
新東工業株式会社により出願された特許
131 - 140 / 474
搬送装置
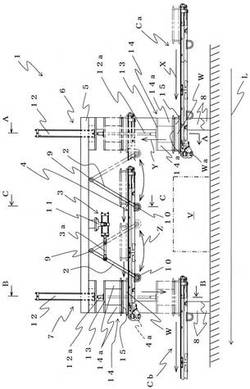
【課題】被搬送体を搬送するための、安価で簡素な搬送装置を提供する。
【解決手段】被搬送体Wを搬送させる搬送ラインLの上流側搬送コンベヤCaと下流側搬送コンベヤCbとのあいだに配設される搬送装置1であって、立設する支柱8に配設される固定フレーム5に上端が軸支される平行リンク2,2と、該平行リンク2,2を前後動させる第1アクチュエータ3と、前記平行リンク2,2の上端を支点として上下方向に円弧を描きながら前後に揺動可能なように前記平行リンク2,2の下端に軸支される揺動コンベヤ4と、該揺動コンベヤ4の上流側と下流側に位置する前記固定フレーム5に配置される第2アクチュエータ12と該第2アクチュエータ12の下端側に設けられる、前記被搬送体Wの両側縁の突起部Waに係合する爪15を有する一組のアーム14とを具備する搬入用昇降リフタ6および搬出用昇降リフタ7とを備えている。
(もっと読む)
鋳造設備における金型鋳造装置

【課題】水平面内で回転可能に設けられたターンテーブル1の上面に、金型2を開閉する金型開閉機構3を備えた多数の金型鋳造装置4・4を、ターンテーブル1の周縁に沿うようにして設置した鋳造設備における金型鋳造装置において、作業者による中子セット、金型清掃、製品取出しなどの作業性が容易になるようにする。
【解決手段】金型2に注湯するラドル9を、ターンテーブル1の外側位置とターンテーブル1の回転中心側位置との間を金型開閉機構4の上方位置で縦断して移動可能に配設し、ラドル9は、金型2に注湯する時にはターンテーブル1の外側位置に、また金型1から鋳造品を取り出すなどの作業を行う時にはターンテーブル1の回転中心側位置にそれぞれ移動させるようにしたことを特徴とする。
(もっと読む)
取鍋搬送あけかえ台車および溶湯搬送ライン
【課題】設備をコンパクトにして設備投資コスト削減および溶湯の搬送時間の短縮による溶湯温度の維持や注湯のサイクルタイム短縮を実現することができる取鍋搬送あけかえ台車及びそれを用いた溶湯搬送ラインを提供することを目的とする。
【解決手段】搬送軌道に沿って走行する搬送手段と、該搬送手段に配置され、前記搬送軌道と直交する方向へ移動する移動手段と、該移動手段に立設される支柱に配設される昇降機構と、該昇降機構の昇降部に配設される傾動手段と、該傾動手段に軸支され、前記傾動手段によって傾動されるとともに受湯取鍋を着脱可能に保持する取鍋保持部材とを具備し、前記受湯取鍋の溶湯を、注湯取鍋へ移しかえる取鍋搬送あけかえ台車。
(もっと読む)
取鍋傾動式自動注湯方法、取鍋用傾動制御システムおよび取鍋用傾動制御プログラムを記憶した記憶媒体
【課題】高速および高精度に注湯することができる取鍋傾動式自動注湯方法を提供する。
【解決手段】ロードセル9によって計測される取鍋3から流出の溶湯の重量と、サーボモータ4,5への入力電圧,ロータリーエンコーダによって計測される取鍋傾動角度,取鍋昇降方向位置から、拡張カルマンフィルタを用いて出湯口から上部に位置する溶湯の高さと取鍋から流出する溶湯の重量を推定し,取鍋の傾動角度と拡張カルマンフィルタにより推定される前記出湯口から上部に位置する溶湯の高さにより予測される後傾動時に取鍋から流出する溶湯の重量と、拡張カルマンフィルタにより推定される取鍋から流出の溶湯の重量との和を最終溶湯流出重量として予測し,当該予測した最終溶湯流出重量が規定流出重量以上か否かを判定したのち,該判定結果に基づいて取鍋の後傾動の動作を開始する。
(もっと読む)
自動注湯方法
【課題】 傾動式の自動注湯装置であっても、高速造型ラインの高速造型に対応して高速注湯をすることができる自動注湯方法を提供する。
【解決手段】 複数回分の注湯重量の溶湯を貯めることができる注湯桶を正傾動させることにより該注湯桶内の溶湯を鋳型内に注湯する工程と、前記注湯桶を逆傾動させることにより前記鋳型内への注湯を停止する工程と、該注湯が終了した鋳型を含む鋳型群を間欠搬送する工程と、を有し、前記鋳型内に注湯する工程の開始から前記鋳型群を前記間欠搬送する工程の終了までの間、前記注湯桶内の溶湯重量が所定重量に達していない場合には保持炉を正傾動させることにより溶湯を前記注湯桶に供給し続ける。
(もっと読む)
プレス装置からの駆動系の取外し方法、及びプレス装置
【課題】プレス用の上型と下型との位置関係を保持したままの状態でプレス装置本体から駆動系を取り外すための取外し方法。
【解決手段】ベアリングホルダ34は、下型のベース22に向かうねじ穴が形成されたフランジ34aを備えている。そして、本方法は、フランジ34aねじ穴にボルトBを螺合させ、ねじ穴に螺合されたボルトBをベース22に向かう方向に締め込み、先端がベース22に突き当たったボルトBをさらに締め込むことにより、ベアリングホルダ34を下型から離反する方向に移動させることを特徴とする。
(もっと読む)
鉄系金属部品の加工方法
【課題】 円柱形の鉄系金属部品の稜角部の丸み付け加工をするための加工方法において、外周面側ダレ量と端面側ダレ量との近似化が容易で、更には、短時間で丸み付け加工が済む鉄系金属部品の加工方法を提供すること。
【解決手段】 円柱形の鉄系金属部品(ワーク)の両側の端面W1の角部W2に丸みR付けをするための加工方法。ワークWの多数本を同時処理するバレル研磨工程により行う。該バレル研磨工程を、
1)ワークWの角部W2を塑性変形させて、該端面W1の外周端部に、湾曲凸部aを、前記端面W1に前記ワークの外径より小さい径の平面部bを残して形成する第一工程、及び、2)湾曲凸部aを研磨除去して、端面W1の角部W2に丸みRが形成されるようにする第二工程、とで行なう。
(もっと読む)
蓄熱燃焼式排ガス浄化装置の運転制御方法
【課題】待機運転時における燃焼室のバーナの寿命の確保および燃料消費量の低減を図る蓄熱燃焼式排ガス浄化装置の運転制御方法を提供する。
【解決手段】
蓄熱体を配設した蓄熱室を有する塔を2塔並列する蓄熱燃焼式排ガス浄化装置の運転モードを排ガス処理指令に基づいて待機運転モードに切替えて制御する運転制御方法であって、前記排ガス処理指令に基づいて切替えられた待機運転モードにおいて、第1塔の入口ダンパ4aと出口ダンパ4bが開状態に切り替わるとともに第2塔の入口ダンパ5aと出口ダンパ5bが閉状態に切り替わるパターン1と、第1塔の入口ダンパ4aと出口ダンパ4bが閉状態に切り替わるとともに第2塔の入口ダンパ5aと出口ダンパ5bが開状態に切り替わるパターン2とを交互に繰り返す第2ダンパサイクル運転を行う。
(もっと読む)
プリコート式真空濾過装置
【課題】 従来のプリコート式真空濾過装置において、異物等が混入している廃水にも対応可能であると共に、掻取り刃の摩耗が濾過面の場所にかかわらず均一に生ずることで、真空濾過装置の運転効率を向上させること。
【解決手段】 原液槽36とフィルタドラム38とスクレーパ手段46(48)とを備えたプリコート式の真空濾過装置。フィルタドラム38は、外筒部58の内側に同心的に内筒部56を配し、内筒部56と外筒部58との円環状空間を仕切り板60で等分割して複数個の濾室62を形成する。該各濾室62には仕切り板60の回転方向側内側面の付近においては回転軸を兼ねる濾過主管64より分岐される枝管66に接続する。スクレーパ手段46は、濾過面に対して前進可能なホルダ78に薄肉の掻き取り刃48を先端部側逃げ可能に弾性押圧して支持して構成する。
(もっと読む)
表面濾過方式集塵機用帯電防止濾布
【課題】 パルスジェット払落し式集塵機用濾布において、集塵ダストの払い落としを行った直後のダスト漏れが極めて多く、平均出口ダスト濃度が極めて高く、通気性やダスト払い落し性能の劣化が多く、帯電防止特性に劣る集塵機用濾布の改善が求められていた。
【解決手段】パルスジェット払落し式集塵機で使用される不織布製濾布のように繊維質濾布基材よりなる柔軟性材料の濾過面側に導電性のナノカーボン繊維から構成された微細繊維層を層着形成することにより、集塵性能と帯電防止性能に優れる表面濾過方式のパルスジェット払落し式集塵機用濾布を提供できる。
(もっと読む)
131 - 140 / 474
[ Back to top ]