
鋼管杭の継手構造および継手付き鋼管杭
【課題】 上下の鋼管杭の接続を、簡単な現場作業で行え、かつ継手部分の加工が、鋼材の加工メーカー等で簡易に行えて、精度、信頼性の高い接続が行える鋼管杭の継手構造、および継手付き鋼管杭を提供する。
【解決手段】 互いに接続する2本の同径の鋼管杭1(1A ,1B )における一方の鋼管杭1A の端部に、拡径された鞘管部1aを有し、他方の鋼管杭1B の端部1bを前記鞘管部1aに嵌合させてなる。鞘管部1aは、前記一方の鋼管杭1A の素材となる丸形の鋼管の端部を、高周波誘導加熱により加熱しながら軸方向の圧縮力を加えることで拡径させたものである。
【解決手段】 互いに接続する2本の同径の鋼管杭1(1A ,1B )における一方の鋼管杭1A の端部に、拡径された鞘管部1aを有し、他方の鋼管杭1B の端部1bを前記鞘管部1aに嵌合させてなる。鞘管部1aは、前記一方の鋼管杭1A の素材となる丸形の鋼管の端部を、高周波誘導加熱により加熱しながら軸方向の圧縮力を加えることで拡径させたものである。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、ビルや家屋等の構造物を支持する杭基礎となる鋼管杭における継手構造、およびその継手付き鋼管杭に関する。
【背景技術】
【0002】
鋼管杭を地盤に深く圧入させる場合、1本の鋼管杭では長さが不足するため、地盤への圧入を行いながら、複数本を順次接続する。鋼管杭の相互の接続は、一般的には溶接で行われるが、現場溶接では手間がかかるうえ、特殊技能者である溶接技術者が必要となる。そのため、溶接によらずに、機械的に簡便に接続する継手構造が提案されている。
例えば、鋼管杭の端部にねじ部材を工場溶接しておき、現場でねじ込みを行うネジ継手構造(特許文献1等)が提案されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2003−105751号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
従来のネジ継手構造は、現場溶接を行うものに比べると現場施工が簡易化されるが、ねじ込み作業が必要であり、長尺の鋼管杭を回転させる必要があるため、施工性の向上が十分ではない。また、ねじ部材の工場溶接等による組立が必要であり、組立時の心出し等の精度確保や信頼性が、今一つ十分ではない。
なお、従来、異径の鋼管杭の接続のために、大径の素材鋼管を加熱してテーパ状に絞る技術が提案されているが、単に径の差を無くす技術であり、同径の鋼管杭の接続作業性を向上させるものではない。
【0005】
この発明の目的は、上下の鋼管杭の接続を、簡単な現場作業で行え、かつ継手部分の加工が、鋼材の加工メーカー等で簡易に行えて、精度、信頼性の高い接続が行える鋼管杭の継手構造、および継手付き鋼管杭を提供することである。
【課題を解決するための手段】
【0006】
この発明の鋼管杭の継手構造は、互いに接続する2本の同径の鋼管杭における一方の鋼管杭の端部に、拡径された鞘管部を有し、他方の鋼管杭の端部を前記鞘管部に嵌合させてなり、前記鞘管部は、前記他方の鋼管杭の素材となる鋼管の端部を、高周波誘導加熱により加熱しながら軸方向の圧縮力を加えることで拡径させたものである。
この構成によると、一方の鋼管杭の端部に、拡径された鞘管部を有し、他方の鋼管杭の端部を前記鞘管部に嵌合させるため、杭打ち現場では、差し込み作業だけで接続でき、作業性が飛躍的に向上する。鞘管部は、素材となる鋼管の端部を、高周波誘導加熱により加熱しながら軸方向の圧縮力を加えることで拡径させたものであるため、鋼材の加工メーカー等で簡易に形成できて、別部材を組み付けるものに比べ、精度、信頼性の高いものとできる。
鞘管部を用いる継手構造は、流体配管では一般的であるが、杭に用いられるものと同等の径の流体配管は、鋳造品とされており、鋼管の端部に鞘管部を形成する方法は、従来は知られていない。これにつき、鋼管の場合、外径および内径の成形用の金型を用い、高周波誘導加熱により部分的に加熱しながら、軸方向の圧縮力を加え、長さ方向の一部ずつ熱間成形することで、容易に成形することができることが分かった。これより、鋼管杭の継手構造に鞘管部を用いることが実現できる。
【0007】
前記一方の鋼管杭の前記鞘管部における基端の内部には、他方の鋼管杭の端面が当接する段差面を設けることが好ましい。この段差面を設けて他方の鋼管杭の端面を当接させることで、圧縮方向の軸力の伝達が良好に行える。また、施工完了後に、上部構造体の荷重等によって上下の鋼管杭の互いの当接箇所が軸方向に次第にずれることが回避され、継手部に起因する杭頭部の沈下が防止される。
【0008】
この発明の継手付き鋼管杭は、鋼管杭の一端部を、他端部が嵌合可能な内径に拡径した鞘管部とし、この鞘管部は、鋼管杭の素材となる鋼管の端部を、高周波誘導加熱により加熱しながら軸方向の圧縮力を加えることで拡径させたものである。
この構成の継手付き鋼管杭によると、この発明の鋼管杭の継手構造につき前述したと同様に、杭打ち現場では、差し込むだけで接続でき、作業性が飛躍的に向上する。鞘管部は、素材となる鋼管の端部を、高周波誘導加熱により加熱しながら軸方向の圧縮力を加えることで拡径させたものであるため、鋼材の加工メーカー等で簡易に形成できて、別部材を組み付けるものに比べ、精度、信頼性の高いものとできる。鋼管の端部に鞘管部を形成する方法は、従来は知られていないが、外径および内径の成形用の金型を用い、高周波誘導加熱により部分的に加熱しながら、軸方向の圧縮力を加え、長さ方向の一部ずつ熱間成形することで、容易に成形することができる。
【0009】
この継手付き鋼管杭においても、前記鞘管部における基端の内部に、他端部の端面が当接可能な形状の段差面を設けることが好ましい。これにより、圧縮方向の軸力の伝達が良好に行える。また、施工完了後に、上部構造体の荷重等によって上下の鋼管杭の互いの当接箇所が次第にずれることが回避され、継手部に起因する杭頭部の沈下が防止される。
【発明の効果】
【0010】
この発明の鋼管杭の継手構造は、互いに接続する2本の同径の鋼管杭における一方の鋼管杭の端部に、拡径された鞘管部を有し、他方の鋼管杭の端部を前記鞘管部に嵌合させてなり、前記鞘管部は、前記他方の鋼管杭の素材となる鋼管の端部を、高周波誘導加熱により加熱しながら軸方向の圧縮力を加えることで拡径させたものであるため、上下の鋼管杭の接続を、簡単な現場作業で行え、かつ継手部分の加工が、鋼材の加工メーカー等で簡易に行えて、精度、信頼性の高い接続が行える。
この発明の継手付き鋼管杭は、鋼管杭の一端部を、他端部が嵌合可能な内径に拡径した鞘管部とし、この鞘管部は、鋼管杭の素材となる鋼管の端部を、高周波誘導加熱により加熱しながら軸方向の圧縮力を加えることで拡径させたものであるため、上下の鋼管杭の接続を、簡単な現場作業で行え、かつ継手部分の加工が、鋼材の加工メーカー等で簡易に行えて、精度、信頼性の高い接続が行える。
【図面の簡単な説明】
【0011】
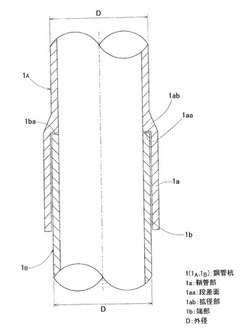
【図1】この発明の第1の実施形態に係る鋼管杭の継手構造の断面図である。
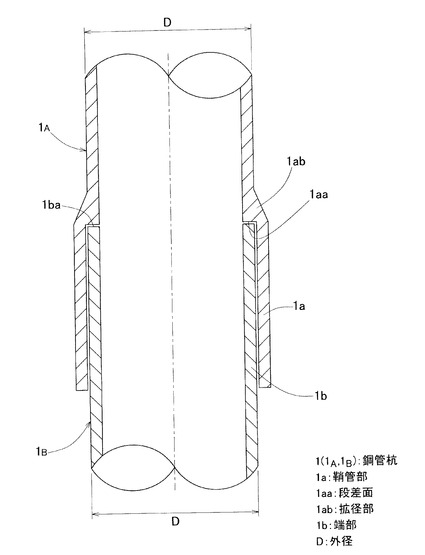
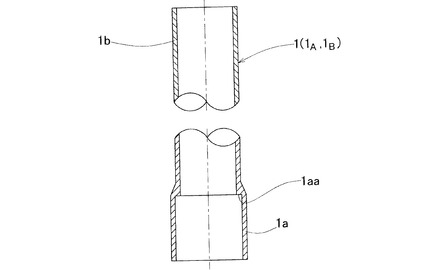
【図2】その継手付き鋼管杭の中間省略断面図である。
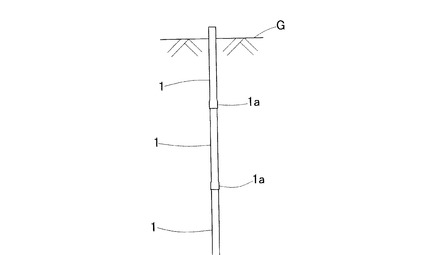
【図3】同鋼管杭の接続状態を示す説明図である。
【図4】同鋼管杭の鞘管部の加工過程を示す説明図である。
【図5】(A),(B)は、それぞれ他の実施形態にかかる鋼管杭の継手構造の部分断面図である。
【発明を実施するための形態】
【0012】
この発明の第1の実施形態を図1〜図4と共に説明する。この鋼管杭の継手構造は、互いに接続する2本の同径の鋼管杭1(1A ,1B )における一方の鋼管杭1A の端部に、拡径された鞘管部1aを有し、他方の鋼管杭1B の端部1bを前記鞘管部1aに嵌合させてなる。鞘管部1aは、前記一方の鋼管杭1A の素材となる丸形の鋼管の端部を、高周波誘導加熱により加熱しながら軸方向の圧縮力を加えることで拡径させたものである。
【0013】
鞘管部1aは、鋼管杭1A の外径Dに対して、嵌合作業用の隙間を加えた内径の円筒状とされ、基端の内部には、他方の鋼管杭鋼管杭1B の端面1baが当接する段差面1aaが、軸方向に向いて形成されている。鋼管杭1A の外周面は、鞘管部1aの基端付近、つまり段差面1aaの付近が、テーパ状に次第に拡径する拡径部1abに形成されている。
【0014】
図1は、2本の鋼管杭1A ,1B の継手部を示したが、2本の鋼管杭1A ,1B は互いに同じ形状のものであり、継手部における上側の鋼管杭1を一方の鋼管杭1A と称し、下側の鋼管杭1を他方の鋼管杭1B と称した。
各鋼管杭1は、図2のように、丸形の鋼管の一端部を、他端部1bが嵌合可能な内径に拡径した鞘管部1aとしたものである。鞘管部1aは、前述の構成のものである。
【0015】
このような鋼管杭1を、図3のように地盤Gに打設しながら、必要な杭長さに応じて、任意本数接続する。
【0016】
図4は、鋼管杭1の製造方法の一例を示す。素材となる丸形の鋼管1Aを、送り装置11によって、ガイド14上を金型12に向けて長さ方向に送る。この送りを行いながら、金型12の手前に設置された高周波誘導加熱装置のコイル13で加熱し、加熱された部分を金型12により拡径させる。送り装置11は、例えば油圧シリンダや、モータ駆動式のものとされる。金型12は、鞘管部1aの内径に合わせて外径が形成されたコア部12aと、鞘管部1aの外径に合わせて内径が形成された円筒面状の成形面12bと、鋼管端部当接面12cとを有する。送り装置11と金型12の素材鋼管1Aが接する部分との間で、送り装置11の加圧によって素材鋼管1Aに圧縮力が作用し、素材鋼管1Aの加熱された部分が拡径する。鋼管端部当接面12cに当たるまで送られると、素材鋼管11Aの先端部が、鞘管部1aの形状に形成される。
【0017】
なお、同図の金型12では、鞘管部1aの内面における段差面1aa(図1)は成形できないため、後に別の金型(図示せず)で成形する。この形成は、前記加熱とは別に素材鋼管1Aを再度高周波誘導加熱して形成しても、また素材鋼管1Aが冷えるまでに、引きつづいて成形しても良い。また、金型12の形状の工夫により、鞘管部1aの拡径と前記段差面1aaの成形とを同時に行うようにしても良い。
【0018】
この構成の継手構造および鋼管杭1によると、一方の鋼管杭1A の端部に、拡径された鞘管部1aを有し、他方の鋼管杭1B の端部1bを前記鞘管部1aに嵌合させるため、杭打ち現場では、差し込み作業だけで接続でき、作業性が飛躍的に向上する。鞘管部1aは、素材となる鋼管1Aの端部を、高周波誘導加熱により加熱しながら軸方向の圧縮力を加えることで拡径させたものであるため、鋼材の加工メーカー等で簡易に形成できる。そのだめ、別部材を組み付けるものに比べ、精度、信頼性の高いものとできる。
鞘管部1aを用いる継手構造は、流体配管では一般的であるが、杭に用いられるものと同等の径の流体配管は、鋳造品とされており、鋼管の端部に鞘管部を形成する方法は、従来は知られていない。これにつき、鋼管の場合、外径および内径の成形用の金型(例えば図4の金型12)を用い、高周波誘導加熱により部分的に加熱しながら、軸方向の圧縮力を加え、長さ方向の一部ずつ熱間成形することで、容易に成形することができることを確認できた。これにより、鋼管杭1の継手構造に鞘管部1aを用いることを達成できた。
【0019】
鞘管部1aにおける基端の内部には段差面1aaを設けたため、この段差面1aaに他方の鋼管杭1B の端面1baを当接させることで、施工完了後や、杭打ち過程で、圧縮方向の軸力の伝達が良好に行える。また、施工完了後に、上部構造体の荷重等によって上下の鋼管杭1,1の互いの当接箇所が軸方向に次第にずれることが回避され、継手部に起因する杭頭部の沈下が防止される。
【0020】
なお、鞘管部1aは、上記形状に限らず、例えば、図5(A)に示すように、リング状の別部材3を介在させて、段差面1aaに他方の鋼管杭1B の端面1baを当接させるようにしても良い。また、同図(B)に示すように、鞘管部1aの基端の内面をテーパ面部1abとし、このテーパ面部1abの途中部分に他方の鋼管杭1B の端面1baが当接するようにしても良い。
また、上記各実施形態は、いずれも鞘管部1aを下向きに用いたが、鞘管部1aを鋼管杭1の上端で上向きに用いても良い。
【符号の説明】
【0021】
1(1A ,1B )…鋼管杭
1a…鞘管部
1aa…段差面
1ab…拡径部
1b…端部
D…外径
【技術分野】
【0001】
この発明は、ビルや家屋等の構造物を支持する杭基礎となる鋼管杭における継手構造、およびその継手付き鋼管杭に関する。
【背景技術】
【0002】
鋼管杭を地盤に深く圧入させる場合、1本の鋼管杭では長さが不足するため、地盤への圧入を行いながら、複数本を順次接続する。鋼管杭の相互の接続は、一般的には溶接で行われるが、現場溶接では手間がかかるうえ、特殊技能者である溶接技術者が必要となる。そのため、溶接によらずに、機械的に簡便に接続する継手構造が提案されている。
例えば、鋼管杭の端部にねじ部材を工場溶接しておき、現場でねじ込みを行うネジ継手構造(特許文献1等)が提案されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2003−105751号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
従来のネジ継手構造は、現場溶接を行うものに比べると現場施工が簡易化されるが、ねじ込み作業が必要であり、長尺の鋼管杭を回転させる必要があるため、施工性の向上が十分ではない。また、ねじ部材の工場溶接等による組立が必要であり、組立時の心出し等の精度確保や信頼性が、今一つ十分ではない。
なお、従来、異径の鋼管杭の接続のために、大径の素材鋼管を加熱してテーパ状に絞る技術が提案されているが、単に径の差を無くす技術であり、同径の鋼管杭の接続作業性を向上させるものではない。
【0005】
この発明の目的は、上下の鋼管杭の接続を、簡単な現場作業で行え、かつ継手部分の加工が、鋼材の加工メーカー等で簡易に行えて、精度、信頼性の高い接続が行える鋼管杭の継手構造、および継手付き鋼管杭を提供することである。
【課題を解決するための手段】
【0006】
この発明の鋼管杭の継手構造は、互いに接続する2本の同径の鋼管杭における一方の鋼管杭の端部に、拡径された鞘管部を有し、他方の鋼管杭の端部を前記鞘管部に嵌合させてなり、前記鞘管部は、前記他方の鋼管杭の素材となる鋼管の端部を、高周波誘導加熱により加熱しながら軸方向の圧縮力を加えることで拡径させたものである。
この構成によると、一方の鋼管杭の端部に、拡径された鞘管部を有し、他方の鋼管杭の端部を前記鞘管部に嵌合させるため、杭打ち現場では、差し込み作業だけで接続でき、作業性が飛躍的に向上する。鞘管部は、素材となる鋼管の端部を、高周波誘導加熱により加熱しながら軸方向の圧縮力を加えることで拡径させたものであるため、鋼材の加工メーカー等で簡易に形成できて、別部材を組み付けるものに比べ、精度、信頼性の高いものとできる。
鞘管部を用いる継手構造は、流体配管では一般的であるが、杭に用いられるものと同等の径の流体配管は、鋳造品とされており、鋼管の端部に鞘管部を形成する方法は、従来は知られていない。これにつき、鋼管の場合、外径および内径の成形用の金型を用い、高周波誘導加熱により部分的に加熱しながら、軸方向の圧縮力を加え、長さ方向の一部ずつ熱間成形することで、容易に成形することができることが分かった。これより、鋼管杭の継手構造に鞘管部を用いることが実現できる。
【0007】
前記一方の鋼管杭の前記鞘管部における基端の内部には、他方の鋼管杭の端面が当接する段差面を設けることが好ましい。この段差面を設けて他方の鋼管杭の端面を当接させることで、圧縮方向の軸力の伝達が良好に行える。また、施工完了後に、上部構造体の荷重等によって上下の鋼管杭の互いの当接箇所が軸方向に次第にずれることが回避され、継手部に起因する杭頭部の沈下が防止される。
【0008】
この発明の継手付き鋼管杭は、鋼管杭の一端部を、他端部が嵌合可能な内径に拡径した鞘管部とし、この鞘管部は、鋼管杭の素材となる鋼管の端部を、高周波誘導加熱により加熱しながら軸方向の圧縮力を加えることで拡径させたものである。
この構成の継手付き鋼管杭によると、この発明の鋼管杭の継手構造につき前述したと同様に、杭打ち現場では、差し込むだけで接続でき、作業性が飛躍的に向上する。鞘管部は、素材となる鋼管の端部を、高周波誘導加熱により加熱しながら軸方向の圧縮力を加えることで拡径させたものであるため、鋼材の加工メーカー等で簡易に形成できて、別部材を組み付けるものに比べ、精度、信頼性の高いものとできる。鋼管の端部に鞘管部を形成する方法は、従来は知られていないが、外径および内径の成形用の金型を用い、高周波誘導加熱により部分的に加熱しながら、軸方向の圧縮力を加え、長さ方向の一部ずつ熱間成形することで、容易に成形することができる。
【0009】
この継手付き鋼管杭においても、前記鞘管部における基端の内部に、他端部の端面が当接可能な形状の段差面を設けることが好ましい。これにより、圧縮方向の軸力の伝達が良好に行える。また、施工完了後に、上部構造体の荷重等によって上下の鋼管杭の互いの当接箇所が次第にずれることが回避され、継手部に起因する杭頭部の沈下が防止される。
【発明の効果】
【0010】
この発明の鋼管杭の継手構造は、互いに接続する2本の同径の鋼管杭における一方の鋼管杭の端部に、拡径された鞘管部を有し、他方の鋼管杭の端部を前記鞘管部に嵌合させてなり、前記鞘管部は、前記他方の鋼管杭の素材となる鋼管の端部を、高周波誘導加熱により加熱しながら軸方向の圧縮力を加えることで拡径させたものであるため、上下の鋼管杭の接続を、簡単な現場作業で行え、かつ継手部分の加工が、鋼材の加工メーカー等で簡易に行えて、精度、信頼性の高い接続が行える。
この発明の継手付き鋼管杭は、鋼管杭の一端部を、他端部が嵌合可能な内径に拡径した鞘管部とし、この鞘管部は、鋼管杭の素材となる鋼管の端部を、高周波誘導加熱により加熱しながら軸方向の圧縮力を加えることで拡径させたものであるため、上下の鋼管杭の接続を、簡単な現場作業で行え、かつ継手部分の加工が、鋼材の加工メーカー等で簡易に行えて、精度、信頼性の高い接続が行える。
【図面の簡単な説明】
【0011】
【図1】この発明の第1の実施形態に係る鋼管杭の継手構造の断面図である。
【図2】その継手付き鋼管杭の中間省略断面図である。
【図3】同鋼管杭の接続状態を示す説明図である。
【図4】同鋼管杭の鞘管部の加工過程を示す説明図である。
【図5】(A),(B)は、それぞれ他の実施形態にかかる鋼管杭の継手構造の部分断面図である。
【発明を実施するための形態】
【0012】
この発明の第1の実施形態を図1〜図4と共に説明する。この鋼管杭の継手構造は、互いに接続する2本の同径の鋼管杭1(1A ,1B )における一方の鋼管杭1A の端部に、拡径された鞘管部1aを有し、他方の鋼管杭1B の端部1bを前記鞘管部1aに嵌合させてなる。鞘管部1aは、前記一方の鋼管杭1A の素材となる丸形の鋼管の端部を、高周波誘導加熱により加熱しながら軸方向の圧縮力を加えることで拡径させたものである。
【0013】
鞘管部1aは、鋼管杭1A の外径Dに対して、嵌合作業用の隙間を加えた内径の円筒状とされ、基端の内部には、他方の鋼管杭鋼管杭1B の端面1baが当接する段差面1aaが、軸方向に向いて形成されている。鋼管杭1A の外周面は、鞘管部1aの基端付近、つまり段差面1aaの付近が、テーパ状に次第に拡径する拡径部1abに形成されている。
【0014】
図1は、2本の鋼管杭1A ,1B の継手部を示したが、2本の鋼管杭1A ,1B は互いに同じ形状のものであり、継手部における上側の鋼管杭1を一方の鋼管杭1A と称し、下側の鋼管杭1を他方の鋼管杭1B と称した。
各鋼管杭1は、図2のように、丸形の鋼管の一端部を、他端部1bが嵌合可能な内径に拡径した鞘管部1aとしたものである。鞘管部1aは、前述の構成のものである。
【0015】
このような鋼管杭1を、図3のように地盤Gに打設しながら、必要な杭長さに応じて、任意本数接続する。
【0016】
図4は、鋼管杭1の製造方法の一例を示す。素材となる丸形の鋼管1Aを、送り装置11によって、ガイド14上を金型12に向けて長さ方向に送る。この送りを行いながら、金型12の手前に設置された高周波誘導加熱装置のコイル13で加熱し、加熱された部分を金型12により拡径させる。送り装置11は、例えば油圧シリンダや、モータ駆動式のものとされる。金型12は、鞘管部1aの内径に合わせて外径が形成されたコア部12aと、鞘管部1aの外径に合わせて内径が形成された円筒面状の成形面12bと、鋼管端部当接面12cとを有する。送り装置11と金型12の素材鋼管1Aが接する部分との間で、送り装置11の加圧によって素材鋼管1Aに圧縮力が作用し、素材鋼管1Aの加熱された部分が拡径する。鋼管端部当接面12cに当たるまで送られると、素材鋼管11Aの先端部が、鞘管部1aの形状に形成される。
【0017】
なお、同図の金型12では、鞘管部1aの内面における段差面1aa(図1)は成形できないため、後に別の金型(図示せず)で成形する。この形成は、前記加熱とは別に素材鋼管1Aを再度高周波誘導加熱して形成しても、また素材鋼管1Aが冷えるまでに、引きつづいて成形しても良い。また、金型12の形状の工夫により、鞘管部1aの拡径と前記段差面1aaの成形とを同時に行うようにしても良い。
【0018】
この構成の継手構造および鋼管杭1によると、一方の鋼管杭1A の端部に、拡径された鞘管部1aを有し、他方の鋼管杭1B の端部1bを前記鞘管部1aに嵌合させるため、杭打ち現場では、差し込み作業だけで接続でき、作業性が飛躍的に向上する。鞘管部1aは、素材となる鋼管1Aの端部を、高周波誘導加熱により加熱しながら軸方向の圧縮力を加えることで拡径させたものであるため、鋼材の加工メーカー等で簡易に形成できる。そのだめ、別部材を組み付けるものに比べ、精度、信頼性の高いものとできる。
鞘管部1aを用いる継手構造は、流体配管では一般的であるが、杭に用いられるものと同等の径の流体配管は、鋳造品とされており、鋼管の端部に鞘管部を形成する方法は、従来は知られていない。これにつき、鋼管の場合、外径および内径の成形用の金型(例えば図4の金型12)を用い、高周波誘導加熱により部分的に加熱しながら、軸方向の圧縮力を加え、長さ方向の一部ずつ熱間成形することで、容易に成形することができることを確認できた。これにより、鋼管杭1の継手構造に鞘管部1aを用いることを達成できた。
【0019】
鞘管部1aにおける基端の内部には段差面1aaを設けたため、この段差面1aaに他方の鋼管杭1B の端面1baを当接させることで、施工完了後や、杭打ち過程で、圧縮方向の軸力の伝達が良好に行える。また、施工完了後に、上部構造体の荷重等によって上下の鋼管杭1,1の互いの当接箇所が軸方向に次第にずれることが回避され、継手部に起因する杭頭部の沈下が防止される。
【0020】
なお、鞘管部1aは、上記形状に限らず、例えば、図5(A)に示すように、リング状の別部材3を介在させて、段差面1aaに他方の鋼管杭1B の端面1baを当接させるようにしても良い。また、同図(B)に示すように、鞘管部1aの基端の内面をテーパ面部1abとし、このテーパ面部1abの途中部分に他方の鋼管杭1B の端面1baが当接するようにしても良い。
また、上記各実施形態は、いずれも鞘管部1aを下向きに用いたが、鞘管部1aを鋼管杭1の上端で上向きに用いても良い。
【符号の説明】
【0021】
1(1A ,1B )…鋼管杭
1a…鞘管部
1aa…段差面
1ab…拡径部
1b…端部
D…外径
【特許請求の範囲】
【請求項1】
互いに接続する2本の同径の鋼管杭における一方の鋼管杭の端部に、拡径された鞘管部を有し、他方の鋼管杭の端部を前記鞘管部に嵌合させてなり、前記鞘管部は、前記一方の鋼管杭の素材となる鋼管の端部を、高周波誘導加熱により加熱しながら軸方向の圧縮力を加えることで拡径させたものである鋼管杭の継手構造。
【請求項2】
請求項1において、前記一方の鋼管杭の前記鞘管部における基端の内部に、他方の鋼管杭の端面が当接する段差面に有する鋼管杭の継手構造。
【請求項3】
鋼管杭の一端部を、他端部が嵌合可能な内径に拡径した鞘管部とし、この鞘管部は、鋼管杭の素材となる鋼管の端部を、高周波誘導加熱により加熱しながら軸方向の圧縮力を加えることで拡径させたものである継手付き鋼管杭。
【請求項4】
請求項3において、前記鞘管部における基端の内部に、他端部の端面が当接可能な形状の段差面を設けた継手付き鋼管杭。
【請求項1】
互いに接続する2本の同径の鋼管杭における一方の鋼管杭の端部に、拡径された鞘管部を有し、他方の鋼管杭の端部を前記鞘管部に嵌合させてなり、前記鞘管部は、前記一方の鋼管杭の素材となる鋼管の端部を、高周波誘導加熱により加熱しながら軸方向の圧縮力を加えることで拡径させたものである鋼管杭の継手構造。
【請求項2】
請求項1において、前記一方の鋼管杭の前記鞘管部における基端の内部に、他方の鋼管杭の端面が当接する段差面に有する鋼管杭の継手構造。
【請求項3】
鋼管杭の一端部を、他端部が嵌合可能な内径に拡径した鞘管部とし、この鞘管部は、鋼管杭の素材となる鋼管の端部を、高周波誘導加熱により加熱しながら軸方向の圧縮力を加えることで拡径させたものである継手付き鋼管杭。
【請求項4】
請求項3において、前記鞘管部における基端の内部に、他端部の端面が当接可能な形状の段差面を設けた継手付き鋼管杭。
【図1】


【図2】
【図3】
【図4】

【図5】

【図2】
【図3】
【図4】
【図5】
【公開番号】特開2012−117233(P2012−117233A)
【公開日】平成24年6月21日(2012.6.21)
【国際特許分類】
【出願番号】特願2010−265997(P2010−265997)
【出願日】平成22年11月30日(2010.11.30)
【出願人】(596180869)株式会社山水 (9)
【Fターム(参考)】
【公開日】平成24年6月21日(2012.6.21)
【国際特許分類】
【出願日】平成22年11月30日(2010.11.30)
【出願人】(596180869)株式会社山水 (9)
【Fターム(参考)】
[ Back to top ]