
国際特許分類[B21D41/02]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | 管端の径を変化させるための方法の応用 (199) | 拡大させるもの (85)
国際特許分類[B21D41/02]に分類される特許
1 - 10 / 85
管端成形方法
【課題】成形が容易であると共に、工程も簡単な管端成形方法を得る。
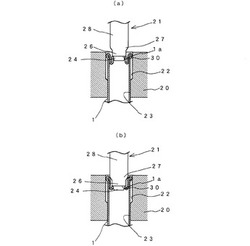
【解決手段】縮管工程では、素管1の管端側を管端に向かって縮径するテーパ部1bとテーパ部1bから管端に至る小径管部1aとに縮管する。密着拡管工程では、素管1を抱き型20の素管孔23に装着すると共に、素管孔23に連接する素管1の外径より大きな内径の抱き型20の拡管孔22内にテーパ部1bの少なくとも一部を収納し、小径管部1aの管端をパンチ21により軸方向に押圧してテーパ部1bから小径管部1aを素管1の内側に折り返し、小径管部1aを折り返した後、更に、パンチ21を軸方向に移動して、パンチ21の拡管部28を折り返した小径管部1a内に挿入し、抱き型20の拡管孔22内壁に押し付けて密着した二重管状に拡管する。パンチ21の先端に小径管部1aに挿入される位置決め部24を設ける。
(もっと読む)
管状部材の製造方法及びその管状部材

【課題】拡管時の加工力を低減させることが可能であり、それにより突き合せ部を接合する工程を廃止することが可能となる管状部材の製造方法及びその管状部材を提供する。
【解決手段】スロット5(5a〜5e)が千鳥状に配列された被拡管部位4を拡管させるので、拡管時に、被拡管部位4の断端部3に開口した各スロット5bはV字形に開くように変形し、被拡管部位4全体では格子状に変形する。これにより、拡管時の加工力は、格子の交差部を曲げ加工するだけの加工力で済むので、拡管時の加工力を低減することができる。その結果、拡管時の加工力により素材の突き合せ部が開くことがなくなり、予め、素材の突き合せ部を溶接等により接合する必要がない。
(もっと読む)
鋼管のプレス加工方法
【課題】高い潤滑特性を得ることができ、加工油やポリエチレンシートを使用することなく、効率的なプレス作業を実現することができる鋼管のプレス加工方法を提供する。
【課題を解決するための手段】
旋削加工及びサンドブラスト処理が施された金型の表面に、ダイアモンドライクカーボンからなる膜厚3〜10μmのコーティングを施した摩擦係数0.1〜0.3の金型を用いて、溶融亜鉛メッキ鋼管の管端を冷間プレスして拡管または縮管し、好ましくは、前記旋削加工が施された金型の表面粗さは、最大高さRzがダイアモンドライクカーボンの膜厚の0.4〜1.0倍とすることを特徴とする鋼管のプレス加工方法。
(もっと読む)
金属管の拡管装置及び拡管方法
【課題】多段階拡管においてパンチの入れ替え無く連続して圧入でき、且つ、2回目以降の拡管においても素管を確実に固定できる拡管装置を提供する。
【解決手段】管11への圧入先端側を小径端としたテーパ部の大径端側に平行部が連なる形状を有し、半径方向に同心円状の多層構造をなし、多層構造の各層1a,1b,1c,1dが圧入により軸方向に摺動する構成としてなるパンチ1を用い金型13に配置し固定した管にパンチを圧入するにあたり、径の小さい層から順に圧入し、先行層の圧入完了状態を保持したまま後続層の圧入を行うことを特徴とする。
(もっと読む)
成形装置
【課題】パンチからのワークの取払いを確実に行うことが可能な成形装置の提供を目的とする。
【解決手段】本発明の成形装置10は、センターパンチ22が成形孔14に向かって前進する途中で、アウターパンチ33の上端部がパンチホルダ21に押されて、アウターパンチ33の下端部の成形部36がストリッパ30の下端面30Bよりダイ13側に突出した状態になり、センターパンチ22が成形孔14に突入して成形された一端有底筒形のワークWにおける開口端に、成形部36によって拡開部Waが成形される。センターパンチ22が成形孔14から後退するときには、パンチホルダ21がストリッパ30の上端面30Aから離間するように移動して、拡開部Waの先端をストリッパ30の下端面30Bに当接させた状態でワークWからセンターパンチ22が抜かれると共に、コイルスプリング37の弾発力によって拡開部Waからアウターパンチ33の成形部36が抜かれる。
(もっと読む)
拡管装置、配管の製造方法
【課題】簡便且つ確実にパイプを拡管可能な拡管装置を提供する。
【解決手段】本発明に係る拡管装置10は、パイプ1を挟持する一対の挟持片21,22と、パイプ1の先端部2に圧入することで当該先端部2を拡径可能な拡径部31と、挟持片21,22の一方の端面23からのパイプ1の先端部2の突出量を規制する規制部品50と、を備え、規制部品50は、挟持片21,22に対して着脱自在に取付可能とされるとともに、パイプ挿通孔24の開口のうちパイプ1の先端部2が露出する側の開口を塞ぐ閉塞板部51を備え、閉塞板部51は、挟持片21,22の端面23と当接する当接面510と、パイプ1の先端部2が挟持片21,22の端面23から所定量hだけ突き出るように、当接面510から窪んだ形であって、パイプ1の先端部2を受け容れ可能な凹部520と、を備えることを特徴とする。
(もっと読む)
管体の製造方法,その製造装置及びエンジン用排気管
【課題】充分に長い折り返し管部を有する管体を容易に得ることができる管体の製造方法を提供する。
【解決手段】主管部10と,この主管部の先端から内側に折返して主管部の一部の内周面に密着する折り返し管部11とを備え,この折り返し管部11と,これが密着する,主管部10の一部12とで二重管部13が構成される管体2を製造するに当たり,主管部10と同径の管素材30の先端を半径方向内方へカールさせてカール部31を成形する第1工程と,カール部31を管素材30の軸方向内方に押し込んで該管素材30の一部を該管体2の内方へ引き込むことにより,カール部31に連なるカール延長部46を成形する第2工程と,カール延長部46及びカール部31を円筒状に拡径しながら管素材30の内周面に密着させて折り返し管部11を成形する第3工程とを順次実行する。
(もっと読む)
拡張用ダイ及び容器成形方法
【課題】拡張された直径部を有する飲料容器の製造において、インラインプロセスに容易に組み込むことができ、より経済的な方法を提供する。
【解決手段】金属容器を製造するための拡張用ダイ5は、徐々に拡張する部分15及びランド部20を含む作用面10と、作用面10のランド部20に続くアンダーカット部25とを有している。成形された容器を製造するプロセスは、第1の直径を有する容器ストックを準備すること、少なくとも1つの拡張用ダイ5を用いて、容器ストックの少なくとも一部を第2の直径に拡大すること、容器蓋を受け入れることができるように容器ストックの端部を形成することを含んでいる。
(もっと読む)
鋼管杭の継手構造および継手付き鋼管杭
【課題】 上下の鋼管杭の接続を、簡単な現場作業で行え、かつ継手部分の加工が、鋼材の加工メーカー等で簡易に行えて、精度、信頼性の高い接続が行える鋼管杭の継手構造、および継手付き鋼管杭を提供する。
【解決手段】 互いに接続する2本の同径の鋼管杭1(1A ,1B )における一方の鋼管杭1A の端部に、拡径された鞘管部1aを有し、他方の鋼管杭1B の端部1bを前記鞘管部1aに嵌合させてなる。鞘管部1aは、前記一方の鋼管杭1A の素材となる丸形の鋼管の端部を、高周波誘導加熱により加熱しながら軸方向の圧縮力を加えることで拡径させたものである。
(もっと読む)
管端に角形状部を成形するための加工型及び加工方法
【課題】断面円形の管の端部に角形状部を拡張成形するときに、精度の良い角形状部を成形する方法と加工用の型を提供する。
【解決手段】凹部を有する外型7a、7bと、外型7a、7bと協働する内型3a、3bを管端内部に挿入して角形状部を形成する加工型において、内型3aに、角形状部の形成が開始されたときに、角形状部を形成する側の管端部に当接して角形状部が成形される方向に押圧力を加えて材料を供給する部分6aを設けた。
(もっと読む)
1 - 10 / 85
[ Back to top ]