
物品の箱詰め装置及び方法
【課題】 複数の包装箱に対して物品を段積みし、箱詰めされた包装箱を切り離し装置を要せずに、間隔をもって一つずつ搬出できる物品箱詰め装置を提供することを課題とする。
【解決手段】物品箱詰め手段30,30’の複数の保持ヘッド38,38’は、前方から後方へn個順次設けられ、包装箱搬送手段10は、搬送方向最前の保持ヘッド38,38’に対応する位置に、n−1段の物品が収容された状態の包装箱を位置せしめ、後続の各保持ヘッドに対応する位置には、収容されている物品の段数が一つずつ少なくなっている状態の包装箱を位置せしめ、物品箱詰め手段30,30’の各保持ヘッド38,38’が包装箱搬送手段上の対応包装箱Cへ物品Pを供給するようになっており、包装箱搬送手段10は、最前の保持ヘッド38,38’に対応する包装箱C内の物品Pがn段となったときに、各包装箱Cを保持ヘッド同士の前後方向配置ピッチ間隔だけ搬送する。
【解決手段】物品箱詰め手段30,30’の複数の保持ヘッド38,38’は、前方から後方へn個順次設けられ、包装箱搬送手段10は、搬送方向最前の保持ヘッド38,38’に対応する位置に、n−1段の物品が収容された状態の包装箱を位置せしめ、後続の各保持ヘッドに対応する位置には、収容されている物品の段数が一つずつ少なくなっている状態の包装箱を位置せしめ、物品箱詰め手段30,30’の各保持ヘッド38,38’が包装箱搬送手段上の対応包装箱Cへ物品Pを供給するようになっており、包装箱搬送手段10は、最前の保持ヘッド38,38’に対応する包装箱C内の物品Pがn段となったときに、各包装箱Cを保持ヘッド同士の前後方向配置ピッチ間隔だけ搬送する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、物品箱詰め装置及び方法に関し、特に、包装箱内に複数行列で整列される物品群を一段分として、この物品群を包装箱内で複数段積み重ねた状態で収容する装置及び方法に関する。
【背景技術】
【0002】
搬送供給されてくる包装箱へ、複数行列をなす物品群を一段分としてこれを複数段積み重ねた状態で収容する装置としては、特許文献1に開示されている装置が知られている。
【0003】
この特許文献1の装置にあっては、供給路上の所定装置に供給された二つの包装資材(包装箱)へ、側方に設けられたマニュピレータロボットにより、物品群を一段分そして二段分を順次段積みすることとしている。すなわち、二つの包装資材へ同時に一段分を供給し、次に、同時に二段分を供給している。このように、同時に物品群を段積みされた二つの包装資材は、所定段だけ段積みされた後、封函等の次工程に向け同時に搬出される。このように、特許文献1では、二つの包装資材を所定位置に供給し、この二つの包装資材へ同時に物品群を所定段だけ段積みし、段積み後に二つの包装資材を一緒に搬出することで、包装作業の高速処理化を図っている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2005−335762
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1の装置にあっては、物品群の所定段の段積み後の二つの包装資材は、同時に搬出される関係上、互いに連接した状態で、封函等の次工程装置へ搬送される。次工程が封函の場合、封函時に包装資材の蓋部分を閉鎖することを可能とするために、上記二つの包装資材の間に間隔を必要とする。したがって、連接して搬入された、段積み後の二つの包装資材は、封函工程前に、互いに離間される。この離間には、前方の包装資材を前方へ速く送り出す増速コンベアや、後方の包装資材の搬送を一時的に止めておくストッパ等を有する切り離し装置を追加的に設けられる必要がある。
【0006】
この切り離し装置を用いることは、設備のコストアップにつながるばかりか、該切り離し装置の分だけライン長が増大し、ラインのレイアウトに制約をもたらす。
【0007】
本発明は、このような事情に鑑み、切り離し装置のような追加装置を必要とせず、複数の包装箱へ物品群を同時に段積みできて作業効率のよい物品箱詰め装置及び方法を提供することを課題とする。
【課題を解決するための手段】
【0008】
本発明によれば、上述の課題は、次の装置発明そして方法発明によって解決される。
【0009】
<装置発明>
本発明に係る物品箱詰め装置は、物品を前方へ搬送して所定位置へ供給する物品搬送手段と、物品をn段だけ積み重ねた状態で収容可能な容積の包装箱を、開封状態で搬送方向に複数個連続して配置し、該包装箱を前方へ供給する包装箱搬送手段と、複数の保持ヘッドを有し、各保持ヘッドにより上記物品搬送手段から物品を保持して取り出した後に、それぞれの保持ヘッドで保持した物品を上記包装箱搬送手段上の複数の包装箱に対し、箱詰めする物品箱詰め手段とを備える。
【0010】
かかる物品箱詰め装置において、本発明では、上記物品箱詰め手段の複数の保持ヘッドは、包装箱搬送手段に沿って前方から後方へn個順次位置して設けられ、上記包装箱搬送手段は、搬送方向最前の保持ヘッドに対応する位置に、n−1段の物品が収容された状態の包装箱を位置せしめ、後続の各保持ヘッドに対応する位置には、収容されている物品の段数が、隣接前方の包装箱に収容されている物品の段数より一つずつ少なくなっている状態の包装箱を位置せしめ、物品箱詰め手段の各保持ヘッドが包装箱搬送手段上の対応包装箱へ物品を供給するようになっており、上記包装箱搬送手段は、最前の保持ヘッドに対応する包装箱内の物品がn段となったときに、各包装箱を保持ヘッド同士の前後方向配置ピッチ間隔だけ搬送するように設定されている、ことを特徴としている。
【0011】
このような構成の本発明装置によると、包装箱搬送手段で所定位置に配置された連続せるn個の包装箱には、対応せるn個の保持ヘッドにより、同時に一段分の物品が箱詰めされ、その直後に上記n個の包装箱は、前後方向で包装箱1個分に相当する配置ピッチ間隔で間欠搬出される。したがって、これをn回繰り返して搬送されたときには、上記n個の包装箱は、最前の位置の包装箱がn段、次がn−1段という具合に、物品が順次一段ずつ低く積み重ねられている状態となる。すなわち、最前位置にきたときに、対応する最前の保持ヘッドが物品を一段分箱詰めすると包装箱内の物品はn段となる。物品がn段に積み重ねられた包装箱は、順次一つずつ前方に位置するコンベア等次工程に向け送り出される。その際、このコンベア等が増速されていれば、自ずと、次にn段となる後続の包装箱との間に、次工程での封函工程で必要な所望の間隔が形成される。
【0012】
本発明装置は、包装箱搬送手段により、物品が収容されていない包装箱の供給を開始した直後の状態では、物品搬送手段は、搬送方向最前からn番目の保持ヘッドに対応する後方待機位置に供給された包装箱搬送手段上の包装箱に対し、1段分の物品を箱詰めして、各包装箱を保持ヘッド同士の上記配置ピッチ間隔だけ搬送した後、次に上記後方待機位置にきた包装箱およびそれよりも前に位置する包装箱に対し1段分の物品を箱詰めして、各包装箱を保持ヘッド同士間の上記配置間隔だけ搬送することにより、箱詰めする対象の包装箱を一つずつ増し、搬送方向最前の保持ヘッドに対応する位置にn−1段の物品が積み重ねられた状態の包装箱を供給するようにして、箱詰めを開始する。
【0013】
<方法発明>
本発明に係る物品箱詰め方法は、物品を前方へ搬送して所定位置へ供給する物品搬送工程と、物品をn段だけ積み重ねた状態で収容可能な容積の包装箱を、開封状態で搬送方向に複数個連続して配置し、該包装箱を前方へ供給する包装箱搬送工程と、複数の保持ヘッドの各保持ヘッドにより上記物品搬送手段から物品を保持して取り出した後に、それぞれの保持ヘッドで保持した物品を上記包装箱搬送手段上の複数の包装箱に対し、箱詰めする物品箱詰め工程とを備える。
【0014】
かかる物品箱詰め方法において、本発明では、上記物品箱詰め手段の複数の保持ヘッドを、包装箱搬送手段に沿って前方から後方へn個順次位置せしめ、上記包装箱搬送手段により、搬送方向最前の保持ヘッドに対応する位置に、n−1段の物品が収容された状態の包装箱を位置せしめ、後続の各保持ヘッドに対応する位置には、収容されている物品の段数が、隣接前方の包装箱に収容されている物品の段数より一つずつ少なくなっている状態の包装箱を位置せしめ、物品箱詰め手段の各保持ヘッドが包装箱搬送手段上の対応包装箱へ物品を供給し、上記包装箱搬送手段により、最前の保持ヘッドに対応する包装箱内の物品がn段となったときに、各包装箱を保持ヘッド同士の前後方向配置ピッチ間隔だけ搬送することを特徴としている。
【0015】
このような本発明の物品箱詰め方法は、既述した本発明の物品箱詰め装置により実行可能である。
【0016】
本発明方法は、包装箱搬送手段により、物品が収容されていない包装箱の供給を開始した直後の状態では、物品搬送手段により、搬送方向最前からn番目の保持ヘッドに対応する後方待機位置に供給された包装箱搬送手段上の包装箱に対し、1段分の物品を箱詰めして、各包装箱を保持ヘッド同士の上記配置ピッチ間隔だけ搬送した後、次に上記後方待機位置にきた包装箱およびそれよりも前に位置する包装箱に対し1段分の物品を箱詰めして、各包装箱を保持ヘッド同士間の上記配置間隔だけ搬送することにより、箱詰めする対象の包装箱を一つずつ増し、搬送方向最前の保持ヘッドに対応する位置にn−1段の物品が積み重ねられた状態の包装箱を供給して、箱詰めを開始する。
【発明の効果】
【0017】
本発明は、以上のごとく、包装箱搬送手段の所定位置にn個の包装箱を連続配置して、これらに同時に一段分の物品を箱詰めするので、高速処理による箱詰めを実現しつつも、一段分の物品箱詰めごとに、包装箱の配置ピッチ間隔だけ前方へ搬送するので、n段の物品が箱詰めされた包装箱を一個ずつ、次工程へ向け前方に搬出することとなり、従来のような切り離し装置を追加的に設けずとも、搬出先のコンベア等を増速したものとしておくだけで、次工程の封函に必要な間隔を後続の包装箱との間に、簡単に形成できる。
【0018】
したがって、従来必要とされていた切り離し装置を設けることに起因する装置のコストアップや、ライン長の増大によるラインレイアウト上の制約といった問題を防止できる。さらには、最前の包装箱から順に段数が減った初期段積み状態で包装箱を間欠搬送するので、装置の運転開始時に人手により、包装箱に初期段積み状態とする作業が必要でなく、この点でも作業効率が向上する。
【図面の簡単な説明】
【0019】
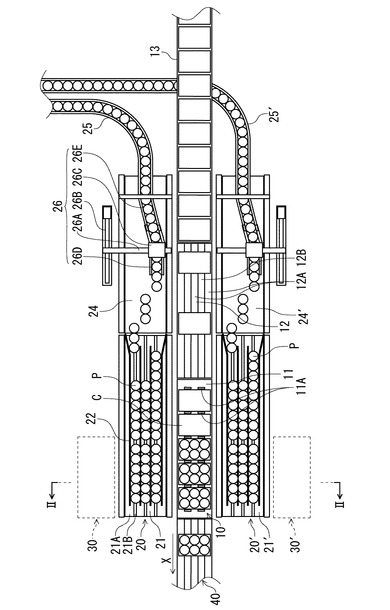
【図1】本発明の一実施形態装置の概要構成を示す平面図である。
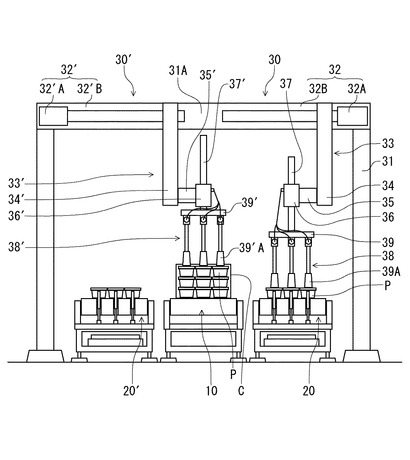
【図2】図1におけるII−II断面図である。
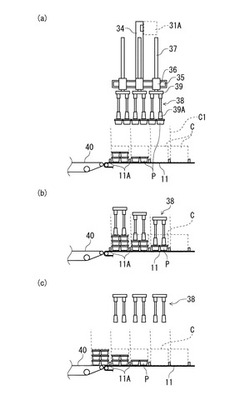
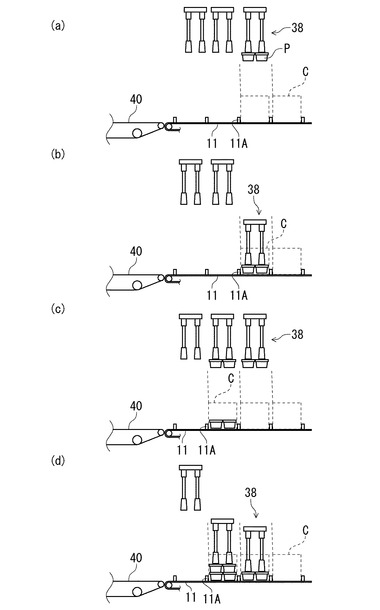
【図3】図1装置についての連続運転時における前後方向で保持ヘッドの範囲についての側面図であり、(a)〜(c)で保持ヘッドの動作を順に示している。
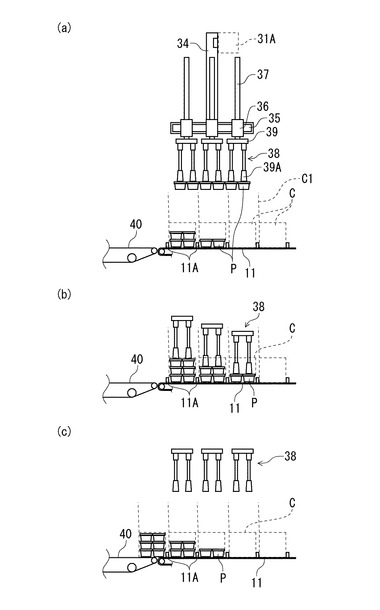
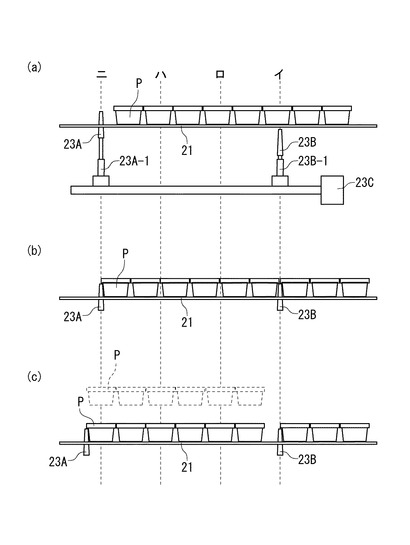
【図4】図3に示される装置における物品取出しコンベアについての側面図であり、(a)〜(c)で物品群の切り離し動作を順に示している。
【図5】図1装置についての運転開始時における前後方向で保持ヘッドの範囲についての側面図であり、(a)〜(d)で保持ヘッドの動作を順に示している。
【図6】図5に示される装置における物品取出しコンベアについての側面図であり、(a)〜(f)で物品群の切り離し動作を順に示している。
【図7】図1装置についての運転終了時における前後方向で保持ヘッドの範囲についての側面図であり、(a)〜(d)で保持ヘッドの動作を順に示している。
【図8】図7に示される装置における物品取出しコンベアについての側面図であり、(a)〜(f)で物品群の切り離し動作を順に示している。
【発明を実施するための形態】
【0020】
以下、添付図面にもとづき、本発明の実施の形態を説明する。
【0021】
図1は、本実施形態の物品箱詰め装置の平面図であり、該物品箱詰め装置は、包装箱Cを前方に搬送して所定位置へ供給する包装箱搬送手段10と、該包装箱搬送手段10の両側に配されていて物品Pを前方へ搬送して所定位置へ供給する二つの物品搬送手段20,20’と、上記包装箱搬送手段10そして物品搬送手段20よりも上方位置で、包装箱Cそして物品Pの搬送方向Xに対して直交方向に移動可動となっていて、物品搬送手段20上の物品を包装箱搬送手段10上の包装箱へ段積みする物品箱詰め手段30,30’と、さらには、物品の箱詰め後の包装箱を次工程へ向け搬出する搬出手段40とを有している。
【0022】
包装箱搬送手段10は、搬送方向Xで前方から後方に向け順に配された、包装箱Cを所定位置にもたらす包装箱送りコンベア11と、該包装箱送りコンベア11へ包装箱Cを導入せしめる導入コンベア12と、該導入コンベア12へ包装箱Cを供給する包装箱供給コンベア13とを有している。この包装箱搬送手段10にあっては、包装箱Cは上記包装箱供給コンベア13から上記包装箱送りコンベア11に向け、一つの直線方向たるX方向に順次搬送される。
【0023】
上記包装箱供給コンベア13は、例えば、連続走行するベルトコンベアで形成され、複数の空の包装箱Cを一列に連続して搬送している。搬送方向でその前方に設けられている導入コンベア12は、帯状の複数のベルト12Aを有し、隣接せるベルト12Aの間に隙間12Bが形成されている。該隙間12Bは、後述の包装箱送りコンベア11との関係上形成されている。
【0024】
上記導入コンベア12の前方に位置する包装箱送りコンベア11は、間欠搬送するベルトコンベアとして形成されており、そのベルト面には、包装箱を定間隔で(図においては、ほぼ密接する状態で)位置づけるための規制部材11Aが設けられている。一つの包装箱Cは、前後で隣接する規制部材11A間に位置するようになる。又、該規制部材11Aは、コンベアの幅方向では、上記導入コンベア12の隙間12Bに対応した位置に設けられている。
【0025】
上記包装箱送りコンベア11の両側に位置する二つの物品搬送手段20,20’は、基本的に同一形態であるので一方についてのみ説明し、他方については、必要に応じ上記一方についての対応部の符号に「プライム」記号を付し、例えば、符号20に対して20’として表記して、その説明を省略する。
【0026】
物品搬送手段20は、前端が上記包装箱送りコンベア11の前端と一致して位置し、後端が該包装箱送りコンベア11の後端よりも包装箱の搬送方向に沿って後方に位置する複数の帯状コンベア21Aで形成される物品取出しコンベア21と、各帯状コンベア21Aの幅方向中央位置でこの帯状コンベア21Aの面よりも上方の静止位置で搬送方向に延びて設けられたガイド22と、隣接する帯状コンベア21A同士間に形成されている隙間21Bで、前後方向そして上下方向で可動な後述の前ストッパ23A及び後ストッパ23B(図4参照)とを有している。隣接する二つのガイド22の幅方向間隔は、物品Pを案内するのに好適な寸法に定められていて、この二つのガイド22間に物品のためのレーンを形成している。コンベアの幅方向で両端に位置するガイド22は、その後端が他のガイド22よりも後方に延び、その延びた部分が上記幅方向で外側に傾斜している。上記前ストッパ23Aと後ストッパ23Bは、図4に見られるように、コンベアの下方に位置するストッパ移動部23Cにより、所定時に、前後方向に移動し、それぞれの昇降部23A−1,23B−1により上下動するようになっている。
【0027】
上記物品取出しコンベア21の後方位置には、物品搬入コンベア24が設けられている。この物品搬入コンベア24は、上記物品取出しコンベア21と同じ幅の一つのコンベアベルトを有しており、前端が上記導入コンベア12の前後方向中間位置、後端が該導入コンベア12の後端よりも後方で包装箱供給コンベア13の範囲にまで及んで位置している。この物品搬入コンベア24の後部には、物品供給コンベア25が接続配置されている。この物品供給コンベア25は、図示しない物品貯留部から物品Pを両側のガイド間で一列をなして搬送する幅をもったコンベアであり、図示の例では、側方に位置する貯留部から弯曲経路を経て、上記物品搬入コンベア24に接続されており、該物品供給コンベア25の前端部が上記物品搬入コンベア24のコンベア面上に位置している。
【0028】
上記物品搬入コンベア24上には、物品振分け装置26が配設されている。該物品振分け装置26は、コンベアベルト幅方向に延びコンベアベルト面より上方に位置する横ガイド部材26Aと、該横ガイド部材26Aの一端で該横ガイド部材26Aを前後方向に可動に支持する縦ガイド部材26Bと、上記横ガイド部材26A上を横方向に可動な可動ブロック26Cと、該可動ブロック26Cにより支持されている前方ガイド26D及び後方ガイド26Eとを有している。
【0029】
上記縦ガイド部材26Bはシリンダ装置等を有していて、所定時期に所定位置まで上記横ガイド部材26Aを前後に移動させる。該横ガイド部材26Aに設けられた可動ブロック26Cは、所定時期にコンベアベルト幅方向での所定位置へ移動する。該可動ブロック26Cに接続されている後方ガイド26Eは、互いに相対的に前後にスライド可動な前部と後部とで形成されていて、前部の前端が可動ブロック26Cに対してそして後部の後端が物品供給コンベア25の前端に対して回動自在となっている。したがって、後方ガイド26Eは、可動ブロック26Cが移動したときに、前部と後部とでスライドして全長を伸縮調整しながら、上記物品供給コンベア25の前端を基点として、搬送方向に対して傾斜して上記可動ブロック26Cに追従する。上記前方ガイド26Dは、かかる可動ブロック26Cから前方へ延出している。かくして、物品Pは物品供給コンベア25から上記後方ガイド26Eを経て、コンベア幅方向の所定位置で物品搬入コンベア24により上記前方ガイド26Dから前方へ送り出される。
【0030】
物品箱詰め手段30は、図2に見られるように、前後方向で両物品搬送手段20,20’の前部に対応する位置で、該両物品搬送手段20,20’を跨ぐように配設された門型のフレーム31の横部材31Aに設けられた直動駆動装置32,32’により支持された物品箱詰め手段としての箱詰め装置33,33’を有している。直動駆動装置32,32’は、モータ等の駆動部32A,32’Aと、該駆動部32A,32’Aから横方向に延びる軸部32B,32’Bとを有している。該駆動装置32,32’は、軸部32B,32’Bで支持された箱詰め装置33,33’を垂下支持すると共に、上記駆動部32A,32’Aの駆動により、該軸部32B,32’B上で該箱詰め装置33,33’を横方向に移動せしめる。この横方向移動は、この方向で、箱詰め装置33,33’が物品取出しコンベア21,21’の位置と包装箱送りコンベア11の位置とを往復動するように設定されている。
【0031】
上記箱詰め装置33,33’は、図2そして図3に見られるように、上記軸部32B,32’B上を移動可能に該軸部32B,32’Bに支持されて垂下する縦支持部材34,34’と、その下端に接続されたコンベア幅方向に延びる横部材35,35’と、該横部材35,35’に対し、互いの間隔(ピッチ)を可変として、三箇所に設けられた縦ガイド36,36’と、それぞれの縦ガイド36,36’により上下に案内され可動する縦ロッド37,37’により支持されている保持ヘッド38,38’とを有している。したがって、それぞれの箱詰め装置33,33’は、図3に見られるように、前後して三つの保持ヘッド38,38’を有していることとなる。
【0032】
各保持ヘッド38,38’は、縦ロッド37,37’の下端で支持された支持板39,39’から垂下する管部材の下端に吸着部材39A,39’Aを備えている。一つの支持板39,39’からは、前後で二箇所そしてコンベア幅方向で三箇所、計六箇所に管部材が設けられている。したがって、一つの縦ロッド37,37’の上下動により6個の吸着部材39A,39’Aが上下動する。それぞれの箱詰め装置33,33’に設けられた、前後方向での三つの縦ロッド37,37’は、それぞれ独立して高さ位置が設定されるが同時に上下動するようになっている。上記吸着部材39A,39’Aは、物品取出しコンベア21上の物品Pを取り上げるときに吸着動作を行い、該物品Pを包装箱送りコンベア11上の包装箱Cに収めるときに吸着の解除動作を行うようになっている。上記二つの箱詰め装置33,33’は交互に箱詰め動作を繰り返す、すなわち、一方の箱詰め装置33が包装箱送りコンベア11上の包装箱Cへ物品を収めている動作中には、他方の箱詰め装置33’が物品取出しコンベア21上の物品Pを取り出す動作に入っている。
【0033】
次に、かかる本実施形態装置の動作について、A.物品が連続して箱詰めされている連続運転時、B.装置が箱詰めを開始する運転開始時、C.箱詰めを終了する運転終了時に分けて説明する。
【0034】
<A.連続運転時>
この連続運転時にあっては、図1に見られるように、空の包装箱Cが、包装箱供給コンベア13により連続的に搬送されていて、導入コンベア12へ受け渡され、しかる後に包装箱送りコンベア11にもたらされている。該包装箱送りコンベア11は、間欠的に搬送動作を行うが、図1は停止中を示している。この包装箱送りコンベア11上では、各包装箱Cは、コンベアの面に取り付けられている前後の隣接せる規制部材11Aにより前後方向での所定位置に待機している。このとき、図3(a)に見られるように、包装箱Cはその蓋部C1が上方に垂立して開状態にある。
【0035】
一方、物品Pは、両方の物品供給コンベア25,25’から物品搬入コンベア24の後部へ列をなして連続的に搬入される。これら物品Pは、物品振分け装置26の後方ガイド26Eから前方ガイド26Dへ送られるが、可動ブロック26Cがコンベア幅方向に移動し上記物品取出しコンベア21の各レーンに対応する幅方向位置で順次間欠的に停止することを繰り返すことにより、所定個数ごとに物品Pが上記前方ガイド26Dから送り出され各レーンに向う。
【0036】
前方ガイド26Dは、コンベアの幅方向一端側のレーンの後退位置で所定数(図示の場合、三つ)の物品を送り出した後、コンベア上の物品の移動速度(コンベア速度)に同期して前進しながらコンベア幅方向に移動し、物品列を次のレーン(図示では中央レーン)に移動する。その後、後退して三つの物品がガイド26から離れた後、再びコンベア速度に同期して前進しながらコンベア幅方向に移動し、物品列をさらに次のレーンへ移動させる。このような動作を繰り返すことにより、物品を所定数ずつコンベア幅方向で各レーンに振り分ける。
【0037】
物品取出しコンベア21の各レーンにもたらされた物品Pは、図4(a)のごとく各レーンで前後に列をなしており、最前の物品の前方位置(ニ)でコンベア面より上方に突出している前方ストッパ23Aに当接するまで前進する(図4(b)参照)。これと同時に、所定個数、図示の例では、三つの包装箱の分、すなわち、最前から6番目と7番目の物品Pの間である位置(イ)で、後方ストッパ23Bがコンベア面よりも上方へ突出し、7番目以降の物品Pの前進を阻止する。
【0038】
しかる後、前方ストッパ23Aが位置(ニ)から若干の所定距離だけ前進し(図4(c)参照)。最前から6番目までの物品群が、後続の物品から切り離される。かくして、コンベア自体は前方に移動しているものの、突出している上記前方ストッパ23Aにより、最前から6番目までの物品群は、その位置で停止し待機している。この物品群は、前後方向では、図3(a)見られる間欠的に停止中の包装箱送りコンベア11上の包装箱Cのうち、最前から3番目までの三つの包装箱に対応して位置している。物品Pは、両側の物品取出しコンベア21,21’にて、同様に待機している。
【0039】
かかる状態で、一方の箱詰め装置、例えば、一方の物品取出しコンベア21に近い方の箱詰め装置33がコンベア幅方向に移動して該物品取出しコンベア21の上方に位置し、その三つの保持ヘッド38がそれらの間のピッチを三つの包装箱に対応するように調整されながら降下してそれらの吸着部材39Aで物品Pを取り上げて上昇する。三つの保持ヘッド38は各縦ロッド37で降下量は独立して異なって設定可能だが、降下そして上昇時期は同時である。既述のように、各保持ヘッド38は6個(3列×2行)の吸着部材39Aを有しており、したがって、物品取出しコンベア21から6個の物品Pが取り上げられる。つまり、三つの保持ヘッド38により物品群をなす18個の物品が取り上げられる。
【0040】
しかる後、箱詰め装置33は、コンベア幅方向に移動して包装箱送りコンベア11の上方に位置する。図3(a)〜(c)に見られるように、三つの保持ヘッド38が降下し、物品(物品群)Pを包装箱C内に積載した後、再び物品を取り出しに戻る。三つの保持ヘッド38は、最前の包装箱Cに対応する保持ヘッド38がその降下量が小さく、後方の保持ヘッド38は物品の高さだけ順次大きく降下する。すなわち、最前の保持ヘッド38は最前の包装箱Cへ3段目の物品を、2番目の保持ヘッド38は2段目の物品を、そして3番目の保持ヘッド38は1段目の物品を、それぞれ対応する包装箱へ積み重ねる。かくして、図3(a)〜(c)に見られるように、包装箱Cへ物品Pが降下そして積載されて最前の包装箱に3段目の物品が積載された後に、保持ヘッド38が上昇されると共に、包装箱送りコンベア11が包装箱一個分だけ前方へ間欠搬送され、最前の包装箱Cが次の搬出手段40へ受け渡される。この搬出手段40は連続運転されており、次の包装箱が箱詰めされている上記包装箱送りコンベア11の間欠停止中に、該次の包装箱との間に間隔を形成するようにして次工程へ向け搬出する。
【0041】
本実施形態では、二つの箱詰め装置33,33’を有しているので、それらの間に位置する包装箱送りコンベア11上で待機している包装箱Cに対して、二つの箱詰め装置33,33’が交互に箱詰めを行うようになっており、一方の箱詰め装置33が物品の箱詰めをしている間に、他方の箱詰め装置33’が物品の取出しを行うので、箱詰めに無駄時間がなく、作業効率が良い。勿論、作業効率を求められないときは、一方の箱詰め装置のみを用いてもよい。
【0042】
かくして、本実施形態では、二つの箱詰め装置33,33’を交互に用いて、その都度、三つの包装箱へ物品を同時に箱詰めをし、物品が所定段数だけ段積みされた最前の包装箱を、次の包装箱から切り離して次工程へ向け搬出することとなる。
【0043】
<B.運転開始時>
装置の運転開始時には、三つの保持ヘッドにそれぞれ対応する位置へ空の包装箱を配置しても、これらの包装箱に対して、前方から後方の包装箱に向けて1段ずつ低くなるように、段差をつけて物品の箱詰めをすることができない。したがって、運転開始時には、既述の<A.連続運転時>とは異なった運転をする必要がある。以下、その運転について説明する。
【0044】
図5(a)に見られるように、包装箱送りコンベア11では、前後方向にて、先ず、最前の包装箱Cが最後方である3番目の保持ヘッド38に対応する位置にもたらされる。このとき、物品取出しコンベア21では、前後方向でこの3番目の保持ヘッド38に対応する位置に、図6(a)〜(c)に見られるように、一つの保持ヘッド分の物品、すなわち、最前と次に位置する二つの物品が前方ストッパ23Aと後方ストッパ23Bとの作用によって、後続の物品から離されて位置している(この切り離しと位置づけは、物品の数は違っていても、連続運転時と同じ要領でなされる)。
【0045】
かかる状態で、箱詰め装置33によって、図5(a)〜(b)のごとく、物品が最前の包装箱Cへ1段目として収められる。
【0046】
次に、図6(d)〜(f)のごとく、最前から4番目までの物品が後続物品から切り離されて、2番目と3番目の保持ヘッド38に対応する位置にもたらされている。これと共に、包装箱Cも包装箱送りコンベア11の間欠搬送によって、包装箱一つ分だけ前進して位置せしめられる。かくして、図5(c)〜(d)に見られるように、2番目と3番目の保持ヘッド38により上記物品が最前と次の包装箱Cに段積みされる。すなわち、最前の包装箱Cでは2段に、そして次の包装箱Cには1段に物品群が箱詰めされる。
【0047】
しかる後に、物品と包装箱は、連続運転時の要領で、前進して、三つの包装箱への箱詰めがなされる。
【0048】
<C.運転終了時>
運転終了時には、包装箱送りコンベア11上の包装箱Cが一つずつ少なくなり、図7(a),(c)に見られるように、最前の保持ヘッド38と2番目の保持ヘッド38に対応する位置にのみ、すなわち二つの包装箱Cが存在するようになり、次に最前の保持ヘッド38に対応する位置にのみ、すなわち、一つの包装箱Cが存在するようになる。
【0049】
そこで、先ず、図7(a)に対応して、図8(a)〜(c)のごとく、前方ストッパ23Aと後方ストッパ23Bにより、最前そして2番目の保持ヘッド38に対応する位置へ物品Pを位置せしめ、これを図7(b)のごとく、これら二つの保持ヘッド38で物品Pの箱詰めを行った後、最前の包装箱を搬出せしめ、残った最後の包装箱Cを図7(c)の位置へもたらし、これと共に物品Pを図8(d)〜(f)のごとく、最前の保持ヘッド38にのみ対応して位置せしめ、この物品Pを図7(d)のごとく最後の包装箱Cへ箱詰めそしてこれを搬出してすべての箱詰め作業が終了する。
【0050】
なお、上述の実施例では三箇所の保持ヘッドをそれぞれ独立昇降するように設けているが、これらを一体的に昇降するようにし、かつ、所望の保持ヘッドに対してのみ真空源と接続して、上述の開始終了動作を行うようにしてもよい。その場合、縦ロッド37,37’を縦ガイド36,36’で上下に案内して、可動としているが、縦ロッド37,37’を縦ガイド36,36’で上下に案内しつつ下方に付勢して横部材35,35’を下降することにより箱詰めを行うようにしてもよい。かかる形態とすると、各縦ロッド37,37’は、箱詰めする包装箱に収容されている物品の段数に応じ、36,36’の下方への付勢力に抗して上昇するので、上述の形態の場合と同様の箱詰め動作を行うことができる。
【0051】
また、上述の実施例では、包装箱送りコンベア11を間欠運転し、停止時に箱詰め動作を行うこととしているが、連続運転される包装箱送りコンベア11に搬送させる包装箱に対し、保持ヘッド38,38’を包装箱搬送方向に追従させながら箱詰めを行うようにしてもよい。
【0052】
本実施形態では、箱詰めされる物品が3段の列を示したが、前後する保持ヘッドの数をn個とすることにより、包装箱へn段の物品群を積み重ねることが可能であり、このnは任意に選択できる。
【符号の説明】
【0053】
10 包装箱搬送装置
20,20’ 物品搬送手段
30,30’ 物品箱詰め手段
38,38’ 保持ヘッド
C 包装箱
P 物品
【技術分野】
【0001】
本発明は、物品箱詰め装置及び方法に関し、特に、包装箱内に複数行列で整列される物品群を一段分として、この物品群を包装箱内で複数段積み重ねた状態で収容する装置及び方法に関する。
【背景技術】
【0002】
搬送供給されてくる包装箱へ、複数行列をなす物品群を一段分としてこれを複数段積み重ねた状態で収容する装置としては、特許文献1に開示されている装置が知られている。
【0003】
この特許文献1の装置にあっては、供給路上の所定装置に供給された二つの包装資材(包装箱)へ、側方に設けられたマニュピレータロボットにより、物品群を一段分そして二段分を順次段積みすることとしている。すなわち、二つの包装資材へ同時に一段分を供給し、次に、同時に二段分を供給している。このように、同時に物品群を段積みされた二つの包装資材は、所定段だけ段積みされた後、封函等の次工程に向け同時に搬出される。このように、特許文献1では、二つの包装資材を所定位置に供給し、この二つの包装資材へ同時に物品群を所定段だけ段積みし、段積み後に二つの包装資材を一緒に搬出することで、包装作業の高速処理化を図っている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2005−335762
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1の装置にあっては、物品群の所定段の段積み後の二つの包装資材は、同時に搬出される関係上、互いに連接した状態で、封函等の次工程装置へ搬送される。次工程が封函の場合、封函時に包装資材の蓋部分を閉鎖することを可能とするために、上記二つの包装資材の間に間隔を必要とする。したがって、連接して搬入された、段積み後の二つの包装資材は、封函工程前に、互いに離間される。この離間には、前方の包装資材を前方へ速く送り出す増速コンベアや、後方の包装資材の搬送を一時的に止めておくストッパ等を有する切り離し装置を追加的に設けられる必要がある。
【0006】
この切り離し装置を用いることは、設備のコストアップにつながるばかりか、該切り離し装置の分だけライン長が増大し、ラインのレイアウトに制約をもたらす。
【0007】
本発明は、このような事情に鑑み、切り離し装置のような追加装置を必要とせず、複数の包装箱へ物品群を同時に段積みできて作業効率のよい物品箱詰め装置及び方法を提供することを課題とする。
【課題を解決するための手段】
【0008】
本発明によれば、上述の課題は、次の装置発明そして方法発明によって解決される。
【0009】
<装置発明>
本発明に係る物品箱詰め装置は、物品を前方へ搬送して所定位置へ供給する物品搬送手段と、物品をn段だけ積み重ねた状態で収容可能な容積の包装箱を、開封状態で搬送方向に複数個連続して配置し、該包装箱を前方へ供給する包装箱搬送手段と、複数の保持ヘッドを有し、各保持ヘッドにより上記物品搬送手段から物品を保持して取り出した後に、それぞれの保持ヘッドで保持した物品を上記包装箱搬送手段上の複数の包装箱に対し、箱詰めする物品箱詰め手段とを備える。
【0010】
かかる物品箱詰め装置において、本発明では、上記物品箱詰め手段の複数の保持ヘッドは、包装箱搬送手段に沿って前方から後方へn個順次位置して設けられ、上記包装箱搬送手段は、搬送方向最前の保持ヘッドに対応する位置に、n−1段の物品が収容された状態の包装箱を位置せしめ、後続の各保持ヘッドに対応する位置には、収容されている物品の段数が、隣接前方の包装箱に収容されている物品の段数より一つずつ少なくなっている状態の包装箱を位置せしめ、物品箱詰め手段の各保持ヘッドが包装箱搬送手段上の対応包装箱へ物品を供給するようになっており、上記包装箱搬送手段は、最前の保持ヘッドに対応する包装箱内の物品がn段となったときに、各包装箱を保持ヘッド同士の前後方向配置ピッチ間隔だけ搬送するように設定されている、ことを特徴としている。
【0011】
このような構成の本発明装置によると、包装箱搬送手段で所定位置に配置された連続せるn個の包装箱には、対応せるn個の保持ヘッドにより、同時に一段分の物品が箱詰めされ、その直後に上記n個の包装箱は、前後方向で包装箱1個分に相当する配置ピッチ間隔で間欠搬出される。したがって、これをn回繰り返して搬送されたときには、上記n個の包装箱は、最前の位置の包装箱がn段、次がn−1段という具合に、物品が順次一段ずつ低く積み重ねられている状態となる。すなわち、最前位置にきたときに、対応する最前の保持ヘッドが物品を一段分箱詰めすると包装箱内の物品はn段となる。物品がn段に積み重ねられた包装箱は、順次一つずつ前方に位置するコンベア等次工程に向け送り出される。その際、このコンベア等が増速されていれば、自ずと、次にn段となる後続の包装箱との間に、次工程での封函工程で必要な所望の間隔が形成される。
【0012】
本発明装置は、包装箱搬送手段により、物品が収容されていない包装箱の供給を開始した直後の状態では、物品搬送手段は、搬送方向最前からn番目の保持ヘッドに対応する後方待機位置に供給された包装箱搬送手段上の包装箱に対し、1段分の物品を箱詰めして、各包装箱を保持ヘッド同士の上記配置ピッチ間隔だけ搬送した後、次に上記後方待機位置にきた包装箱およびそれよりも前に位置する包装箱に対し1段分の物品を箱詰めして、各包装箱を保持ヘッド同士間の上記配置間隔だけ搬送することにより、箱詰めする対象の包装箱を一つずつ増し、搬送方向最前の保持ヘッドに対応する位置にn−1段の物品が積み重ねられた状態の包装箱を供給するようにして、箱詰めを開始する。
【0013】
<方法発明>
本発明に係る物品箱詰め方法は、物品を前方へ搬送して所定位置へ供給する物品搬送工程と、物品をn段だけ積み重ねた状態で収容可能な容積の包装箱を、開封状態で搬送方向に複数個連続して配置し、該包装箱を前方へ供給する包装箱搬送工程と、複数の保持ヘッドの各保持ヘッドにより上記物品搬送手段から物品を保持して取り出した後に、それぞれの保持ヘッドで保持した物品を上記包装箱搬送手段上の複数の包装箱に対し、箱詰めする物品箱詰め工程とを備える。
【0014】
かかる物品箱詰め方法において、本発明では、上記物品箱詰め手段の複数の保持ヘッドを、包装箱搬送手段に沿って前方から後方へn個順次位置せしめ、上記包装箱搬送手段により、搬送方向最前の保持ヘッドに対応する位置に、n−1段の物品が収容された状態の包装箱を位置せしめ、後続の各保持ヘッドに対応する位置には、収容されている物品の段数が、隣接前方の包装箱に収容されている物品の段数より一つずつ少なくなっている状態の包装箱を位置せしめ、物品箱詰め手段の各保持ヘッドが包装箱搬送手段上の対応包装箱へ物品を供給し、上記包装箱搬送手段により、最前の保持ヘッドに対応する包装箱内の物品がn段となったときに、各包装箱を保持ヘッド同士の前後方向配置ピッチ間隔だけ搬送することを特徴としている。
【0015】
このような本発明の物品箱詰め方法は、既述した本発明の物品箱詰め装置により実行可能である。
【0016】
本発明方法は、包装箱搬送手段により、物品が収容されていない包装箱の供給を開始した直後の状態では、物品搬送手段により、搬送方向最前からn番目の保持ヘッドに対応する後方待機位置に供給された包装箱搬送手段上の包装箱に対し、1段分の物品を箱詰めして、各包装箱を保持ヘッド同士の上記配置ピッチ間隔だけ搬送した後、次に上記後方待機位置にきた包装箱およびそれよりも前に位置する包装箱に対し1段分の物品を箱詰めして、各包装箱を保持ヘッド同士間の上記配置間隔だけ搬送することにより、箱詰めする対象の包装箱を一つずつ増し、搬送方向最前の保持ヘッドに対応する位置にn−1段の物品が積み重ねられた状態の包装箱を供給して、箱詰めを開始する。
【発明の効果】
【0017】
本発明は、以上のごとく、包装箱搬送手段の所定位置にn個の包装箱を連続配置して、これらに同時に一段分の物品を箱詰めするので、高速処理による箱詰めを実現しつつも、一段分の物品箱詰めごとに、包装箱の配置ピッチ間隔だけ前方へ搬送するので、n段の物品が箱詰めされた包装箱を一個ずつ、次工程へ向け前方に搬出することとなり、従来のような切り離し装置を追加的に設けずとも、搬出先のコンベア等を増速したものとしておくだけで、次工程の封函に必要な間隔を後続の包装箱との間に、簡単に形成できる。
【0018】
したがって、従来必要とされていた切り離し装置を設けることに起因する装置のコストアップや、ライン長の増大によるラインレイアウト上の制約といった問題を防止できる。さらには、最前の包装箱から順に段数が減った初期段積み状態で包装箱を間欠搬送するので、装置の運転開始時に人手により、包装箱に初期段積み状態とする作業が必要でなく、この点でも作業効率が向上する。
【図面の簡単な説明】
【0019】
【図1】本発明の一実施形態装置の概要構成を示す平面図である。
【図2】図1におけるII−II断面図である。
【図3】図1装置についての連続運転時における前後方向で保持ヘッドの範囲についての側面図であり、(a)〜(c)で保持ヘッドの動作を順に示している。
【図4】図3に示される装置における物品取出しコンベアについての側面図であり、(a)〜(c)で物品群の切り離し動作を順に示している。
【図5】図1装置についての運転開始時における前後方向で保持ヘッドの範囲についての側面図であり、(a)〜(d)で保持ヘッドの動作を順に示している。
【図6】図5に示される装置における物品取出しコンベアについての側面図であり、(a)〜(f)で物品群の切り離し動作を順に示している。
【図7】図1装置についての運転終了時における前後方向で保持ヘッドの範囲についての側面図であり、(a)〜(d)で保持ヘッドの動作を順に示している。
【図8】図7に示される装置における物品取出しコンベアについての側面図であり、(a)〜(f)で物品群の切り離し動作を順に示している。
【発明を実施するための形態】
【0020】
以下、添付図面にもとづき、本発明の実施の形態を説明する。
【0021】
図1は、本実施形態の物品箱詰め装置の平面図であり、該物品箱詰め装置は、包装箱Cを前方に搬送して所定位置へ供給する包装箱搬送手段10と、該包装箱搬送手段10の両側に配されていて物品Pを前方へ搬送して所定位置へ供給する二つの物品搬送手段20,20’と、上記包装箱搬送手段10そして物品搬送手段20よりも上方位置で、包装箱Cそして物品Pの搬送方向Xに対して直交方向に移動可動となっていて、物品搬送手段20上の物品を包装箱搬送手段10上の包装箱へ段積みする物品箱詰め手段30,30’と、さらには、物品の箱詰め後の包装箱を次工程へ向け搬出する搬出手段40とを有している。
【0022】
包装箱搬送手段10は、搬送方向Xで前方から後方に向け順に配された、包装箱Cを所定位置にもたらす包装箱送りコンベア11と、該包装箱送りコンベア11へ包装箱Cを導入せしめる導入コンベア12と、該導入コンベア12へ包装箱Cを供給する包装箱供給コンベア13とを有している。この包装箱搬送手段10にあっては、包装箱Cは上記包装箱供給コンベア13から上記包装箱送りコンベア11に向け、一つの直線方向たるX方向に順次搬送される。
【0023】
上記包装箱供給コンベア13は、例えば、連続走行するベルトコンベアで形成され、複数の空の包装箱Cを一列に連続して搬送している。搬送方向でその前方に設けられている導入コンベア12は、帯状の複数のベルト12Aを有し、隣接せるベルト12Aの間に隙間12Bが形成されている。該隙間12Bは、後述の包装箱送りコンベア11との関係上形成されている。
【0024】
上記導入コンベア12の前方に位置する包装箱送りコンベア11は、間欠搬送するベルトコンベアとして形成されており、そのベルト面には、包装箱を定間隔で(図においては、ほぼ密接する状態で)位置づけるための規制部材11Aが設けられている。一つの包装箱Cは、前後で隣接する規制部材11A間に位置するようになる。又、該規制部材11Aは、コンベアの幅方向では、上記導入コンベア12の隙間12Bに対応した位置に設けられている。
【0025】
上記包装箱送りコンベア11の両側に位置する二つの物品搬送手段20,20’は、基本的に同一形態であるので一方についてのみ説明し、他方については、必要に応じ上記一方についての対応部の符号に「プライム」記号を付し、例えば、符号20に対して20’として表記して、その説明を省略する。
【0026】
物品搬送手段20は、前端が上記包装箱送りコンベア11の前端と一致して位置し、後端が該包装箱送りコンベア11の後端よりも包装箱の搬送方向に沿って後方に位置する複数の帯状コンベア21Aで形成される物品取出しコンベア21と、各帯状コンベア21Aの幅方向中央位置でこの帯状コンベア21Aの面よりも上方の静止位置で搬送方向に延びて設けられたガイド22と、隣接する帯状コンベア21A同士間に形成されている隙間21Bで、前後方向そして上下方向で可動な後述の前ストッパ23A及び後ストッパ23B(図4参照)とを有している。隣接する二つのガイド22の幅方向間隔は、物品Pを案内するのに好適な寸法に定められていて、この二つのガイド22間に物品のためのレーンを形成している。コンベアの幅方向で両端に位置するガイド22は、その後端が他のガイド22よりも後方に延び、その延びた部分が上記幅方向で外側に傾斜している。上記前ストッパ23Aと後ストッパ23Bは、図4に見られるように、コンベアの下方に位置するストッパ移動部23Cにより、所定時に、前後方向に移動し、それぞれの昇降部23A−1,23B−1により上下動するようになっている。
【0027】
上記物品取出しコンベア21の後方位置には、物品搬入コンベア24が設けられている。この物品搬入コンベア24は、上記物品取出しコンベア21と同じ幅の一つのコンベアベルトを有しており、前端が上記導入コンベア12の前後方向中間位置、後端が該導入コンベア12の後端よりも後方で包装箱供給コンベア13の範囲にまで及んで位置している。この物品搬入コンベア24の後部には、物品供給コンベア25が接続配置されている。この物品供給コンベア25は、図示しない物品貯留部から物品Pを両側のガイド間で一列をなして搬送する幅をもったコンベアであり、図示の例では、側方に位置する貯留部から弯曲経路を経て、上記物品搬入コンベア24に接続されており、該物品供給コンベア25の前端部が上記物品搬入コンベア24のコンベア面上に位置している。
【0028】
上記物品搬入コンベア24上には、物品振分け装置26が配設されている。該物品振分け装置26は、コンベアベルト幅方向に延びコンベアベルト面より上方に位置する横ガイド部材26Aと、該横ガイド部材26Aの一端で該横ガイド部材26Aを前後方向に可動に支持する縦ガイド部材26Bと、上記横ガイド部材26A上を横方向に可動な可動ブロック26Cと、該可動ブロック26Cにより支持されている前方ガイド26D及び後方ガイド26Eとを有している。
【0029】
上記縦ガイド部材26Bはシリンダ装置等を有していて、所定時期に所定位置まで上記横ガイド部材26Aを前後に移動させる。該横ガイド部材26Aに設けられた可動ブロック26Cは、所定時期にコンベアベルト幅方向での所定位置へ移動する。該可動ブロック26Cに接続されている後方ガイド26Eは、互いに相対的に前後にスライド可動な前部と後部とで形成されていて、前部の前端が可動ブロック26Cに対してそして後部の後端が物品供給コンベア25の前端に対して回動自在となっている。したがって、後方ガイド26Eは、可動ブロック26Cが移動したときに、前部と後部とでスライドして全長を伸縮調整しながら、上記物品供給コンベア25の前端を基点として、搬送方向に対して傾斜して上記可動ブロック26Cに追従する。上記前方ガイド26Dは、かかる可動ブロック26Cから前方へ延出している。かくして、物品Pは物品供給コンベア25から上記後方ガイド26Eを経て、コンベア幅方向の所定位置で物品搬入コンベア24により上記前方ガイド26Dから前方へ送り出される。
【0030】
物品箱詰め手段30は、図2に見られるように、前後方向で両物品搬送手段20,20’の前部に対応する位置で、該両物品搬送手段20,20’を跨ぐように配設された門型のフレーム31の横部材31Aに設けられた直動駆動装置32,32’により支持された物品箱詰め手段としての箱詰め装置33,33’を有している。直動駆動装置32,32’は、モータ等の駆動部32A,32’Aと、該駆動部32A,32’Aから横方向に延びる軸部32B,32’Bとを有している。該駆動装置32,32’は、軸部32B,32’Bで支持された箱詰め装置33,33’を垂下支持すると共に、上記駆動部32A,32’Aの駆動により、該軸部32B,32’B上で該箱詰め装置33,33’を横方向に移動せしめる。この横方向移動は、この方向で、箱詰め装置33,33’が物品取出しコンベア21,21’の位置と包装箱送りコンベア11の位置とを往復動するように設定されている。
【0031】
上記箱詰め装置33,33’は、図2そして図3に見られるように、上記軸部32B,32’B上を移動可能に該軸部32B,32’Bに支持されて垂下する縦支持部材34,34’と、その下端に接続されたコンベア幅方向に延びる横部材35,35’と、該横部材35,35’に対し、互いの間隔(ピッチ)を可変として、三箇所に設けられた縦ガイド36,36’と、それぞれの縦ガイド36,36’により上下に案内され可動する縦ロッド37,37’により支持されている保持ヘッド38,38’とを有している。したがって、それぞれの箱詰め装置33,33’は、図3に見られるように、前後して三つの保持ヘッド38,38’を有していることとなる。
【0032】
各保持ヘッド38,38’は、縦ロッド37,37’の下端で支持された支持板39,39’から垂下する管部材の下端に吸着部材39A,39’Aを備えている。一つの支持板39,39’からは、前後で二箇所そしてコンベア幅方向で三箇所、計六箇所に管部材が設けられている。したがって、一つの縦ロッド37,37’の上下動により6個の吸着部材39A,39’Aが上下動する。それぞれの箱詰め装置33,33’に設けられた、前後方向での三つの縦ロッド37,37’は、それぞれ独立して高さ位置が設定されるが同時に上下動するようになっている。上記吸着部材39A,39’Aは、物品取出しコンベア21上の物品Pを取り上げるときに吸着動作を行い、該物品Pを包装箱送りコンベア11上の包装箱Cに収めるときに吸着の解除動作を行うようになっている。上記二つの箱詰め装置33,33’は交互に箱詰め動作を繰り返す、すなわち、一方の箱詰め装置33が包装箱送りコンベア11上の包装箱Cへ物品を収めている動作中には、他方の箱詰め装置33’が物品取出しコンベア21上の物品Pを取り出す動作に入っている。
【0033】
次に、かかる本実施形態装置の動作について、A.物品が連続して箱詰めされている連続運転時、B.装置が箱詰めを開始する運転開始時、C.箱詰めを終了する運転終了時に分けて説明する。
【0034】
<A.連続運転時>
この連続運転時にあっては、図1に見られるように、空の包装箱Cが、包装箱供給コンベア13により連続的に搬送されていて、導入コンベア12へ受け渡され、しかる後に包装箱送りコンベア11にもたらされている。該包装箱送りコンベア11は、間欠的に搬送動作を行うが、図1は停止中を示している。この包装箱送りコンベア11上では、各包装箱Cは、コンベアの面に取り付けられている前後の隣接せる規制部材11Aにより前後方向での所定位置に待機している。このとき、図3(a)に見られるように、包装箱Cはその蓋部C1が上方に垂立して開状態にある。
【0035】
一方、物品Pは、両方の物品供給コンベア25,25’から物品搬入コンベア24の後部へ列をなして連続的に搬入される。これら物品Pは、物品振分け装置26の後方ガイド26Eから前方ガイド26Dへ送られるが、可動ブロック26Cがコンベア幅方向に移動し上記物品取出しコンベア21の各レーンに対応する幅方向位置で順次間欠的に停止することを繰り返すことにより、所定個数ごとに物品Pが上記前方ガイド26Dから送り出され各レーンに向う。
【0036】
前方ガイド26Dは、コンベアの幅方向一端側のレーンの後退位置で所定数(図示の場合、三つ)の物品を送り出した後、コンベア上の物品の移動速度(コンベア速度)に同期して前進しながらコンベア幅方向に移動し、物品列を次のレーン(図示では中央レーン)に移動する。その後、後退して三つの物品がガイド26から離れた後、再びコンベア速度に同期して前進しながらコンベア幅方向に移動し、物品列をさらに次のレーンへ移動させる。このような動作を繰り返すことにより、物品を所定数ずつコンベア幅方向で各レーンに振り分ける。
【0037】
物品取出しコンベア21の各レーンにもたらされた物品Pは、図4(a)のごとく各レーンで前後に列をなしており、最前の物品の前方位置(ニ)でコンベア面より上方に突出している前方ストッパ23Aに当接するまで前進する(図4(b)参照)。これと同時に、所定個数、図示の例では、三つの包装箱の分、すなわち、最前から6番目と7番目の物品Pの間である位置(イ)で、後方ストッパ23Bがコンベア面よりも上方へ突出し、7番目以降の物品Pの前進を阻止する。
【0038】
しかる後、前方ストッパ23Aが位置(ニ)から若干の所定距離だけ前進し(図4(c)参照)。最前から6番目までの物品群が、後続の物品から切り離される。かくして、コンベア自体は前方に移動しているものの、突出している上記前方ストッパ23Aにより、最前から6番目までの物品群は、その位置で停止し待機している。この物品群は、前後方向では、図3(a)見られる間欠的に停止中の包装箱送りコンベア11上の包装箱Cのうち、最前から3番目までの三つの包装箱に対応して位置している。物品Pは、両側の物品取出しコンベア21,21’にて、同様に待機している。
【0039】
かかる状態で、一方の箱詰め装置、例えば、一方の物品取出しコンベア21に近い方の箱詰め装置33がコンベア幅方向に移動して該物品取出しコンベア21の上方に位置し、その三つの保持ヘッド38がそれらの間のピッチを三つの包装箱に対応するように調整されながら降下してそれらの吸着部材39Aで物品Pを取り上げて上昇する。三つの保持ヘッド38は各縦ロッド37で降下量は独立して異なって設定可能だが、降下そして上昇時期は同時である。既述のように、各保持ヘッド38は6個(3列×2行)の吸着部材39Aを有しており、したがって、物品取出しコンベア21から6個の物品Pが取り上げられる。つまり、三つの保持ヘッド38により物品群をなす18個の物品が取り上げられる。
【0040】
しかる後、箱詰め装置33は、コンベア幅方向に移動して包装箱送りコンベア11の上方に位置する。図3(a)〜(c)に見られるように、三つの保持ヘッド38が降下し、物品(物品群)Pを包装箱C内に積載した後、再び物品を取り出しに戻る。三つの保持ヘッド38は、最前の包装箱Cに対応する保持ヘッド38がその降下量が小さく、後方の保持ヘッド38は物品の高さだけ順次大きく降下する。すなわち、最前の保持ヘッド38は最前の包装箱Cへ3段目の物品を、2番目の保持ヘッド38は2段目の物品を、そして3番目の保持ヘッド38は1段目の物品を、それぞれ対応する包装箱へ積み重ねる。かくして、図3(a)〜(c)に見られるように、包装箱Cへ物品Pが降下そして積載されて最前の包装箱に3段目の物品が積載された後に、保持ヘッド38が上昇されると共に、包装箱送りコンベア11が包装箱一個分だけ前方へ間欠搬送され、最前の包装箱Cが次の搬出手段40へ受け渡される。この搬出手段40は連続運転されており、次の包装箱が箱詰めされている上記包装箱送りコンベア11の間欠停止中に、該次の包装箱との間に間隔を形成するようにして次工程へ向け搬出する。
【0041】
本実施形態では、二つの箱詰め装置33,33’を有しているので、それらの間に位置する包装箱送りコンベア11上で待機している包装箱Cに対して、二つの箱詰め装置33,33’が交互に箱詰めを行うようになっており、一方の箱詰め装置33が物品の箱詰めをしている間に、他方の箱詰め装置33’が物品の取出しを行うので、箱詰めに無駄時間がなく、作業効率が良い。勿論、作業効率を求められないときは、一方の箱詰め装置のみを用いてもよい。
【0042】
かくして、本実施形態では、二つの箱詰め装置33,33’を交互に用いて、その都度、三つの包装箱へ物品を同時に箱詰めをし、物品が所定段数だけ段積みされた最前の包装箱を、次の包装箱から切り離して次工程へ向け搬出することとなる。
【0043】
<B.運転開始時>
装置の運転開始時には、三つの保持ヘッドにそれぞれ対応する位置へ空の包装箱を配置しても、これらの包装箱に対して、前方から後方の包装箱に向けて1段ずつ低くなるように、段差をつけて物品の箱詰めをすることができない。したがって、運転開始時には、既述の<A.連続運転時>とは異なった運転をする必要がある。以下、その運転について説明する。
【0044】
図5(a)に見られるように、包装箱送りコンベア11では、前後方向にて、先ず、最前の包装箱Cが最後方である3番目の保持ヘッド38に対応する位置にもたらされる。このとき、物品取出しコンベア21では、前後方向でこの3番目の保持ヘッド38に対応する位置に、図6(a)〜(c)に見られるように、一つの保持ヘッド分の物品、すなわち、最前と次に位置する二つの物品が前方ストッパ23Aと後方ストッパ23Bとの作用によって、後続の物品から離されて位置している(この切り離しと位置づけは、物品の数は違っていても、連続運転時と同じ要領でなされる)。
【0045】
かかる状態で、箱詰め装置33によって、図5(a)〜(b)のごとく、物品が最前の包装箱Cへ1段目として収められる。
【0046】
次に、図6(d)〜(f)のごとく、最前から4番目までの物品が後続物品から切り離されて、2番目と3番目の保持ヘッド38に対応する位置にもたらされている。これと共に、包装箱Cも包装箱送りコンベア11の間欠搬送によって、包装箱一つ分だけ前進して位置せしめられる。かくして、図5(c)〜(d)に見られるように、2番目と3番目の保持ヘッド38により上記物品が最前と次の包装箱Cに段積みされる。すなわち、最前の包装箱Cでは2段に、そして次の包装箱Cには1段に物品群が箱詰めされる。
【0047】
しかる後に、物品と包装箱は、連続運転時の要領で、前進して、三つの包装箱への箱詰めがなされる。
【0048】
<C.運転終了時>
運転終了時には、包装箱送りコンベア11上の包装箱Cが一つずつ少なくなり、図7(a),(c)に見られるように、最前の保持ヘッド38と2番目の保持ヘッド38に対応する位置にのみ、すなわち二つの包装箱Cが存在するようになり、次に最前の保持ヘッド38に対応する位置にのみ、すなわち、一つの包装箱Cが存在するようになる。
【0049】
そこで、先ず、図7(a)に対応して、図8(a)〜(c)のごとく、前方ストッパ23Aと後方ストッパ23Bにより、最前そして2番目の保持ヘッド38に対応する位置へ物品Pを位置せしめ、これを図7(b)のごとく、これら二つの保持ヘッド38で物品Pの箱詰めを行った後、最前の包装箱を搬出せしめ、残った最後の包装箱Cを図7(c)の位置へもたらし、これと共に物品Pを図8(d)〜(f)のごとく、最前の保持ヘッド38にのみ対応して位置せしめ、この物品Pを図7(d)のごとく最後の包装箱Cへ箱詰めそしてこれを搬出してすべての箱詰め作業が終了する。
【0050】
なお、上述の実施例では三箇所の保持ヘッドをそれぞれ独立昇降するように設けているが、これらを一体的に昇降するようにし、かつ、所望の保持ヘッドに対してのみ真空源と接続して、上述の開始終了動作を行うようにしてもよい。その場合、縦ロッド37,37’を縦ガイド36,36’で上下に案内して、可動としているが、縦ロッド37,37’を縦ガイド36,36’で上下に案内しつつ下方に付勢して横部材35,35’を下降することにより箱詰めを行うようにしてもよい。かかる形態とすると、各縦ロッド37,37’は、箱詰めする包装箱に収容されている物品の段数に応じ、36,36’の下方への付勢力に抗して上昇するので、上述の形態の場合と同様の箱詰め動作を行うことができる。
【0051】
また、上述の実施例では、包装箱送りコンベア11を間欠運転し、停止時に箱詰め動作を行うこととしているが、連続運転される包装箱送りコンベア11に搬送させる包装箱に対し、保持ヘッド38,38’を包装箱搬送方向に追従させながら箱詰めを行うようにしてもよい。
【0052】
本実施形態では、箱詰めされる物品が3段の列を示したが、前後する保持ヘッドの数をn個とすることにより、包装箱へn段の物品群を積み重ねることが可能であり、このnは任意に選択できる。
【符号の説明】
【0053】
10 包装箱搬送装置
20,20’ 物品搬送手段
30,30’ 物品箱詰め手段
38,38’ 保持ヘッド
C 包装箱
P 物品
【特許請求の範囲】
【請求項1】
物品を前方へ搬送して所定位置へ供給する物品搬送手段と、
物品をn段だけ積み重ねた状態で収容可能な容積の包装箱を、開封状態で搬送方向に複数個連続して配置し、該包装箱を前方へ供給する包装箱搬送手段と、
複数の保持ヘッドを有し、各保持ヘッドにより上記物品搬送手段から物品を保持して取り出した後に、それぞれの保持ヘッドで保持した物品を上記包装箱搬送手段上の複数の包装箱に対し、箱詰めする物品箱詰め手段とを備える物品箱詰め装置において、
上記物品箱詰め手段の複数の保持ヘッドは、包装箱搬送手段に沿って前方から後方へn個順次位置して設けられ、
上記包装箱搬送手段は、搬送方向最前の保持ヘッドに対応する位置に、n−1段の物品が収容された状態の包装箱を位置せしめ、後続の各保持ヘッドに対応する位置には、収容されている物品の段数が、隣接前方の包装箱に収容されている物品の段数より一つずつ少なくなっている状態の包装箱を位置せしめ、物品箱詰め手段の各保持ヘッドが包装箱搬送手段上の対応包装箱へ物品を供給するようになっており、
上記包装箱搬送手段は、最前の保持ヘッドに対応する包装箱内の物品がn段となったときに、各包装箱を保持ヘッド同士の前後方向配置ピッチ間隔だけ搬送するように設定されている、
ことを特徴とする物品箱詰め装置。
【請求項2】
包装箱搬送手段により、物品が収容されていない包装箱の供給を開始した直後の状態にて、
物品搬送手段は、搬送方向最前からn番目の保持ヘッドに対応する後方待機位置に供給された包装箱搬送手段上の包装箱に対し、1段分の物品を箱詰めして、各包装箱を保持ヘッド同士の上記配置ピッチ間隔だけ搬送した後、
次に上記後方待機位置にきた包装箱およびそれよりも前に位置する包装箱に対し1段分の物品を箱詰めして、各包装箱を保持ヘッド同士間の上記配置間隔だけ搬送することにより、箱詰めする対象の包装箱を一つずつ増し、搬送方向最前の保持ヘッドに対応する位置にn−1段の物品が積み重ねられた状態の包装箱を供給するように設定されていることとする請求項1記載の物品箱詰め装置。
【請求項3】
物品を前方へ搬送して所定位置へ供給する物品搬送工程と、
物品をn段だけ積み重ねた状態で収容可能な容積の包装箱を、開封状態で搬送方向に複数個連続して配置し、該包装箱を前方へ供給する包装箱搬送工程と、
複数の保持ヘッドの各保持ヘッドにより上記物品搬送手段から物品を保持して取り出した後に、それぞれの保持ヘッドで保持した物品を上記包装箱搬送手段上の複数の包装箱に対し、箱詰めする物品箱詰め工程とを備える物品箱詰め方法において、
上記物品箱詰め手段の複数の保持ヘッドを、包装箱搬送手段に沿って前方から後方へn個順次位置せしめ、
上記包装箱搬送手段により、搬送方向最前の保持ヘッドに対応する位置に、n−1段の物品が収容された状態の包装箱を位置せしめ、後続の各保持ヘッドに対応する位置には、収容されている物品の段数が、隣接前方の包装箱に収容されている物品の段数より一つずつ少なくなっている状態の包装箱を位置せしめ、物品箱詰め手段の各保持ヘッドが包装箱搬送手段上の対応包装箱へ物品を供給し、
上記包装箱搬送手段により、最前の保持ヘッドに対応する包装箱内の物品がn段となったときに、各包装箱を保持ヘッド同士の前後方向配置ピッチ間隔だけ搬送する、
ことを特徴とする物品箱詰め方法。
【請求項4】
包装箱搬送手段により、物品が収容されていない包装箱の供給を開始した直後の状態にて、
物品搬送手段により、搬送方向最前からn番目の保持ヘッドに対応する後方待機位置に供給された包装箱搬送手段上の包装箱に対し、1段分の物品を箱詰めして、各包装箱を保持ヘッド同士の上記配置ピッチ間隔だけ搬送した後、
次に上記後方待機位置にきた包装箱およびそれよりも前に位置する包装箱に対し1段分の物品を箱詰めして、各包装箱を保持ヘッド同士間の上記配置間隔だけ搬送することにより、箱詰めする対象の包装箱を一つずつ増し、搬送方向最前の保持ヘッドに対応する位置にn−1段の物品が積み重ねられた状態の包装箱を供給することとする請求項3記載の物品箱詰め方法。
【請求項1】
物品を前方へ搬送して所定位置へ供給する物品搬送手段と、
物品をn段だけ積み重ねた状態で収容可能な容積の包装箱を、開封状態で搬送方向に複数個連続して配置し、該包装箱を前方へ供給する包装箱搬送手段と、
複数の保持ヘッドを有し、各保持ヘッドにより上記物品搬送手段から物品を保持して取り出した後に、それぞれの保持ヘッドで保持した物品を上記包装箱搬送手段上の複数の包装箱に対し、箱詰めする物品箱詰め手段とを備える物品箱詰め装置において、
上記物品箱詰め手段の複数の保持ヘッドは、包装箱搬送手段に沿って前方から後方へn個順次位置して設けられ、
上記包装箱搬送手段は、搬送方向最前の保持ヘッドに対応する位置に、n−1段の物品が収容された状態の包装箱を位置せしめ、後続の各保持ヘッドに対応する位置には、収容されている物品の段数が、隣接前方の包装箱に収容されている物品の段数より一つずつ少なくなっている状態の包装箱を位置せしめ、物品箱詰め手段の各保持ヘッドが包装箱搬送手段上の対応包装箱へ物品を供給するようになっており、
上記包装箱搬送手段は、最前の保持ヘッドに対応する包装箱内の物品がn段となったときに、各包装箱を保持ヘッド同士の前後方向配置ピッチ間隔だけ搬送するように設定されている、
ことを特徴とする物品箱詰め装置。
【請求項2】
包装箱搬送手段により、物品が収容されていない包装箱の供給を開始した直後の状態にて、
物品搬送手段は、搬送方向最前からn番目の保持ヘッドに対応する後方待機位置に供給された包装箱搬送手段上の包装箱に対し、1段分の物品を箱詰めして、各包装箱を保持ヘッド同士の上記配置ピッチ間隔だけ搬送した後、
次に上記後方待機位置にきた包装箱およびそれよりも前に位置する包装箱に対し1段分の物品を箱詰めして、各包装箱を保持ヘッド同士間の上記配置間隔だけ搬送することにより、箱詰めする対象の包装箱を一つずつ増し、搬送方向最前の保持ヘッドに対応する位置にn−1段の物品が積み重ねられた状態の包装箱を供給するように設定されていることとする請求項1記載の物品箱詰め装置。
【請求項3】
物品を前方へ搬送して所定位置へ供給する物品搬送工程と、
物品をn段だけ積み重ねた状態で収容可能な容積の包装箱を、開封状態で搬送方向に複数個連続して配置し、該包装箱を前方へ供給する包装箱搬送工程と、
複数の保持ヘッドの各保持ヘッドにより上記物品搬送手段から物品を保持して取り出した後に、それぞれの保持ヘッドで保持した物品を上記包装箱搬送手段上の複数の包装箱に対し、箱詰めする物品箱詰め工程とを備える物品箱詰め方法において、
上記物品箱詰め手段の複数の保持ヘッドを、包装箱搬送手段に沿って前方から後方へn個順次位置せしめ、
上記包装箱搬送手段により、搬送方向最前の保持ヘッドに対応する位置に、n−1段の物品が収容された状態の包装箱を位置せしめ、後続の各保持ヘッドに対応する位置には、収容されている物品の段数が、隣接前方の包装箱に収容されている物品の段数より一つずつ少なくなっている状態の包装箱を位置せしめ、物品箱詰め手段の各保持ヘッドが包装箱搬送手段上の対応包装箱へ物品を供給し、
上記包装箱搬送手段により、最前の保持ヘッドに対応する包装箱内の物品がn段となったときに、各包装箱を保持ヘッド同士の前後方向配置ピッチ間隔だけ搬送する、
ことを特徴とする物品箱詰め方法。
【請求項4】
包装箱搬送手段により、物品が収容されていない包装箱の供給を開始した直後の状態にて、
物品搬送手段により、搬送方向最前からn番目の保持ヘッドに対応する後方待機位置に供給された包装箱搬送手段上の包装箱に対し、1段分の物品を箱詰めして、各包装箱を保持ヘッド同士の上記配置ピッチ間隔だけ搬送した後、
次に上記後方待機位置にきた包装箱およびそれよりも前に位置する包装箱に対し1段分の物品を箱詰めして、各包装箱を保持ヘッド同士間の上記配置間隔だけ搬送することにより、箱詰めする対象の包装箱を一つずつ増し、搬送方向最前の保持ヘッドに対応する位置にn−1段の物品が積み重ねられた状態の包装箱を供給することとする請求項3記載の物品箱詰め方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】

【図7】

【図8】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2011−251722(P2011−251722A)
【公開日】平成23年12月15日(2011.12.15)
【国際特許分類】
【出願番号】特願2010−125831(P2010−125831)
【出願日】平成22年6月1日(2010.6.1)
【出願人】(393027121)株式会社ファブリカトヤマ (27)
【Fターム(参考)】
【公開日】平成23年12月15日(2011.12.15)
【国際特許分類】
【出願日】平成22年6月1日(2010.6.1)
【出願人】(393027121)株式会社ファブリカトヤマ (27)
【Fターム(参考)】
[ Back to top ]