
表面被覆樹脂基体、その製造方法及びその製造装置
【課題】モノマー由来の単独重合体が極めて少なく、かつ表面状態の良好な樹脂層を表面に備えた樹脂基体の製造装置を提供することを課題とする。
【解決手段】単一又は複数のモノマーガスを不活性ガスと所定濃度で混合し、所定濃度の単一又は複数のモノマー含有の1つの混合ガスを生成するための混合ガス生成部と、前記混合ガスをプラズマ流に変換するための常圧コロナ放電部と、樹脂基体を保持するための保持具と、前記プラズマ流を樹脂基体の表面に照射し、前記樹脂基体の表面の樹脂と前記モノマーとをグラフト重合させて樹脂層を形成さすためのプラズマ流照射部とを備えることを特徴とする表面被覆樹脂基体の製造装置により上記課題を解決する。
【解決手段】単一又は複数のモノマーガスを不活性ガスと所定濃度で混合し、所定濃度の単一又は複数のモノマー含有の1つの混合ガスを生成するための混合ガス生成部と、前記混合ガスをプラズマ流に変換するための常圧コロナ放電部と、樹脂基体を保持するための保持具と、前記プラズマ流を樹脂基体の表面に照射し、前記樹脂基体の表面の樹脂と前記モノマーとをグラフト重合させて樹脂層を形成さすためのプラズマ流照射部とを備えることを特徴とする表面被覆樹脂基体の製造装置により上記課題を解決する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、表面被覆樹脂基体、その製造方法及びその製造装置に関する。
【背景技術】
【0002】
樹脂基体の表面を種々の方法で改質することが求められている。例えば、PCTFEのようなフッ素樹脂からなる樹脂基体(以下、フッ素樹脂基体)は、水蒸気や酸素透過性が低い。そのため、フッ素樹脂基体を使用すれば、電子ペーパーのような画像表示装置に使用されている有機色素の劣化を防止できるという利点がある。また、フッ素樹脂基体は、誘電率が低く、高周波特性に優れているため、フレキシブル基板として使用すれば、従来のポリイミド基体に比べて、薄いフレキシブル配線基板が得られるという利点がある。
【0003】
画像表示装置やフレキシブル基板等用の基体では、通常、その上に他の構成部材(例えば、配線、層間絶縁膜)を積層する必要があるが、フッ素樹脂基体は、その表面の接着性が乏しいため、積層された他の構成部材が容易に剥離することがあった。
ところで、樹脂基体の表面をコロナ放電により処理することで、表面特性を改良する方法が古くから知られている。ところが、この方法では、改質の効果が長時間維持できず、特にフッ素樹脂基体では効果の維持時間が極めて短いという課題があった。
【0004】
そこで、フッ素樹脂基体の表面をHeのような不活性ガス雰囲気下の低圧プラズマ法により処理し、次いで、処理面にアクリル系樹脂のグラフト樹脂層を形成する方法が提案されている(特開平7−164600号公報:特許文献1)。具体的には、PTFE(ポリテトラフルオロエチレン:商品名テフロン(登録商標))やFEP(パーフルオロエチレンプロピレンコポリマー)のようなフッ素樹脂基体を低圧下のHeガスのグロー放電により処理し、処理後、アクリル系樹脂に対応するモノマーの溶液に基体を浸漬してモノマー層を形成し、モノマー層を加熱してグラフト樹脂層を形成することで、表面被覆樹脂基体を得ている。
【特許文献1】特開平7−164600号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
上記公報では、グラフト樹脂層の形成方法として、低圧下のプラズマ処理工程と、モノマーの溶液への基体の浸漬工程と、モノマー層の加熱工程とからなる方法が記載されている。このような方法により得られたグラフト樹脂層には、グラフト重合体だけではなく、浸漬時にモノマーの溶液が必要以上に基体に付着することによるアクリル系樹脂の単独重合体も含まれてしまうことがあった。このような単独重合体がグラフト樹脂層に含まれることで、グラフト樹脂層の接着強度が低下するという課題があると共に、グラフト樹脂層の表面状態が不良になるという課題があった。後者の課題は、グラフト樹脂層上に更に他の構成部材(例えば、配線、層間絶縁膜)を積層する場合、導通不良や絶縁不良を引き起こす原因となっていた。
更に、上記公報では、グラフト樹脂層を形成するために、低圧プラズマ処理工程、浸漬工程及び加熱工程の工程を必要とすることから、形成時間の短縮も望まれている。
【課題を解決するための手段】
【0006】
上記課題を鑑み、本発明の発明者等は、鋭意検討の結果、常圧コロナ放電処理により得られたモノマーと不活性ガスとのプラズマ流を使用して樹脂基体の表面の樹脂とモノマーとのグラフト重合を行うことで、モノマー由来の単独重合体が極めて少なく、かつ表面状態の良好な樹脂層を表面に備えた樹脂基体が得られることを意外にも見い出し本発明に至った。
かくして本発明によれば、単一又は複数のモノマーガスを不活性ガスと所定濃度で混合し、所定濃度の単一又は複数のモノマー含有の1つの混合ガスを生成するための混合ガス生成部と、前記混合ガスをプラズマ流に変換するための常圧コロナ放電部と、樹脂基体を保持するための保持具と、前記プラズマ流を樹脂基体の表面に照射し、前記樹脂基体の表面の樹脂と前記モノマーとをグラフト重合させて樹脂層を形成さすためのプラズマ流照射部とを備えることを特徴とする表面被覆樹脂基体の製造装置が提供される。
【0007】
また、本発明によれば、単一又は複数のモノマーガスを不活性ガスと所定濃度で混合し、所定濃度の単一又は複数のモノマー含有の1つの混合ガスを生成し、前記混合ガスを常圧コロナ放電によりプラズマ流に変換し、前記プラズマ流を樹脂基体の表面に照射し、前記樹脂基体の表面の樹脂と前記モノマーとをグラフト重合させて樹脂層を形成さすことを特徴とする表面被覆樹脂基体の製造方法が提供される。
更に、本発明によれば、上記製造方法により得られ、樹脂基体と、前記樹脂基体の表面とグラフト重合した樹脂層とを有することを特徴とする表面被覆樹脂基体が提供される。
【発明の効果】
【0008】
本発明の製造装置及び製造方法によれば、モノマー由来の単独重合体が極めて少なく、かつ表面状態の良好な樹脂層を表面に備えた表面被覆樹脂基体を得ることができる。
また、プラズマ流照射部が、樹脂基体の所望の位置にプラズマ流を照射しうるように自在に移動可能である及び/又は保持具が樹脂基体の載置具であり、載置具が、樹脂基体の搬送機能を有する場合、樹脂基体の所望の位置及び/又は樹脂基体に連続的に、樹脂層を形成できる。
本発明の表面被覆樹脂基体は、樹脂層の接着強度が高い。また、表面状態が良好なので、樹脂層上に更に他の層を積層しても、他の層にクラックのような欠陥が生じ難いという利点を有する。
【発明を実施するための最良の形態】
【0009】
本発明の装置では、樹脂基体の表面の樹脂とモノマーとのグラフト重合が、不活性ガスとモノマーガスとの混合ガスを常圧(大気圧)下でのコロナ放電(常圧コロナ放電)によりプラズマ流に変換し、プラズマ流を被処理物としての樹脂基体に照射することで行われている。発明者等は、本発明では以下のようにグラフト重合が行われていると推測している。
すなわち、上記公報のように、従来、樹脂基体の表面をプラズマ処理することで、この基体表面にラジカルが発生する。モノマーは、発生したラジカルと接触することで、樹脂基体にグラフト重合して樹脂層となる。
【0010】
一方、本発明では、プラズマ流が照射された樹脂基体表面でラジカルが発生し、モノマーはプラズマ流中で蒸気プラズマとなる。発生したラジカルと蒸気プラズマにより、優先的にグラフト重合が生じ、その結果、樹脂層が形成される。本発明の方法では、従来の方法に比べて、モノマーを含むプラズマ流を使用しているため、モノマーの自己重合をより抑制できる。
【0011】
ところで、上記公報には、樹脂基体とモノマーの共存下でプラズマ処理するとモノマーの単独重合が避けられないとされているが、これは上記公報が浸漬により樹脂基体上に樹脂層を形成しているため、又はプラズマ処理後に樹脂層を形成しているためであると発明者等は推測している。一方、本発明では、気相法で樹脂層を、プラズマ流により、モノマーから一度に形成するため、モノマー層を形成する必要や、放電処理後改めて樹脂層を形成する必要がなく、従って、上記公報より単独重合を抑制できる。
【0012】
本発明に使用できる樹脂基体としては、プラズマ流が照射される部分が樹脂でありさえすれば、特に限定されない。樹脂基体を構成する樹脂としては、具体的には、エチレン−テトラフルオロエチレン共重合体(ETFE)、ポリフッ化ビニル樹脂(PVF)、テトラフルオロエチレン−パーフルオロエーテル共重合体(PFA)、テトラフルオロエチレン−ヘキサフルオロプロピレン共重合体(FEP)、ポリテトラフルオロエチレン(PTFE)、フッ化ビニリデン樹脂(PVdF)、トリフルオロクロロエチレン樹脂(PCTFE)、エチレン−トリフルオロクロロエチレン共重合樹脂(ECTFE)等からなるフッ素樹脂、ポリエチレン樹脂(PE)、ポリプロピレン樹脂(PP)、ポリスチレン樹脂(PS)、アクリロニトリルブタジエンスチレン樹脂(ABS)、ポリイミド樹脂等からなる樹脂が挙げられる。また、樹脂には顔料、充填剤、滑剤等の添加剤が含まれていてもよい。
【0013】
樹脂基体は、全体が樹脂からなっていてもよく、非樹脂を樹脂で被覆した構成の基体であってもよい。非樹脂としては、金属、ガラス、シリコン、公知の半導体薄膜等が挙げられる。
樹脂基体の形状は、特に限定されないが、例えば、フィルム状、シート状、板状や、角柱状、円柱状、円筒状等が挙げられる。
【0014】
次に、モノマーとしては、特に限定されず、公知のモノマーをいずれも使用できる。例えば、アクリル酸又はその誘導体、メタクリル酸又はその誘導体等のアクリル系モノマー、アセチレン系モノマー、アルコール系モノマーが挙げられる。
【0015】
具体的には、アクリル系モノマーとして、アクリル酸、アクリル酸メチル、アクリル酸エチル、アクリル酸ブチル、アクリル酸イソブチル、アクリル酸t−ブチル、アクリル酸2−エチルヘキシル、アクリル酸ラウリル、アクリル酸トリデシル、アクリル酸ステアリル、アクリル酸シクロヘキシル、アクリル酸プロピル、アクリル酸ベンジル、アクリル酸イソプロピル、アクリル酸sec−ブチル、アクリル酸、アクリル酸2−ヒドロキシエチル、アクリル酸2−ヒドロキシプロピル、アクリル酸ジメチルアミノエチル、アクリル酸ジエチルアミノエチル、アクリル酸グリシジル、アクリル酸テトラヒドロフルフリル、アクリル酸アリル、ジアクリル酸エチレングリコール、ジアクリル酸トリエチレングリコール、ジアクリル酸テトラエチレングリコール、ジアクリル酸1,3−ブチレングリコール、トリアクリル酸トリメチロールプロパン、アクリル酸2−エトキシエチル、アクリル酸エトキシエトキシエチル、アクリル酸2−メトキシエチル、アクリル酸フェノキシエチル、アクリル酸フェノキシポリエチレングリコール、アクリル酸ジメチルアミノエチルメチルクロライド塩等のアクリル酸又はその誘導体、
メタクリル酸、メタクリル酸メチル、メタクリル酸エチル、メタクリル酸ブチル、メタクリル酸イソブチル、メタクリル酸t−ブチル、メタクリル酸2−エチルヘキシル、メタクリル酸ラウリル、メタクリル酸トリデシル、メタクリル酸ステアリル、メタクリル酸シクロヘキシル、メタクリル酸プロピル、メタクリル酸ベンジル、メタクリル酸イソプロピル、メタクリル酸sec−ブチル、メタクリル酸、メタクリル酸2−ヒドロキシエチル、メタクリル酸2−ヒドロキシプロピル、メタクリル酸ジメチルアミノエチル、メタクリル酸ジエチルアミノエチル、メタクリル酸グリシジル、メタクリル酸テトラヒドロフルフリル、メタクリル酸アリル、ジメタクリル酸エチレングリコール、ジメタクリル酸トリエチレングリコール、ジメタクリル酸テトラエチレングリコール、ジメタクリル酸1,3−ブチレングリコール、トリメタクリル酸トリメチロールプロパン、メタクリル酸2−エトキシエチル、メタクリル酸エトキシエトキシエチル、メタクリル酸2−メトキシエチル、メタクリル酸フェノキシエチル、メタクリル酸フェノキシポリエチレングリコール、メタクリル酸ジメチルアミノエチルメチルクロライド塩、メタクリル酸グリシジル等のメタクリル酸又はその誘導体が挙げられる。
【0016】
アセチレン系モノマーとして、プロパギルアルコールが挙げられる。
上記モノマーは、単一又は複数組み合わせて使用してもよい。
上記モノマーの内、アクリル酸、メタクリル酸2−ヒドロキシエチル、メタクリル酸グリシジル、プロパギルアルコールが好ましい。
【0017】
不活性ガスは、樹脂基体やモノマーに対して反応性を有しないガスを意味する。そのようなガスとして、ヘリウム、アルゴン等の希ガス、窒素ガス、空気等が挙げられる。ここで、酸素はラジカルを失活させる働きを有するので、できるだけ少ないことが好ましい。そのため、希ガス又は窒素ガスを使用することがより好ましい。不活性ガスの流量は、10〜100L/分に設定できる。
【0018】
不活性ガスとモノマーガスとは混合され、得られた混合ガスは、混合ガス生成部により常圧コロナ放電部に供給される。混合は、例えば、不活性ガスの供給路とモノマーガス供給路を、任意に流量計とバルブを介して、合流させることにより、行うことができる。
なお、モノマーガスの濃度は、アクリル酸の場合、一例として1200〜1400ppm(vol)と設定できる。
【0019】
モノマーガスは、モノマー自体が室温でガス状の場合は、そのまま使用でき、液状及び固体状の場合は、加熱することによりガス状として使用できる。モノマーガスが常温で液状又は加熱により液状化する場合、液をバブリングすることによりモノマーガスを得てもよい。また、モノマーガスは、上記不活性ガスをキャリアガス(例えば、1〜5L/分の流量)として使用してもよい。
【0020】
混合ガスは、プラズマ流の樹脂基体への照射時に、周囲に存在する気体の影響を避けるために、加圧されていてもよい。この場合の圧力は、1100〜2000hPa程度とできる。
混合ガス生成部は、1つの混合ガスを常圧コロナ放電部に供給することができさえすれば、その構成は特に限定されない。
【0021】
次に、常圧コロナ放電部内で、混合ガスは常圧コロナ放電によりプラズマ流に変換される。常圧とは、厳密に1気圧(1013hPa)を意味するのではなく、必要に応じて、1100〜2000hPaの範囲で加圧してもよい。加圧すれば、プラズマ雰囲気中に意図しないガス(例えば、空気中の酸素)の流入を防止できる。
【0022】
コロナ放電の条件としては、不活性ガスのプラズマ雰囲気及びモノマーの蒸気プラズマを含むプラズマ流を形成できさえすれば特に限定されない。具体的には、使用する不活性ガスの種類、常圧コロナ放電部の構成により、若干変動するが、1対のコロナ放電用電極(コロナ放電電極ユニット)に、1kHz〜100kHzの印加電圧の周波数、1kV〜20kVの放電電圧、10Hz〜200Hzのパルス変調周波数、10%〜90%のパルスデューテイである電圧を印加することが好ましい。なお、1台の電源装置で例えば2つのプラズマ流照射部からプラズマ流を吐出できる。
【0023】
周波数が、1kHzより低い場合、プラズマの温度が高くなり、処理物に熱損傷を与える可能性がある。一方、100kHzより高い場合、プラズマの密度が低くなるため処理時間が長くなる可能性がある。
また、放電電圧が1kVより低い場合、放電が不安定となり停止する可能性がある。一方、20kVより高い場合、放電が強くなりアーク放電が生じて高温プラズマとなり、処理物に熱損傷を与える可能性がある。
パルス変調周波数が、10Hzより低い場合、放電が間欠的になり処理時間が長くなる可能性がある。一方、200Hzより高い場合、プラズマ流照射部より吹き出るプラズマフレアーが短くなるため処理面積が小さくなる可能性がある。
【0024】
また、パルスデューテイが10%より低い場合、プラズマの密度が低くなり、またプラズマフレアーも短くなる可能性がある。一方、90%より高い場合、プラズマの温度が高くなる可能性がある。
より好ましい周波数、放電電圧、パルス変調周波数及びパルスデューテイは、10kHz〜50kHz、5kV〜15kV、30Hz〜100Hz、30%〜70%である。
【0025】
なお、コロナ放電は、所望の厚さの樹脂層が得られるまで行うことが好ましい。具体的には、10〜100秒間行うことが好ましい。あまり長い間、重合させると、モノマーの単独重合体量が増加するため好ましくない。
常圧コロナ放電部には、市販の装置をいずれも使用でき、その内、パール工業社製Plasmastream PSC1002を好適に使用できる。
【0026】
次に、得られたプラズマ流は、プラズマ流照射部により、被処理物としての樹脂基体に照射され、モノマーを樹脂基体の表面の樹脂とグラフト重合させることで、樹脂基体表面にモノマー由来の樹脂層を形成する。
プラズマ流照射部は、通常ノズルの形状を有しており、その先端の吐出口の形状は、所望する樹脂層の形成速度や樹脂層の形状等に応じて変形でき、円形、楕円形、正方形、長方形等のいずれの形状であってもよい。また、プラズマ流照射部は、樹脂基体の形状や大きさに併せて、複数個常圧コロナ放電部に接続してもよい。
【0027】
更に、プラズマ流照射部は、樹脂基体の所望の位置にプラズマ流を照射しうるように自在に移動可能であってもよい。移動可能であることで、樹脂基体の所望の位置及び/又は樹脂基体に連続的に、樹脂層を形成できる。
また、プラズマ流照射部からプラズマ流は、直接的又は間接的に流してもよい。プラズマ流の流量は、コロナ放電の条件にもよるが、通常、10〜150L/分が好ましく、10〜100L/分がより好ましい。
【0028】
また、プラズマ流の照射時に、樹脂基体は保持具に保持されていてもよい。保持具は、樹脂基体を保持できさえすれば、その構成は特に限定されない。また、保持具が、樹脂基体の搬送機能を有してもよい。搬送機能を有することで、樹脂基体の所望の位置及び/又は樹脂基体に連続的に、樹脂層を形成できる。具体的には、ベルトコンベアーが使用できる。
【0029】
更に、保持具には、必要に応じて、樹脂基体の加熱及び冷却手段を備えていてもよい。コロナ放電中の重合系の温度は、通常、常温(約25℃)である。しかしながら、使用するモノマーの種類に応じて、重合系を加熱及び冷却することが好ましい場合がある。加熱及び冷却手段を備えることで、温度の調整が容易になる。例えば、沸点が高いモノマーを使用する場合、加熱して気相状態を維持することが好ましい。
【0030】
また、樹脂基体がフィルムである場合、未処理樹脂基体巻回用ロールから処理樹脂基体巻回用ロールへ、樹脂基体を移動させる経路に、プラズマ流照射部を設置してもよい。この場合、樹脂基体の載置具は不要であり、保持具はロールの芯材となる。
【0031】
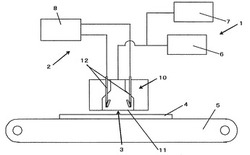
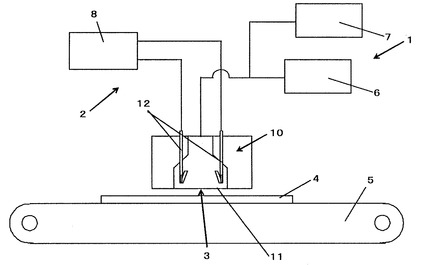
本発明の製造装置の一例を図1に示す。図1の装置は、混合ガス生成部1、常圧コロナ放電部2、プラズマ流照射部3、樹脂基体4を載置する載置具5を備えている。図1では、常圧コロナ放電部2とプラズマ流照射部3とが一体化しているが、これに限定されず、常圧コロナ放電部2からでたプラズマ流を別途設けられたプラズマ流照射部3に導入してもよい。
【0032】
混合ガス生成部1は、不活性ガス供給装置6とモノマーガス供給装置7とを備えている。混合ガス生成部1には、これらガスを一定量で供給できるように、流量計や流量制御機能を備えていてもよい。
常圧コロナ放電部2は、交流電源や変圧器等を装備した装置本体8、装置本体8に接続された放電ユニット10を備えている。混合ガス生成部1から放電ユニット10に混合ガスが供給される。
【0033】
放電ユニット10の下端面には、ガス噴出口11が開口しており、このガス噴出口の両側には、一対の電極12が対称配置されている。一対の電極12にパルス電圧を印加すれば、電極間にコロナ放電が生じる。コロナ放電によって発生したプラズマ流を、ガス噴出口11から照射できるようになっている。
プラズマ流照射部3のガス噴出口11は、図示しない駆動装置により、樹脂基体の表面方向に自在に移動可能となっている。
載置具5は、ベルトコンベアー型の装置であり、樹脂基体4を紙面に対して左右方向に搬送可能な搬送機能を有している。
【0034】
図1の装置を用いて、樹脂基体4に樹脂層を形成する方法を説明する。まず、載置具5上に樹脂基体4を載せる。次に、電極12に装置本体8から電圧を印加してコロナ放電を生じさせる。次に、混合ガス生成部1から混合ガスを常圧コロナ放電部2に流すことで、プラズマ流が形成される。プラズマ流を樹脂基材4の表面に照射してモノマーの蒸気プラズマ及び樹脂基体4にラジカルを形成させることで、樹脂基体4のラジカルとモノマーとがグラフト重合し、樹脂層が形成される。
【0035】
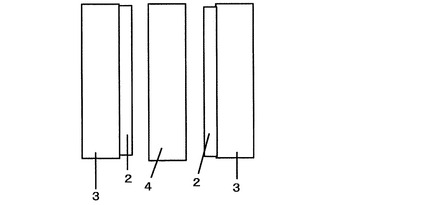
図1の製造装置以外に、図2〜4に示す製造装置が挙げられる。これらの装置は、常圧コロナ放電部2とプラズマ流照射部3の組を複数備えている。これら図では、常圧コロナ放電部2、プラズマ流照射部3及び樹脂基体4以外の構成は省略しているが、常圧コロナ放電部には混合ガス生成部が接続されている。具体的には、図2では、樹脂基体4に対して、常圧コロナ放電部2とプラズマ流照射部3の組を2個、図4では、3個備えている。図3は、図2のA−A線の概略断面図である。これら図の構成を有する装置を使用すれば、樹脂基体の形状が複雑であっても、その表面に樹脂層を容易に形成できる。
【0036】
本発明の装置により得られた表面被覆樹脂基体は、その表面の樹脂層に、モノマーの単独重合体が少ないため、表面状態が極めて良好である。また、単独重合体が少ないため、樹脂層自体の樹脂基体への接着性も極めて良好である。
樹脂層の厚さは、特に限定されないが、単独重合体の発生を抑制する観点から、10μm以下であることが好ましい。より好ましい厚さは、0.01μm〜1μmである。
【0037】
更に、表面被覆樹脂基体は上記良好な性質を有しているため、樹脂層上に金属膜や絶縁膜等の他の薄膜を形成しても、他の薄膜にクラックのような欠陥が生じ難い。そのため、表面被覆樹脂基体は、フレキシブル画像表示装置やフレキシブル配線基板等の電子部品の材料として好適に使用できる。
【0038】
金属膜の材質としては、銅、銀、金等が挙げられる。金属膜の形成方法は、例えば、蒸着法、スパッタ法等の気相法、メッキ法のような液相法が挙げられる。メッキ法は、樹脂基体に導電性の樹脂を使用した場合、電解メッキ法を使用できる。また、無電解メッキ法も使用できる。
絶縁膜の材質としては、ポリイミド等が挙げられる。絶縁膜の形成方法は、熱処理イミド化等が挙げられる。
【実施例】
【0039】
以下、実施例によって本発明を更に具体的に説明するが、本発明はこれらによりなんら制限されるものではない。
実施例1
図1の装置を用いて、表面被覆フッ素樹脂基体を製造した。なお、常圧コロナ放電部2には、パール工業社製Plasmastream PSC1002を使用した。常圧コロナ放電部2中の一対の電極12は2mmΦのタングステン棒で、同じ外形(長さ5cmで取り付け間隔は3cm、先端の放電部がレ字状に屈曲している)を有し、これら電極の間隔は、0.5〜3cmとした。
【0040】
載置具5上に、樹脂基体4としてのフッ素樹脂フィルム(デユポン社製Teflon PFA Film テフロン(登録商標);PFA;長さ15cm、幅10cm、厚さ0.1mm)を載せた。次いで、フッ素樹脂フィルムの上面と放電ユニット(ヘッド)の下端面との距離が、約10mmとなるように常圧コロナ放電部2を設置した。
【0041】
モノマーガス供給装置7からモノマーガスを供給した。具体的には、ヒーターを備えた貯留槽に、アクリル酸モノマー(和光純薬工業社製特級;100%原液)を満たし、45℃に加熱しながら、Arガスでバブリングすることで、アクリル系モノマーの蒸気を発生させた。得られたアクリル系モノマーの蒸気をキャリアガスとしてのArガスと共に、3L/分の流量で流し、不活性ガス供給装置6から供給される100L/分の流量の不活性ガスと合流させて、混合ガスを得た。
【0042】
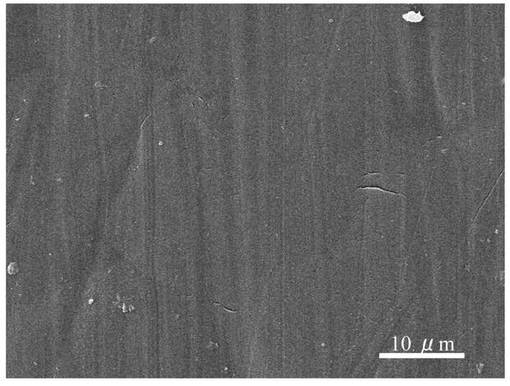
次に、混合ガスを103L/分の流量で常圧コロナ放電部2に流し込みつつ、一対の電極12に高周波(20kHz)の高電圧(約12kV)を印加することで、混合ガスの存在下でコロナ放電を生じさせることでプラズマ流を得た。上記以外の放電条件として、パルス変調周波数を60Hz、パルスデユーティを50%とした。このプラズマ流に、240秒間フッ素樹脂フィルムを晒した。その結果、表面が、ポリアクリル酸の樹脂層で被覆されたフッ素樹脂フィルムを得た。得られたフィルムの表面のSEM写真を図5に示す(2000倍)。樹脂層被覆前の未処理フィルムの表面のSEM写真を図6に示す(2000倍)。SEM写真は、ニコン社製E−SEM−2700を用いて、加速電圧を15kVとして撮影した。
【0043】
実施例2
樹脂基体4としてのフッ素樹脂フィルムを、日本バルカー工業社製バルフロン(PTFE;長さ15cm、幅10cm、厚さ0.1mm)に代えること以外は実施例1と同様にしてポリアクリル酸の樹脂層で被覆されたフッ素樹脂フィルムを得た。
【0044】
実施例3
樹脂基体4としてのフッ素樹脂フィルムを、日本バルカー工業社製バルフロン(PTFE;長さ15cm、幅10cm、厚さ0.1mm)に代え、アクリル酸モノマーに代えてメタクリル酸2−ヒドロキシエチルを使用すること以外は実施例1と同様にしてポリメタクリル酸2−ヒドロキシエチルの樹脂層で被覆されたフッ素樹脂フィルムを得た。
【0045】
実施例4
樹脂基体4としてのフッ素樹脂フィルムを、日本バルカー工業社製バルフロン(PTFE;長さ15cm、幅10cm、厚さ0.1mm)に代え、アクリル酸モノマーに代えてプロパギルアルコールを使用すること以外は実施例1と同様にしてポリプロパギルアルコールの樹脂層で被覆されたフッ素樹脂フィルムを得た。
【0046】
実施例5
樹脂基体4としてのフッ素樹脂フィルムを、日本バルカー工業社製バルフロン(PTFE;長さ15cm、幅10cm、厚さ0.1mm)に代え、アクリル酸モノマーに代えてメタクリル酸グリシジルを使用すること以外は実施例1と同様にしてポリメタクリル酸グリシジルの樹脂層で被覆されたフッ素樹脂フィルムを得た。
【0047】
比較例1
モノマーガスを供給せず、10L/分で供給されるArガス雰囲気下でコロナ放電を生じさせること以外は、実施例1と同様にプラズマ流にフッ素樹脂フィルムを晒した。
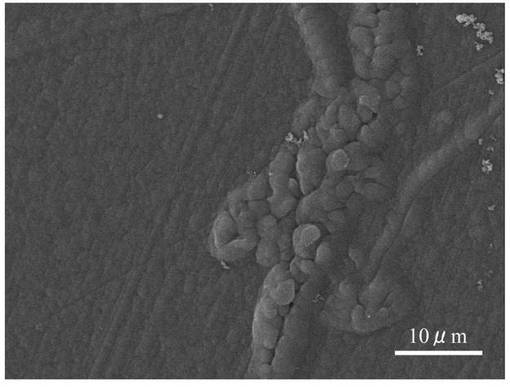
その後、直ちにフッ素樹脂フィルムをアクリル酸モノマー液(和光純薬工業社製特級;100%原液)中に浸漬し、30分間のグラフト重合処理に付した。その結果、表面が、ポリアクリル酸の樹脂層で被覆されたフッ素樹脂フィルムを得た。得られたフィルムの表面のSEM写真を図7に示す(2000倍)。
【0048】
比較例2
アクリル酸モノマー液をアクリル酸モノマーの50体積%水溶液に換えること以外は比較例1と同様にして、表面がポリアクリル酸の樹脂層で被覆されたフッ素樹脂フィルムを得た。
【0049】
比較例3〜4
樹脂基体4としてのフッ素樹脂フィルムを、日本バルカー工業社製バルフロン(PTFE;長さ15cm、幅10cm、厚さ0.1mm)に変更すること以外は比較例1〜2と同様にして、表面がポリアクリル酸の樹脂層で被覆されたフッ素樹脂フィルムを得た。
実施例1〜5及び比較例1〜4で得られたフィルムを、純水により洗浄し、乾燥させて、以下のように接触角測定、剥離試験、元素分析に付した。
【0050】
(接触角測定)
実施例1〜5及び比較例1〜4のフィルムの接触角を測定した。また、処理前のPFAの接触角も測定した。接触角の測定には共和界面科学社製自動固体表面エナジー解析装置CA−VE型を使用した。着滴後1000msecの水滴を測定し、θ/2法にて解析した。
なお、接触角が小さいほど濡れ性が高く、フィルム上に形成される他の層が剥離し難いことを意味する。
【0051】
(剥離試験)
実施例1〜5及び比較例1〜4の剥離試験(T型)を行った。また、処理前のPFAフィルムの剥離試験も行った。
剥離試験は、次のように行った。すなわち、エポキシ系接着剤(コニシ社製E−セット)をベーカー式アプリケーター(テスター産業社製)により250μm厚さでコーティングしたAl板に、幅25mm及び長さ100mmに切り出したフィルムの内、長さ50mmの部分を接着し、5Nの荷重をかけつつ24時間室温(約25℃)で放置することで接着剤を硬化させた。この後、Al板を100mm/分の速度で剥離し、そのときの引張強度を島津製作所社製オートグラフAG−10kNGによって測定した
【0052】
(元素分析)
実施例1及び未処理のフィルムの元素分析をKratos社製ESCA−3300を用いてESCA法で行った。測定は、MgKα(1253.3eV)のX線源、8kVの励起電圧、30mAのカレント電流の条件で行った。
接触角測定、剥離試験、元素分析の結果をそれぞれ表1〜3に示す。
【0053】
【表1】

【0054】
表1から、以下のことがわかる。
実施例1〜5及び比較例1〜4から、プラズマ流下でモノマーを気相重合させることで、得られた表面被覆フッ素樹脂フィルムは顕著に接触角が下がる。そのため、このフィルム上に他の層を積層した場合、他の層とフィルムとの接着性を向上できる。この向上は下記表2にて裏付けられている。
【0055】
【表2】
【0056】
表2から、以下のことがわかる。
実施例1〜5及び比較例1〜4から、プラズマ流下でモノマーを気相重合させることで、得られた表面被覆フッ素樹脂フィルムの引張強度を顕著に上げることができる。そのため、このフィルム上に他の層を積層した場合、他の層の接着性を向上できる。
【0057】
【表3】
【0058】
表3から、以下のことがわかる。
未処理のフィルムに比べて、酸素成分が増加し、フッ素成分が減少している。従って、フィルム上にポリアクリル酸の樹脂層が形成されていることがわかる。
また、図5〜7のSEM写真によれば、以下のことがわかる。
未処理のSEM写真である図6と、比較例1の図7とから、比較例1のフィルムは表面に凹凸が形成されていることがわかる。この凹凸は、アクリル酸モノマーの単独重合体から形成され、単独重合体が表1及び2から接触角及び引張強度を悪化させていると推測される。一方、実施例1のSEM写真である図5には、凹凸が確認できない。そのため、単独重合体が極めて少なく、殆どのアクリル酸モノマーがフィルム上にグラフト重合していると推測される。
【0059】
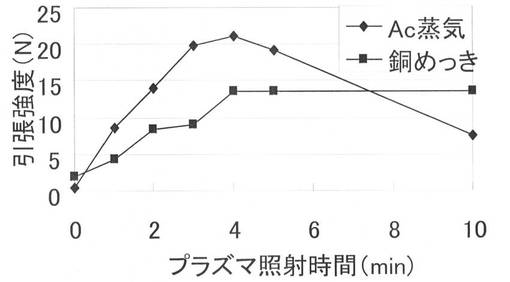
実施例6
プラズマ流との接触時間を0分間、1分間、2分間、3分間、4分間、5分間及び10分間とすること以外は、実施例1と同様に、ポリアクリル酸の樹脂層で被覆されたフッ素樹脂フィルムを得た。なお、接触時間0分間とは樹脂層を備えない基体を使用したことを意味する。
得られたフィルムを、実施例1と同様に、剥離試験に付した。得られた結果を図8に示す。
次に、上記樹脂層上にメッキ法により銅膜を形成した。形成条件を下記する。
【0060】
まず、樹脂層をSnCl2を40g/リットル含むHCl溶液40ml中に浸漬することで、センシタイジング処理した後、水洗した。
次いで、樹脂層をPbCl2を0.5g/リットル含むHCl溶液5ml中に浸漬することで、アクチベーティング処理した後、水洗した。
更に、樹脂層をNaOHの10%水溶液中に浸漬することで、アルカリ洗浄した後、水洗した。
【0061】
次に、CuSO4を3.5g/リットル、ロッシェル塩を34g/リットル、Na2CO3を3g/リットル、NaOHを7g/リットル、ホルマリン(37%)を13mL/リットル含むメッキ液に樹脂層を3分間浸漬することで、無電解銅メッキに付した。
この後、水洗及び乾燥に付すことで、樹脂層上に銅メッキ層を備えた基体が得られた。銅メッキ層を樹脂層と同様の剥離試験に付した。結果を図8に示す。図8から、プラズマ流と接触させることで得られた樹脂層及び銅メッキ層は、引張強度が大きいことがわかる。
【図面の簡単な説明】
【0062】
【図1】本発明の表面被覆樹脂基体の製造装置の概略図である。
【図2】本発明の表面被覆樹脂基体の製造装置の概略図である。
【図3】本発明の表面被覆樹脂基体の製造装置の概略図である。
【図4】本発明の表面被覆樹脂基体の製造装置の概略図である。
【図5】実施例1で得られたフィルムのSEM写真である。
【図6】PFAフィルムのSEM写真である。
【図7】比較例1で得られたフィルムのSEM写真である。
【図8】実施例6の剥離試験結果を示すグラフである。
【符号の説明】
【0063】
1 混合ガス生成部
2 常圧コロナ放電部
3 プラズマ流照射部
4 樹脂基体
5 載置具
6 不活性ガス供給装置
7 モノマーガス供給装置
8 装置本体
10 放電ユニット
11 ガス噴出口
12 一対の電極
【技術分野】
【0001】
本発明は、表面被覆樹脂基体、その製造方法及びその製造装置に関する。
【背景技術】
【0002】
樹脂基体の表面を種々の方法で改質することが求められている。例えば、PCTFEのようなフッ素樹脂からなる樹脂基体(以下、フッ素樹脂基体)は、水蒸気や酸素透過性が低い。そのため、フッ素樹脂基体を使用すれば、電子ペーパーのような画像表示装置に使用されている有機色素の劣化を防止できるという利点がある。また、フッ素樹脂基体は、誘電率が低く、高周波特性に優れているため、フレキシブル基板として使用すれば、従来のポリイミド基体に比べて、薄いフレキシブル配線基板が得られるという利点がある。
【0003】
画像表示装置やフレキシブル基板等用の基体では、通常、その上に他の構成部材(例えば、配線、層間絶縁膜)を積層する必要があるが、フッ素樹脂基体は、その表面の接着性が乏しいため、積層された他の構成部材が容易に剥離することがあった。
ところで、樹脂基体の表面をコロナ放電により処理することで、表面特性を改良する方法が古くから知られている。ところが、この方法では、改質の効果が長時間維持できず、特にフッ素樹脂基体では効果の維持時間が極めて短いという課題があった。
【0004】
そこで、フッ素樹脂基体の表面をHeのような不活性ガス雰囲気下の低圧プラズマ法により処理し、次いで、処理面にアクリル系樹脂のグラフト樹脂層を形成する方法が提案されている(特開平7−164600号公報:特許文献1)。具体的には、PTFE(ポリテトラフルオロエチレン:商品名テフロン(登録商標))やFEP(パーフルオロエチレンプロピレンコポリマー)のようなフッ素樹脂基体を低圧下のHeガスのグロー放電により処理し、処理後、アクリル系樹脂に対応するモノマーの溶液に基体を浸漬してモノマー層を形成し、モノマー層を加熱してグラフト樹脂層を形成することで、表面被覆樹脂基体を得ている。
【特許文献1】特開平7−164600号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
上記公報では、グラフト樹脂層の形成方法として、低圧下のプラズマ処理工程と、モノマーの溶液への基体の浸漬工程と、モノマー層の加熱工程とからなる方法が記載されている。このような方法により得られたグラフト樹脂層には、グラフト重合体だけではなく、浸漬時にモノマーの溶液が必要以上に基体に付着することによるアクリル系樹脂の単独重合体も含まれてしまうことがあった。このような単独重合体がグラフト樹脂層に含まれることで、グラフト樹脂層の接着強度が低下するという課題があると共に、グラフト樹脂層の表面状態が不良になるという課題があった。後者の課題は、グラフト樹脂層上に更に他の構成部材(例えば、配線、層間絶縁膜)を積層する場合、導通不良や絶縁不良を引き起こす原因となっていた。
更に、上記公報では、グラフト樹脂層を形成するために、低圧プラズマ処理工程、浸漬工程及び加熱工程の工程を必要とすることから、形成時間の短縮も望まれている。
【課題を解決するための手段】
【0006】
上記課題を鑑み、本発明の発明者等は、鋭意検討の結果、常圧コロナ放電処理により得られたモノマーと不活性ガスとのプラズマ流を使用して樹脂基体の表面の樹脂とモノマーとのグラフト重合を行うことで、モノマー由来の単独重合体が極めて少なく、かつ表面状態の良好な樹脂層を表面に備えた樹脂基体が得られることを意外にも見い出し本発明に至った。
かくして本発明によれば、単一又は複数のモノマーガスを不活性ガスと所定濃度で混合し、所定濃度の単一又は複数のモノマー含有の1つの混合ガスを生成するための混合ガス生成部と、前記混合ガスをプラズマ流に変換するための常圧コロナ放電部と、樹脂基体を保持するための保持具と、前記プラズマ流を樹脂基体の表面に照射し、前記樹脂基体の表面の樹脂と前記モノマーとをグラフト重合させて樹脂層を形成さすためのプラズマ流照射部とを備えることを特徴とする表面被覆樹脂基体の製造装置が提供される。
【0007】
また、本発明によれば、単一又は複数のモノマーガスを不活性ガスと所定濃度で混合し、所定濃度の単一又は複数のモノマー含有の1つの混合ガスを生成し、前記混合ガスを常圧コロナ放電によりプラズマ流に変換し、前記プラズマ流を樹脂基体の表面に照射し、前記樹脂基体の表面の樹脂と前記モノマーとをグラフト重合させて樹脂層を形成さすことを特徴とする表面被覆樹脂基体の製造方法が提供される。
更に、本発明によれば、上記製造方法により得られ、樹脂基体と、前記樹脂基体の表面とグラフト重合した樹脂層とを有することを特徴とする表面被覆樹脂基体が提供される。
【発明の効果】
【0008】
本発明の製造装置及び製造方法によれば、モノマー由来の単独重合体が極めて少なく、かつ表面状態の良好な樹脂層を表面に備えた表面被覆樹脂基体を得ることができる。
また、プラズマ流照射部が、樹脂基体の所望の位置にプラズマ流を照射しうるように自在に移動可能である及び/又は保持具が樹脂基体の載置具であり、載置具が、樹脂基体の搬送機能を有する場合、樹脂基体の所望の位置及び/又は樹脂基体に連続的に、樹脂層を形成できる。
本発明の表面被覆樹脂基体は、樹脂層の接着強度が高い。また、表面状態が良好なので、樹脂層上に更に他の層を積層しても、他の層にクラックのような欠陥が生じ難いという利点を有する。
【発明を実施するための最良の形態】
【0009】
本発明の装置では、樹脂基体の表面の樹脂とモノマーとのグラフト重合が、不活性ガスとモノマーガスとの混合ガスを常圧(大気圧)下でのコロナ放電(常圧コロナ放電)によりプラズマ流に変換し、プラズマ流を被処理物としての樹脂基体に照射することで行われている。発明者等は、本発明では以下のようにグラフト重合が行われていると推測している。
すなわち、上記公報のように、従来、樹脂基体の表面をプラズマ処理することで、この基体表面にラジカルが発生する。モノマーは、発生したラジカルと接触することで、樹脂基体にグラフト重合して樹脂層となる。
【0010】
一方、本発明では、プラズマ流が照射された樹脂基体表面でラジカルが発生し、モノマーはプラズマ流中で蒸気プラズマとなる。発生したラジカルと蒸気プラズマにより、優先的にグラフト重合が生じ、その結果、樹脂層が形成される。本発明の方法では、従来の方法に比べて、モノマーを含むプラズマ流を使用しているため、モノマーの自己重合をより抑制できる。
【0011】
ところで、上記公報には、樹脂基体とモノマーの共存下でプラズマ処理するとモノマーの単独重合が避けられないとされているが、これは上記公報が浸漬により樹脂基体上に樹脂層を形成しているため、又はプラズマ処理後に樹脂層を形成しているためであると発明者等は推測している。一方、本発明では、気相法で樹脂層を、プラズマ流により、モノマーから一度に形成するため、モノマー層を形成する必要や、放電処理後改めて樹脂層を形成する必要がなく、従って、上記公報より単独重合を抑制できる。
【0012】
本発明に使用できる樹脂基体としては、プラズマ流が照射される部分が樹脂でありさえすれば、特に限定されない。樹脂基体を構成する樹脂としては、具体的には、エチレン−テトラフルオロエチレン共重合体(ETFE)、ポリフッ化ビニル樹脂(PVF)、テトラフルオロエチレン−パーフルオロエーテル共重合体(PFA)、テトラフルオロエチレン−ヘキサフルオロプロピレン共重合体(FEP)、ポリテトラフルオロエチレン(PTFE)、フッ化ビニリデン樹脂(PVdF)、トリフルオロクロロエチレン樹脂(PCTFE)、エチレン−トリフルオロクロロエチレン共重合樹脂(ECTFE)等からなるフッ素樹脂、ポリエチレン樹脂(PE)、ポリプロピレン樹脂(PP)、ポリスチレン樹脂(PS)、アクリロニトリルブタジエンスチレン樹脂(ABS)、ポリイミド樹脂等からなる樹脂が挙げられる。また、樹脂には顔料、充填剤、滑剤等の添加剤が含まれていてもよい。
【0013】
樹脂基体は、全体が樹脂からなっていてもよく、非樹脂を樹脂で被覆した構成の基体であってもよい。非樹脂としては、金属、ガラス、シリコン、公知の半導体薄膜等が挙げられる。
樹脂基体の形状は、特に限定されないが、例えば、フィルム状、シート状、板状や、角柱状、円柱状、円筒状等が挙げられる。
【0014】
次に、モノマーとしては、特に限定されず、公知のモノマーをいずれも使用できる。例えば、アクリル酸又はその誘導体、メタクリル酸又はその誘導体等のアクリル系モノマー、アセチレン系モノマー、アルコール系モノマーが挙げられる。
【0015】
具体的には、アクリル系モノマーとして、アクリル酸、アクリル酸メチル、アクリル酸エチル、アクリル酸ブチル、アクリル酸イソブチル、アクリル酸t−ブチル、アクリル酸2−エチルヘキシル、アクリル酸ラウリル、アクリル酸トリデシル、アクリル酸ステアリル、アクリル酸シクロヘキシル、アクリル酸プロピル、アクリル酸ベンジル、アクリル酸イソプロピル、アクリル酸sec−ブチル、アクリル酸、アクリル酸2−ヒドロキシエチル、アクリル酸2−ヒドロキシプロピル、アクリル酸ジメチルアミノエチル、アクリル酸ジエチルアミノエチル、アクリル酸グリシジル、アクリル酸テトラヒドロフルフリル、アクリル酸アリル、ジアクリル酸エチレングリコール、ジアクリル酸トリエチレングリコール、ジアクリル酸テトラエチレングリコール、ジアクリル酸1,3−ブチレングリコール、トリアクリル酸トリメチロールプロパン、アクリル酸2−エトキシエチル、アクリル酸エトキシエトキシエチル、アクリル酸2−メトキシエチル、アクリル酸フェノキシエチル、アクリル酸フェノキシポリエチレングリコール、アクリル酸ジメチルアミノエチルメチルクロライド塩等のアクリル酸又はその誘導体、
メタクリル酸、メタクリル酸メチル、メタクリル酸エチル、メタクリル酸ブチル、メタクリル酸イソブチル、メタクリル酸t−ブチル、メタクリル酸2−エチルヘキシル、メタクリル酸ラウリル、メタクリル酸トリデシル、メタクリル酸ステアリル、メタクリル酸シクロヘキシル、メタクリル酸プロピル、メタクリル酸ベンジル、メタクリル酸イソプロピル、メタクリル酸sec−ブチル、メタクリル酸、メタクリル酸2−ヒドロキシエチル、メタクリル酸2−ヒドロキシプロピル、メタクリル酸ジメチルアミノエチル、メタクリル酸ジエチルアミノエチル、メタクリル酸グリシジル、メタクリル酸テトラヒドロフルフリル、メタクリル酸アリル、ジメタクリル酸エチレングリコール、ジメタクリル酸トリエチレングリコール、ジメタクリル酸テトラエチレングリコール、ジメタクリル酸1,3−ブチレングリコール、トリメタクリル酸トリメチロールプロパン、メタクリル酸2−エトキシエチル、メタクリル酸エトキシエトキシエチル、メタクリル酸2−メトキシエチル、メタクリル酸フェノキシエチル、メタクリル酸フェノキシポリエチレングリコール、メタクリル酸ジメチルアミノエチルメチルクロライド塩、メタクリル酸グリシジル等のメタクリル酸又はその誘導体が挙げられる。
【0016】
アセチレン系モノマーとして、プロパギルアルコールが挙げられる。
上記モノマーは、単一又は複数組み合わせて使用してもよい。
上記モノマーの内、アクリル酸、メタクリル酸2−ヒドロキシエチル、メタクリル酸グリシジル、プロパギルアルコールが好ましい。
【0017】
不活性ガスは、樹脂基体やモノマーに対して反応性を有しないガスを意味する。そのようなガスとして、ヘリウム、アルゴン等の希ガス、窒素ガス、空気等が挙げられる。ここで、酸素はラジカルを失活させる働きを有するので、できるだけ少ないことが好ましい。そのため、希ガス又は窒素ガスを使用することがより好ましい。不活性ガスの流量は、10〜100L/分に設定できる。
【0018】
不活性ガスとモノマーガスとは混合され、得られた混合ガスは、混合ガス生成部により常圧コロナ放電部に供給される。混合は、例えば、不活性ガスの供給路とモノマーガス供給路を、任意に流量計とバルブを介して、合流させることにより、行うことができる。
なお、モノマーガスの濃度は、アクリル酸の場合、一例として1200〜1400ppm(vol)と設定できる。
【0019】
モノマーガスは、モノマー自体が室温でガス状の場合は、そのまま使用でき、液状及び固体状の場合は、加熱することによりガス状として使用できる。モノマーガスが常温で液状又は加熱により液状化する場合、液をバブリングすることによりモノマーガスを得てもよい。また、モノマーガスは、上記不活性ガスをキャリアガス(例えば、1〜5L/分の流量)として使用してもよい。
【0020】
混合ガスは、プラズマ流の樹脂基体への照射時に、周囲に存在する気体の影響を避けるために、加圧されていてもよい。この場合の圧力は、1100〜2000hPa程度とできる。
混合ガス生成部は、1つの混合ガスを常圧コロナ放電部に供給することができさえすれば、その構成は特に限定されない。
【0021】
次に、常圧コロナ放電部内で、混合ガスは常圧コロナ放電によりプラズマ流に変換される。常圧とは、厳密に1気圧(1013hPa)を意味するのではなく、必要に応じて、1100〜2000hPaの範囲で加圧してもよい。加圧すれば、プラズマ雰囲気中に意図しないガス(例えば、空気中の酸素)の流入を防止できる。
【0022】
コロナ放電の条件としては、不活性ガスのプラズマ雰囲気及びモノマーの蒸気プラズマを含むプラズマ流を形成できさえすれば特に限定されない。具体的には、使用する不活性ガスの種類、常圧コロナ放電部の構成により、若干変動するが、1対のコロナ放電用電極(コロナ放電電極ユニット)に、1kHz〜100kHzの印加電圧の周波数、1kV〜20kVの放電電圧、10Hz〜200Hzのパルス変調周波数、10%〜90%のパルスデューテイである電圧を印加することが好ましい。なお、1台の電源装置で例えば2つのプラズマ流照射部からプラズマ流を吐出できる。
【0023】
周波数が、1kHzより低い場合、プラズマの温度が高くなり、処理物に熱損傷を与える可能性がある。一方、100kHzより高い場合、プラズマの密度が低くなるため処理時間が長くなる可能性がある。
また、放電電圧が1kVより低い場合、放電が不安定となり停止する可能性がある。一方、20kVより高い場合、放電が強くなりアーク放電が生じて高温プラズマとなり、処理物に熱損傷を与える可能性がある。
パルス変調周波数が、10Hzより低い場合、放電が間欠的になり処理時間が長くなる可能性がある。一方、200Hzより高い場合、プラズマ流照射部より吹き出るプラズマフレアーが短くなるため処理面積が小さくなる可能性がある。
【0024】
また、パルスデューテイが10%より低い場合、プラズマの密度が低くなり、またプラズマフレアーも短くなる可能性がある。一方、90%より高い場合、プラズマの温度が高くなる可能性がある。
より好ましい周波数、放電電圧、パルス変調周波数及びパルスデューテイは、10kHz〜50kHz、5kV〜15kV、30Hz〜100Hz、30%〜70%である。
【0025】
なお、コロナ放電は、所望の厚さの樹脂層が得られるまで行うことが好ましい。具体的には、10〜100秒間行うことが好ましい。あまり長い間、重合させると、モノマーの単独重合体量が増加するため好ましくない。
常圧コロナ放電部には、市販の装置をいずれも使用でき、その内、パール工業社製Plasmastream PSC1002を好適に使用できる。
【0026】
次に、得られたプラズマ流は、プラズマ流照射部により、被処理物としての樹脂基体に照射され、モノマーを樹脂基体の表面の樹脂とグラフト重合させることで、樹脂基体表面にモノマー由来の樹脂層を形成する。
プラズマ流照射部は、通常ノズルの形状を有しており、その先端の吐出口の形状は、所望する樹脂層の形成速度や樹脂層の形状等に応じて変形でき、円形、楕円形、正方形、長方形等のいずれの形状であってもよい。また、プラズマ流照射部は、樹脂基体の形状や大きさに併せて、複数個常圧コロナ放電部に接続してもよい。
【0027】
更に、プラズマ流照射部は、樹脂基体の所望の位置にプラズマ流を照射しうるように自在に移動可能であってもよい。移動可能であることで、樹脂基体の所望の位置及び/又は樹脂基体に連続的に、樹脂層を形成できる。
また、プラズマ流照射部からプラズマ流は、直接的又は間接的に流してもよい。プラズマ流の流量は、コロナ放電の条件にもよるが、通常、10〜150L/分が好ましく、10〜100L/分がより好ましい。
【0028】
また、プラズマ流の照射時に、樹脂基体は保持具に保持されていてもよい。保持具は、樹脂基体を保持できさえすれば、その構成は特に限定されない。また、保持具が、樹脂基体の搬送機能を有してもよい。搬送機能を有することで、樹脂基体の所望の位置及び/又は樹脂基体に連続的に、樹脂層を形成できる。具体的には、ベルトコンベアーが使用できる。
【0029】
更に、保持具には、必要に応じて、樹脂基体の加熱及び冷却手段を備えていてもよい。コロナ放電中の重合系の温度は、通常、常温(約25℃)である。しかしながら、使用するモノマーの種類に応じて、重合系を加熱及び冷却することが好ましい場合がある。加熱及び冷却手段を備えることで、温度の調整が容易になる。例えば、沸点が高いモノマーを使用する場合、加熱して気相状態を維持することが好ましい。
【0030】
また、樹脂基体がフィルムである場合、未処理樹脂基体巻回用ロールから処理樹脂基体巻回用ロールへ、樹脂基体を移動させる経路に、プラズマ流照射部を設置してもよい。この場合、樹脂基体の載置具は不要であり、保持具はロールの芯材となる。
【0031】
本発明の製造装置の一例を図1に示す。図1の装置は、混合ガス生成部1、常圧コロナ放電部2、プラズマ流照射部3、樹脂基体4を載置する載置具5を備えている。図1では、常圧コロナ放電部2とプラズマ流照射部3とが一体化しているが、これに限定されず、常圧コロナ放電部2からでたプラズマ流を別途設けられたプラズマ流照射部3に導入してもよい。
【0032】
混合ガス生成部1は、不活性ガス供給装置6とモノマーガス供給装置7とを備えている。混合ガス生成部1には、これらガスを一定量で供給できるように、流量計や流量制御機能を備えていてもよい。
常圧コロナ放電部2は、交流電源や変圧器等を装備した装置本体8、装置本体8に接続された放電ユニット10を備えている。混合ガス生成部1から放電ユニット10に混合ガスが供給される。
【0033】
放電ユニット10の下端面には、ガス噴出口11が開口しており、このガス噴出口の両側には、一対の電極12が対称配置されている。一対の電極12にパルス電圧を印加すれば、電極間にコロナ放電が生じる。コロナ放電によって発生したプラズマ流を、ガス噴出口11から照射できるようになっている。
プラズマ流照射部3のガス噴出口11は、図示しない駆動装置により、樹脂基体の表面方向に自在に移動可能となっている。
載置具5は、ベルトコンベアー型の装置であり、樹脂基体4を紙面に対して左右方向に搬送可能な搬送機能を有している。
【0034】
図1の装置を用いて、樹脂基体4に樹脂層を形成する方法を説明する。まず、載置具5上に樹脂基体4を載せる。次に、電極12に装置本体8から電圧を印加してコロナ放電を生じさせる。次に、混合ガス生成部1から混合ガスを常圧コロナ放電部2に流すことで、プラズマ流が形成される。プラズマ流を樹脂基材4の表面に照射してモノマーの蒸気プラズマ及び樹脂基体4にラジカルを形成させることで、樹脂基体4のラジカルとモノマーとがグラフト重合し、樹脂層が形成される。
【0035】
図1の製造装置以外に、図2〜4に示す製造装置が挙げられる。これらの装置は、常圧コロナ放電部2とプラズマ流照射部3の組を複数備えている。これら図では、常圧コロナ放電部2、プラズマ流照射部3及び樹脂基体4以外の構成は省略しているが、常圧コロナ放電部には混合ガス生成部が接続されている。具体的には、図2では、樹脂基体4に対して、常圧コロナ放電部2とプラズマ流照射部3の組を2個、図4では、3個備えている。図3は、図2のA−A線の概略断面図である。これら図の構成を有する装置を使用すれば、樹脂基体の形状が複雑であっても、その表面に樹脂層を容易に形成できる。
【0036】
本発明の装置により得られた表面被覆樹脂基体は、その表面の樹脂層に、モノマーの単独重合体が少ないため、表面状態が極めて良好である。また、単独重合体が少ないため、樹脂層自体の樹脂基体への接着性も極めて良好である。
樹脂層の厚さは、特に限定されないが、単独重合体の発生を抑制する観点から、10μm以下であることが好ましい。より好ましい厚さは、0.01μm〜1μmである。
【0037】
更に、表面被覆樹脂基体は上記良好な性質を有しているため、樹脂層上に金属膜や絶縁膜等の他の薄膜を形成しても、他の薄膜にクラックのような欠陥が生じ難い。そのため、表面被覆樹脂基体は、フレキシブル画像表示装置やフレキシブル配線基板等の電子部品の材料として好適に使用できる。
【0038】
金属膜の材質としては、銅、銀、金等が挙げられる。金属膜の形成方法は、例えば、蒸着法、スパッタ法等の気相法、メッキ法のような液相法が挙げられる。メッキ法は、樹脂基体に導電性の樹脂を使用した場合、電解メッキ法を使用できる。また、無電解メッキ法も使用できる。
絶縁膜の材質としては、ポリイミド等が挙げられる。絶縁膜の形成方法は、熱処理イミド化等が挙げられる。
【実施例】
【0039】
以下、実施例によって本発明を更に具体的に説明するが、本発明はこれらによりなんら制限されるものではない。
実施例1
図1の装置を用いて、表面被覆フッ素樹脂基体を製造した。なお、常圧コロナ放電部2には、パール工業社製Plasmastream PSC1002を使用した。常圧コロナ放電部2中の一対の電極12は2mmΦのタングステン棒で、同じ外形(長さ5cmで取り付け間隔は3cm、先端の放電部がレ字状に屈曲している)を有し、これら電極の間隔は、0.5〜3cmとした。
【0040】
載置具5上に、樹脂基体4としてのフッ素樹脂フィルム(デユポン社製Teflon PFA Film テフロン(登録商標);PFA;長さ15cm、幅10cm、厚さ0.1mm)を載せた。次いで、フッ素樹脂フィルムの上面と放電ユニット(ヘッド)の下端面との距離が、約10mmとなるように常圧コロナ放電部2を設置した。
【0041】
モノマーガス供給装置7からモノマーガスを供給した。具体的には、ヒーターを備えた貯留槽に、アクリル酸モノマー(和光純薬工業社製特級;100%原液)を満たし、45℃に加熱しながら、Arガスでバブリングすることで、アクリル系モノマーの蒸気を発生させた。得られたアクリル系モノマーの蒸気をキャリアガスとしてのArガスと共に、3L/分の流量で流し、不活性ガス供給装置6から供給される100L/分の流量の不活性ガスと合流させて、混合ガスを得た。
【0042】
次に、混合ガスを103L/分の流量で常圧コロナ放電部2に流し込みつつ、一対の電極12に高周波(20kHz)の高電圧(約12kV)を印加することで、混合ガスの存在下でコロナ放電を生じさせることでプラズマ流を得た。上記以外の放電条件として、パルス変調周波数を60Hz、パルスデユーティを50%とした。このプラズマ流に、240秒間フッ素樹脂フィルムを晒した。その結果、表面が、ポリアクリル酸の樹脂層で被覆されたフッ素樹脂フィルムを得た。得られたフィルムの表面のSEM写真を図5に示す(2000倍)。樹脂層被覆前の未処理フィルムの表面のSEM写真を図6に示す(2000倍)。SEM写真は、ニコン社製E−SEM−2700を用いて、加速電圧を15kVとして撮影した。
【0043】
実施例2
樹脂基体4としてのフッ素樹脂フィルムを、日本バルカー工業社製バルフロン(PTFE;長さ15cm、幅10cm、厚さ0.1mm)に代えること以外は実施例1と同様にしてポリアクリル酸の樹脂層で被覆されたフッ素樹脂フィルムを得た。
【0044】
実施例3
樹脂基体4としてのフッ素樹脂フィルムを、日本バルカー工業社製バルフロン(PTFE;長さ15cm、幅10cm、厚さ0.1mm)に代え、アクリル酸モノマーに代えてメタクリル酸2−ヒドロキシエチルを使用すること以外は実施例1と同様にしてポリメタクリル酸2−ヒドロキシエチルの樹脂層で被覆されたフッ素樹脂フィルムを得た。
【0045】
実施例4
樹脂基体4としてのフッ素樹脂フィルムを、日本バルカー工業社製バルフロン(PTFE;長さ15cm、幅10cm、厚さ0.1mm)に代え、アクリル酸モノマーに代えてプロパギルアルコールを使用すること以外は実施例1と同様にしてポリプロパギルアルコールの樹脂層で被覆されたフッ素樹脂フィルムを得た。
【0046】
実施例5
樹脂基体4としてのフッ素樹脂フィルムを、日本バルカー工業社製バルフロン(PTFE;長さ15cm、幅10cm、厚さ0.1mm)に代え、アクリル酸モノマーに代えてメタクリル酸グリシジルを使用すること以外は実施例1と同様にしてポリメタクリル酸グリシジルの樹脂層で被覆されたフッ素樹脂フィルムを得た。
【0047】
比較例1
モノマーガスを供給せず、10L/分で供給されるArガス雰囲気下でコロナ放電を生じさせること以外は、実施例1と同様にプラズマ流にフッ素樹脂フィルムを晒した。
その後、直ちにフッ素樹脂フィルムをアクリル酸モノマー液(和光純薬工業社製特級;100%原液)中に浸漬し、30分間のグラフト重合処理に付した。その結果、表面が、ポリアクリル酸の樹脂層で被覆されたフッ素樹脂フィルムを得た。得られたフィルムの表面のSEM写真を図7に示す(2000倍)。
【0048】
比較例2
アクリル酸モノマー液をアクリル酸モノマーの50体積%水溶液に換えること以外は比較例1と同様にして、表面がポリアクリル酸の樹脂層で被覆されたフッ素樹脂フィルムを得た。
【0049】
比較例3〜4
樹脂基体4としてのフッ素樹脂フィルムを、日本バルカー工業社製バルフロン(PTFE;長さ15cm、幅10cm、厚さ0.1mm)に変更すること以外は比較例1〜2と同様にして、表面がポリアクリル酸の樹脂層で被覆されたフッ素樹脂フィルムを得た。
実施例1〜5及び比較例1〜4で得られたフィルムを、純水により洗浄し、乾燥させて、以下のように接触角測定、剥離試験、元素分析に付した。
【0050】
(接触角測定)
実施例1〜5及び比較例1〜4のフィルムの接触角を測定した。また、処理前のPFAの接触角も測定した。接触角の測定には共和界面科学社製自動固体表面エナジー解析装置CA−VE型を使用した。着滴後1000msecの水滴を測定し、θ/2法にて解析した。
なお、接触角が小さいほど濡れ性が高く、フィルム上に形成される他の層が剥離し難いことを意味する。
【0051】
(剥離試験)
実施例1〜5及び比較例1〜4の剥離試験(T型)を行った。また、処理前のPFAフィルムの剥離試験も行った。
剥離試験は、次のように行った。すなわち、エポキシ系接着剤(コニシ社製E−セット)をベーカー式アプリケーター(テスター産業社製)により250μm厚さでコーティングしたAl板に、幅25mm及び長さ100mmに切り出したフィルムの内、長さ50mmの部分を接着し、5Nの荷重をかけつつ24時間室温(約25℃)で放置することで接着剤を硬化させた。この後、Al板を100mm/分の速度で剥離し、そのときの引張強度を島津製作所社製オートグラフAG−10kNGによって測定した
【0052】
(元素分析)
実施例1及び未処理のフィルムの元素分析をKratos社製ESCA−3300を用いてESCA法で行った。測定は、MgKα(1253.3eV)のX線源、8kVの励起電圧、30mAのカレント電流の条件で行った。
接触角測定、剥離試験、元素分析の結果をそれぞれ表1〜3に示す。
【0053】
【表1】
【0054】
表1から、以下のことがわかる。
実施例1〜5及び比較例1〜4から、プラズマ流下でモノマーを気相重合させることで、得られた表面被覆フッ素樹脂フィルムは顕著に接触角が下がる。そのため、このフィルム上に他の層を積層した場合、他の層とフィルムとの接着性を向上できる。この向上は下記表2にて裏付けられている。
【0055】
【表2】
【0056】
表2から、以下のことがわかる。
実施例1〜5及び比較例1〜4から、プラズマ流下でモノマーを気相重合させることで、得られた表面被覆フッ素樹脂フィルムの引張強度を顕著に上げることができる。そのため、このフィルム上に他の層を積層した場合、他の層の接着性を向上できる。
【0057】
【表3】
【0058】
表3から、以下のことがわかる。
未処理のフィルムに比べて、酸素成分が増加し、フッ素成分が減少している。従って、フィルム上にポリアクリル酸の樹脂層が形成されていることがわかる。
また、図5〜7のSEM写真によれば、以下のことがわかる。
未処理のSEM写真である図6と、比較例1の図7とから、比較例1のフィルムは表面に凹凸が形成されていることがわかる。この凹凸は、アクリル酸モノマーの単独重合体から形成され、単独重合体が表1及び2から接触角及び引張強度を悪化させていると推測される。一方、実施例1のSEM写真である図5には、凹凸が確認できない。そのため、単独重合体が極めて少なく、殆どのアクリル酸モノマーがフィルム上にグラフト重合していると推測される。
【0059】
実施例6
プラズマ流との接触時間を0分間、1分間、2分間、3分間、4分間、5分間及び10分間とすること以外は、実施例1と同様に、ポリアクリル酸の樹脂層で被覆されたフッ素樹脂フィルムを得た。なお、接触時間0分間とは樹脂層を備えない基体を使用したことを意味する。
得られたフィルムを、実施例1と同様に、剥離試験に付した。得られた結果を図8に示す。
次に、上記樹脂層上にメッキ法により銅膜を形成した。形成条件を下記する。
【0060】
まず、樹脂層をSnCl2を40g/リットル含むHCl溶液40ml中に浸漬することで、センシタイジング処理した後、水洗した。
次いで、樹脂層をPbCl2を0.5g/リットル含むHCl溶液5ml中に浸漬することで、アクチベーティング処理した後、水洗した。
更に、樹脂層をNaOHの10%水溶液中に浸漬することで、アルカリ洗浄した後、水洗した。
【0061】
次に、CuSO4を3.5g/リットル、ロッシェル塩を34g/リットル、Na2CO3を3g/リットル、NaOHを7g/リットル、ホルマリン(37%)を13mL/リットル含むメッキ液に樹脂層を3分間浸漬することで、無電解銅メッキに付した。
この後、水洗及び乾燥に付すことで、樹脂層上に銅メッキ層を備えた基体が得られた。銅メッキ層を樹脂層と同様の剥離試験に付した。結果を図8に示す。図8から、プラズマ流と接触させることで得られた樹脂層及び銅メッキ層は、引張強度が大きいことがわかる。
【図面の簡単な説明】
【0062】
【図1】本発明の表面被覆樹脂基体の製造装置の概略図である。
【図2】本発明の表面被覆樹脂基体の製造装置の概略図である。
【図3】本発明の表面被覆樹脂基体の製造装置の概略図である。
【図4】本発明の表面被覆樹脂基体の製造装置の概略図である。
【図5】実施例1で得られたフィルムのSEM写真である。
【図6】PFAフィルムのSEM写真である。
【図7】比較例1で得られたフィルムのSEM写真である。
【図8】実施例6の剥離試験結果を示すグラフである。
【符号の説明】
【0063】
1 混合ガス生成部
2 常圧コロナ放電部
3 プラズマ流照射部
4 樹脂基体
5 載置具
6 不活性ガス供給装置
7 モノマーガス供給装置
8 装置本体
10 放電ユニット
11 ガス噴出口
12 一対の電極
【特許請求の範囲】
【請求項1】
単一又は複数のモノマーガスを不活性ガスと所定濃度で混合し、所定濃度の単一又は複数のモノマー含有の1つの混合ガスを生成するための混合ガス生成部と、前記混合ガスをプラズマ流に変換するための常圧コロナ放電部と、樹脂基体を保持するための保持具と、前記プラズマ流を樹脂基体の表面に照射し、前記樹脂基体の表面の樹脂と前記モノマーとをグラフト重合させて樹脂層を形成さすためのプラズマ流照射部とを備えることを特徴とする表面被覆樹脂基体の製造装置。
【請求項2】
前記プラズマ流照射部は、前記樹脂基体の所望の位置にプラズマ流を照射しうるように自在に移動可能である請求項1に記載の表面被覆樹脂基体の製造装置。
【請求項3】
前記保持具が樹脂基体の載置具であり、前記載置具が、前記樹脂基体の搬送機能を有する請求項1又は2に記載の表面被覆樹脂基体の製造装置。
【請求項4】
単一又は複数のモノマーガスを不活性ガスと所定濃度で混合し、所定濃度の単一又は複数のモノマー含有の1つの混合ガスを生成し、前記混合ガスを常圧コロナ放電によりプラズマ流に変換し、前記プラズマ流を樹脂基体の表面に照射し、前記樹脂基体の表面の樹脂と前記モノマーとをグラフト重合させて樹脂層を形成さすことを特徴とする表面被覆樹脂基体の製造方法。
【請求項5】
前記コロナ放電が、1kHz〜100kHzの印加電圧の周波数、1kV〜20kVの放電電圧、10Hz〜200Hzのパルス変調周波数、10%〜90%のパルスデューテイである電圧をコロナ放電用電極に印加することによって発生することを特徴とする請求項4に記載の表面被覆樹脂基体の製造方法。
【請求項6】
請求項4又は5に記載の製造方法により得られ、樹脂基体と、前記樹脂基体の表面とグラフト重合した樹脂層とを有することを特徴とする表面被覆樹脂基体。
【請求項7】
前記樹脂基体が、フッ素樹脂基体である請求項6に記載の表面被覆樹脂基体。
【請求項8】
更に、前記樹脂層上にメッキ法により形成された金属膜を備えた請求項6又は7に記載の表面被覆樹脂基体。
【請求項1】
単一又は複数のモノマーガスを不活性ガスと所定濃度で混合し、所定濃度の単一又は複数のモノマー含有の1つの混合ガスを生成するための混合ガス生成部と、前記混合ガスをプラズマ流に変換するための常圧コロナ放電部と、樹脂基体を保持するための保持具と、前記プラズマ流を樹脂基体の表面に照射し、前記樹脂基体の表面の樹脂と前記モノマーとをグラフト重合させて樹脂層を形成さすためのプラズマ流照射部とを備えることを特徴とする表面被覆樹脂基体の製造装置。
【請求項2】
前記プラズマ流照射部は、前記樹脂基体の所望の位置にプラズマ流を照射しうるように自在に移動可能である請求項1に記載の表面被覆樹脂基体の製造装置。
【請求項3】
前記保持具が樹脂基体の載置具であり、前記載置具が、前記樹脂基体の搬送機能を有する請求項1又は2に記載の表面被覆樹脂基体の製造装置。
【請求項4】
単一又は複数のモノマーガスを不活性ガスと所定濃度で混合し、所定濃度の単一又は複数のモノマー含有の1つの混合ガスを生成し、前記混合ガスを常圧コロナ放電によりプラズマ流に変換し、前記プラズマ流を樹脂基体の表面に照射し、前記樹脂基体の表面の樹脂と前記モノマーとをグラフト重合させて樹脂層を形成さすことを特徴とする表面被覆樹脂基体の製造方法。
【請求項5】
前記コロナ放電が、1kHz〜100kHzの印加電圧の周波数、1kV〜20kVの放電電圧、10Hz〜200Hzのパルス変調周波数、10%〜90%のパルスデューテイである電圧をコロナ放電用電極に印加することによって発生することを特徴とする請求項4に記載の表面被覆樹脂基体の製造方法。
【請求項6】
請求項4又は5に記載の製造方法により得られ、樹脂基体と、前記樹脂基体の表面とグラフト重合した樹脂層とを有することを特徴とする表面被覆樹脂基体。
【請求項7】
前記樹脂基体が、フッ素樹脂基体である請求項6に記載の表面被覆樹脂基体。
【請求項8】
更に、前記樹脂層上にメッキ法により形成された金属膜を備えた請求項6又は7に記載の表面被覆樹脂基体。
【図1】

【図2】

【図3】
【図4】

【図5】
【図6】

【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2009−167323(P2009−167323A)
【公開日】平成21年7月30日(2009.7.30)
【国際特許分類】
【出願番号】特願2008−8300(P2008−8300)
【出願日】平成20年1月17日(2008.1.17)
【出願人】(505127721)公立大学法人大阪府立大学 (688)
【出願人】(000205627)大阪府 (238)
【出願人】(591288056)パール工業株式会社 (6)
【Fターム(参考)】
【公開日】平成21年7月30日(2009.7.30)
【国際特許分類】
【出願日】平成20年1月17日(2008.1.17)
【出願人】(505127721)公立大学法人大阪府立大学 (688)
【出願人】(000205627)大阪府 (238)
【出願人】(591288056)パール工業株式会社 (6)
【Fターム(参考)】
[ Back to top ]