
旭サナック株式会社により出願された特許
101 - 110 / 194
粉体塗装装置
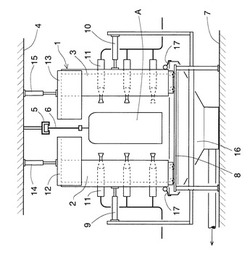
【課題】被塗物の大きさに応じて、塗装ブース1の容積を最適な容積に適応させ、粉体塗料の被塗物への付着効率を向上させ、オーバースプレー粉を低減させること。
【解決手段】塗装ブース1の側面壁2、3又は天井壁12、13を可動壁にすることにより、通過する被塗物Aに応じて、室内の内幅又は天井高を変更し、塗装ブース1の容積を最適な容積に適応させるようにした。
(もっと読む)
鍛造機

【課題】パンチをラムへ装着する際の固定作業を自動で行えるようにし、さらにはラム上におけるパンチの位置調整を容易にかつ熟練を要することなく行えるようにした鍛造機を提供する。
【解決手段】基台と、該基台に装着されたダイス2と、前記基台に対して往復動するラム(ラム本体部3)と、該ラム3に装着されて対向する前記ダイス2と組になって鍛造加工を行うパンチ5と、前記ラム3に搭載されて前記パンチ5の装着位置を調整する位置調整手段8と、該位置調整手段8を制御する制御部9と、を備える鍛造機(圧造機1)において、前記ラム3は前記パンチ5を押圧して前記装着位置に固定する押圧手段(押圧部材6)を有し、前記制御部9は該押圧手段6を操作する操作部(油圧操作機構7)を有する。
(もっと読む)
回転霧化式洗浄ノズル
【課題】
回転霧化式洗浄ノズルの着脱を容易にし、交換時の調芯作業を必要としない回転霧化式洗浄ノズルを提供すること。
【解決手段】
ノズル本体部2は、ノズル本体部2と接合される中間マニホールド3と、中間マニホールド3と接合される取付けマニホールド4とによりノズル取付け部26へ転霧化式洗浄ノズル1を取り付ける。
(もっと読む)
鍛造機
【課題】実際に鍛造加工が行われる箇所で常に一定の条件でラムの動作特性を高精度に検出するとともに、得られた時系列データを保持、伝送することで経時特性変化の判定に供することができ、かつ取り扱いの容易な動作特性確認手段を備えた鍛造機を提供する。
【解決手段】基台と、ダイスホルダと、ダイスと、ラムと、パンチホルダと、パンチと、ラムの動作特性を確認する動作特性確認手段と、を備える鍛造機であって、動作特性確認手段は、ダイスホルダ及びパンチホルダの一方に装着される被検出部材(被検出治具5)と、他方に装着されるとともに、ラムの往復動に伴って変化する被検出部材(5)との関連を時系列的に検出する関連検出部(距離センサ76、78)及び、検出された時系列データを保持するデータ保持部及び、時系列データを表示手段に伝送するデータ伝送部(USB端子87)をもつ関連検出伝送手段(距離検出伝送治具8)と、を有する。
(もっと読む)
塗料供給システム
【課題】調圧室内において洗浄できない箇所を生じにくくして、洗浄性を向上する。
【解決手段】塗料レギュレータの調圧室25は、上面が開口し横断面が円形状とされた凹部21aを有する本体部21に、該凹部21aの上面を覆うように圧力調整用ダイアフラムを設けて形成されている。塗料レギュレータの本体部21にあって凹部21aの中心から外周側にずれた位置に、径方向に対して傾きを有した形態で開口する洗浄用流入口36を設ける。制御装置は、洗浄用流入口36からの洗浄液の供給を制御することにより、調圧室25内の洗浄液に旋回流(矢印S参照)を発生させて洗浄工程を実行する。
(もっと読む)
塗装ガン
【課題】略楕円形パターンの変形を抑え且つ微粒化塗料を確実に収束させることを可能にしつつ、円形パターンと略楕円形パターンの両パターンの塗装を行えるようにする。
【解決手段】塗装ガンは、微粒化塗料を収束させるシェーピングエアを噴出する円形の第1噴出口27と、第1噴出口27にエアを供給する第1エア流路21と、第1エア流路21に設けられた旋回流生成空間25と、第1噴出口27よりも径方向外側に配置されて微粒化塗料を略楕円形に成形するパターンエアを噴出する一対の第2噴出口31と、第2噴出口31にエアを供給する第2エア流路30と、第1エア流路21における旋回流生成空間25よりも下流側の位置と、第2エア流路30とを連通させる連通路33を備えている。
(もっと読む)
塗料供給装置
【課題】焼き付きの発生防止と、撹拌に要するエネルギーの低減を図る。
【解決手段】タンク(塗料供給源)80から塗装ガン81に至る塗料の供給路82に設けた撹拌機構Mは、塗料を流通させる筒状部材10と、筒状部材10内で回転することにより塗料を撹拌する撹拌部材50と、撹拌部材50を、磁力により筒状部材10の内周面と非接触の状態で回転駆動させる駆動手段70とを備えている。撹拌部材50が筒状部材10と非接触で回転するので、撹拌部材50を高速回転させても、焼き付きは起きない。撹拌対象となるのは、タンク80内に貯留されている多量の水性塗料ではなく、撹拌機構Mを通過する少量の水性塗料だけなので、撹拌部材50を回転させるのに要するエネルギーは少ない。
(もっと読む)
流路接続用継手、流路接続用継手を備えた塗装装置
【課題】接続部分相互の干渉が起きないようにし、ホース交換時の作業性を向上させる。
【解決手段】接続される複数の被接続部のうちの2以上を含む第1被接続部314b,314aのそれぞれを互いに接続する第1接続部材310と、第1被接続部314b,314a以外の第2被接続部324b,324aのそれぞれを互いに接続する第2接続部材320とを有し、第1接続部材310は互いに接続される第1被接続部314a,314bの間に介在し、その一方開口部側と他方開口部側とから挿入された各第1被接続部314a,314bを互いに接続させる第1接続流路312を備え、第2接続部材320は、互いに接続される第2被接続部の間に介在し、その一方開口部側と他方開口部側とから挿入された各第2被接続部324a,324bを互いに接続させる。
(もっと読む)
塗装ガン
【課題】回転軸と軸受部との間の焼き付きを防止する。
【解決手段】ガン本体10と、ガン本体10にエアを供給するためのエア流路50とを備え、エア流路50には、軸受用エア供給路34とタービン用エア供給路43とが連通している。エア流路50は1本の共通流路となっており、この共通流路には、エアの流動を許容する開弁状態とエアの流動を遮断する閉弁状態とに切り換わる開閉弁52が設けられている。開閉弁52を閉弁状態に切り換えると、軸受用エアの供給が停止するのであるが、同時にタービン用エアの供給が停止して回転軸22の回転速度が低下するので、回転軸22と軸受部21F,21Rとの間で焼き付きが生じる虞はない。
(もっと読む)
高粘度液体塗布装置
【課題】吐出開始時におけるノズルからの高粘度液体の吐出量を抑え、高品質な塗布作業を行う。
【解決手段】 ホットメルト接着剤Bを、ポンプユニット3からヒーティングホース4を通して圧送し、塗布ガン2の吐出ノズル8から吐出する。ポンプユニット3の還流路14に、ホットメルト接着剤Bの圧送圧力を調整するためのエア作動式の圧力調整バルブ15を設ける。圧力調整バルブ15とエア源6との間にエア供給路24,25を並列に設け、作動エア圧力を高圧側に調整するための第1のエアレギュレータ26、低圧側に調整するための第2のエアレギュレータ29、第1,第2の切替弁28,31及びそれらを制御するシーケンサ7を設ける。シーケンサ7は、塗布ガン2におけるホットメルト接着剤Bの非吐出時に、作動エア圧力を低圧側とし、ホットメルト接着剤Bの吐出開始時に、作動エア圧力を高圧側に切替える。
(もっと読む)
101 - 110 / 194
[ Back to top ]