
株式会社神戸製鋼所により出願された特許
4,871 - 4,880 / 5,860
光ファイバ線引方法
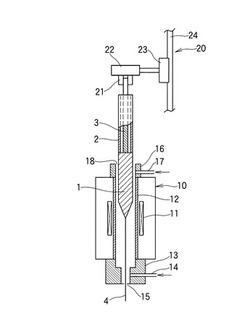
【課題】 ダミー部材が接続された大径の光ファイバ母材を線引きするに際し、炉心管内の不活性ガスの流れの変動を確実になくして、外径寸法変動がほとんどなく品質の良い光ファイバを得ることができる光ファイバ線引方法を得ること。
【解決手段】 ダミー部材2,3が接続された光ファイバ母材1を線引炉10の上部シール部16から該線引炉10の炉心管12内に送り込みながら加熱・溶融して、光ファイバ4を得る光ファイバ線引方法において、光ファイバ母材1の上端部に該母材1と略同一径で円筒状をなす母材同径円筒状ダミー部材2が溶着接続されており、さらに、前記ダミー部材2の内側に母材1と中心軸が一致するように位置され、上端部が母材送り装置20に把持されて懸垂保持され、光ファイバ母材1よりも小径をなす小径棒状ダミー部材3の下端部が、光ファイバ母材1の上端部に接続された状態で、当該光ファイバ母材1の線引きを行うこと。
(もっと読む)
生産計画作成方法及び生産計画作成装置、並びにプログラム

【課題】 資源稼動カレンダーに基づき複数のオーダーのジョブに資源を割り付けて無駄のない生産計画を作成する。
【解決手段】 オーダー情報をオーダー指示テーブル10、製品情報を製品マスタ11、工程情報を工程マスタ12、通常資源及びダミー資源の情報を資源マスタ20、通常資源及びダミー資源の稼働時間の情報を資源稼動カレンダー21、実績情報を実績情報テーブル22に登録して、計画日時を初期化する(S1、S2)。オーダー指示テーブル10からオーダーを求め、製品マスタ11、工程マスタ12及び資源マスタ20から実施すべきジョブに展開し、未割付ジョブリスト13に登録する(S3)。あるオーダーのジョブに割付可能=主資源の稼働時間内かつ副資源の稼動時間内かつダミー資源の稼動時間内というロジックに基づきジョブへの通常資源及びダミー資源の割付の処理を行う(S4〜S9)。
(もっと読む)
トーションビーム式サスペンション及びその製造方法
【課題】製造が容易なトーションビームを得る。
【解決手段】トーションビーム4は、加熱硬化用熱延鋼板からトーションビーム4に応じたブランク21を形成し、ブランク21の両端を端末成形した後、ブランク21をプレス成形によりパイプ状に成形すると共に、ブランク21の突き合わせ箇所を溶接してパイプ23に形成する。その後、プレス成形によりパイプ32の軸方向の中間をパイプ23の径方向内側に潰して凹部12を形成すると共に、溶接によるビード22は凹部12の外側に配置し、プレス成形後に焼鈍した。
(もっと読む)
床‐天井構造
【課題】広い周波数帯域に渡って床衝撃音を大きく低減することができ、かつ部材の追加および複雑な設計が不要な床‐天井構造を提供することである。
【解決手段】上階の床板と下階の天井板との間の床‐天井構造は、互いに略平行に並ぶ状態で特定方向に配列される複数の床根太と、これらの床根太と略平行に並ぶ状態で当該床根太を前記特定方向から挟む位置に配設される側根太と、前記床根太を前記特定方向と直交する方向から挟む位置に配設され、前記側根太および前記床根太の端部が固定される端根太と、前記天井板を吊り下げるための天井用梁であって前記端根太に跨って前記側根太と略平行に配置される天井用梁とを備えている。前記側根太および前記複数の床根太で構成される根太群のうち少なくとも1つの根太は、前記上階または下階の壁で支持されており、前記天井用梁は、前記壁の近傍にのみ設けられている。
(もっと読む)
金属射出成形機
【課題】 異常昇圧が生じた場合でも成型品の不良発生を防止することができる金属射出成形機を提供することである。
【解決手段】 本発明に係る金属射出成形機100においては、計量部23により金属溶湯あるいは半凝固スラリーHSが計量され、連通流路25を介してプランジャ部30に導入され、金型60に射出される。スクリュ22は、スクリュ用油圧装置27の働きにより進退動作を行ない、連通流路25の開放および閉塞を行なう。特に異常な射出圧力の際に連通流路25の開放を行い、所定圧力範囲内であれば連通流路25の閉塞を行なう。
(もっと読む)
ダイヤモンドのエッチング方法
【課題】特別な加熱を必要とせず、極めて良好な平坦性及びマスク選択比を保ち、且つマスク形状に忠実な形状及び高いエッチング速度を得ることができる炭素系材料のエッチング方法を提供する。
【解決手段】ダイヤモンド上のエッチングすべき部分以外の領域をSi酸化物からなるマスクにより被覆し、対向電極又は反応容器を基準として陰極に500V以上、好ましくは1000V以上の高周波電位を印加して、O2、Ar、又はO2及びArの混合ガスから生成したプラズマにダイヤモンドを曝してダイヤモンドをエッチングする。
(もっと読む)
射出成形装置
【課題】 ロータリー式ノズルから周囲への溶融材料の流出を防止することができる射出成形装置を提供することである。
【解決手段】 溶融金属が流通経路およびバルブ装置内を介して金型まで流通される。その流通経路にバルブ装置が介挿されており、バルブが回転することにより流通経路を連通および遮蔽させることにより、溶融金属の流れが制御される。また、第1部材363aおよび第2部材363bからなるシール部材によりバルブおよび流通経路の隙間が封止される。 また、シール部材は、隙間から溶融金属の流出方向に対して一対の接触面373,374,375が傾斜するように設けられている。
(もっと読む)
炭材内装塊成化物の製造方法
【課題】粉状鉄含有原料と軟化溶融性を有する粉状炭材との混合物を熱間成型して炭材内装塊成化物を製造する方法において、粉状鉄含有原料および粉状炭材の粒度構成を最適化することにより、さらに高強度の炭材内装塊成化物を製造できる方法を提供する。
【解決手段】粉状鉄含有原料Aの最頻粒径Doに対する粉状炭材Bの最頻粒径Dcの比Dc/Doが0.2〜0.8となるように粒度調整した粉状鉄含有原料Aと粉状炭材Bとを用い、これらを混合して得られた混合物Cを250〜550℃で熱間成型して炭材内装塊成化物Eを得る。ここに、最頻粒径はレーザ散乱・回折式粒度分布計で測定した粒度分布から求めた最も頻度の大きい粒径である。
(もっと読む)
圧延機の制御方法
【課題】ワークロール間隙の指令値とベンダ圧の指令値とが互いに影響を及ぼさず非干渉な関係となるような圧延機の制御を行い、高精度の圧延を可能とすることを目的とする。
【解決手段】前記圧延パス毎に、圧延機2での圧延状態をモデル化した物理モデルを用いて、圧延機2と圧延材3との相互の影響を表す影響係数を算出し、該影響係数を成分とする圧延モデル行列との積を取ることで対角行列となるような非干渉行列Eを算出し、該非干渉行列Eで表現される非干渉ロジックを用いて圧延機2を制御する。
(もっと読む)
樹脂被覆金属板および樹脂組成物
【課題】本発明は、プレス成形性(樹脂層の潤滑性)やアルカリ処理による脱膜性に優れるのみならず、耐ブロッキング性も改善された樹脂被覆金属板を提供することを目的とする。また、本発明では、かかる特性を有する樹脂層を金属板に形成するための樹脂組成物を提供することも目的とする。
【解決手段】本発明の樹脂被覆金属板は、数平均分子量が18,000以上500,000以下のポリエチレングリコールおよび平均分子量が400以下のパラフィンワックスを含有する樹脂層が、金属板の片面または両面に積層されていることを特徴とする。また、本発明の樹脂組成物は、同様の成分と溶媒を含有する。
(もっと読む)
4,871 - 4,880 / 5,860
[ Back to top ]