インサート部品Wがセットされる金型1と、型閉じされた金型1のキャビティ3内に成形材料を射出充填する射出装置2とを備えてなるものであって、インサート部品Wがセットされてから成形材料pを射出充填するまでの間に金型1をインサート部品Wとともに所定温度に加熱する加熱手段4と、成形材料pが射出充填されてからインサート成形された成形品Pを取り出すまでの間に、金型1を所定温度に冷却する冷却手段5とが設けられている。金型1は、インサート部品Wがセットされこのインサート部品Wとともに加熱される入子型10と、この入子型10を保持する母型11とにより構成されている。
(もっと読む)
成形機、成形方法
【課題】簡易かつ低コストな構成で、成形品に余計なインクが付いたり、箔バリが生じるのを防ぐ。
【解決手段】ベースプレート61およびチャックプレート62でシート100を把持したままの状態で、入れ子27をベース26に対して凹型13側に突出させ、シート100のインク層101に成形体150の外周角部150Sを食い込ませることによって、インク層101を成形体150の外周形状に沿って破断する。その後、シート100を剥離することで、インク層101によって形成されたパターンを成形体150に転写する。
(もっと読む)
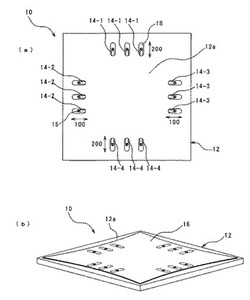
アパーチャー部品製造用の金型および金型を用いたアパーチャー部品の製造方法
【課題】画像読取装置に用いられる所定の配列方向に沿って複数の貫通孔を等間隔で列状に配してなるアパーチャー部品を製造する技術において、微細な構造を有するアパーチャー部品を製造するのに適し、従来より短時間で金型を製作可能な技術を提供する。
【解決手段】互いに係合する第1の金型部品100および第2の金型部品200のそれぞれに、アパーチャー部品の貫通孔に対応する突起部103,203を設け、これらを係合させた間隙空間CVに樹脂を流し込んでアパーチャー部品を製造する。両金型部品が係合した状態では、それぞれの突起部103,203が交互に一列に、しかも等間隔で並ぶようにする。
(もっと読む)
圧力パッドを有しプラスチック製予備成形物をプラスチック製容器に成形するための装置
【課題】圧力パッド配列の圧力パッドは、少なくとも一方のブロー金型運搬部と当該ブロー金型運搬部に配置されたブロー金型部とを両者の間に作用する力によって互いに引き離すために、流動性を有する圧力媒体を作用されることができる、プラスチック製予備成形物をプラスチック製容器に成形するための装置を提供する。
【解決手段】圧力パッド配列は、ブロー金型運搬部6aとブロー金型部4aとの間に作用する力が、ブロー金型部4aの周囲方向の第1の所定の領域B1に作用する第1の力成分F1と、ブロー金型部4aの周囲方向の第2の所定の領域B2に作用する第2の力成分F2とを有し、第1の領域B1と第2の領域B2とが互いに離れて位置し、第1の力成分F1および第2の力成分F2の方向が互いに対して0°ではない角度をなすように設計される。
(もっと読む)
賦形成形方法及び繊維強化樹脂成形品
【課題】成形原反材を用い強度の強い成形品を形状自由度高くかつ効率よく3次元形状に賦形することができる賦形成形方法及び繊維強化樹脂成形品を提供する。
【解決手段】成形原反材1を積層し、予備積層成形型で予備圧縮成形した積層成形材5を予備加熱型6で近赤外線放射装置7によって近赤外線で予備加熱型6内の熱盤8上に載置された積層成形材5を予熱し、一方3次元形状を有する賦形型である成形型9を予熱して成形原反材1の溶融温度に昇温する。次に積層成形材5を予熱された成形型9に収納し、成形型9によって積層成形材5を圧縮する。これによって織物基材3に付着している樹脂材料4を軟化して積層成形材5の層間を接着し、形状を保持させる。その後成形型9を固化温度に急冷して型を開き離型する各工程によって成形原反材1を積層して3次元形状に賦形する。
(もっと読む)
金型及びインサート樹脂成形方法
【課題】バスバーの端子接触面に樹脂漏れが発生しないインサート成形を行うことができる金型等を提供する。
【解決手段】ボルト挿通孔30aの周囲が端子接触面30bであるバスバー30をキャビティ12にセットし、バスバー30のボルト挿通孔30bにボルト31のネジ部31bを挿入し、バスバー30とボルト31をインサート部品としてキャビティ12に樹脂を注入してインサート樹脂成形を行う金型1であって、ネジ孔20aを有し、ネジ孔20aにボルト31のネジ部31bを螺入した位置がボルト31のセット位置となるボルト受け駒部20と、ボルト受け駒部20をネジ孔20aを中心として回転させるモータMとを備えた。
(もっと読む)
繊維強化プラスチックのプレス成形方法及び繊維強化プラスチック成形品
【課題】角度90度以下の頂部を有する深絞り形状の繊維強化プラスチックの成形品をプレス成形により良外観かつ高い生産性の下に得る方法を提供する。
【解決手段】一対の成形型を用いてプリプレグシートをプレス成形する成形方法であって、一方の成形型に前記プリプレグシートを押圧する凸部と、他方の成形型に押圧された前記プリプレグシートを当圧させる凹部とをそれぞれ少なくとも1箇所備え、前記成形型の凸部と凹部との頂部頂点を結ぶ成形型の昇降方向に平行な直線を含む断面において、前記凸部または凹部の頂部の角度が90度以下であるとともに、前記凹部の頂部を形成する当圧面の線分P1、P2の合計P1+P2と、当圧面以外の線分H1、H2を含めた前記凹部の線分の総長さL=P1+P2+H1+H2との比が0.5≦(P1+P2)/L≦0.95の範囲にあり、凸部と凹部との頂部頂点を結ぶ成形型の昇降方向に平行な直線が成形型の型面と交わらないことを特徴とする、繊維強化プラスチックのプレス成形方法。
(もっと読む)
樹脂成形品の製造方法
【課題】複数の層の樹脂による積層体の部分を含む樹脂成型品を製造する場合であっても、各層の樹脂の厚みを正確かつ容易に制御できる樹脂成型品の製造方法を提供する。
【解決手段】隣り合うように並べられた2つのTダイ28の押出スリット34それぞれから、シート状パリソンが単層で押し出され、この2枚の単層シート状パリソンが接着されて積層体を形成する。各シート状パリソンの厚みは、Tダイ28のスリットからの押出速度や、調整ローラ30の回転速度などにより精密に調整できるようになっている。このため、少なくとも2層の樹脂による積層体を成型する際にも、この積層体における各層の厚さを個別に、正確かつ容易に調整することができる。
(もっと読む)
電鋳ロール及びその製造方法
【課題】多種類のエンボスシートや光学関係フィルムを試作品として短期間の間に製造する場合に低コスト及び短納期で対応可能なリサイクル性に優れた電鋳ロール及びその製造方法を提供する。
【解決手段】筒状をなし外周面に多数の電鋳板吸着孔11を備えたサクションスリーブ10と、このスリーブの外周面に密着状態で巻かれた転写用シート製造用の電鋳板20と、サクションスリーブの内周面に挿入されこれを支持すると共に、内部に冷却部35を備えた芯金ロール30と、芯金ロールとサクションスリーブを固定するフランジ40及び固定プレート50を有し、フランジ及び固定プレートは、芯金ロール及びサクションスリーブから取外し可能で、固定プレートが芯金ロール及びサクションスリーブから取外され、芯金ロール及びサクションスリーブの各軸線が垂直方向に向けた状態で芯金ロールからサクションンスリーブを引き抜くことができる。
(もっと読む)
1 - 20 / 932
[ Back to top ]