
Fターム[4F202CL02]の内容
プラスチック等の成形用の型 (108,678) | 型締め、型開閉 (2,962) | 直線運動 (692) | たて型 (246)
Fターム[4F202CL02]に分類される特許
1 - 20 / 246
インサート成形方法、および射出成形機
【課題】簡単な構成で、寸法精度が良好な製品を成形することができるインサート成形方法と、インサート成形に使用する射出成形機とを提供する。
【解決手段】射出成形機は、インサート部品Wがセットされる金型1と、型閉じされた金型1のキャビティ3内に成形材料を射出充填する射出装置2とを備えてなるものであって、インサート部品Wがセットされてから成形材料pを射出充填するまでの間に金型1をインサート部品Wとともに所定温度に加熱する加熱手段4と、成形材料pが射出充填されてからインサート成形された成形品Pを取り出すまでの間に、金型1を所定温度に冷却する冷却手段5とが設けられている。金型1は、インサート部品Wがセットされこのインサート部品Wとともに加熱される入子型10と、この入子型10を保持する母型11とにより構成されている。
(もっと読む)
積層成形品の成形方法

【課題】積層成形品の表面風合、並びにソフト感を維持することができるようにするとともに、設備の簡素化及び工数の短縮化並びに作業環境の改善ができるようにした積層成形品の成形方法を提供する。
【解決手段】所要形状に成形された樹脂芯材12と該樹脂芯材12の表面に表皮13を貼付してなる積層成形品の成形方法において、成形金型21における上下型23,24のキャビティ26内に熱溶融された樹脂12aを供給し、キャビティ26形状に沿って樹脂芯材12を所要形状に成形する芯材成形工程と、冷却される前の樹脂芯材12を下型24の上に保持して上下型23,24を型開きし、かつ該樹脂芯材12上に、裏面にくもの巣状ホットメルトシートを設けた表皮13を供給して積層する表皮供給工程と、表皮13を樹脂芯材12の外表面に貼り合わせ、かつ冷却させるプレス・冷却工程と、からなる。
(もっと読む)
電子部品の樹脂封止成形方法及び装置
【課題】樹脂成形型5・8のキャビティ10内に供給セットした樹脂封止前基板上の電子部品を樹脂封止成形する際に、キャビティ10内の樹脂材料未充填状態や樹脂パッケージ内外部のボイド形成を防止すると共に、キャビティ10内と外部とを連通させたエアベント溝部13からの樹指漏れを防止する。
【解決手段】樹脂成形型の型開閉方向の位置となり且つ成形品突出機構17と重ね合せた位置にエアベントピン28を装着したエアベントピン取付プレート29を連続して配設すると共に、エアベントピン28をエアベント溝部13の部位に配設する。このエアベントピン28を介してエアベント溝部13を開放した状態に設定し且つこの開放状態でキャビティ10内への樹脂材料注入工程とキャビティ10内の減圧工程を行うと共に、エアベントピン28を介して樹脂材料注入工程の終了時期に合わせてエアベント溝部13を閉鎖した状態に設定する。
(もっと読む)
成型装置および同成型装置による成型方法
【課題】金型における成型部の耐久性を確保しつつ簡単な構成で成型部を加熱することができる成型装置および同成型装置による成型方法を提供する。
【解決手段】成型装置100は、成型対象とるなる製品PRを成型加工する第1金型110と第2金型120とを備えている。第1金型110および第2金型120は、互いに対向する面の中央部に第1成型部111および第2成型部121が形成されている。第1成型部111および第2成型部121は、製品PRの表面形状に対応する3次元形状がそれぞれ形成されている。第1金型110および第2金型120における第1成型部111および第2成型部121の各周囲には、断熱絶縁体113,124が設けられている。また、第1金型110および第2金型120は、入出力電極132,133を介して給電装置136が接続されているとともに、連結電極134,135によって電気的に接続または切断可能に連結されている。
(もっと読む)
射出成形機
【課題】モータに備えられるブレーキ部の状態を検知可能な射出成形機を提供すること。
【解決手段】モータ部35およびモータ部35を制動可能なブレーキ部36を有するモータ33と、モータ部35およびブレーキ部36を制御する制御装置50とを有する射出成形機10において、制御装置50は、ブレーキ部36によってモータ部35を制動した状態で、モータ部35に所定の出力を生じさせ、モータ部35の回転を検出する回転検出部37からの情報に基づいて、ブレーキ部36の状態を検知する検知部51を有する。
(もっと読む)
熱プレス装置およびそれを用いた回路基板の製造方法
【課題】熱プレス装置の熱盤間の相対移動量を測定し一定の相対移動量を確保することで貫通孔の変形のない高品質な回路基板を製造する。
【解決手段】隣合う2つの熱盤に熱盤間の相対移動量の測定手段が取り付けられていることを特徴とする熱プレス装置を提供し、その熱プレス装置を用いることにより、全方向に変形可能な柔軟性の高い材料を熱盤間に配置し、常温状態で加圧しながら熱盤間の相対移動量を測定することで相対移動量の調整が容易となり一定の相対移動量を確保することで貫通孔の変形のない高品質な回路基板を製造し提供する。
(もっと読む)
圧縮成形金型と圧縮成形方法
【課題】圧縮成型金型のスライドインサート金型とキャビティ金型との位置決め精度を必要とせず、金型のレイアウトを向上させること。
【解決手段】圧縮成型金型33のネックリングを有するプリフォームの下部を形成するキャビティ金型34と、プリフォームの内面を形成するコア金型35と、プリフォームの上部を形成するスライドインサート金型36とを備え、圧縮成形時に摺動部材44を摺動させて溶融樹脂の内圧を調整させる保圧部を備えている。キャビティ金型34の成形孔38の上部周辺に環状凸部34bを形成し、環状凸部34bの外周部に摺動部材44を上下に摺動可能に配設した。
(もっと読む)
成形装置
【課題】低コストで効率良くかつ精度良く成形することができるようにする。
【解決手段】上型20に設けられた第1ナット23に螺合され第1モータ31によって駆動される第1ねじ軸24と、可動ベース40に設けられた第2ナット43に螺合され第2モータ32によって駆動される第2ねじ軸44と、上型20に設けられ上方に向かって延びる被固着軸26と、可動ベース40に設けられ、被固着軸26の長さ方向におけるいずれかの位置に対して着脱可能に固着する固着装置60とを有し、第1ねじ軸24が低トルクで高速で回転し、第2ねじ軸44が高トルクで低速で回転する。上型20が樹脂当接可能性位置と形状付与位置との間に位置する状態で固着装置60が被固着軸26に固着することによって、上型20は、離隔位置と樹脂当接可能性位置との間を小さな推進力で高速で移動し、樹脂当接可能性位置と形状付与位置との間を大きな推進力で低速で移動する。
(もっと読む)
型締装置及びその制御方法並びに射出成形機
【課題】機構系の噛み込みを生じた場合に、その復旧を行うこと。
【解決手段】本発明の型締装置は、金型に型締力を付与する第1及び第2の型締部と、駆動源としてのモータと、前記第1の型締部の移動を案内する軸とを含み、前記第1の型締部の互いに異なる被付勢部位に対して、前記第2の型締部に近接・離間する方向に前記第1の型締部を移動させる移動力をそれぞれ独立して付勢する、複数の駆動手段と、前記第1の型締部が前記軸に対して異常姿勢となった場合に、各々の前記モータを制御して、前記第1の型締部を正常姿勢に復旧させる復旧制御手段を備え、前記復旧制御手段は、回転方向を切り替えながら各々の前記モータを駆動することを特徴とする。
(もっと読む)
樹脂レンズの成形方法
【課題】樹脂転写型が吸湿によって変形する場合であっても、目的とする面形状を十分な精度で形成することができる樹脂レンズの成形方法を提供すること。
【解決手段】樹脂転写型であるサブサブマスタ型50の成形時における水分含有量がサブサブマスタ型50の作製直後における水分含有量と実質的に等しいので、成形時におけるサブサブマスタ型50の第3光学転写面53aの表面形状を第3光学転写面53aの作製直後の状態に略等しい状態とすることができ、第3光学転写面53aによって成形される樹脂レンズであるウェハレンズ100の形状精度を高めることができる。
(もっと読む)
モールド金型及び半導体実装基板の製造方法
【課題】薄い樹脂モールド製品に対して樹脂の充填性を向上させたモールド金型を提供する。
【解決手段】本発明のモールド金型は、複数の半導体チップ30を実装した半導体実装基板100の樹脂モールドを行うために用いられるモールド金型であって、半導体実装基板100を上面側から押さえるように構成された上型50と、半導体実装基板を下面側から押さえるように構成された下型60とを有し、上型50及び下型60の少なくとも一つには、樹脂モールドにより樹脂20が充填されるキャビティ57が形成されており、キャビティ57には、半導体実装基板100のカット部位に対応する位置に凹部58が形成されており、凹部58の幅は、半導体実装基板100のカット幅以下である。
(もっと読む)
トランスファー成形法による成形品の製造方法及び該製造方法で製造された成形品
【課題】成形品に残留応力や組織の乱れ等の成形不良が残らず、また脱型操作も簡易にできるトランスファー成形法による成形品の製造方法及び該製造方法で製造された成形品の提供。
【解決手段】結合材としての熱硬化性樹脂と、非可塑性原料としての無機材料とを含む成形材料をポット15に収容し、前記成形材料を加熱・溶融して該ポットの底部とキャビティとの間を連通させる連通路17を介してキャビティ内に注入し、注入完了後に一定時間保温保圧して硬化させた後、型開きを行う。該連通路は、その内径が該ポットの底部側から前記キャビティ側に向って徐々に縮径しており、該連通路の途中で通路径が最小となる最小径部19が形成され、該最小径部から前記キャビティ側に向って拡径して前記キャビティに至るように形成され、該最小径部に相当する部位で硬化物を破断させることにより、硬化物のポット側とキャビティ側を分離させた後、成形品47を脱型させる。
(もっと読む)
射出成形機及び油圧アクチュエータ
【課題】より効率的に被駆動部を上下動させることができる油圧アクチュエータを備える射出成形機を提供すること。
【解決手段】射出装置20を上下動させる油圧アクチュエータ100BL、100BRを備える射出成形機200は、ピストン1BLa、1BRaで画成されるヘッド側油室1BLb、1BRbとロッド側油室1BLc、1BRcとを有し、ヘッド側油室1BLb、1BRbにある油で射出装置20の自重圧を受ける片ロッド油圧シリンダ1BL、1BRと、一方のポートがロッド側油室1BLc、1BRcに連通され、他方のポートがヘッド側油室1BLb、1BRbに連通される双方向油圧ポンプと、双方向油圧ポンプを駆動する電動モータと、を備え、電動モータは、射出装置20の自重圧を受けるヘッド側油室1BLb、1BRbにある油の流出圧に抗するように、双方向油圧ポンプを駆動する。
(もっと読む)
樹脂成形品の成形方法
【課題】結晶性高分子樹脂を用い、部分ごとに高い機械的強度と寸法精度とが要求される成形品を、形状の自由度が高く、かつ比較的簡素な工程で製造可能な樹脂成形品の成形方法を提供する。
【解決手段】可動型を型締め位置より固定型から離反させた状態にセットした成形型内に、結晶性高分子樹脂の融液をショートショット状態で射出する第1射出工程と、前記融液の温度が融点以下、結晶化温度以上の状態で、該融液が臨界伸張ひずみ速度以上のひずみ速度で伸張するように、前記可動型を高速で型締めして、前記融液を配向状態とすると共に、その状態を維持して結晶化させる結晶化工程と、該結晶化工程で形成された中間成形品の周辺部分を最終形状に成形するため、前記成形型または他の成形型で、前記中間成形品の周囲に追加樹脂の融液を射出する第2射出工程とを備える。
(もっと読む)
光学素子の成形用型セット
【課題】光学素子の成形用型セットにおいて、位置決め部材を貫通する成形型に応力集中が生じるのを抑える。
【解決手段】光学素子の成形用型セット10は、成形素材100を挟んで対向配置された第1の成形型(上型11)及び第2の成形型(下型12)と、第1の成形型(11)と第2の成形型(12)との間に配置され、成形素材100を位置決めする位置決め部材13と、を備え、第1の成形型(11)は、位置決め部材13を貫通して、先端の成形面11aにおいて成形素材100をプレスし、第1の成形型11の位置決め部材13に挿入される部分11eの径は、成形面11a(径D1)から根元側(径D2)にいくほど大きくなる。
(もっと読む)
複合成形体の製造方法
【課題】不連続繊維強化樹脂成形体と長繊維あるいは連続繊維強化樹脂成形体とを、大きな面積を有する成形品、さらにはその肉厚が薄い成形品に対しても、特別な手法によることなく低圧で容易にかつ反り等の変形を抑えて精度よく所望の形態に一体成形できるようにした複合成形体の製造方法を提供する。
【解決手段】竪型プレス機のプレス端に金型を配置し、該金型のキャビティ内に、強化繊維と熱可塑性樹脂からなる予備成形体を配置し、該キャビティの残りの空間内に不連続強化繊維を含有する溶融熱可塑性樹脂を射出し、竪型プレス機によるプレスでキャビティを所定の容積に縮小することによって、不連続強化繊維含有溶融熱可塑性樹脂をキャビティ内に充満させつつ予備成形体をキャビティの所定の内面に押し付け、該不連続強化繊維含有熱可塑性樹脂と予備成形体を一体化して複合成形体に成形することを特徴とする複合成形体の製造方法。
(もっと読む)
フレネルレンズシートの製造方法
【課題】複数のフレネルレンズ成形中間型を容易に精度よく位置合わせして配置することができ、かつ作業時間の短縮化も図ることができるようにしたフレネルレンズシートの製造方法を提供する。
【解決手段】フレネルレンズ成形中間型3のいずれか一方の面に位置合わせるためのマークA(第1の目印)を設けると共に、予め設定された各フレネルレンズ成形中間型3の配置位置に対応して位置合わせるためのマークB(第2の目印)が複数設けられた位置合わせ用基板4を用意し、凹凸パターン面が位置合わせ用基板4側に位置するようにしてフレネルレンズ成形中間型3を位置合わせ用基板4上に載置して、マークAとマークBの位置を合わせるように位置調整することで、複数のフレネルレンズ成形中間型3を位置合わせ用基板4上に順次配置する。
(もっと読む)
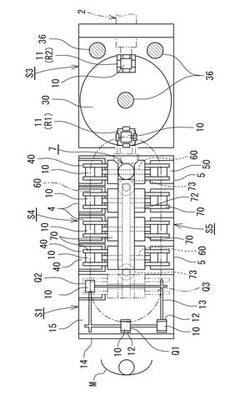
多重プレス成形装置
【課題】一対の金型を有する成形型を、その型締め・型開き方向に沿って複数連ね、この複数連ねた成形型を案内軸に対してスムーズに動作させることができる場合であっても、このスムーズに動作させた複数の成形型に傾きやガタツキが生じることがない多重プレス成形装置を提供すること。
【解決手段】成形型30、32、34の各案内孔40a、42a、44aにおける両開口の周縁のうち、少なくとも一方側の開口の周縁には、案内軸14を差し込んだブッシュ70が固着されており、ブッシュ70の内径は、案内孔40a、42a、44aの径より小さく設定されている。
(もっと読む)
圧縮成形用金型及び圧縮成形方法
【課題】厚みの違う複数の被封止品に対して、圧縮封止不良を防止しつつ同時に成形可能とし且つ樹脂の部分の厚みを均一にすることができる。
【解決手段】相対的に接近・離反可能な上型112と下型140とを有し、2つの被成形品102を上型112と下型140との間に並列成形された2つのキャビティに配置して樹脂104にて圧縮封止を行う圧縮成形用金型100であって、キャビティ毎に、2つの被成形品102の厚みの違いに応じて被成形品102の保持高さを変更しキャビティにおける被成形品102の圧縮封止側の面を同位置にさせる緩衝機構124を備える。
(もっと読む)
射出成形機及び射出成形方法
【課題】 熱可塑性樹脂部及び熱硬化性樹脂部が一体成形された樹脂成形品を射出成形する。
【解決手段】 キャビティの一部を構成する下型UM1〜UM5と、下型UM1〜UM5と共に熱可塑性樹脂が充填される第1キャビティを構成する第1上型PM1、PM2と、下型UM1〜UM5と共に熱硬化性樹脂が充填される第2キャビティを構成する第2上型PM3、PM4と、第1キャビティ内に熱可塑性樹脂を射出する第1噴射ヘッド5A、5Bと、第2キャビティ内に熱硬化性樹脂を射出する第2噴射ヘッド5Cとを備える射出成形機1において、シリコーン成形工程(ST3)の終了後、第2上型PM3、PM4と共に下型UM1〜UM5を硬化工程(ST4)に移動させるので、硬化工程にて熱硬化性樹脂の硬化させることができる。したがって、生産効率の低下を抑制しつつ、成形サイクルの相違を吸収して同一のシステム内で成形できる。
(もっと読む)
1 - 20 / 246
[ Back to top ]