
株式会社川島製作所により出願された特許
51 - 60 / 90
シャッタ装置を備えた縦型製袋充填包装機
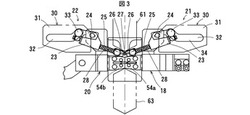
【課題】横シールの動作に関連してシャッタ部材のシャッタ経路をカムによって確定させて、包装速度が速くなった場合でも、シャッタ部材による早期のシャッタ作用を得るとともに包装不良を防止するシャッタ装置を備えた縦型包装機を提供する。
【解決手段】横シール部54a,54bが包装材61に接近・離間する動作に応じて、シャッタ機構のシャッタ駆動部21,22が第1カム機構30によるカム動作を行ってシャッタ材(シャッタアーム25、シャッタバー27)を駆動するとき、第2カム機構40によってシャッタ機構のシャッタ部材が筒状包装材61の送り方向に辿るシャッタ経路が定められる。このシャッタ経路を辿るとき、シャッタ部材が筒状包装材に早期にシャッタ作用を与え、しかもシャッタバー27の上流側に筒状包装材61の弛みを生じさせず、包装速度が速くなっても、包装不良を起こすことを防止することができる。
(もっと読む)
しごき装置を備えた縦型包装機

【課題】横シールの動作としごき手段の動作に関して、しごき手段が包装材から離間し遠ざかる復動作で、しごき手段が包装動作や包装材と干渉するのを回避するしごき装置を備えた縦型包装機を提供する。
【解決手段】しごき部材であるしごきバー27は、横シール部54a,54bが離間した状態にあるときに占める初期位置から横シール部54a,54bが筒状包装材61のシールのために筒状包装材に接近する動作と連動した往動作のときに、筒状包装材61に対して接触して下方にしごく動作をする。横シール部54a,54bがシールの後に筒状包装材61から離間する動作と連動した復動作のときには、しごきバー27は、往動作の際のしごき経路と比較して筒状包装材61に対して後方側に離れた戻り経路を辿って当初位置に戻るので、この際、しごきバー27が筒状包装材61と干渉することはない。
(もっと読む)
しごき装置を備えた縦型包装機
【課題】横シールの動作としごき手段の動作に関して、しごき部材のしごき経路をカムによって確定させて、包装速度が速くなった場合でもしごき部材が暴れた動作をするのを防止することができるしごき装置を備えた縦型包装機を提供する。
【解決手段】横シール部54a,54bが包装材61に接近・離間する動作に応じて、しごき機構のしごき駆動部21,22が第1カム機構30によるカム動作を行ってしごき材を駆動するとき、別の第2カム機構40によってしごき機構のしごき部材が辿るしごき経路が定められる。このしごき経路を辿るとき、しごき部材が筒状包装材に対して接触してしごき作用を与える。したがって、包装速度が速くなっても、しごき部材は唯一定められたしごき経路に沿って移動し、暴れた動作を防止することができる。
(もっと読む)
ヒートシール装置及びそれが適用された製袋包装機
【課題】シール漏れ防止作用を奏しながら、交差するシールを形成するときにシール部の不良や噛込み検出を困難にすることのないヒートシール装置及びそれを適用した製袋包装機を提供する。
【解決手段】ヒータブロック2,3の対向面7,7は面一な面内に位置するシール面11,11と溝部10,…とに分けられているので、シール面の面積は溝部10の面積分だけ少なく、それに応じてシール面圧が高められている。したがって、包装材Fの側縁部分fe,feは高いシール面圧でシールされ、強いシール部が形成される。この際、包装材に付着されているシーラントはシール面圧が作用していない溝部10,…における包装材Fの側縁部分fe,fe間に移動し、そこでシーラント溜まり12を形成する。ベタシール目でもシール圧力を充分に大きくしてシール漏れの防止を図ることができる。
(もっと読む)
縦シール装置及びそれを備えた製袋包装機
【課題】ボックスモーションに類似する動作をしながらも、簡素で小型化可能な縦型製袋充填包装機を提供する。
【解決手段】第1サーボモータ3の連続回転は、クランク軸6と連結されたレバー25が長孔30内でレバー支点31と嵌まり合っている第1運動変換機構によって、縦方向(Y方向)の動作と横方向(X方向)との動作とが合成された長楕円状動作に変換される。レバー25の先端部28においては、直動軸受け機構によって、縦方向の往復運動のみが縦移動スライダ9に取り出される。縦移動スライダ9に備わる第2サーボモータの出力を縦ヒータブロック7の横方向へ進退する往復動作に変換することにより、縦ヒータブロック7,8で包装材の側端縁部分fe,feを挟んでヒートシールを施すことができる。
(もっと読む)
粉粒体用混合装置
【課題】2種類以上の粉粒体を袋等の容器に包装するに際して、これら粉粒体を効率良く且つ確実に均一な状態にまで混合させることを可能にする粉粒体用混合装置を提供する。
【解決手段】水平軸12の回りに撹拌用回転ドラム2が回転するとき、外輪10と内輪11とをそれぞれ構成する長手方向両側の側面円板を連結する籠形に配置された複数の連結バー15,19と当該各連結バー15,19に取り付けられた複数の撹拌用羽根16,20とが回転する。上方からホッパー3内に投入された複数種類の粉粒体A〜Dは、回転する撹拌用回転ドラム2内を通過するときに、これらの連結バー15,19や撹拌用羽根16,20に衝突・撹拌され互いに混合され、均一化された粉粒体となってホッパー3の出口を形成する開閉扉7,7から成る開閉部6から排出される。
(もっと読む)
縦型製袋包装システム及びそのタイミング制御方法
【課題】計量機からの製品落下のタイミングと縦型製袋包装装置の横シールのような包装動作のタイミングとの調整を、客観的に且つ最適に制御することができる縦型製袋包装システム及びそのタイミング制御方法を提供する。
【解決手段】縦型製袋包装装置おいては、包装すべき製品Aの落下を計量機11からの製品の排出直後で検出するのではなく、横シール部8の上部直近で検出し、当該検出に基づいて横シール部8の作動タイミングに対する製品Aの落下タイミングを調整している。製品Aが充填筒3内を落下するのに要する時間にバラツキが生じる場合であっても、当該時間のバラツキが横シール部8の作動タイミングに影響することを回避することができる。また、製品Aの落下のタイミングを知ることで、製品Aを排出する計量機11での排出タイミングを補正することができ、製品Aの排出と横シール部8の作動タイミングを最適な状態で定めることができる。
(もっと読む)
製袋充填包装機
【課題】ボックスモーションに類似する動作をしながらも、簡素で小型化可能な縦型製袋充填包装機を提供する。
【解決手段】駆動モータ3の連続回転は、クランク軸6と連結されたレバー25が長孔30内でレバー支点31と嵌まり合っている運動変換機構によって、包装材の移動方向(縦方向であるY方向)に沿った動作と、包装材の側端縁部分fe,feへの接離方向(横方向であるX方向)の動作とが合成された縦方向に長軸がある長楕円状動作に変換される。長楕円動作の一部が圧着ストローク・圧着シロとなり、包装材の側端縁部分fe,feに対する圧着距離と圧着期間とを長く取ることができる。この長楕円状動作は、横シール機構としてよく用いられているボックスモーションに類似する動作であり、良好なヒートシールを、簡単で且つ小型化された構造で得ることができる。
(もっと読む)
袋包装体整形装置
【課題】包装機が製造した袋包装体に対して、搬出装置における搬出中に、簡単な構造でありながら十分な折り癖を付ける時間的な余裕を与えて、確実な整形を行うことができる袋包装体整形装置を提供する。
【解決手段】横型の逆ピロー包装機1が製造した袋包装体Pは、排出側において搬出コンベア13によって搬出される。搬出コンベア13から搬出された袋包装体Pは、搬出コンベア13とは段差Eを以て下方に配設された加熱コンベアとしての回転コンベア20に移載される。袋包装体Pは、ガゼットが折り込まれた端部を底部として回転コンベア20にされ、搬送中に回転コンベア20から加熱されてガゼット折り込みの折り癖が付けられるので、ガゼット折り込みがされた底部の整形を行う時間を十分確保することができる。
(もっと読む)
自動包装機
【課題】サーボモータの高い制御性、精度性を利用して、シール圧力を精度良く制御するのみならず、異物の噛み込みや包装材の厚み異常のようなセンターシールの不良を高い精度で検出する自動包装機を提供する。
【解決手段】制御手段のシール圧力制御手段がサーボモータ10の出力である駆動トルクを変更することで、センターシール手段3のシールバー3a,3bによる包装材へのシール圧力が制御される。シール良否判定手段は、サーボモータ10の動作データを基準動作データと比較し当該比較結果に基づいて動作データが正常か否かを判定することでセンターシールの良否を判定することができる。例えば、センターシール手段3が異物を噛み込んだときに負荷が大きくなったことに応じて大きなくなった駆動電流を検知することにより、シールされる包装材部分に噛み込みが生じたことを検出することができる。
(もっと読む)
51 - 60 / 90
[ Back to top ]