
光洋機械工業株式会社により出願された特許
41 - 50 / 85
円筒状工作物の曲り取り方法、センタレス研削方法および装置
【課題】特に長尺な円筒状ワークについて、その軸線の曲りを容易かつ確実に修正除去し得る円筒状ワークの曲り取り技術を提供する。
【解決手段】ワークWの基準軸心部Wxを回転支持する円筒面Aの両側に端部へ向けて小径となる傾斜円筒面B、Cを有する中凸調整車2を用いて、円筒状ワークWをセンタレスで回転支持するとともに、この回転支持されるワークWに対して回転駆動する砥石車3を切込み送りすることにより、ワークWの円筒外径面Waをインフィード方式でセンタレス研削する。これにより、特に長尺な円筒状ワークWについて、その軸線Xの曲りを容易かつ確実に修正除去することができる。
(もっと読む)
自在継手用ヨーク、自在継手および車両用操舵装置

【課題】小型で長寿命な自在継手用ヨーク、自在継手及び車両用操舵装置を提供する。
【解決手段】本自在継手用ヨーク31は、シャフト固定用の筒状部37と、筒状部37の一端38から第1方向S1としての筒状部37の軸方向に延びるスリット40と、筒状部37の他端39から筒状部37の径方向外方R1へ延びる環状のフランジ42と、フランジ42から筒状部37とは反対側に延設された一対のアーム43とを有している。スリット40が、第1方向S1に直交する第2方向S2に関して一対のアーム43間の中央位置P1に配置される。フランジ42は、筒状部37の外周面61に隣接する環状の端面56に、第1方向S1および第2方向S2の双方に直交する第3方向S3に対して傾斜する傾斜面58を含む。傾斜面58および筒状部37の外周面61は、凹湾曲面60を介して接続されている。
(もっと読む)
コンベア装置
【課題】サイクルタイムを犠牲にすることなく、また広いスペースを必要とすることなく、互いに密着した複数のワークをその搬送中に確実に切離すことが可能なコンベア装置を提供する。
【解決手段】円柱状等のワークWをその下側左右において支持しつつ搬送路R1に沿って搬送する左右並列の搬送ベルト17を備えたコンベア装置で、搬送路R1を挟んで搬送ベルト17の上側に左右並列に上部ベルト34を配設し、搬送ベルト17を左右間隔を保持しつつ下側から支持する一対の切離し下部プーリ13,14と、これら一対の切離し下部プーリ13,14間の中間支持位置P0において上部ベルト34を左右間隔を保持しつつワークWに対して下向きに押し付ける状態で支持する切離し上部プーリ33とを搬送路R1上に設け、上部ベルト34の駆動速度を搬送ベルト17の駆動速度よりも遅くしたものである。
(もっと読む)
センタレス研削盤の段取り装置、その段取り方法およびセンタレス研削盤
【課題】センタレス研削盤において、砥石車の交換時の段取り作業を機械により自動化することができる段取り技術を提供する。
【解決手段】ドレス装置3、砥石車1の外径位置を測定する砥石位置測定部4、砥石位置測定部4の測定基準位置Sを規定する基準ブロック5、ドレス装置3のロータリ・ダイヤ30と砥石車1の接触位置を測定するダイヤ負荷検知部7、測定基準位置Sに基づく砥石位置測定部4の測定結果から、予め設定された砥石径基準値に基づいて砥石車1の外径寸法φDを算出する寸法算出部8、およびドレス装置3を制御する段取り制御部9を備え、段取り制御部9は、寸法算出部8の算出結果に従ってドレス装置3を制御する。
(もっと読む)
穴加工用回転工具及び自在継手用ヨークの製造方法
【課題】より加工精度の高い穴を加工対象物に形成することができる穴加工用回転工具などを提供する。
【解決手段】穴加工用回転工具1は、先端側から順次、リーマ加工用の刃部、バニシング加工用の刃部、及びシャンク部が形成されるとともに、リーマ加工用の刃部の直径がバニシング加工用の刃部よりも小径となった段付き形状に形成される。リーマ加工用の刃部は、切れ刃13を備え、バニシング加工用の刃部は、丸ランド21と、丸ランド21の工具回転順方向の端部に接続する前部逃げ面22と、丸ランド21の工具回転逆方向の端部に接続する後部逃げ面23とを備える。
(もっと読む)
固体潤滑被膜とその製造方法およびそれを用いた摺動部材
【課題】潤滑性や耐スティック−スリップ性、耐摩耗性、耐久性に優れた固体潤滑被膜と、膜厚や前記各特性を高精度に制御しながら、材料の無駄を生じることなく固体潤滑被膜を製造する製造方法と、固体潤滑被膜によって良好な潤滑性が付与された摺動部材とを提供する。
【解決手段】固体潤滑被膜は、樹脂固形分とフッ素樹脂粉末と無機系潤滑剤とを含み、引っかき硬度(鉛筆法)が3H以上である。製造方法は、ブラスト処理等した表面に、前記各成分を含む樹脂塗料を用いて、電着塗装によって塗膜を形成したのち焼成する。摺動部材は、摺動面に固体潤滑被膜を形成した。
(もっと読む)
固体潤滑被膜とその製造方法およびそれを用いた摺動部材
【課題】潤滑性や耐スティック−スリップ性、耐摩耗性に優れた固体潤滑被膜と、膜厚や前記各特性等を高精度に制御しながら、材料の無駄を生じることなく効率よく、固体潤滑被膜を製造する製造方法と、固体潤滑被膜によって良好な潤滑性が付与された摺動部材とを提供する。
【解決手段】固体潤滑被膜は、樹脂固形分とフッ素樹脂粉末とを含み、引っかき硬度(鉛筆法)が3H以上である。製造方法は、脱脂処理等した表面に、樹脂固形分とフッ素樹脂粉末とを含む樹脂塗料を用いて、電着塗装によって塗膜を形成したのち焼成する。摺動部材は、摺動面に固体潤滑被膜を形成した。
(もっと読む)
固体潤滑被膜とその製造方法およびそれを用いた摺動部材
【課題】潤滑性や耐スティック−スリップ性、耐摩耗性に優れた固体潤滑被膜と、膜厚や前記各特性等を高精度に制御しながら、材料の無駄を生じることなく効率よく、固体潤滑被膜を製造する製造方法と、固体潤滑被膜によって良好な潤滑性が付与された摺動部材とを提供する。
【解決手段】固体潤滑被膜は、樹脂固形分と無機系潤滑剤とを含み、表面に多数の凹部が形成された。製造方法は、ブラスト処理等した表面に、樹脂固形分と無機系潤滑剤とを含む樹脂塗料を用いて、電着塗装によって塗膜を形成したのち焼成する。摺動部材は、摺動面に固体潤滑被膜を形成した。
(もっと読む)
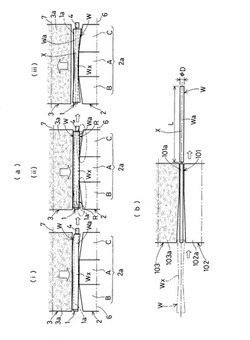
工作物外径面および平面のセンタレス研削方法およびセンタレス研削装置
【課題】円筒ワークの円筒外径面と端面等の平面を、1台のセンタレス研削装置により連続した2工程で研削加工するセンタレス研削技術を提供する。
【解決手段】円筒砥石面10aとこの円筒砥石面10aの軸線X10に直交する交差砥石面10bとを有する砥石車1を用いて、まず、円筒砥石面10aによりワークWの円筒外径面Waをセンタレス研削し、続いて、ワークWをセンタレスで固定支持して、交差砥石面10bにより、ワークWの先端面Wbを研削する。これにより、1台のセンタレス研削装置の連続する2工程で、ワークWの円筒外径面Waと先端面Wbを研削加工することができる。
(もっと読む)
ニードルローラ整列供給装置及びこれを備えたトリポード部材組立装置
【課題】トリポード部材の脚軸部外周面に複数のニードルローラを効率的に且つ確実に整列供給することができるニードルローラ整列供給装置などを提供する。
【解決手段】ニードルローラ整列供給装置は、第1円筒部材22と、第1円筒部材22内に少なくとも一部分が挿入された状態で配置され、外周面には、ニードルローラ208がそれぞれ収容される複数の溝25aが軸線方向に沿って形成された第2円筒部材24と、第1円筒部材22の先端部よりも脚軸部側に突出するように且つ環状に設けられ、第2円筒部材24の各溝25a内にあるニードルローラ208を溝25a側に押し付けて挟持する挟持機構40と、第1円筒部材22と第2円筒部材24との間に配置される第3円筒部材23と、これら各円筒部材22,23,24を駆動する駆動機構とを備える。
(もっと読む)
41 - 50 / 85
[ Back to top ]