
株式会社川島製作所により出願された特許
41 - 50 / 90
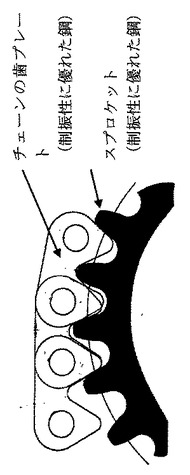
チェーン伝動装置
【解決手段】
炭素0.001〜0.10重量%、シリコン0.1〜3.0重量%、マンガン5.0〜18.0重量%、クロム0.01〜20.0重量%、アルミニウム0.001〜0.1重量%、残部鉄を含んでなり、積層欠陥エネルギーSFE(mJ/m2)を20以下の条件、又は、ε−Ms相を10〜50体積%という条件を満たす鋼を構成要素として使用したチェーン伝動装置。
【効果】 制振性に優れた鋼又は低延伸性の鋼を使用することにより、使用可能な寿命を顕著に延長でき、発生する騒音を顕著に低減することができる。
(もっと読む)
組合せ計量装置

【課題】低騒音で計測精度を向上させた組合せ計量装置を提供する。
【解決手段】
炭素0.001〜0.10重量%、シリコン0.1〜3.0重量%、マンガン5.0〜18.0重量%、クロム0.01〜20.0重量%、アルミニウム0.001〜0.1重量%、残部鉄を含んでなる鋼であって、積層欠陥エネルギーSFE(mJ/m2)を20以下の条件を満たす化学組成になるように溶製し、所定の熱処理条件、冷却条件及び冷間加工条件を満たす製造方法によってε−Ms相が10〜50体積%とした制振に優れた鋼を組合せ計量装置の機械振動が発生する部分に配する。
(もっと読む)
縦型製袋充填包装機の搬出シュート駆動式系外排出装置
【課題】縦型製袋充填包装機において、搬出シュートをモータ駆動により角度変更することで、どのような形態の不良品でも、確実に系外排出できる排出装置を提供する。
【解決手段】縦型製袋充填包装機の横シーラ直下に位置した搬出シュート6を設け、該搬出シュートをモータ駆動により角度変更することで落下してくる袋7を良品搬出コンベヤ22または不良品搬出コンベア23に振り分けて案内する良品搬出位置と不良品系外排出位置を設ける。不良品排出位置は、不良品10が搬出シュート上を滑らずに自由落下できる位置とする。
(もっと読む)
縦型製袋充填包装機の袋反転装置
【課題】縦型製袋充填包装機で製造された袋包装体を、当該包装機の高速動作に対応した速度で反転させることを可能にする袋包装体反転装置を提供する。
【解決手段】複数の収納ポケット42a,42bを備えたターレット40をモータ41により同一方向に回転させる。縦型製袋充填包装機の横シーラ24a,24bで形成された横シールの中間で切断された袋包装体7は各収納ポケットに受止められた後にターレットが間欠回転することで反転され、ターレットの前側で下方に排出される。したがって、連続して順次高速で製造される袋包装体を無駄時間が無く反転でき、縦型製袋充填包装機が高速動作に対応することができる。
(もっと読む)
縦型製袋充填包装機における製袋充填筒
【課題】縦型製袋充填包装機において、良好な落下特性、メンテナンス性及び衛生性を両立することができる製袋充填筒を提供する。
【解決手段】製袋充填筒32の構造を、角状の筒を外側の筒体30と角状筒体の四隅を滑らかな曲面或は鈍角の内面に成形した筒体を内側筒体31として嵌合し、内外二重筒体式とする。外側筒体30と内側筒体31との間に形成される空隙部の上下の開口部35a〜35dは、ガス供給パイプ5の管以外が蓋材33,34によって密閉されている。袋の四隅にヘムシールを施す場合、角状の製袋充填筒32は良好なヘムシールを可能にする。角状製袋充填筒32の内面は滑らかに形成されているため、被包装品の落下特性、メンテナンス性及び清掃等の衛生製を確保することができる。
(もっと読む)
自動包装機
【課題】センタシーラ開閉機構の駆動源に高い制御性を備えるサーボモータを使用することで、センタシーラの閉じ動作の際の衝撃で包装材を傷めることを防止し、包装不良品の発生を防止することができる自動包装機を提供する。
【解決手段】センタシーラ開閉機構11において駆動源に高い制御性を備えるサーボモータ13を使用することで包装材に対する開閉距離、開閉動作時間を包装条件に応じて最適に設定することができ、かつ開閉動作の際の衝撃を最小に留める速度パターンで実行させることができる。また、センタシーラ5a,5bの離間距離を温度設定に対応した最適な離間距離に保つことができるので、包装機の停止状態又は運転待機状態のとき輻射熱による包装材の収縮や、運転開始したときの一時的な温度低下に起因するシール強度不足を解消することができる。
(もっと読む)
製品方向変換装置
【課題】縦一列になって搬送されてくる製品を所定の角度で搬送方向を高速で且つ安定して方向変換する方向変換放置を提供することであり、例えば90度のような変換角度であれば、縦方向の流れを横方向流れに変換する製品方向変換装置を提供する。
【解決手段】前工程から一列、縦流れに搬送されてきた製品A,B,Cを、間欠作動式ベルトコンベヤ2bを含む間隔修正コンベヤにて定ピッチに修正する。駆動機構22の駆動によって移動・変換機構24が作動し、吸着ユニット23を搬送コンベヤと同速で移動しながら吸着部材42,42の吸盤45,45がコンベヤ上より製品A,Bの吸着を行い、板カム55とカムフォロワ59とのカム作用によって吸着部材42が回転して,例えば90度方向変換をさせたところで吸着を解除して製品をコンベヤに受け渡す。製品の間隔を修正し、吸着してから方向変換するので、安定して方向変換をすることができる。
(もっと読む)
段ボール箱詰めシステム
【課題】包装物である中身製品をできるだけ損傷させることなく均一化された袋包装体を実現し、形状の良い袋包装体を安定して集積し、集積した袋包装体を安定して段ボール箱内に挿入することで、低コストで省スペースな段ボール箱詰めシステムを提供する。
【解決手段】縦型の製袋充填包装機のような包装機10で製造された袋包装体Pは、背貼りシール部のある側が袋包装体の上側として、袋包装体の製造時には袋底側となる袋端部を搬送方向前方に向けて、搬送経路21が上り傾斜路となった上り傾斜搬送コンベヤ20で搬送される。袋包装体Pの製造途中で底側に沈んでいた(搬送方向前方に偏っていた)製品Sが、上り傾斜搬送コンベヤ20への移載の際に与えられる加速度によって自然に袋内で移動して均される。袋包装体は、そうした袋内での製品の偏りが解消された形状が良好な状態で、天地を逆に製函した段ボール箱B2に集積詰めされる。
(もっと読む)
製品振分け装置
【課題】軟弱で搬送面が不安定なピロー包装物であっても、姿勢を崩すことなく高速且つ安定して振り分けることができる製品振分け装置を提供する。
【解決手段】振分けコンベヤ4は供給コンベヤ2の搬送方向に対して交差する振分け方向に移動されるので、供給コンベヤ2から送られてきた製品Sは姿勢に崩れ無くそのまま直進して整列コンベヤ3a(3b)に振り分けて移載される。振分けコンベヤ4が振分け移載位置に向かって移動する際にも、振分けコンベヤ4自体の搬送駆動は連続しており製品Sの搬送を継続し、振分け移載位置に到達したときに製品Sを速やかに整列コンベヤ3a(3b)に移載することができる。更に、製品Sの整列コンベヤ3a(3b)への移載・振分けと同時に、後続の製品Sを供給コンベヤ2から振分けコンベヤ4に移載でき、振分けコンベヤ4は、直ちに次の振分け動作に向けて移動を開始することができる。
(もっと読む)
包装機における縦ヒートシールユニット
【課題】筒状包装材の両側端縁部を合掌状に挟んでヒートシールをする際に、両側端縁部を押し付ける力を均一・安定化し、良好な縦シールを得ることができる自動包装機における縦ヒートシールユニットを提供する。
【解決手段】ヒータブロックホルダ2,2の当接面6,6は、駆動機構であるボールねじ28による駆動力の作用位置を、縦ヒートシーラ部5,5を与えるヒータブロック3との間で挟む位置に設けられている。したがって、ヒータブロック3,3によって筒状包装材の側端縁部を合掌状に挟むときに、ヒータブロック3,3の変形を大きく減じることができる。また、縦ヒートシーラ部5,5の微細な位置を検出可能にし、微小な異物の挟み込みや、包装材の存否、皺の発生、或いは側端縁部の重なり異常、厚み異常をも検出することができる。
(もっと読む)
41 - 50 / 90
[ Back to top ]