
株式会社川島製作所により出願された特許
31 - 40 / 90
縦型製袋充填包装機の縦シール装置
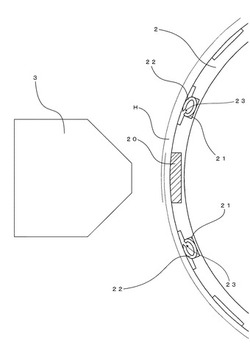
【課題】封筒貼り(ラップシール)の包装体を製造する場合に、良好な縦シールが実現でき、且つ、製袋充填筒へのフィルムの貼り付きを確実に防げる機能を備えた縦型製袋充填包装機の縦シール装置を提供する。
【解決手段】封筒貼り(ラップシール)の包装体を製造する場合に、縦シールの実施後のタイミングで製品充填筒側よりエアを吹きつけて、製品充填筒より包装筒を剥離させるので、製袋充填筒へのフィルムの貼り付きを確実に防げる。これにより、縦シーラ3は、貼り付きを考慮することなく、確実に溶着する温度設定が行えるので、良好な縦シールが実現できる。
(もっと読む)
印字装置を備えた包装機

【課題】印字ロールを包装材の送りに同調して駆動して、包装材の送り速度に変動が生じたときでも印字ロールの慣性で包装材に伸縮やばたつきが生じるのを回避して、印刷装置による印刷が鮮明で且つ文字の歪みをなくした印刷装置を備えた包装機を提供する
【解決手段】印字装置8は、帯状包装材Fwに印字を行う印字ヘッド11と、周面で包装材と接触しつつ回転し印字受けとなるプラテンローラ10とを備えている。駆動源であるサーボモータ12は、プラテンローラ10を包装材の送り速度に同期して回転させるので、包装材の送り速度に変動が生じたときでも、プラテンローラ10の慣性回転に起因して印字部における帯状包装材Fwの伸縮やばたつきが生じることが無く、帯状包装材Fwの進行が安定し、印刷装置の印字不良を無くすことができる。
(もっと読む)
包装機械管理システム
【課題】包装機械を管理・運用していく上で、操作性が良く管理が容易な有体物による秘匿性の高い操作者の識別手段を提供する。
【解決手段】包装機械を管理・運用していく上で、操作者の識別が必要なときに、認証機能付きUSBメモリに代表される持ち運びが可能な記憶手段を使用する。持ち運びが可能な記憶手段に個人識別情報又は包装機械へのアクセス権限情報を専用アプリケーションでのみアクセス可能な領域に書き込んでおき、該情報を操作者の識別に使用する。USBメモリは、有体物であるから、操作性が良く管理も容易になる。
(もっと読む)
自動包装機
【課題】シーラ開閉の駆動源にエアシリンダを使用した自動包装機においてもヒートシーラの動作状態を監視し、シール不良が疑われる動作が発生したときには、該包装体を直ちに系外排除するとともに、点検・調整を促す警告を発する機能を持つ自動包装機を提供する。
【解決手段】エアシリンダのピストンロッド前進端位置を検出するリードスイッチを設け、該リードスイッチの動作信号62とシーラ開閉出力信号61から、シーラ閉じ動作時間41、シーラ開き動作時間42をそれぞれ算出し、表示して監視可能にするとともに、閉じ動作時間41と開き動作時間42にそれぞれ閉じ動作許容時間63と開き動作許容時間65を設けて監視し、超過した場合には警報機械停止する機能を設けたことによって前記課題を解決しようとするものである。
(もっと読む)
縦型製袋充填包装機で製袋の形を扁平状にする方法及び装置
【課題】給袋充填包装機を使用して製造された、両側縁に折れ線があり扁平状になった袋包装体と同じ外観を持つ包装袋を、使用する包装資材のコストが低く済み、包装能力も高い縦型製袋充填包装機を使用して製造する方法及び装置を提供する。
【解決手段】縦型製袋充填包装機において、原反ロールFと製筒器9との間の位置で、帯状包装材Wfに、包装袋が形成されたときに袋の両側部の縦方向の中心線となる部分に折り癖W1を施すことにより、製袋の形を扁平状にする。
(もっと読む)
自動包装機
【課題】サーボモータを使用した紙送り手段と、実際のフィルムの動作量を検出する測長器とを備えた自動包装機において、紙送りベルトまたは、紙繰り出しローラの磨耗や経年変化によるスリップを検出し、部品交換を促すメッセージを表示する。
【解決手段】測長器13によって検出された包装材の実際の送り量42と包装材の基本の送り量41の差分45をサーボモータ15の制御に用いるのみでなく、差分45をスリップ量44として設定手段を持つ表示器60に表示するとともに、スリップ許容値46を設定可能にし、スリップ許容値46を超えた場合、スリップ警報63を表示するようにする。
(もっと読む)
箱詰め装置における箱搬送装置
【課題】製品の箱内投入位置に搬送される段ボール箱のようなフラップ付きの箱について、その上部フラップを簡単な機構で且つ確実に開くことができる箱搬送装置を提供する。
【解決手段】段ボール箱搬送部において、角筒状に組み立てられた段ボール箱Bは方向変換部102から直角に方向変換して製品が投入される投入部103に搬送される。フラップ折曲げ機構130が段ボール箱Bの上部フラップを開いて、直上方の製品投入部からの製品の投入に備える。一方のフラップ開き機構130が箱の角を挟んで隣接する二つのフラップを開く動作をし、また、他方のフラップ開き機構130が隣接する残る二つのフラップを開くので、四つのフラップを二つのフラップ開き機構130で開くことが可能となり、機構が簡素化される。
(もっと読む)
製品集合装置
【課題】シンプルな構成で、所定間隔で搬送されてくる製品群を停留させることなく、高速かつ安定して集合を行い、集合された製品群をその姿勢を乱すことなく、次工程へ高速で搬出可能な製品集合装置を提供する。
【解決手段】製品集合装置1は、製品Aが供給される供給コンベヤ2と、同じ循環経路を構成するように揃えられているとともに各々が別々のサーボモータで駆動される無端のテーブルコンベヤ4,5とを備えている。テーブルコンベヤ4,5は、供給コンベヤ2から順次供給される製品Aが移載されてサシミ状又は平置き状に集合される集合テーブル11,15を有しており、集合テーブル11,15が互いに重なることなくずれた状態でサーボモータによって駆動される。集合された製品群は把持装置3で一括把持されて、集合テーブル11,15が次の集合のために移動した後、段ボール箱Bに投入する。
(もっと読む)
段ボール箱詰めシステム
【課題】形状の良い袋包装体を安定して集合し、集合した箱詰め製品としての袋包装体を安定して段ボール箱内に挿入することで、コストを増加させることなく省スペースで袋包装体の整形と箱詰めをすることができる段ボール箱詰めシステムを提供する。
【解決手段】袋包装体Pを製造する縦型製袋充填機のような包装機10と、包装機10から送り出される袋包装体Pを昇り調子に搬送する搬送コンベヤ20と、搬送コンベヤ20から搬出される袋包装体Pを集合させる集合装置220と、段ボール箱のような箱を投入位置にまで搬送する箱搬送装置と、袋包装体Pを箱内に投入する投入装置40が一つの例えば直線状のラインに配置されており、投入装置40は、包装体群を投入部に搬送されている段ボール箱に直下に下降させて箱詰めする。ライン側方への張出しが抑制され、段ボール箱詰めシステムを嵩張らず省スペースに構成することができる。
(もっと読む)
箱詰め装置
【課題】製品を把持した後、旋回させることなく上下動させるのみで箱内への投入を行うことにより、製品の旋回に要する機構・工程を省略して簡素化し、製造コストを低減し、スペースを削減し、箱内への投入速度を向上する箱詰め装置を提供する。
【解決手段】無端のテーブルコンベヤ4,5は、同じ循環経路を構成するように揃えられているとともに各々が別々のサーボモータで駆動される。テーブルコンベヤ4,5は、供給コンベヤから順次供給される製品が移載されてサシミ状又は平置き状に集合される集合テーブル11,15を有しており、集合テーブル11,15が互いに重なることなくずれた状態で駆動される。投入装置50は、集合された製品群を一括把持する把持装置を備えており、集合テーブル11,15が次の集合のために移動した後、空いた空間を通じて下方に駆動され、把持した製品を直下に配置されている段ボール箱に投入する。
(もっと読む)
31 - 40 / 90
[ Back to top ]