
株式会社川島製作所により出願された特許
71 - 80 / 90
自動包装機におけるシール良否判定方法
【課題】サーボモータで駆動されるシール機構を備えた自動包装機において、当初記録した基準動作データと比較してシール機構の動作で得られたシールの良否を判定する閾値を、包装動作停止後の再開に合わせて変更する。
【解決手段】自動包装機の作動停止後には、縦シール手段によって既に形成されている縦シール部は冷却され、硬度が増して包装袋に寝ていた状態から起き上がる傾向を示す。本発明によれば、包装動作再開後に、そのまま横シール手段によって筒状包装材に縦シール部を横断する横断方向に横シールを施す際には、閾値が変更されているので、冷却された状態にある縦シール部を押し潰す際の駆動電流が高くなっても、縦シール部が異物であると判定されることを未然に回避することができる。
(もっと読む)
自動包装機におけるシール良否検出方法

【課題】サーボモータで駆動されるシール機構を備えた自動包装機において、シール機構の動作で得られたシールの良否を判定するに際して比較される元となる基準動作データに温度変化を反映させる。
【解決手段】横シール手段16を駆動するサーボモータ20の動作データは基準動作データ記憶手段25aから読み出される基準動作データと比較されて、シールの良否が判定される。機構部品の温度変化によって機構部品自体の熱変形が生じることに起因して、横シール手段16の動作データが運転開始後の経過時間に応じて変化するが、正常範囲の当該動作データであれば基準動作データとして更新され、以後、そうした判定と更新が自動的に繰り返され、比較元となる基準動作データに温度変化が反映される。したがって、シール良否の判定に温度変化が反映される。
(もっと読む)
ウェブ材の終端検出装置
【課題】巻き取られたロール体から繰り出されたウェブ材が巻き掛けられて回転されるガイドローラの回転方向を検出することにより、ロール体に巻き取られたウェブ材の終端を早期に且つ確実に検出可能なウェブ材の終端検出装置を提供する。
【解決手段】ロール体Rの紙管Tに巻き取られているウェブ状包装材Fwがその終端まで繰り出された瞬間では、紙管Tが同じ繰り出し方向に回転し続けようとし、ウェブ状包装材Fwは紙管Tに逆方向に僅かながら巻き取られる。ウェブ状包装材Fwをガイドするガイドローラ4がウェブ状包装材Fwの逆方向への巻き取り時にする逆回転は、1回転をするまでの間に早期に回転方向検出手段5によって検出される。終端判定手段9は、回転方向検出手段5からの検出信号に基づいてガイドローラ4の回転方向が反転したことを検出することで、ウェブ状包装材Fwが終端まで繰り出されたことを判定する。
(もっと読む)
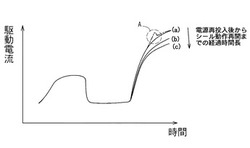
縦型包装機
【課題】シャッタ動作のための複雑な機構を用いずに、単に上下動するだけで製品の受け止めと解放とを行えるシンプルな構造のエレベータを持つ縦型包装機を提供する。
【解決手段】充填筒3の内部には錐体25が包装袋Pの内部にまで昇降可能に設けられており、錐体25は、頂点26が上側に配置され且つ底部が充填筒3の投入断面を実質的に埋める広さを持っている。錐体25が充填筒3内の上昇位置を占めるときには、投入される製品Aの落下距離は短く、錐体25によって衝撃を受けること無く受け止められる。錐体25と充填筒3の内壁との間の隙間は狭いので、製品Aが落下することはない。錐体25に受け止められた製品Aは、錐体25の降下に伴って一緒に降下し、包装袋P内の下降位置にまで降下すると、製品Aが広がった包装袋P内に移動する。錐体25から包装袋P内への降下距離も短くでき、製品Aが衝撃で割れるという事態を回避することができる。
(もっと読む)
ジッパー片供給装置
【課題】連続するジッパーからのジッパー片の切出し位置と、ウェブ状包装材上の所定位置であるジッパー片の付着作業位置とを分離して、ジッパー片の切出し工程とジッパー片の付着工程とを別の位置で干渉なく実行可能にして、包装速度の高速化を図る。
【解決手段】ジッパー片切出し機構2が、切出し位置P1において連続するジッパーから切り出されたジッパー片Jは、間欠回転中に一時的に停止するターレット3の周面に設けられている保持部10で保持される。ジッパー片Jは、ターレット3の間欠回転に伴って横方向に搬送され、切り出し位置P1とは異なる位置に分離して配置されている付着作業位置P2において、ジッパー片付着機構4によってウェブ状包装材Fwに付着される。ジッパー片Jの切出し作用と、ジッパー片Jのウェブ状包装材Fwへの付着作業とは、時間的に重なって行うことができ、ジッパー片の供給サイクル時間が短縮できる。
(もっと読む)
ヘム付き包装材を用いた連続包装方法及び装置
【課題】 予めヘムシールが形成されている包装材を用いることで、包装材の成形ガイドを走行する工程を減らし、馴らし運転に要する時間を短縮し、比較的短時間で包装の本格的な包装運転に移行することを可能にする連続包装方法及び装置を提供する。
【解決手段】 横断面四隅にヘムhが予め形成され且つ側方からガセットgが折り込まれて平坦な畳み状態とされたヘム付きウェブ状包装材FfがロールRから繰り出される。ヘム付きウェブ状包装材Ffは、その走行中に折り畳み状態から展開手段8としての三角板30によって横方向に展開される。展開されたヘム付きのウェブ状包装材Fwは、横型製袋充填包装機に供給され、包装材に載置された製品を覆う態様にヘム付きウェブ状包装材が筒状に閉じ戻され、封鎖手段がヘム付きウェブ状包装材を製品の周囲で封鎖する。馴らし運転時間が短縮化され、無駄に消費することになる包装材を少なくすることができる。
(もっと読む)
ジッパー付き包装袋及びそれを用いたジッパー付き袋包装体
【課題】袋開口部を開くときに、ジッパー芯の両端部に噛み合いを外そうとする無理な力が作用するのを未然に防止して、包装袋の破損を防止することができるジッパー付き包装袋及びそれを用いたジッパー袋包装体を提供する。
【解決手段】 ジッパーテープ13,14は第1シール部分21と第2シール部分22とから成る取付けシール部20によって袋包装材fの内面に密封状態にシールされる。ジッパー芯11,12を噛み合わすことで、包装袋1は密封封鎖される。包装材fの袋開口部側等を摘んで包装袋1を開こうとしても、包装袋1の開きは、ジッパー芯11,12の両端部に対応した袋側縁部2aに袋包装材同士をシールするように形成されている端部シール部分23,24で停止されるので、ジッパー芯11,12の両端部15,16に無理な力が作用せず、破損を防止することができる。
(もっと読む)
製袋充填包装機におけるエンドシール時間の制御方法
【課題】 ボックスモーション型エンドシールを行う縦型もしくは横型製袋充填包装機において、該エンドシールを行うための直線部分(所定ストロークのシール距離)を一定とした場合でもエンドシール時間をなるべく長く取るための制御方法を提供する。
【解決手段】 ボックスモーションを形成するサーボモータを制御して所定ストロークのシール距離に対して所定時間の1サイクル中における前記シール時間が相対的に長くなるように制御したものである。すなわち、図1におけるボックスモーションイにおいて、直線部分ロをゆっくり動かしてできるだけ時間を長く取り、戻りの部分ハを相対的に早く動かしたものである。
(もっと読む)
包装袋及びそれを用いた袋包装体
【課題】 袋の開封時に形成した開封用の摘み部分を用いて袋包装体を引き剥ぎ開封することで、開封までは袋包装体の形態を見栄え良く維持し、包装袋の形態を大きく崩すことなく元の包装袋の形態を維持可能とした包装袋、或いは袋包装体を提供する。
【解決手段】 袋胴部2から延びた袋端部3に形成されているエンドシール部5は、袋端部3に端縁部分9を余した状態で形成されて袋胴部2を封鎖する主シール部7と、端縁部分9において袋端部3の袋幅Wの一部に形成された開き防止用の補助シール部8とを有する。開封前、包装材9a,9bは補助シール8の領域で開くことがなく、見栄えを良好に維持できる。包装材9a,9bを摘んで補助シール部8を引き剥がすことで、開いた端縁部分9は、袋端部3の全幅Wに亙って主シール部7の開封用の摘み部分と成る。主シール部7を引き剥がすことで、ピロー袋包装体1を容易に開封することができる。
(もっと読む)
袋包装におけるしごき方法及び装置
【課題】 エンドシールユニットによるエンドシールを施すための動作の一部を利用して製品のしごきを行うことで、包装能力や密封性を低下させることなく、しごき動作を実行する袋包装におけるしごき方法及び装置を提供する。
【解決手段】 製品Sが充填された袋63の開口端部にエンドシールを施すエンドシールユニット54によるエンドシール動作の一部を、袋63の外側からしごくしごき手段のしごき動作に変換する変換機構を備えている。変換機構は、カム溝32とカムフォロワ33とを含むカム機構30から成る、エンドシールユニット54によるエンドシール動作の開始後にしごきアーム25,25にしごき動作を開始させ、且つエンドシール部54a,54bによるエンドシールの実行前にしごき動作を終了させる。
(もっと読む)
71 - 80 / 90
[ Back to top ]