
株式会社黒木工業所により出願された特許
1 - 10 / 17
長尺鋼管の熱処理方法
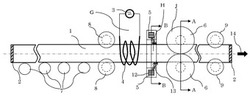
【課題】熱処理により鋼管の内面にスケールが生成することを簡単かつ確実に防止でき、研磨、酸洗等による内面スケール除去工程を省略できる、長尺鋼管の熱処理方法を提供する。
【解決手段】長尺鋼管1の両端部を密閉し、密閉した長尺鋼管1の内部を脱気し、又は脱気後に不活性ガス若しくは還元性ガスを封入し、次いで長尺鋼管1を軸方向移動させながら全周加熱し、その後冷却する。
(もっと読む)
Niを添加したヒートシンク材用Cuと高融点金属複合体とその製造法
【課題】
Cu−高融点金属の複合材料のヒートシンク用材料としての熱特性と機械的性質を原料粉末の複雑な前処理を必要とせず比較的簡単な方法で改善する。
【解決手段】
粉砕した原料粉末を冷間CIPプレスし、グリーン圧縮体を高純度Arガス中で液相焼結し、得られた焼結複合体をHIP処理して得た、Cuが10〜40質量%と高融点、低熱膨張性の硬質金属が90〜60質量%で、Cuの一部を焼結体全量に対し、0.1質量%以下のNiと置換してなり、高融点金属はその粒子間はCuの液相ネットによって連結された、高融点金属粒子の外面にはNiとの金属間化合物層が形成されているヒートシンク用複合焼結体。
(もっと読む)
インジェクションノズル

【課題】 ディーゼルエンジンなどの内燃機関用の燃料は噴射装置の一種である高圧型コモンレールの燃料噴射圧力の高圧化に対応して、インジェクションノズルを長期にわたって高い応答性を維持できるようにする。
【解決手段】 ディーゼルエンジンの高圧型コモンレールのインジェクションノズル1の先端構造を、その先端内孔部に配置されたノズルの噴出孔11を間欠的にカバーするニードル2の先端部22を金属ガラスによって形成した。
(もっと読む)
ピール接合法による軽量構造体の製造法
【課題】
低密度合金と高密度金属との異材接合界面をピール接合法によって接合し、流体軸受のような高回転部材に適した軽量化構造を提供すること。
【解決手段】
選択図は、ピール接合法によって異材継手を製作する過程を示す。同図(a)は、この異材継手を上方から見た図であり、(b)は、(a)のX−X線の矢視図であって、側方断面を示す。9Aはスラスト部素材4Aを保持する治具であって、この治具9A内に保持したスラスト部素材4Aには、あらかじめジャーナル部素材3Aの外径に対応した内径の貫通穴を設ける。そして、ジャーナル部素材3Aの端面に荷重Wを負荷することで、ジャーナル部素材のエッジ3Bでスラスト部4素材の内表面層4Bをピールしながら、新生面を生成させる。さらに、スラスト部素材4Aを拘束することによって荷重Wを側圧として作用するように工夫した治具9Aを用いることで、新生面を保持するものである。
(もっと読む)
ピール接合法による異材接合界面を有する高速回転体の製造法
【課題】 異材接合体、とくに、アルミ合金と鋼との異材接合体からなる回転体の製造法において、健全な接合界面を効率よく形成すること。
【解決手段】 ジャーナル部素材3Aの端面に荷重Wを負荷することで、鋼からなるジャーナル部素材のエッジ3Bでスラスト部素材の内表面層4Cをピールしながら、新生面を生成させる。スラスト部素材4Aを拘束することによって荷重Wが側圧として作用する治具9を用いて新生面を保持する。
(もっと読む)
溶接方法の設計方法、溶接方法及び溶接接合体
【課題】一定の条件を満たす金属ガラス及び結晶金属を選択することにより十分な強度を持つ接合体が得られる溶接方法を提供する。
【解決手段】金属ガラス1と結晶金属2とを接触させた界面又はその界面近傍の前記金属ガラスにエネルギーを加え、前記金属ガラスを加熱して溶融させた溶融層を形成して溶接する溶接方法であって、前記金属ガラスと前記結晶金属とが接合された後の前記溶融層はガラス形成能を有し、前記金属ガラスは、前記金属ガラスの固体を再加熱するときのTTT曲線のノーズ時間が0.2秒以上のガラス形成能を有し、前記金属ガラス及び前記結晶金属は、溶融していない前記結晶金属と溶融した前記金属ガラスとの濡れ率が25%以上となる前記金属ガラスの温度と、前記結晶金属の融点との温度範囲が100K以上である。
(もっと読む)
ヒートシンク材の作製方法
【課題】 熱伝導性が改善された高熱伝導性材料と低熱膨張性硬質材料との複合材料からなるヒートシンク材を低コストで提供すること。
【解決手段】
粉末混合、成形、焼結の粉末冶金プロセスに沿って作製するに際して、複合材料を構成する原料粉末の複数の局所的な組成をXとし、その測定値の平均値をXaveとし、標準偏差をSとしたとき、M=S/Xave×100によって表わされ混合粉末の混合度Mを20以下に規定する。
(もっと読む)
HIP法による容器を含む処理物の処理方法
【課題】 内容物同士および内容物と容器との間の界面を拡散接合するに際して、処理後に除去しなければならない容器部分を減らすとともに、冷却段階における熱応力および使用時の残留応力による不具合を解消すること。
【解決手段】 容器1内に含包される内容物は、主軸受の構成材である軸受材となるA40の粉末1A、および裏金1Bとなるステンレス鋼SUS304である。内容物1Bであるステンレス鋼SUS304は容器の一部である外管2を兼ねる構造で、内管3の界面には剥離材6としてステンレス鋼SUS304製で厚さ50μmの金属箔が2重巻きされて、粉末である内容物1Aが金属箔の間隙や金属箔と内管3との隙間に侵入しないようにできるだけ隙間なく挿入され、内管3に点溶接で固定されている。
(もっと読む)
構造体の製造法
【課題】内部に空間を有する構造体の製造法におけるろう付法および電子ビーム溶接法におけるろう材の適正形態および適量配置の困難性を排除することによって、構造設計において自由度が高い接合法による内部に空間を有する構造体の製造法を提供する。
【解決手段】外部への出入口をもつ空間を内部に有する、純アルミA1070と、Mgをそれぞれ1〜5重量%含むアルミ合金A6061、A5052、A5083、そして、Alを3重量%と亜鉛を1重量%含むマグネシウム合金AZ31からなる構造体1を粉末ろう材5による介在層によって接合して製造する方法であって、接合部位における接合界面への介在層をコールドスプレー法によって形成したのち、加熱と加圧をともなう界面接合を用いて接合する。
(もっと読む)
内部に空間を有する構造体のHIP法による製造法
【課題】 ろう付法、電子ビーム溶接法のように異材を用いず、全体加熱後においても金属組織および機械特性の回復が容易に可能で、内部に空間を有する冷却または加熱プレートのような構造体を安定的に得る。
【解決手段】内部に空間を有する構造体を内包する容器を構成する外管2Aは加圧力Pで変形しないように通常の外管厚さよりも肉厚のあるものとし、接合界面に対して加圧力Pが作用するふた3Aは逆に通常より薄くし、ふた3Aの内部には、加圧板5が移動できる隙間6を外管2Aの間に設ける構造とする。 加圧力Pが作用すると、ふた3Aは加圧により内部に圧下変形して加圧板5を押し下げて、隙間6の分だけ加圧板5が移動して構成材1Aと1Bを加圧変形させ、拡散接合を形成する。
(もっと読む)
1 - 10 / 17
[ Back to top ]