
株式会社川島製作所により出願された特許
81 - 90 / 90
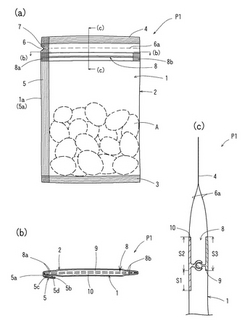
ジッパー付包装袋及びそれを用いた袋包装体
【課題】 筒状包装材に形成するための背貼りシール部を包装袋の一側部に位置させることによって、包装袋の表裏の表面から背貼りシール部を無くして、高級感を醸し出し且つ表面をフルに利用できる包装袋、袋包装体、並びにその製造方法及び装置を提供する。
【解決手段】 袋包装体Pは、筒状に成形されている胴部2と、胴部2の下側端部及び上側端部でヒートシールされた地エンドシール部3と、天エンドシール部4とを有する包装袋1内に、製品Aが収容されている。背貼りシール部5は、包装袋1の一方の側端縁1aに沿って位置しており、折り返されて包装袋1の外面側に重ねられている。包装袋1の表裏表面の中央部分から背貼りシール部5を無くして、高級感を醸し出し且つ表面を印刷や表示にフルに利用することができる。
(もっと読む)
製袋充填包装方法及び装置

【課題】 筒状包装材に形成するための背貼りシール部を包装袋の一側部に位置させることによって、包装袋の表裏の表面から背貼りシール部を無くして、高級感を醸し出し且つ表面をフルに利用できる袋包装体の製造方法及び装置を提供する。
【解決手段】 背貼りシール部5が形成されている筒状包装材Ftにおいては、エンドシールが施される前に、背貼りシール部5がその内側シール縁線を折り曲げ線として、折り曲げ手段40によって包装袋1の一方の側部に折り曲げられて返されて包装袋となる包装材の外面側に重ねられている。袋包装体の表裏の表面中央には背貼りシール部5を無くして、高級感を醸し出し且つ表面をフルに利用することができる袋包装体が連続して得られる。
(もっと読む)
シート包装方法及びシート包装体
【課題】 シートによって製品を包装するに際して、製品の半分を角折り包装とし残る半分をピロー包装して、両包装形態の特質を備えた新しい包装形態を得るシート包装方法及びそうして得られたシート包装体を提供する。
【解決手段】 二等辺三角形状の頂角以外の両角部を截頭した又は折り返した包装シート1上にその中央で且つ底辺1b寄りにシールブロック2を載置し、シールブロック2の周囲に余された包装シート1d,1e,1eをシールブロック2の周面に沿って折り込むと共にシールブロック2を裏当てとしてヒートシールして角底筒状体3を形成する。シールブロック2が引き抜かれた角底筒状体3内に包装物を装填する。充填後、角底筒状体3の開口部は、ピロー包装のようにエンドシールされる。角折り包装が醸し出す日本的な情緒のある包装を維持しながら、密封を得ることができ且つ開封も容易である。
(もっと読む)
糊噴射装置
【課題】 糊を噴射する噴射ノズルの先端を水で覆うことで乾燥を防止するために、水カップの傾斜によって相対的に噴射ノズルに対する水位の変更を得ることで、水位の低下に見舞われることのない構造の簡単な糊噴射装置を提供する。
【解決手段】 作動機構3が作動してピストン31が進出すると、動作バー33と動作用フック部29との係合により、糊ガン組立体2が傾斜して、水カップ25は第一位置を占める。水カップ25内に配置されたノズル12は、水カップ25の傾斜姿勢に応じて水の水面WL上に露出する状態となり、先端部13に開口する噴射孔から糊を噴射することができる。また、ピストン31が後退したとき、水カップ25は傾斜して第二位置を占め、ノズル12は水カップ25内の水の水面WL下に没する状態となるので、糊が乾燥して硬化したり噴射孔を詰まらせることを防止することができる。
(もっと読む)
上包み包装機
【課題】 包装紙を下方から支えではなく、上方からの引き寄せによって包装紙の供給と保持を行う上包み包装機を提供する。
【解決手段】 包装紙供給手段2は、製品Cの押上げ経路5に横断状態に包装紙Wを供給し、その供給途上で糊ガン3が糊Gを包装紙Wの下面に付着させ、更に、昇降手段4が包装紙Wを突き上げて、製品Cの周りに包装紙Wを折り付ける。巻き掛け走行する孔開きベルト6に開けられた多数の吸引用孔7を通じて電動ファン8がエアを吸引することで、包装紙Wは孔開きベルト6に吸引されつつ供給・保持される。したがって、包装紙供給手段2による供給中及び製品Cによる突き上げ中には包装紙Wが垂れ下がることもなく、包装紙の供給が確実になる。また、付着された糊Gが掻き取られることもない。
(もっと読む)
包装装置における包装材供給装置
【課題】 連続送りされる包装材を間欠送りで送り出す貯留部に貯留可能とするとともに、高速包装をさせた場合でも包装材の張力を一定にし、包装を正確に行うことを含めて調整可能な包装装置における包装材供給装置を提供する。
【解決手段】 包装材供給装置1は、ウェブ状包装材料Fwで製品Aを包装する包装装置に適用される。ウェブ状包装材は、連続送り手段40によって連続的に送られる。一方、包装装置30に配設されている間欠送り手段36は、ウェブ状包装材Fwを包装装置30の包装動作に合わせて間欠的に走行させる。連続送り手段40の下流側で且つ包装装置30に至る途中に配置されている貯留手段2は、両送り手段36,40による送り量の差を吸収可能である。貯留手段2の出口側に配設されている吸引手段7は、ウェブ状包装材Fwに吸い込み面10を当て、ウェブ状包装材Fwに走行抵抗を与えて張力を付与する。
(もっと読む)
角底袋成形方法における折り癖付け方法、角底袋成形装置における折り癖付け装置、角底袋及びそれを用いた袋包装体
【課題】角底部の折り癖を含む帯状の領域を熱変成させることにより、形状保持性と陳列したときの自立性に優れた角底袋成形方法における折り癖付け方法、角底袋成形装置における折り癖付け装置、折り癖の付いた角底袋、及びそれを用いた袋包装体を提供する。
【解決手段】袋の角筒胴部と角底部との境となる予定の線状部分に、成形具40,41の折り癖形成刃44と折り癖形成溝45を備えた成形型42,43で折り目の両側で折れ曲がった状態を維持可能な横断方向に延びる折り癖が包装材62に付けられる。その結果、そうした包装材を成形して角底袋又はそれを用いた袋包装体としたときに、角底袋又は袋包装体が角筒胴部と角底部との境界に明確な折り癖を付け且つその両側で折れ曲がった状態を維持する形状保持性と陳列状態での自立性が極めて高いものとなる。
(もっと読む)
包装方法及び装置
【課題】 バケットコンベヤを用いて包装位置への製品の供給を行う際に、バケットと製品押し出し装置の送り込み金具との干渉期間を可及的に短くして、包装サイクルの短縮化を図ることができる包装方法及び装置を提供する。
【解決手段】 バケットコンベヤ20によって間欠搬送された製品Aがバケット22と共に待機位置に到達後、バケット22の昇降により、製品Aは上昇位置に持ち上げられる。バケット22内の製品は、製品押し出し手段15によりバケット22から押し出される。バケット22は、その時点で上昇位置から下降させることができるので、製品押し出し手段15が戻り切るのを待つことなく、バケットコンベヤ20の間欠搬送を再開することができる。更に、製品押し出し手段15の作動している間に、バケットコンベヤ20を可能な限り移動させておくことができるので、包装サイクル時間を短縮化することもできる。
(もっと読む)
製袋充填包装装置
【課題】 角底袋の角底に可及的に接近した状態で製品の積み下ろしすることにより、製品の充填時における製品の変形や損傷を回避して包装体としての商品価値の低下を防止すると共に、装置の小型化を図ることができる製袋充填包装装置を提供する。
【解決手段】 筒状包装材Ftは充填筒3の外側を案内され、充填筒3の下方に配置されている横シール機構4による横断方向のシールで角底袋Bに形成される。製品Aは金属テープ43,43の下端に設けられた製品受け44,44で支持され、金属テープ43,43が充填筒3内でテープガイド50,50によって案内されつつ下降する。巻取り部から下方に向かって繰り出される各金属テープ43の先端がテープガイド50の枠屈曲部56を移動するときに製品受け44は開き動作を行い、製品Aは、角底袋Bの角底に可及的に接近した状態で、角底袋B内に投入される。
(もっと読む)
袋切断用カッタ装置及びそれを組み込んだエンドシール・カッタ装置
【課題】 袋や包装体を製造する工程において通常のカッタ動作或いはシール・カット動作において同時にシールの角部にアールカットを形成することを可能にする袋切断用カッタ装置及びそれを組み込んだエンドシール・カッタ装置を提供する。
【解決手段】 エンドシーラを構成する二つの対向するシールブロックのうち、一方のシールブロック31には、カッタ刃1の断面形状に則しているが若干に幅を広くしてカッタ刃1が進退可能としたスリット34が形成されている。カッタ刃1は、易開封用ノッチを形成するためのノッチ形成刃11を備える本体刃部7とその両端から分岐する四つのアール状分岐刃部9とから成っている。カッタ刃1は、シールブロック31内に完全に後退して内部に収納される位置と、図示のようにシールブロック31から突き出てカッタ動作を行う位置との間で進退する。アール状分岐刃部9は、袋の角部をアール状にカットする。
(もっと読む)
81 - 90 / 90
[ Back to top ]