
Fターム[3E054GC05]の内容
包装位置への供給−物品の供給 (7,769) | 検知、制御(制御) (316) | タイミング制御 (58)
Fターム[3E054GC05]に分類される特許
1 - 20 / 58
物品整列装置
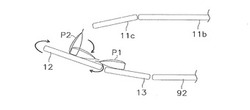
【課題】異なる形状の端部を有する物品を効率よく箱詰めすることを可能にする物品整列装置。
【解決手段】袋P2は、傾斜搬送部11cから停止中の第2の搬送装置12に落下する。袋P2の落下が、落下検知センサによって検知されると、第2の駆動部は制御される(第1の処理)。第2の駆動部は、袋P2が第2の搬送装置12のベルトコンベアに落下した後、第2の搬送装置12を駆動させる。このとき、袋P2は、上端を下流側に倒す。袋P2は、上端が下流側、下端が上流側に位置するように倒れる。これにより、袋P2は、第2の搬送装置12によって第2の平面状態で搬送される。第2の駆動部のモータの回転数が所定値に達すると、袋P2は、第3の搬送装置13に受け渡される。
(もっと読む)
丁合い封書作製装置

【課題】封書を簡単に製造できる丁合い封書作製装置を提供する。
【解決手段】縦方向搬送部30は、下表紙3の左側縁部3Lに、接着材3aを縦方向Yに沿って塗布する下表紙−封入物接着材塗布部34と、接着材3aによって、下表紙3及び封入物4を接着して積層体5を作製する下表紙−封入物積層部35と、積層体5の下表紙3の右側縁部3Rに、接着材3bを縦方向Yに沿って塗布する第1下表紙−上表紙接着材塗布部37と、積層体5の封入物4の左側縁部4Lに、接着材4bを縦方向Yに沿って塗布する封入物−上表紙接着材塗布部38とを備え、左右方向搬送部40は、積層体5の下表紙3の縦方向Yの上下縁部3D,3Uに、接着材3cを左右方向Xに沿って塗布する第2下表紙−上表紙接着材塗布部43と、接着材3a,4b,3c,3dによって、上表紙2及び積層体5を接着して封書1を作製する積層体−上表紙積層部44とを備える。
(もっと読む)
箱詰め装置
【課題】装置の大幅な改造を行わずに、物品変則詰め作業を自動化できる箱詰め装置を提供する。
【解決手段】箱詰め装置100の整列コンベア20の無端ベルト2Vは、駆動装置31、32を用いて独立して駆動される第1無端ベルト2VAおよび第2無端ベルト2VBを備える。そして、箱詰め装置100は、整列コンベア20の物品収容部2C、2C’が、第1無端ベルト2VA上に立設する第1仕切部材2Aの連なり、および、第2無端ベルト2VB上に立設する第2仕切部材2A’の連なりによって形成され、第1仕切部材2Aの連なりと、第2仕切部材2A’の連なりと、が、無端ベルト2Vの移動方向において交互に配置され、第1仕切部材2Aの連なりを用いて整列される物品Pの個数が、第2仕切部材2A’の連なりを用いて整列される物品Pの個数と異なるように構成されている。
(もっと読む)
包装袋の計数集積装置
【課題】省スペース化を実現した包装袋の計数集積装置を提供する。
【解決手段】スティック型の包装袋pを複数列に亘って同時に製造しかつ間欠的に供給する包装機に付設された計数集積装置であって、開閉可能な底部を有し包装機から供給された包装袋pを各列に対応して収容する同列の下部収容室43と、下部収容室43の各底部を任意数開放して包装袋pを落下させる可動底板と、下部収容室列43Aの直下で循環走行可能に配され下部収容室43から落下した包装袋pを受けたのち集積部に移送して落とし込むコンベア60とが具備される。
(もっと読む)
物品移送装置
【解決手段】 物品移送装置1は、物品2を搬送する平行に配置された2本の第1、第2中間コンベヤ5A,5Bと、第1、第2中間コンベヤの間に配置された合流コンベヤ6と、第1、第2中間コンベヤ上の物品2を押圧して合流コンベヤ6上に移載する第1、第2移載手段7A,7Bとを備えている。
上記第1中間コンベヤを、上記合流コンベヤおよび第2中間コンベヤよりも搬送面が上方に位置するように設けて、上記第2中間コンベヤに設けた第2移載手段が上記合流コンベヤ上に物品を移載すると、上記第1中間コンベヤに設けた第1移載手段が第2移載手段によって合流コンベヤ上に移載された物品の上段に物品を移載するようになっている。
【効果】 合流コンベヤにおいて中間コンベヤより移送された物品を積層させることができる。
(もっと読む)
食品整列供給システム
【課題】簡単な構造で、食品を搬送しつつその厚さ方向を横に向けて縦横に複数列をなすように整列した食品群として包装装置に供給することのできる食品整列供給システムを提供する。
【解決手段】伏姿勢で載置される多数の食品Fを複数の列に整列して供給搬送する整列搬送装置2と、送り出されてくる各列の食品Fを単列ずつに区分するとともに、搬送しつつ起立姿勢にして送り出す姿勢変更搬送装置3と、送り出されてくる各列の食品Fを列を保持した状態で中間搬送するとともに搬送方向後端で各列の間隔が狭くなるように寄せる中間搬送装置4と、送り出されてくる各列の起立姿勢の食品Fを各列について1個ずつの横方向に並んだ食品群FGとして送り出すグループ形成装置5と、グループ形成装置5から送り出されてくる食品群FGを排出搬送する排出搬送装置6と、制御部7とを設ける。
(もっと読む)
物品の箱詰め装置及び方法
【課題】 複数の包装箱に対して物品を段積みし、箱詰めされた包装箱を切り離し装置を要せずに、間隔をもって一つずつ搬出できる物品箱詰め装置を提供することを課題とする。
【解決手段】物品箱詰め手段30,30’の複数の保持ヘッド38,38’は、前方から後方へn個順次設けられ、包装箱搬送手段10は、搬送方向最前の保持ヘッド38,38’に対応する位置に、n−1段の物品が収容された状態の包装箱を位置せしめ、後続の各保持ヘッドに対応する位置には、収容されている物品の段数が一つずつ少なくなっている状態の包装箱を位置せしめ、物品箱詰め手段30,30’の各保持ヘッド38,38’が包装箱搬送手段上の対応包装箱Cへ物品Pを供給するようになっており、包装箱搬送手段10は、最前の保持ヘッド38,38’に対応する包装箱C内の物品Pがn段となったときに、各包装箱Cを保持ヘッド同士の前後方向配置ピッチ間隔だけ搬送する。
(もっと読む)
箱詰装置
【課題】起立姿勢の物品群の箱詰を可能にする箱詰装置を提供する。
【解決手段】箱詰装置は、包材からなる物品Bが隣接する物品と一部分が重なり合った状態で載置された物品群Cを位置Pまで搬送する搬送コンベア316R及び316Lと、所定位置Pにおいて物品群Cを起立姿勢にする立上部と、該起立姿勢となった物品群Cを所定位置Pから物品群Cが収容される段ボール箱まで移送するキャッチャ410とを備える。
(もっと読む)
箱詰め装置
【課題】 物品の箱詰めを高速に行うことができ、箱に投下した物品の姿勢が乱れるのを防止することができる箱詰め装置を提供すること。
【解決手段】 第3及び第4の羽根車21、22の下方の所定位置に一時保持装置40を設け、一時保持装置40は、受け取り角度位置において投下装置20から投下された複数の物品を受け取って、減速しながら停止角度位置に停止し、その後、複数の物品を箱に落下させる。
(もっと読む)
箱詰め装置
【課題】 物品の箱詰めを高速に行うことができる箱詰め装置を提供すること。
【解決手段】 一時保持装置40は、箱検知器66が箱詰め位置Pに箱が位置したことを検知しない限り、第3及び第4の羽根車41、42のある一対の羽根上に投下装置20から投下された物品を受け取って保持し、箱検知器66が箱詰め位置Pに箱が位置したことを検知すると、該第3及び第4の羽根車41、42のある一対の羽根上に保持した物品を投下するよう構成されている。
(もっと読む)
箱詰め装置
【課題】製品を把持した後、旋回させることなく上下動させるのみで箱内への投入を行うことにより、製品の旋回に要する機構・工程を省略して簡素化し、製造コストを低減し、スペースを削減し、箱内への投入速度を向上する箱詰め装置を提供する。
【解決手段】無端のテーブルコンベヤ4,5は、同じ循環経路を構成するように揃えられているとともに各々が別々のサーボモータで駆動される。テーブルコンベヤ4,5は、供給コンベヤから順次供給される製品が移載されてサシミ状又は平置き状に集合される集合テーブル11,15を有しており、集合テーブル11,15が互いに重なることなくずれた状態で駆動される。投入装置50は、集合された製品群を一括把持する把持装置を備えており、集合テーブル11,15が次の集合のために移動した後、空いた空間を通じて下方に駆動され、把持した製品を直下に配置されている段ボール箱に投入する。
(もっと読む)
方向転換装置を備えた箱詰装置
【課題】物品の搬送時における搬送姿勢を短時間でかつ確実に転回できる方向転換装置を備えた箱詰装置を提供することである。
【解決手段】本発明に係る方向転換装置220を備えた箱詰装置100は、方向転換装置220が転回装置221、回動軸222および回動板230からなる。転回装置221が包装物110f,110gに当接して、包装物110f,110gに力が付与されるとともに、回動軸222および回動板230により転回装置221による当接位置と異なる位置に力が付与される。
(もっと読む)
焼饅頭用包装装置
【課題】焼饅頭を受止めて収容する落下供給させることが可能な焼饅頭用包装装置を提供する。
【解決手段】供給される食品を受止めて収容する受部が上面側に複数凹設されるターンテーブル3と、ターンテーブル3の回転支点7を中心とした円周上に等間隔で配置され、間欠的に回転駆動させる駆動機構8と、受部上の食品に対して包装作業を行う包装機構6とを設けた包装装置において、該焼饅頭1をターンテーブル3側に搬送するベルトコンベヤ4と、ベルトコンベヤ4の搬送最下流側に配置されたプーリ32をターンテーブル3の上方側で進退させる進退機構21を設け、プーリ32のターンテーブル3側への進出速度よりも退避速度の方を速くする早戻り機構を備える、前記プーリ32を進退作動させるための動力を前記駆動機構8側から入力させる入力機構を有し、プーリ32の退避作動時にベルトコンベヤ4上の焼饅頭1をターンテーブル3の受部に落下供給させる。
(もっと読む)
縦型製袋充填包装機の袋反転装置
【課題】縦型製袋充填包装機で製造された袋包装体を、当該包装機の高速動作に対応した速度で反転させることを可能にする袋包装体反転装置を提供する。
【解決手段】複数の収納ポケット42a,42bを備えたターレット40をモータ41により同一方向に回転させる。縦型製袋充填包装機の横シーラ24a,24bで形成された横シールの中間で切断された袋包装体7は各収納ポケットに受止められた後にターレットが間欠回転することで反転され、ターレットの前側で下方に排出される。したがって、連続して順次高速で製造される袋包装体を無駄時間が無く反転でき、縦型製袋充填包装機が高速動作に対応することができる。
(もっと読む)
フォーマットされたトータルパッケージを形成するための方法及び装置
本発明は、コンベヤベルト上で搬送される、互いに当接し、同サイズの、特に食品によって形成された所定の数の個々の堆積物から成るフォーマットされたトータルパッケージを形成するための方法と装置とに関わる。第1のコンベヤベルト上の前記個々の堆積物は、緩衝ラインを形成し搬送方向で第1のコンベヤベルトに隣接している第2のコンベヤベルトに、互いに所定の間隔を空けて所定の速度VB1で供給される。前記個々の堆積物は、前記第2のコンベヤベルトの始まりの部分で、互いに当接した個々の堆積物から成る緩衝堆積物へと堆積され、これら緩衝堆積物は、前記第2のコンベヤベルト上で、VB1より低速の速度VB2で搬送される。前記第2のコンベヤベルトの一端部で、トータルパッケージが、送出用のコンベヤベルトによって、VB2より高速の速度VB4で、前記緩衝堆積物から分離される。前記個々の堆積物の堆積及び/もしくは分離の工程の間に搬送方向に移動される遷移部が、前記コンベヤベルト間に配置されている。 (もっと読む)
ケース及び他の種類の積み重ね可能な複数の製品を寄せ集めるための方法及び設備
【課題】ボックス内に梱包するため、製品を積み上げる方法及び設備の提供。
【解決手段】薄手の直方体状製品をグループ分け・積み上げするため、第1の送り出しコンベヤ2で製品を貯留、送り出し、高速の供給コンベア3で製品間の間隔をあけ、供給コンベア3を跨いで昇降および水平移動可能な多段櫛型の収集器4によって、供給コンベヤ3上の製品を掬い取りつつ収集器4のコア5に順次積重ねて、規定数を掬い取った後、収集器4の後退移動によって積み重なった製品群を一括して収集器4から押出して後工程の箱詰め用取りまとめ装置10へ受け渡す。
(もっと読む)
製品集積装置
【課題】対象製品の仕様が変更されても、一部構成だけの変更で対応可能な汎用性のある製品集積装置を提供する。
【解決手段】製品集積装置1の集積手段3は、製品供給手段2から供給される製品との製品接触面10を有する回転部材11と、該回転部材11に備えられ、製品を回転部材11の回転により製品接触面10から該製品接触面10に対して略垂直方向に移動させる案内部材12とを備えているので、対象製品の仕様が変更されても、一部構成だけの変更で対応可能になる。
(もっと読む)
円筒状物品の搬送装置、搬送結束装置及び搬送識別装置
【課題】円筒状物品を所定位置まで又は所定経路に沿って確実に搬送することができ、円筒状物品を安定に搬送する円筒状物品搬送装置を提供する。
【解決手段】列設されたローラ群からなるローラ列上に円筒状物品4を載置して所定方向に搬送する円筒状物品搬送装置において、ローラ列を少なくとも左ローラ列と右ローラ列に分割して並設した並列ローラとし、左右ローラ列は独立駆動される左ローラ群3と右ローラ群5から構成され、対向する左ローラ20と右ローラ21の為す挟角が所定方向に開始挟角から終了狭角に達するまで順次小さくなるように変化する左右ガイドローラ群からなるガイドローラ部14を設け、円筒状物品を開始挟角から終了狭角まで搬送して円筒状物品を並列ローラの中央部に整列させることを特徴とする円筒状物品搬送装置2である。
(もっと読む)
商品供給・集積装置
【課題】複雑な駆動制御を必要とせず、バケットからの商品の飛出しを確実に防止して商品集積効率を向上させるとともに、バケットへの商品供給を円滑かつ正確に行う。
【解決手段】搬送面が水平な導入端と搬送面が傾斜した導出端との間で循環可能な商品供給コンベアと、無端状のチェーンC1に取り付けられ、導出端から供給される商品Pを保持し得る複数のバケット10を有する商品集積装置1とを設ける。空のバケット10が水平方向から斜め上方に傾いて配置される商品供給位置に移動したとき、ベルトコンベアの搬送面で位置決めされた商品Pが商品供給コンベアの導出端から空のバケット10に供給されるとともに、バケット群B1の最後尾の空のバケット10に対する商品供給動作が完了した後、最後尾のバケット10を商品供給時の移動速度よりも速い速度で商品集積位置まで移動させる。
(もっと読む)
菓子などの移乗配列装置
【課題】上流側から順次送り込まれてくる菓子などを、走行中の配列コンベア上に複数列の縦列に横一列に配列可能とする菓子などの移乗配列装置を提供することである。
【解決手段】菓子などを一列縦隊に順次送り込むと共に鉛直軸を支点として水平方向に首振り自在な旋回コンベア1と、横移動自在であり、下流側のベルトの折り返し部となるベルト受け部が菓子などの搬送方向に水平移動自在とされる分配コンベア2を介して、下流側の配列コンベアB上に複数列の縦列に配列すると共に、前記配列コンベアのコンベア速度と、前記分配コンベアのコンベア速度と、菓子などを送り込むタイミングとから、走行中の配列コンベア上に横一列に整列すると共に複数列の縦列に順次配列するように、前記分配コンベアの横移動と前記ベルト受け部の水平移動とを制御する制御装置50を備える構成とした。
(もっと読む)
1 - 20 / 58
[ Back to top ]