
衛生用薄葉紙包装体及び衛生用薄葉紙包装体用の外装フィルム製造方法
【課題】梨地フィルムを用いたポケットティシュー外装の印刷の剥げを防止する。
【解決手段】ポケットティシューにおける包装用フィルムを、両面が粗面化処理された梨地フィルムと、その一方面に形成された印刷層と、その印刷層を被覆する透明フィルムと、が積層された積層フィルムで構成することにより解決される。
【解決手段】ポケットティシューにおける包装用フィルムを、両面が粗面化処理された梨地フィルムと、その一方面に形成された印刷層と、その印刷層を被覆する透明フィルムと、が積層された積層フィルムで構成することにより解決される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ポケットティシューなど衛生薄葉紙を折り畳み複数枚積層してフィルム包装した衛生薄葉紙包装体に関する。
【背景技術】
【0002】
衛生薄葉紙をコンパクトに折り畳んでフィルム包装したポケットティシューはよく知られるが、このポケットティシューの中には、基材紙に薬液を担持させて滑らかさや滑らかさを向上させたローションティシューを内包したものがある。
ローションティシューは、需用者において一般のティシューと比較して高級品として認識されていることから、これを内包したポケットティシューでは、外観等についても高級感のあるものとすることが行われる。
そのような高級感のある外観とすり方法としては、例えば、ティシュペーパー束を包む外装フィルムとして、梨地フィルムを用いることが行われる。
この梨地フィルムは、微細なエンボス加工を施して表面を粗面化したつや消し半透明の外観をなし、これを使用することで製品は独特な手触り感と磨りガラス様の上品な外観となる。
【特許文献1】特開2005−096865号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかし、ポケットティシューは、鞄や洋服のポケットなどに入れて携帯して使用されるため、ポケット内や鞄の中の他の物と擦れたりぶつかる環境にて使用される。
そして、その際に特に梨地フィルムの外装であると、表面の粗面化によって印刷が剥げやすいこともあり、印刷が剥げて見栄えが悪化したり、鞄やポケットにその剥げたインキが付着して鞄などを汚すことがある。
また、ポケットティシューは、座布団様の偏平形状をなし、その一方面の中央部に長手方向全長にわたるスリット状の取出口が形成された形状をなしているのが一般的形状であるが、梨地フィルムは、表面の粗面化によってコシが低くなっているために、開封後にスリット状開封部が閉じた形状を維持し難く、バッグ内やポケット内でもまれているうちに、開封口から内部のティシュペーパーが外に出てきてしまうことがあった。特に、この現象は、残存するティシュペーパーの枚数が少なくなったときに顕著であった。
【0004】
他方、従来、この種のポケットティシューにおける外装フィルムとして積層フィルムを用いる場合には、梨地フィルムを用いるとそうでないとに関係なく、一般的には安価であることを主たる理由として、複数のフィルムを接着剤により積層接着するドライラミネート法によって積層されたものが用いられてきた。
しかしながら、ドライラミネート法は酢酸エチル等の溶剤を含有する接着剤をフィルム同士の接着に用いるために、この溶剤の残存分が積層フィルムから経時的に発散して包装体自体から或いは内包する薄葉紙に移って、使用時に不快な臭いが感じられることがあった。さらには人体へ悪影響を及ぼすおそれもあった。
そして、このような溶剤等による臭気などの問題点は、特にティシュペーパーが主に鼻をかむことに利用されることから、使用者が気になるところであり、また、もちろん通常のポケットティシューでもそうであるが、特にローションティシューを内包して梨地フィルムの意匠に起因する高級感を付与した比較的価格の高い製品においては、需用者における品質要求が高く改善が求められるところであった。
そこで、本発明の主たる課題は、バッグや被服のポケット等にいれて持ち運んでも、印刷が剥げる等の外観の悪化の問題がなく、また、開封後において内包される衛生薄葉紙が開封口から意図せずに飛びでることがなく、さらに外装フィルムの臭気等の問題点を改善した衛生薄葉紙包装体及びこれに用いる外装フィルムの製造方法を提供することにある。
【課題を解決するための手段】
【0005】
上記課題を解決した本発明は、折り畳まれた複数枚の衛生薄葉紙が積層されて外装フィルムによって包装されている、少なくとも一方面にスリット状の取出口部又は取出口形成部を有する衛生薄葉紙包装体であって、
前記外装フィルムは、少なくとも一方面が粗面化処理された梨地フィルムと、その粗面化処理された面に形成された印刷層と、その印刷層を被覆する透明フィルムと、が積層された積層フィルムであることを特徴とする衛生薄葉紙包装体である。
この本発明によれば、印刷層が梨地フィルムと透明フィルムとの間に位置しているので、印刷が剥がれることがない。
【0006】
また、梨地フィルムに対して当該加工のされていない透明フィルムを積層したのでフィルム全体としてのコシが確保され、もって取出口のスリット形状が維持されやすく、意図せず取出口から薄葉紙が飛び出ることがなくなる。
なお、梨地フィルムはヘイズ値が20〜100%、透明フィルムはヘイズ値が0.1〜20%であるのが望ましい。
この範囲であると梨地フィルムが磨りガラス様の乳白色、半透明の意匠性に優れた外観となる。
【0007】
また、透明フィルムが、衛生薄葉紙に面して包装されているのが望ましい。梨地処理されていない透明フィルムの表面は平滑であることから、内包されたティシュペーパーの毛羽立ちが抑制される。さらに、両面が梨地処理された梨地フィルムであれば、このように透明フィルムを衛生薄葉紙に面して位置せしめることで、梨地フィルムが外面となることから、しっとりとした手触り感のある製品となりいっそう高級感のある外観となる。
【0008】
他方、前記梨地フィルムの厚さが20〜70μmであり、前記透明フィルムの厚さが10〜50μmであるのが望ましい。
フィルムのコシが確実に発現して、取出口のスリット形状がいっそう維持されやすくなる。
【0009】
他方、印刷層が形成された梨地フィルムと透明フィルムとは透明樹脂層を介して積層接着されているのが望ましい。
梨地フィルムと透明フィルムとの積層が、押し出し成形法によって形成される樹脂層のよってなされている本発明は、ドライラミネート法による接着剤層によって梨地フィルムと透明フィルムとの積層されている従来の積層フィルムと比較して、人体に害を与えるおそれがありまた嫌悪感を与える臭気成分が格段に低減されている。
これは、ドライラミネート法による接着剤層を有する従来積層フィルムは、接着剤層形成に用いる接着剤中に酢酸エチルに代表される溶剤を含有するため、この接着剤中に含まれる溶剤が積層フィルムとされたのちにも経時的に発散するのに対して、接着剤を用いずに溶融樹脂から直接的に樹脂層が形成される本発明ではこのような溶剤の発散がないからである。
【0010】
従って、本発明の包装体は、従来製品と比較して外装フィルムに臭気成分が格段に少ないために、当該臭気成分が内包された薄葉紙に移ることがなく、包装体全体として、また薄葉紙使用時に快適に使用できるものとなる。
【0011】
さらに、前記透明樹脂層はポリエチレン樹脂により形成されているのが望ましい。ポリエチレン樹脂は、安価であり、溶剤が不要で温度条件のみによって溶融可能で押し出し成形により層状に形成しやすいという特徴があり、さらに透明度が高く印刷層が当該樹脂層の形成によって不鮮明となったり視認し難くなるということがないため、樹脂層はポリエチレン樹脂により形成されているのが望ましい。
他方、前記透明樹脂層は特に低臭樹脂により形成されているのが望ましい。低臭樹脂は、例えば、臭気成分を吸着等するゼオライト等の他孔性物質を樹脂中に練りこんだものなど、臭気成分の発散の抑制或いは吸着性能を発揮するもの、或いは揮発成分含有量が1%未満のものである。
他方、外装フィルムの地の部分のヘイズ値が20〜100%であるのが望ましい。外装フィルム全体として梨地フィルムに起因する高級感が発現されたものとなる。
【0012】
他方、本発明における外装フィルムは、折り畳まれた複数枚の衛生薄葉紙が積層されて外装フィルムによって包装されている、少なくとも一方面にスリット状の取出口部又は取出口形成部を有する衛生薄葉紙包装体における前記外装フィルムの製造方法であって、
少なくとも一方面が粗面化処理され、その粗面化処理された面に印刷層が形成された梨地フィルムと、前記印刷層を被覆する透明フィルムとを、押し出しラミネート法によって透明溶融樹脂を介して積層一体化することにより製造される。
この方法では、溶剤を含有する接着剤を用いないために形成される溶剤の発散のおそれがない外装フィルムが製造できる。
【0013】
また、上述の衛生薄葉紙包装体と同様に、本製造方法においては、梨地フィルムのヘイズ値が20〜100%、透明フィルムのヘイズ値が0.1〜20%であるのが望ましい。
さらに、前記梨地フィルムの厚さが20〜70μmであり、前記透明フィルムの厚さが10〜50μmであるのが望ましく、透明溶融樹脂がポリエチレン樹脂であるのが望ましい。さらには、前記透明溶融樹脂が低臭樹脂であるのが望ましい。
【発明の効果】
【0014】
以上の本発明によれば、バッグや被服のポケット等にいれて持ち運んでも、印刷が剥げる等の外観の悪化の問題がなく、また、開封後において内包される衛生薄葉紙が開封口から意図せずに飛び出ることがない衛生薄葉紙包装体が提供される。
【発明を実施するための最良の形態】
【0015】
次いで、本発明の実施の形態を図面を参照しながら以下に詳述する。
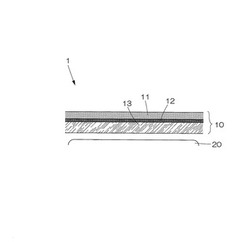
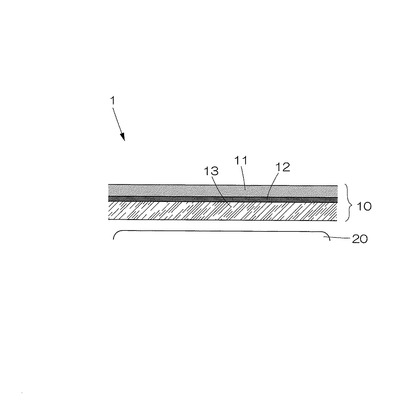
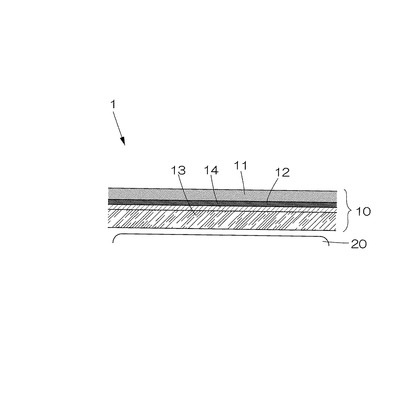
図1は、本発明にかかるポケットティシュー1の斜視図である。図2は、その外装フィルム10の断面を示す概略図である。図3は、外装フィルム10の断面のより詳細な例を示す概略図である。
図1に示されるように、本形態のポケットティシュー1は、折り畳まれたティシュペーパーが複数枚積層された束20を、外装フィルム10によって包装したものである。
【0016】
内包されるティシュペーパー20としては、従来既知のものが使用できる。好ましくは、2〜4プライのプライ構造であるのが望ましい。
また、ティシュペーパーの原料パルプは、特に限定されない。例えば、NBKPとLBKPとを配合したものが好ましい。適宜古紙パルプが配合されていてもよいが、風合いなどの点で、NBKPとLBKPのみから構成されているのがよく、その場合、配合割合としては、NBKP:LBKP=30:70〜50:50がよく、特に、NBKP:LBKP=40:60が望ましい。
ティシュペーパー自体の製造は、公知の抄紙工程、具体的には、ワイヤパート、プレスパート、ドライヤパート、サイズプレス、カレンダパート等を経るなどして製造すればよい。本発明において限定するところはない。
他方、上記ティシュペーパーの好適な米坪は、プライ構造に関係なく全体として20〜80g/m2、好ましくは26〜40g/m2である。なお、ここでの米坪は、JIS P 8124の米坪測定方法によるものをいう。
【0017】
また、ティシュペーパーの紙厚は、60〜250μmとするのが好ましい。紙厚の測定方法としては、JIS P 8111の条件下で、ダイヤルシックネスゲージ(厚み測定器)「PEACOCK G型」(尾崎製作所製)を用いて測定するものとする。具体的には、プランジャーと測定台の間にゴミ、チリ等がないことを確認してプランジャーを測定台の上におろし、前記ダイヤルシックネスゲージのメモリを移動させてゼロ点を合わせ、次いで、プランジャーを上げて試料を試験台の上におき、プランジャーをゆっくりと下ろしそのときのゲージを読み取る。このとき、プランジャーをのせるだけとする。なお、紙厚は測定を10回行って得られる平均値とする。
【0018】
他方、本発明のポケットティシュー1として好適なティシュペーパーは、ローションティシューと呼ばれる基紙に薬液を塗布などして担持させたものである。
このローションティシューは、高級品として認識されており、外装フィルムを高級感のあるものとする意義が高い。また、ローションティシューは、一般のティシュペーパーと比較して、柔らかくコシがないために、擦れによる毛羽立ちが発生しやすいとともに開封口から飛び出しやすい傾向にある。従って、本発明における毛羽立ち防止効果や飛び出し防止効果といった本発明の効果は、このローションティシューを採用した場合によりいっそう顕著となる。
【0019】
なお、ローションティシューとする場合の塗布等する薬液の種類は特に限定されない。既知のものが使用できる。例示すれば、柔軟剤や保湿剤である。より具体例を挙げれば、柔軟剤 としては、アニオン系界面活性剤、非イオン系界面活性剤、カチオン系界面活性剤および両性イオン界面活性剤が例示できる。特にアニオン系界面活性剤が好適である。
【0020】
保湿剤としては、グリセリン、ジグリセリン、プロピレングリコール、1,3−ブチレングリコール、ポリエチレングリコール等の多価アルコール、ソルビトール、グルコース、キシリトール、マルトース、マルチトール、マンニトール、トレハロース等の糖類、グルコール系薬剤およびその誘導体、セタノール、ステアリルアルコール、オレイルアルコール等の高級アルコール、流動パラフィン、コラーゲン、加水分解コラーゲン、加水分解ケラチン、加水分解シルク、セラミド等が挙げられる。
【0021】
なお、ローションティシューとは、非湿潤のティシューであり、所謂ウェットティシューとは区別されるものである。本願発明においては湿潤タイプのウェットティシューは対象としない。
その他、ティシュペーパーの水解性等、他の性質に関しては適宜の設計事項であり本発明においては限定されない。
【0022】
他方、内包されるティシュペーパーの折り畳み形態は特に限定されないが、好適には、既知の所謂ポケットティシュー折りである。これはポケットティシュー折り機と称される折り畳機によって折り畳むことができる。
この折り畳み形状を一応例示すると、まず方形のティシュペーパーの対向する両縁を折り返して外三つ折り形状にした後、さらにその縁を外側に折り返してジグザグ折りとし、さらにその折り返し縁に直行する方向で二つ折りにした形状である。
他方、上述のとおり本形態のポケットティシュー1におけるティシュペーパーの枚数が限定されないが、一般的には6枚、8枚、10枚程度である。
他方、本発明にかかるポケットティシューの包装方法は、上記ティシュペーパー束20を、外装フィルム20でその縁が一部重なり合うように巻き包み、次いで両端開口部をヒートシール、超音波シール等の融着し処理して封止する(図1においてヒートシール部分は符号2で示す)。
【0023】
このようして製造される本形態のポケットティシュー1の形状は、図1に示す如く座布団様の偏平状をなす。なお、その大きさとしては、長手方向75mm×幅方向105mm×厚さ10mm前後である。本発明においてもこの大きさから±10mm前後の大きさであるのが望ましい。なぜなら、当該大きさは携帯性に優れるとともに、開封口からの飛び出しなどの問題が生じやすいため、本発明による効果が十分に得られるからである。
【0024】
他方、本形態のポケットティシュー1は、既知の製品と同様に、上面に取出口形成部30が長手方向のほぼ全幅にわたって形成されている。取出口形成部は、例えばミシン目線によって形成される。このミシン目線を裂開することでスリット状の取出口が形成される。
【0025】
ここで、上記説明の本発明にかかるポケットティシュー1は、特に図2及び図3に示されるように特徴的に、前記外装用フィルム10が、一方面に印刷処理がされた梨地フィルム11と、その印刷面を被覆して設けられた透明フィルム13とが、積層された構造をなしているとともに、好ましくその透明樹脂フィルム13が、前記ティシュペーパー束20に面して包装された構造をなしている。なお、本発明においては、梨地フィルム11の非梨地面がティシュペーパー束20に面して包装された構造をなしていてもよい。
【0026】
前記梨地フィルム11は、少なくとも印刷処理によって印刷層12が形成されている面が粗面化された梨地面であればよいが、好適なものは両面は梨地処理されたものである。両面が梨地処理された梨地フィルム11であると、ポケットティシュー1の外面も梨地面となるため、手に触れたときしっとりなめらかな感触が得られ、感触の点からも高級感が感じられるようになる。
【0027】
ここで梨地フィルム11の種類は特に限定されない。既知の梨地フィルムを用いることができる。なお、梨地フィルム11は、例えば、基フィルムの表裏面を微細なエンボス加工、マットロール加工、サンドブラスト加工(マット加工)等の粗面化処理して形成される。基フィルムとしては、ポリプロピレンフィルム、ポリエチレンフィルム、ポリイミド樹脂フィルム等が挙げられるが安価であることからポリエチレンフィルムが好ましい。
【0028】
ここで、梨地フィルム11のヘイズ値は20〜100%とするのが望ましい。内包したティシュペーパーがうっすらと視認できる半透明で磨りガラス様の高級な外観となる。
【0029】
また、印刷性及び取り扱い性の点で梨地フィルムの厚さは、20〜70μmとするのがよい。
他方、梨地フィルム11に対する印刷は、従来の梨地フィルムに対する印刷技術が使用できる。印刷により形成する模様、柄、文字等は特に限定されない。適宜の模様等を印刷すればよい。
【0030】
他方、透明フィルム13は、ポリエチレンフィルム、ポリプロピレンフィルム、ポリエチレンテレフタレートフィルム、ポリビニルアルコールフィルム、ポリスチレンフィルム、エチレン−ビニルアルコール共重合体フィルムが例示できるが、特に、安価で透明性の高いポリエチレンフィルムが適する。
この透明フィルム13は、梨地フィルムの外観を阻害しないようにヘイズ値が0.1〜20%の範囲のものとするのが望ましく、さらにフィルム全体としてのコシを発現させるために、厚さとして10〜50μmであるのが望ましい。
また、透明フィルム13は、少なくともティシュペーパー束20に接する面は、粗面化処理などされていない平滑度の高い状態とする。梨地フィルムを採用しない一般的なポケットティシューに採用されるフィルムと同程度の平滑度があればよい。
【0031】
なお、梨地フィルム11と透明フィルム13の積層については、積層フィルムの製造方法に従う。例えば、ドライラミネート法、ホットメルト法、押し出しラミネート法、サーマルラミネート法などの印刷した梨地フィルムに対して透明フィルムを積層して一体化するラミネート技術によって積層一体化することができる。
【0032】
ここで、特に好ましい本発明の外装フィルム10は、特に図3に示すように、梨地フィルム11と透明フィルム13とが、透明樹脂層14を介して積層接着されているものである。
この透明樹脂層14を介して接着されている外装フィルム10は、押し出しラミネート法によって形成することができる。より具体的には、Tダイ法溶融押出成型設備を用いて、梨地フィルム11の印刷層12形成面若しくは透明フィルム13上に溶融樹脂を溶出した後或いは溶出しつつ両フィルム11,13を積層一体化する押し出しラミネート法によって形成することができる。その他、梨地フィルム11の印刷層12形成面に共押出しによって透明樹脂層14と透明フィルム層11とを同時に形成することもできる。
ここで、上記透明樹脂層14は、既知の透明樹脂を用いて形成することができるが、透明ポリエチレン樹脂、透明ポリプロピレン樹脂であるのが望ましく、特に透明ポリエチレン樹脂であるのが望ましい。
【0033】
さらに、押し出しラミネート法によって樹脂層を介して両フィルム11,13を積層接着した実施形態の外装フィルム10は、接着剤を含有する従来積層フィルムと比較して格段に揮発性成分が少なく、臭気等の点で改善されているが、さらにより好ましくは、樹脂層を形成する透明樹脂が低臭樹脂であるのが望ましい。
低臭樹脂は、樹脂中に含まれる揮発性有機成分量が極めて少なくなるように設計された樹脂である。ここで、本発明においては、少なくとも揮発性有機物質の含有量が1%未満の樹脂は本発明では低臭樹脂とする。
なお、外装フィルム10の地の部分のヘイズ値は、上記梨地フィルムのヘイズ値により磨りガラス様の高級感が発現するように、梨地フィルムと同様に20〜100%であるのが望ましい。上述のヘイズ値の梨地フィルム及び透明フィルムを用いれば、通常は外装フィルムはこのヘイズ値になる。ここで、地の部分とは、印刷による模様等がない部分を意味する。
【0034】
このようにしてなる特徴的な積層構造の外装フィルム10を採用した上記本発明にかかるポケットティシュー1では、透明フィルム13によって印刷層12が被覆されていることから、バッグや被服のポケット等にいれて持ち運んでも、外装の印刷が剥げる等の外観の悪化の問題は生じず、また、フィルム11,13の積層によってコシが確保されていることから開封後において取出口がスリット状態を維持しやすく、内包されるティシュペーパー1が意図せずに飛び出し難い。
【0035】
<試験例>
本発明の外装フィルムである実施例1及び2と、本発明の外装フィルムではない比較例1及び2とについて臭気の感じ方について官能試験を行なった。
実施例1は、梨地ポリエチレンフィルム/通常のポリエチレン樹脂/ポリエチレンフィルムの構造であって押し出しラミネート法によって作成したものである。
実施例2は、梨地ポリエチレンフィルム/低臭のポリエチレン樹脂/ポリエチレンフィルムの構造であって押し出しラミネート法によって作成したものである。
比較例1は、表面マット印刷加工ポリプロピレンフィルムとポリプロピレンフィルムをドライラミネート法によって積層したものである。
比較例2は、表面印刷ポリエチレン樹脂とマットコートフィルムをドライラミネート法によって積層したものである。
【0036】
試験は、被験者13人にフィルムの臭いをかいでもらい、フィルム臭若しくは溶剤臭が感じされるか否かを、『評価1:臭いが感じられない、評価2:若干の臭いを感じるが不快を感じるほどではない、評価3:臭いを感じ、不快に感じる』のいずれに該当するかを評価する方法により行なった。結果は、下記表1中に示すとおりであった。
【0037】
【表1】

【0038】
試験の結果、実施例1及び2については、「評価1:臭いが感じられない、評価2:若干の臭いを感じるが不快を感じるほどではない」との評価が多数をしめたのに対して、比較例1及び2については、「評価3:臭いを感じ、不快に感じる」との評価が多数を占めた。本試験の結果より、本発明にかかる構造の外装フィルムを用いることによって、臭気の問題が改善されることが理解できる。
【産業上の利用可能性】
【0039】
本発明は、コシの小さいシート状物を折り畳み積層した束をフィルム包装した包装体に利用できるものである。
【図面の簡単な説明】
【0040】
【図1】本発明にかかるポケットティシューの斜視図である。
【図2】第1の形態の内部構造を示す図である。
【図3】外装フィルムの詳細例を示す断面図である。
【符号の説明】
【0041】
1…ポケットティシュー、2…ヒートシール部分、10…フィルム、11…梨地フィルム、12…印刷層、13…透明フィルム、14…透明樹脂層、20…ティシュペーパー(ティシュペーパー束)、30…開口形成部。
【技術分野】
【0001】
本発明は、ポケットティシューなど衛生薄葉紙を折り畳み複数枚積層してフィルム包装した衛生薄葉紙包装体に関する。
【背景技術】
【0002】
衛生薄葉紙をコンパクトに折り畳んでフィルム包装したポケットティシューはよく知られるが、このポケットティシューの中には、基材紙に薬液を担持させて滑らかさや滑らかさを向上させたローションティシューを内包したものがある。
ローションティシューは、需用者において一般のティシューと比較して高級品として認識されていることから、これを内包したポケットティシューでは、外観等についても高級感のあるものとすることが行われる。
そのような高級感のある外観とすり方法としては、例えば、ティシュペーパー束を包む外装フィルムとして、梨地フィルムを用いることが行われる。
この梨地フィルムは、微細なエンボス加工を施して表面を粗面化したつや消し半透明の外観をなし、これを使用することで製品は独特な手触り感と磨りガラス様の上品な外観となる。
【特許文献1】特開2005−096865号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかし、ポケットティシューは、鞄や洋服のポケットなどに入れて携帯して使用されるため、ポケット内や鞄の中の他の物と擦れたりぶつかる環境にて使用される。
そして、その際に特に梨地フィルムの外装であると、表面の粗面化によって印刷が剥げやすいこともあり、印刷が剥げて見栄えが悪化したり、鞄やポケットにその剥げたインキが付着して鞄などを汚すことがある。
また、ポケットティシューは、座布団様の偏平形状をなし、その一方面の中央部に長手方向全長にわたるスリット状の取出口が形成された形状をなしているのが一般的形状であるが、梨地フィルムは、表面の粗面化によってコシが低くなっているために、開封後にスリット状開封部が閉じた形状を維持し難く、バッグ内やポケット内でもまれているうちに、開封口から内部のティシュペーパーが外に出てきてしまうことがあった。特に、この現象は、残存するティシュペーパーの枚数が少なくなったときに顕著であった。
【0004】
他方、従来、この種のポケットティシューにおける外装フィルムとして積層フィルムを用いる場合には、梨地フィルムを用いるとそうでないとに関係なく、一般的には安価であることを主たる理由として、複数のフィルムを接着剤により積層接着するドライラミネート法によって積層されたものが用いられてきた。
しかしながら、ドライラミネート法は酢酸エチル等の溶剤を含有する接着剤をフィルム同士の接着に用いるために、この溶剤の残存分が積層フィルムから経時的に発散して包装体自体から或いは内包する薄葉紙に移って、使用時に不快な臭いが感じられることがあった。さらには人体へ悪影響を及ぼすおそれもあった。
そして、このような溶剤等による臭気などの問題点は、特にティシュペーパーが主に鼻をかむことに利用されることから、使用者が気になるところであり、また、もちろん通常のポケットティシューでもそうであるが、特にローションティシューを内包して梨地フィルムの意匠に起因する高級感を付与した比較的価格の高い製品においては、需用者における品質要求が高く改善が求められるところであった。
そこで、本発明の主たる課題は、バッグや被服のポケット等にいれて持ち運んでも、印刷が剥げる等の外観の悪化の問題がなく、また、開封後において内包される衛生薄葉紙が開封口から意図せずに飛びでることがなく、さらに外装フィルムの臭気等の問題点を改善した衛生薄葉紙包装体及びこれに用いる外装フィルムの製造方法を提供することにある。
【課題を解決するための手段】
【0005】
上記課題を解決した本発明は、折り畳まれた複数枚の衛生薄葉紙が積層されて外装フィルムによって包装されている、少なくとも一方面にスリット状の取出口部又は取出口形成部を有する衛生薄葉紙包装体であって、
前記外装フィルムは、少なくとも一方面が粗面化処理された梨地フィルムと、その粗面化処理された面に形成された印刷層と、その印刷層を被覆する透明フィルムと、が積層された積層フィルムであることを特徴とする衛生薄葉紙包装体である。
この本発明によれば、印刷層が梨地フィルムと透明フィルムとの間に位置しているので、印刷が剥がれることがない。
【0006】
また、梨地フィルムに対して当該加工のされていない透明フィルムを積層したのでフィルム全体としてのコシが確保され、もって取出口のスリット形状が維持されやすく、意図せず取出口から薄葉紙が飛び出ることがなくなる。
なお、梨地フィルムはヘイズ値が20〜100%、透明フィルムはヘイズ値が0.1〜20%であるのが望ましい。
この範囲であると梨地フィルムが磨りガラス様の乳白色、半透明の意匠性に優れた外観となる。
【0007】
また、透明フィルムが、衛生薄葉紙に面して包装されているのが望ましい。梨地処理されていない透明フィルムの表面は平滑であることから、内包されたティシュペーパーの毛羽立ちが抑制される。さらに、両面が梨地処理された梨地フィルムであれば、このように透明フィルムを衛生薄葉紙に面して位置せしめることで、梨地フィルムが外面となることから、しっとりとした手触り感のある製品となりいっそう高級感のある外観となる。
【0008】
他方、前記梨地フィルムの厚さが20〜70μmであり、前記透明フィルムの厚さが10〜50μmであるのが望ましい。
フィルムのコシが確実に発現して、取出口のスリット形状がいっそう維持されやすくなる。
【0009】
他方、印刷層が形成された梨地フィルムと透明フィルムとは透明樹脂層を介して積層接着されているのが望ましい。
梨地フィルムと透明フィルムとの積層が、押し出し成形法によって形成される樹脂層のよってなされている本発明は、ドライラミネート法による接着剤層によって梨地フィルムと透明フィルムとの積層されている従来の積層フィルムと比較して、人体に害を与えるおそれがありまた嫌悪感を与える臭気成分が格段に低減されている。
これは、ドライラミネート法による接着剤層を有する従来積層フィルムは、接着剤層形成に用いる接着剤中に酢酸エチルに代表される溶剤を含有するため、この接着剤中に含まれる溶剤が積層フィルムとされたのちにも経時的に発散するのに対して、接着剤を用いずに溶融樹脂から直接的に樹脂層が形成される本発明ではこのような溶剤の発散がないからである。
【0010】
従って、本発明の包装体は、従来製品と比較して外装フィルムに臭気成分が格段に少ないために、当該臭気成分が内包された薄葉紙に移ることがなく、包装体全体として、また薄葉紙使用時に快適に使用できるものとなる。
【0011】
さらに、前記透明樹脂層はポリエチレン樹脂により形成されているのが望ましい。ポリエチレン樹脂は、安価であり、溶剤が不要で温度条件のみによって溶融可能で押し出し成形により層状に形成しやすいという特徴があり、さらに透明度が高く印刷層が当該樹脂層の形成によって不鮮明となったり視認し難くなるということがないため、樹脂層はポリエチレン樹脂により形成されているのが望ましい。
他方、前記透明樹脂層は特に低臭樹脂により形成されているのが望ましい。低臭樹脂は、例えば、臭気成分を吸着等するゼオライト等の他孔性物質を樹脂中に練りこんだものなど、臭気成分の発散の抑制或いは吸着性能を発揮するもの、或いは揮発成分含有量が1%未満のものである。
他方、外装フィルムの地の部分のヘイズ値が20〜100%であるのが望ましい。外装フィルム全体として梨地フィルムに起因する高級感が発現されたものとなる。
【0012】
他方、本発明における外装フィルムは、折り畳まれた複数枚の衛生薄葉紙が積層されて外装フィルムによって包装されている、少なくとも一方面にスリット状の取出口部又は取出口形成部を有する衛生薄葉紙包装体における前記外装フィルムの製造方法であって、
少なくとも一方面が粗面化処理され、その粗面化処理された面に印刷層が形成された梨地フィルムと、前記印刷層を被覆する透明フィルムとを、押し出しラミネート法によって透明溶融樹脂を介して積層一体化することにより製造される。
この方法では、溶剤を含有する接着剤を用いないために形成される溶剤の発散のおそれがない外装フィルムが製造できる。
【0013】
また、上述の衛生薄葉紙包装体と同様に、本製造方法においては、梨地フィルムのヘイズ値が20〜100%、透明フィルムのヘイズ値が0.1〜20%であるのが望ましい。
さらに、前記梨地フィルムの厚さが20〜70μmであり、前記透明フィルムの厚さが10〜50μmであるのが望ましく、透明溶融樹脂がポリエチレン樹脂であるのが望ましい。さらには、前記透明溶融樹脂が低臭樹脂であるのが望ましい。
【発明の効果】
【0014】
以上の本発明によれば、バッグや被服のポケット等にいれて持ち運んでも、印刷が剥げる等の外観の悪化の問題がなく、また、開封後において内包される衛生薄葉紙が開封口から意図せずに飛び出ることがない衛生薄葉紙包装体が提供される。
【発明を実施するための最良の形態】
【0015】
次いで、本発明の実施の形態を図面を参照しながら以下に詳述する。
図1は、本発明にかかるポケットティシュー1の斜視図である。図2は、その外装フィルム10の断面を示す概略図である。図3は、外装フィルム10の断面のより詳細な例を示す概略図である。
図1に示されるように、本形態のポケットティシュー1は、折り畳まれたティシュペーパーが複数枚積層された束20を、外装フィルム10によって包装したものである。
【0016】
内包されるティシュペーパー20としては、従来既知のものが使用できる。好ましくは、2〜4プライのプライ構造であるのが望ましい。
また、ティシュペーパーの原料パルプは、特に限定されない。例えば、NBKPとLBKPとを配合したものが好ましい。適宜古紙パルプが配合されていてもよいが、風合いなどの点で、NBKPとLBKPのみから構成されているのがよく、その場合、配合割合としては、NBKP:LBKP=30:70〜50:50がよく、特に、NBKP:LBKP=40:60が望ましい。
ティシュペーパー自体の製造は、公知の抄紙工程、具体的には、ワイヤパート、プレスパート、ドライヤパート、サイズプレス、カレンダパート等を経るなどして製造すればよい。本発明において限定するところはない。
他方、上記ティシュペーパーの好適な米坪は、プライ構造に関係なく全体として20〜80g/m2、好ましくは26〜40g/m2である。なお、ここでの米坪は、JIS P 8124の米坪測定方法によるものをいう。
【0017】
また、ティシュペーパーの紙厚は、60〜250μmとするのが好ましい。紙厚の測定方法としては、JIS P 8111の条件下で、ダイヤルシックネスゲージ(厚み測定器)「PEACOCK G型」(尾崎製作所製)を用いて測定するものとする。具体的には、プランジャーと測定台の間にゴミ、チリ等がないことを確認してプランジャーを測定台の上におろし、前記ダイヤルシックネスゲージのメモリを移動させてゼロ点を合わせ、次いで、プランジャーを上げて試料を試験台の上におき、プランジャーをゆっくりと下ろしそのときのゲージを読み取る。このとき、プランジャーをのせるだけとする。なお、紙厚は測定を10回行って得られる平均値とする。
【0018】
他方、本発明のポケットティシュー1として好適なティシュペーパーは、ローションティシューと呼ばれる基紙に薬液を塗布などして担持させたものである。
このローションティシューは、高級品として認識されており、外装フィルムを高級感のあるものとする意義が高い。また、ローションティシューは、一般のティシュペーパーと比較して、柔らかくコシがないために、擦れによる毛羽立ちが発生しやすいとともに開封口から飛び出しやすい傾向にある。従って、本発明における毛羽立ち防止効果や飛び出し防止効果といった本発明の効果は、このローションティシューを採用した場合によりいっそう顕著となる。
【0019】
なお、ローションティシューとする場合の塗布等する薬液の種類は特に限定されない。既知のものが使用できる。例示すれば、柔軟剤や保湿剤である。より具体例を挙げれば、柔軟剤 としては、アニオン系界面活性剤、非イオン系界面活性剤、カチオン系界面活性剤および両性イオン界面活性剤が例示できる。特にアニオン系界面活性剤が好適である。
【0020】
保湿剤としては、グリセリン、ジグリセリン、プロピレングリコール、1,3−ブチレングリコール、ポリエチレングリコール等の多価アルコール、ソルビトール、グルコース、キシリトール、マルトース、マルチトール、マンニトール、トレハロース等の糖類、グルコール系薬剤およびその誘導体、セタノール、ステアリルアルコール、オレイルアルコール等の高級アルコール、流動パラフィン、コラーゲン、加水分解コラーゲン、加水分解ケラチン、加水分解シルク、セラミド等が挙げられる。
【0021】
なお、ローションティシューとは、非湿潤のティシューであり、所謂ウェットティシューとは区別されるものである。本願発明においては湿潤タイプのウェットティシューは対象としない。
その他、ティシュペーパーの水解性等、他の性質に関しては適宜の設計事項であり本発明においては限定されない。
【0022】
他方、内包されるティシュペーパーの折り畳み形態は特に限定されないが、好適には、既知の所謂ポケットティシュー折りである。これはポケットティシュー折り機と称される折り畳機によって折り畳むことができる。
この折り畳み形状を一応例示すると、まず方形のティシュペーパーの対向する両縁を折り返して外三つ折り形状にした後、さらにその縁を外側に折り返してジグザグ折りとし、さらにその折り返し縁に直行する方向で二つ折りにした形状である。
他方、上述のとおり本形態のポケットティシュー1におけるティシュペーパーの枚数が限定されないが、一般的には6枚、8枚、10枚程度である。
他方、本発明にかかるポケットティシューの包装方法は、上記ティシュペーパー束20を、外装フィルム20でその縁が一部重なり合うように巻き包み、次いで両端開口部をヒートシール、超音波シール等の融着し処理して封止する(図1においてヒートシール部分は符号2で示す)。
【0023】
このようして製造される本形態のポケットティシュー1の形状は、図1に示す如く座布団様の偏平状をなす。なお、その大きさとしては、長手方向75mm×幅方向105mm×厚さ10mm前後である。本発明においてもこの大きさから±10mm前後の大きさであるのが望ましい。なぜなら、当該大きさは携帯性に優れるとともに、開封口からの飛び出しなどの問題が生じやすいため、本発明による効果が十分に得られるからである。
【0024】
他方、本形態のポケットティシュー1は、既知の製品と同様に、上面に取出口形成部30が長手方向のほぼ全幅にわたって形成されている。取出口形成部は、例えばミシン目線によって形成される。このミシン目線を裂開することでスリット状の取出口が形成される。
【0025】
ここで、上記説明の本発明にかかるポケットティシュー1は、特に図2及び図3に示されるように特徴的に、前記外装用フィルム10が、一方面に印刷処理がされた梨地フィルム11と、その印刷面を被覆して設けられた透明フィルム13とが、積層された構造をなしているとともに、好ましくその透明樹脂フィルム13が、前記ティシュペーパー束20に面して包装された構造をなしている。なお、本発明においては、梨地フィルム11の非梨地面がティシュペーパー束20に面して包装された構造をなしていてもよい。
【0026】
前記梨地フィルム11は、少なくとも印刷処理によって印刷層12が形成されている面が粗面化された梨地面であればよいが、好適なものは両面は梨地処理されたものである。両面が梨地処理された梨地フィルム11であると、ポケットティシュー1の外面も梨地面となるため、手に触れたときしっとりなめらかな感触が得られ、感触の点からも高級感が感じられるようになる。
【0027】
ここで梨地フィルム11の種類は特に限定されない。既知の梨地フィルムを用いることができる。なお、梨地フィルム11は、例えば、基フィルムの表裏面を微細なエンボス加工、マットロール加工、サンドブラスト加工(マット加工)等の粗面化処理して形成される。基フィルムとしては、ポリプロピレンフィルム、ポリエチレンフィルム、ポリイミド樹脂フィルム等が挙げられるが安価であることからポリエチレンフィルムが好ましい。
【0028】
ここで、梨地フィルム11のヘイズ値は20〜100%とするのが望ましい。内包したティシュペーパーがうっすらと視認できる半透明で磨りガラス様の高級な外観となる。
【0029】
また、印刷性及び取り扱い性の点で梨地フィルムの厚さは、20〜70μmとするのがよい。
他方、梨地フィルム11に対する印刷は、従来の梨地フィルムに対する印刷技術が使用できる。印刷により形成する模様、柄、文字等は特に限定されない。適宜の模様等を印刷すればよい。
【0030】
他方、透明フィルム13は、ポリエチレンフィルム、ポリプロピレンフィルム、ポリエチレンテレフタレートフィルム、ポリビニルアルコールフィルム、ポリスチレンフィルム、エチレン−ビニルアルコール共重合体フィルムが例示できるが、特に、安価で透明性の高いポリエチレンフィルムが適する。
この透明フィルム13は、梨地フィルムの外観を阻害しないようにヘイズ値が0.1〜20%の範囲のものとするのが望ましく、さらにフィルム全体としてのコシを発現させるために、厚さとして10〜50μmであるのが望ましい。
また、透明フィルム13は、少なくともティシュペーパー束20に接する面は、粗面化処理などされていない平滑度の高い状態とする。梨地フィルムを採用しない一般的なポケットティシューに採用されるフィルムと同程度の平滑度があればよい。
【0031】
なお、梨地フィルム11と透明フィルム13の積層については、積層フィルムの製造方法に従う。例えば、ドライラミネート法、ホットメルト法、押し出しラミネート法、サーマルラミネート法などの印刷した梨地フィルムに対して透明フィルムを積層して一体化するラミネート技術によって積層一体化することができる。
【0032】
ここで、特に好ましい本発明の外装フィルム10は、特に図3に示すように、梨地フィルム11と透明フィルム13とが、透明樹脂層14を介して積層接着されているものである。
この透明樹脂層14を介して接着されている外装フィルム10は、押し出しラミネート法によって形成することができる。より具体的には、Tダイ法溶融押出成型設備を用いて、梨地フィルム11の印刷層12形成面若しくは透明フィルム13上に溶融樹脂を溶出した後或いは溶出しつつ両フィルム11,13を積層一体化する押し出しラミネート法によって形成することができる。その他、梨地フィルム11の印刷層12形成面に共押出しによって透明樹脂層14と透明フィルム層11とを同時に形成することもできる。
ここで、上記透明樹脂層14は、既知の透明樹脂を用いて形成することができるが、透明ポリエチレン樹脂、透明ポリプロピレン樹脂であるのが望ましく、特に透明ポリエチレン樹脂であるのが望ましい。
【0033】
さらに、押し出しラミネート法によって樹脂層を介して両フィルム11,13を積層接着した実施形態の外装フィルム10は、接着剤を含有する従来積層フィルムと比較して格段に揮発性成分が少なく、臭気等の点で改善されているが、さらにより好ましくは、樹脂層を形成する透明樹脂が低臭樹脂であるのが望ましい。
低臭樹脂は、樹脂中に含まれる揮発性有機成分量が極めて少なくなるように設計された樹脂である。ここで、本発明においては、少なくとも揮発性有機物質の含有量が1%未満の樹脂は本発明では低臭樹脂とする。
なお、外装フィルム10の地の部分のヘイズ値は、上記梨地フィルムのヘイズ値により磨りガラス様の高級感が発現するように、梨地フィルムと同様に20〜100%であるのが望ましい。上述のヘイズ値の梨地フィルム及び透明フィルムを用いれば、通常は外装フィルムはこのヘイズ値になる。ここで、地の部分とは、印刷による模様等がない部分を意味する。
【0034】
このようにしてなる特徴的な積層構造の外装フィルム10を採用した上記本発明にかかるポケットティシュー1では、透明フィルム13によって印刷層12が被覆されていることから、バッグや被服のポケット等にいれて持ち運んでも、外装の印刷が剥げる等の外観の悪化の問題は生じず、また、フィルム11,13の積層によってコシが確保されていることから開封後において取出口がスリット状態を維持しやすく、内包されるティシュペーパー1が意図せずに飛び出し難い。
【0035】
<試験例>
本発明の外装フィルムである実施例1及び2と、本発明の外装フィルムではない比較例1及び2とについて臭気の感じ方について官能試験を行なった。
実施例1は、梨地ポリエチレンフィルム/通常のポリエチレン樹脂/ポリエチレンフィルムの構造であって押し出しラミネート法によって作成したものである。
実施例2は、梨地ポリエチレンフィルム/低臭のポリエチレン樹脂/ポリエチレンフィルムの構造であって押し出しラミネート法によって作成したものである。
比較例1は、表面マット印刷加工ポリプロピレンフィルムとポリプロピレンフィルムをドライラミネート法によって積層したものである。
比較例2は、表面印刷ポリエチレン樹脂とマットコートフィルムをドライラミネート法によって積層したものである。
【0036】
試験は、被験者13人にフィルムの臭いをかいでもらい、フィルム臭若しくは溶剤臭が感じされるか否かを、『評価1:臭いが感じられない、評価2:若干の臭いを感じるが不快を感じるほどではない、評価3:臭いを感じ、不快に感じる』のいずれに該当するかを評価する方法により行なった。結果は、下記表1中に示すとおりであった。
【0037】
【表1】
【0038】
試験の結果、実施例1及び2については、「評価1:臭いが感じられない、評価2:若干の臭いを感じるが不快を感じるほどではない」との評価が多数をしめたのに対して、比較例1及び2については、「評価3:臭いを感じ、不快に感じる」との評価が多数を占めた。本試験の結果より、本発明にかかる構造の外装フィルムを用いることによって、臭気の問題が改善されることが理解できる。
【産業上の利用可能性】
【0039】
本発明は、コシの小さいシート状物を折り畳み積層した束をフィルム包装した包装体に利用できるものである。
【図面の簡単な説明】
【0040】
【図1】本発明にかかるポケットティシューの斜視図である。
【図2】第1の形態の内部構造を示す図である。
【図3】外装フィルムの詳細例を示す断面図である。
【符号の説明】
【0041】
1…ポケットティシュー、2…ヒートシール部分、10…フィルム、11…梨地フィルム、12…印刷層、13…透明フィルム、14…透明樹脂層、20…ティシュペーパー(ティシュペーパー束)、30…開口形成部。
【特許請求の範囲】
【請求項1】
折り畳まれた複数枚の衛生薄葉紙が積層されて外装フィルムによって包装されている、少なくとも一方面にスリット状の取出口部又は取出口形成部を有する衛生薄葉紙包装体であって、
前記外装フィルムは、少なくとも一方面が粗面化処理された梨地フィルムと、その粗面化処理された面に形成された印刷層と、その印刷層を被覆する透明フィルムと、が積層された積層フィルムであることを特徴とする衛生薄葉紙包装体。
【請求項2】
前記梨地フィルムのヘイズ値が20〜100%、透明フィルムのヘイズ値が0.1〜20%である請求項1記載の衛生薄葉紙包装体。
【請求項3】
前記透明フィルムが、衛生薄葉紙に面して包装されている請求項1記載の衛生薄葉紙包装体。
【請求項4】
前記梨地フィルムの厚さが20〜70μmであり、前記透明フィルムの厚さが10〜50μmである請求項1記載の衛生薄葉紙包装体。
【請求項5】
印刷層が形成された梨地フィルムと透明フィルムとが透明樹脂層を介して積層接着されている請求項1〜4の何れか1項に記載の衛生薄葉紙包装体。
【請求項6】
前記透明樹脂層がポリエチレン樹脂により形成されている請求項5記載の衛生薄葉紙包装体。
【請求項7】
前記透明樹脂層が低臭樹脂により形成されている請求項5又は6記載の衛生薄葉紙包装体。
【請求項8】
外装フィルムの地の部分のヘイズ値が20〜100%である請求項1〜6記載の衛生薄葉紙包装体。
【請求項9】
折り畳まれた複数枚の衛生薄葉紙が積層されて外装フィルムによって包装されている、少なくとも一方面にスリット状の取出口部又は取出口形成部を有する衛生薄葉紙包装体における前記外装フィルムの製造方法であって、
少なくとも一方面が粗面化処理され、その粗面化処理された面に印刷層が形成された梨地フィルムと、前記印刷層を被覆する透明フィルムとを、押し出しラミネート法によって透明溶融樹脂を介して積層一体化することを特徴とする衛生用薄葉紙包装体用の外装フィルム製造方法。
【請求項10】
前記梨地フィルムのヘイズ値が20〜100%、透明フィルムのヘイズ値が0.1〜20%である請求項9記載の衛生用薄葉紙包装体用の外装フィルム製造方法。
【請求項11】
前記梨地フィルムの厚さが20〜70μmであり、前記透明フィルムの厚さが10〜50μmである請求項9記載の衛生用薄葉紙包装体用の外装フィルム製造方法。
【請求項12】
前記透明溶融樹脂がポリエチレン樹脂である請求項9記載の衛生用薄葉紙包装体用の外装フィルム製造方法。
【請求項13】
前記透明溶融樹脂が低臭樹脂である請求項9記載の衛生用薄葉紙包装体用の外装フィルム製造方法。
【請求項1】
折り畳まれた複数枚の衛生薄葉紙が積層されて外装フィルムによって包装されている、少なくとも一方面にスリット状の取出口部又は取出口形成部を有する衛生薄葉紙包装体であって、
前記外装フィルムは、少なくとも一方面が粗面化処理された梨地フィルムと、その粗面化処理された面に形成された印刷層と、その印刷層を被覆する透明フィルムと、が積層された積層フィルムであることを特徴とする衛生薄葉紙包装体。
【請求項2】
前記梨地フィルムのヘイズ値が20〜100%、透明フィルムのヘイズ値が0.1〜20%である請求項1記載の衛生薄葉紙包装体。
【請求項3】
前記透明フィルムが、衛生薄葉紙に面して包装されている請求項1記載の衛生薄葉紙包装体。
【請求項4】
前記梨地フィルムの厚さが20〜70μmであり、前記透明フィルムの厚さが10〜50μmである請求項1記載の衛生薄葉紙包装体。
【請求項5】
印刷層が形成された梨地フィルムと透明フィルムとが透明樹脂層を介して積層接着されている請求項1〜4の何れか1項に記載の衛生薄葉紙包装体。
【請求項6】
前記透明樹脂層がポリエチレン樹脂により形成されている請求項5記載の衛生薄葉紙包装体。
【請求項7】
前記透明樹脂層が低臭樹脂により形成されている請求項5又は6記載の衛生薄葉紙包装体。
【請求項8】
外装フィルムの地の部分のヘイズ値が20〜100%である請求項1〜6記載の衛生薄葉紙包装体。
【請求項9】
折り畳まれた複数枚の衛生薄葉紙が積層されて外装フィルムによって包装されている、少なくとも一方面にスリット状の取出口部又は取出口形成部を有する衛生薄葉紙包装体における前記外装フィルムの製造方法であって、
少なくとも一方面が粗面化処理され、その粗面化処理された面に印刷層が形成された梨地フィルムと、前記印刷層を被覆する透明フィルムとを、押し出しラミネート法によって透明溶融樹脂を介して積層一体化することを特徴とする衛生用薄葉紙包装体用の外装フィルム製造方法。
【請求項10】
前記梨地フィルムのヘイズ値が20〜100%、透明フィルムのヘイズ値が0.1〜20%である請求項9記載の衛生用薄葉紙包装体用の外装フィルム製造方法。
【請求項11】
前記梨地フィルムの厚さが20〜70μmであり、前記透明フィルムの厚さが10〜50μmである請求項9記載の衛生用薄葉紙包装体用の外装フィルム製造方法。
【請求項12】
前記透明溶融樹脂がポリエチレン樹脂である請求項9記載の衛生用薄葉紙包装体用の外装フィルム製造方法。
【請求項13】
前記透明溶融樹脂が低臭樹脂である請求項9記載の衛生用薄葉紙包装体用の外装フィルム製造方法。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2010−6471(P2010−6471A)
【公開日】平成22年1月14日(2010.1.14)
【国際特許分類】
【出願番号】特願2008−304388(P2008−304388)
【出願日】平成20年11月28日(2008.11.28)
【出願人】(390029148)大王製紙株式会社 (2,041)
【Fターム(参考)】
【公開日】平成22年1月14日(2010.1.14)
【国際特許分類】
【出願日】平成20年11月28日(2008.11.28)
【出願人】(390029148)大王製紙株式会社 (2,041)
【Fターム(参考)】
[ Back to top ]