
日新製鋼株式会社により出願された特許
151 - 160 / 1,178
改質製鋼スラグの製造方法
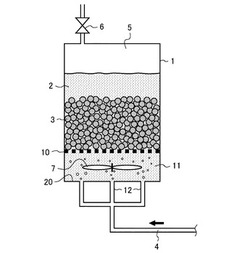
【課題】効率的な手法にて、海水のpH上昇や白濁を抑止できる海洋環境用途に適した「製鋼スラグの改質品」を得る。
【解決手段】上記課題は、外気から遮蔽された閉鎖系内に、80℃以下の水を収容するとともに当該水が水面を形成して接する気相空間を設け、粒状製鋼スラグを閉鎖系内の水中に浸漬して、閉鎖系内の水中にCO2含有ガスを吹き込んでCO2を溶解させるとともに、前記気相空間のCO2分圧を0.05MPa以上に維持した状態とし、この状態下で前記流動を0.5h以上継続することにより、製鋼スラグ粒子表層に炭酸化層を形成させる海水浸漬用の改質製鋼スラグの製造方法によって達成される。
(もっと読む)
鉄鋼スラグ中の有価成分の回収方法

【課題】鉄鋼スラグ中の有価成分を効率的に回収する方法を提供する。
【解決手段】鉄鋼スラグを硫酸浸出した後、生成したCaSO4、SiO2を固液分離する工程と、固液分離後の浸出溶液を乾燥固化し、この固化物を600〜900℃の温度に加熱する工程と、前記固化物を水浸出した後、浸出溶液と、Fe,Al,P,Mn,Mgの化合物を含む残渣とに固液分離して回収する工程とを含むことを特徴とする、鉄鋼スラグ中の有価成分の回収方法である。
また、鉄鋼スラグを硫酸浸出した後、生成したCaSO4、SiO2を固液分離する工程と、固液分離後の浸出溶液を乾燥固化し、前記固化物を熱水浸出した後、浸出溶液と、Fe,Al,P,Mn,Mgの化合物を含む残渣とに固液分離して回収する工程とを特徴とする、鉄鋼スラグ中の有価成分の回収方法である。
(もっと読む)
指紋や汚れが目立ち難い高耐食性鋼板及びその製造方法
【課題】ダル圧延により付着した指紋が目立ち難く、しかも製造性に優れた高耐食性鋼板を提供する。
【解決手段】ステンレス鋼板又は溶融めっき鋼板に、4.0〜9.0μmの算術平均粗さRaを付したダルロールを用いて被圧延鋼板の板厚が減少しないように1パスの軽圧延を施し、凹部を形成するとともに当該凹部以外の未変形のフラット部分を凸部として残存させた凹凸形状であって、前記凹凸の算術平均粗さRaが3.0〜8.5μm、平均間隔Smが150〜600μm、フラット部分(凸部)面積率が25%〜60%である表面形状を作り出す。
(もっと読む)
塗装ステンレス鋼板およびその製造方法
【課題】せん断加工を行ってもエナメルヘアが発生しにくい塗装鋼板およびその製造方法を提供すること。
【解決手段】水溶性レゾール型フェノール樹脂と、アミノ基またはエポキシ基を有するシランカップリング剤とを含有し、かつ金属成分を含有しない、pHが7〜13の水溶液である塗装前処理液をステンレス鋼板110の表面に塗布して、塗装前処理皮膜130を形成する。次いで、塗装前処理皮膜の上に塗料を塗布して、塗膜140を形成する。上記塗装前処理液を用いて塗装前処理を行うことで、基材反応層120の形成を抑制しつつ、基材および塗膜に対する密着性に優れ、かつ皮膜凝集力および柔軟性に優れた塗装前処理皮膜を形成することができる。
(もっと読む)
コンクリート構造物の補強工法
【課題】耐食性に優れためっき鋼板を適用して既設コンクリート構造物の表面を補強する。
【解決手段】コンクリート1の表面に接着剤層3を介して補強鋼板を貼り付けることによりコンクリート構造物を補強する工法において、
補強鋼板2として、少なくとも片面に、耐食性めっき層23(Al系めっき層またはMg含有Znめっき層)、およびそのめっき層上に形成された化成処理皮膜24を有し、かつ表面粗さRaが0.2〜5.0μmに調整された前記化成処理皮膜24の表面(「表面A」という)を有する板厚2.5〜7.0mmの溶融めっき鋼板を採用し、前記接着剤が付着する補強鋼板2の表面を前記表面Aとする。
(もっと読む)
ガスワイピング装置
【課題】鋼帯およびガスワイピングノズルを包囲する箱状体を備えたガスワイピング装置にあって、鋼帯へのスプラッシュ付着を抑制することが可能なガスワイピング装置を提供する。
【解決手段】ガスワイピング装置100は、溶融金属11が貯留されているメッキ浴槽10と、メッキ浴槽10上部に載置された箱状体20とを備えている。箱状体20は、内部に、帯状体30の幅方向に沿って設けられた管状部材25a,25bと、管状部材25a,25bのそれぞれに帯状体30を挟むように対向して設けられたガスワイピングノズル26a,26bと、ガスワイピングノズル26aの両端においてガスワイピングノズル26b方向に向かって延設された延設部材28a,28bと、ガスワイピングノズル26bの両端においてガスワイピングノズル26a方向に向かって延設された延設部材29a、29bとを有する。
(もっと読む)
ガスワイピング装置
【課題】鋼帯およびガスワイピングノズルを包囲する箱状体を備え、鋼帯へのスプラッシュ付着を抑制可能なガスワイピング装置を得る。
【解決手段】ガスワイピング装置100は、溶融金属11が貯留されているメッキ浴槽10と、メッキ浴槽10上部に載置された箱状体20とを備える。箱状体20は内部に、管状部材25a,25bのそれぞれに帯状体30を挟むように対向して設けられたガスワイピングノズル26a,26bを備える。ガスワイピングノズル26aは、鋼帯30にガスを噴射可能な第1噴射部26a1と、ガスワイピングノズル26b方向にガスを噴射可能な第2噴射部26a2および第3噴射部26a3とを有する。ガスワイピングノズル26bは、鋼帯30にガスを噴射可能な第4噴射部26b1と、ガスワイピングノズル26aに方向にガスを噴射可能な第5噴射部26b2および第6噴射部26b3とを有する。
(もっと読む)
塗装鋼板のせん断用パンチ及び塗装鋼板のせん断方法
【課題】本発明は、段付き刃を用いることにより、エナメルヘア及びダレを抑制することを目的とする。
【解決手段】本発明による塗装鋼板のせん断用パンチAは、刃先部(10)が、先端Rを有する第1刃先(10a)と、前記第1刃先(10a)よりも上方へ離間して形成された第2刃先(10b)とからなり、前記第1刃先(10a)は、前記第2刃先(10b)よりもパンチ本体(2a)の幅方向(W)に沿ってオフセット距離(b)を有する構成と方法である。
(もっと読む)
塗装鋼板のせん断加工方法
【課題】従来の塗装鋼板のせん断加工方法は、コーナ部が1つの半径を有する真円状のコーナ面とされているので、コーナ部の半径を塗膜剥離部の拡大まで考慮した値とすることができずに、せん断加工後の塗装鋼板に塗膜剥離部が残ることがあり、この塗膜剥離部に起因してエナメルヘアが発生する可能性がある。
【解決手段】本発明による塗装鋼板のせん断加工方法は、塗装鋼板4のせん断加工を行う際に、パンチ3の径方向3aに沿う長径Xとパンチ3の軸方向3bに沿う短径bとを有する楕円状の円弧面からなるコーナ部31をパンチ刃先30に設けたものをパンチ3として用い、塗膜剥離部47aのパンチ3の外径側に向かう拡大量よりも長径Xを大きくして、塗膜剥離部47aを切屑4a側に含ませる構成である。
(もっと読む)
化成処理Al系めっき鋼板およびその製造方法
【課題】有機樹脂を含む化成処理皮膜を有する化成処理Al系めっき鋼板であって、耐候性、耐水性および皮膜密着性のすべてに優れる化成処理Al系めっき鋼板を提供すること。
【解決手段】Al系合金めっき鋼板の表面に化成処理液を塗布し、乾燥させて、膜厚が0.5〜10μmの化成処理皮膜を形成する。化成処理液は、反応性官能基0.05〜5質量%とF原子7〜20質量%とを含有し、数平均分子量が1000〜8万の範囲内であるフッ素含有樹脂と、前記反応性官能基と反応しうる官能基を有する有機系架橋剤と、4A族金属化合物とを含有する。化成処理液中のフッ素含有樹脂に対する有機系架橋剤の量は、0.8〜9.6質量%の範囲内である。また、化成処理液中のフッ素含有樹脂に対する4A族金属の化合物の量は、金属換算で0.1〜5質量%の範囲内である。
(もっと読む)
151 - 160 / 1,178
[ Back to top ]