
千住金属工業株式会社により出願された特許
31 - 40 / 101
線状体の巻き取り方法及び鉛線供給材
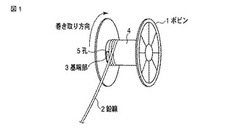
【課題】この発明は、鉛線をボビンに巻き取った場合に張力や応力が加わらない状態として輸送中或いは溶接作業中に巻きに緩みなどが生じるようなことがなく、鉛線の絡まりを防止する鉛線の巻き取り方法を提供しようとするものである。
【解決手段】鉛線2の巻き取り方法であって、鉛線2の端部3をボビン1の端部に固定して巻き取って鉛線2を隙間なくボビン1に配列して巻き付けて二段目に巻き付けた鉛線2で一段目に巻きつけた鉛線2を押さえ付け、その段階でボビン1に固定している鉛線2の基端部3を途中で切断しさらに一段目の鉛線の配置されていない隙間にダミー部材6を挿入して埋設し一段目の鉛線2の配列上面を平坦とした後、引き続き鉛線2を所定の長さまで巻き取ることを特徴とする鉛線2の巻き取り方法である。
(もっと読む)
はんだコート部品、その製造方法及びその実装方法

【課題】筐体部品の任意のはんだ付け領域の全範囲でフィレット部分を形成できるようにすると共に、はんだ未接合部分や、ボイド等を発生することなく、基板に確実かつ強固に接合できるようにする。
【解決手段】シールドケース100は、所定の膜厚のニッケル皮膜及び錫合金めっき皮膜を順次設けられ、かつ、当該錫合金めっき皮膜上に鉛フリーの溶融はんだがコート処理されてなる表面処理が施された枠部材11を備えるものである。枠部材11がシールドケース100の形状に加工され、その後、シールドケース100の一部位又は全ての部位にニッケル皮膜及び錫合金めっき皮膜を順次形成して下地処理され、下地処理後の枠部材11の一部位又は全ての部位に溶融はんだがコート処理されてなる表面処理が施され、当該シールドケース100の一部形状が面実装用のはんだ付け面となされている。
(もっと読む)
噴流はんだ槽
【課題】ノズルから噴流されるはんだの酸化を防止できるようにする。
【解決手段】カバー本体部40は、ノズル部3を挿入する開口部43と当該開口部43より外側に位置する側壁42とを有し、はんだ収容部2の一部を覆う。供給管45は側壁42側に窒素ガスを供給する複数の供給口46を有し、開口部43の周囲を囲うように当該開口部43と側壁42との間に設けられる。これにより、供給口46から供給された窒素ガスは、側壁42に向かって供給され、ノズル部3、側壁42及びはんだ20の液面との間で貯留される。その貯留された窒素ガスはそのガス密度が高くなる。ガス密度が高くなった窒素ガスが開口部43から噴出されて、ノズル部3から噴流されるはんだ20に当該窒素ガスが吹き付けられる。これにより、はんだの酸化を防止できる。その結果、所定の箇所以外にはんだが付着されるブリッジ不良やつらら不良を低減することができる。
(もっと読む)
はんだ付け装置
【課題】搬送ロボットがユーザに衝突することを確実に防止できるようにする。
【解決手段】搬送ロボット8は、所定の範囲内を移動して、プリント基板P2のはんだ付け処理を行う噴流はんだ槽5,6に当該プリント基板P2を搬送する。保護シャッタ11,12,13,14は、噴流はんだ槽5,6の近傍に設けられ、所定の範囲内を移動する搬送ロボット8から噴流はんだ槽5,6を遮蔽し、該遮蔽を解除する。これにより、噴流はんだ槽5,6のうち、例えば噴流はんだ槽5を停止させて、ユーザが当該はんだ槽5のメンテナンス作業等を行う際、万一、搬送ロボット8がその噴流はんだ槽5へプリント基板P2を搬送する移動をしても、搬送ロボット8がシャッタ11,12に当接してその移動が阻止されるので、ユーザを搬送ロボット8から保護できるようになる。これにより、搬送ロボット8がユーザに衝突することを確実に防止できる。
(もっと読む)
はんだ粉末付き支持体
【課題】めっき法、ホットレベラー法、ソルダペースト法、はんだボール法等の従来のプリコート法では、はんだ付け部へのはんだの付着が均一にならなかったり、はんだが完全に付着しなかったり、さらには多大な設備と手間がかかった。本発明は、均一塗布ができ、不良が発生しない、簡単な設備で実施できるプリコートに用いるはんだ粉末支持体を提供する。
【解決手段】支持体に塗布した粘着剤の上に粉末はんだを多めに散布し、その後、粘着剤に粘着されていない余剰の粉末はんだを除去する。そして粉末はんだ散布面をフラックスが塗布されたワークに圧力をかけて重ね合わせてから、加熱してはんだ付け部だけにはんだを付着させる。
(もっと読む)
駆動制御装置、噴流はんだ槽及び自動はんだ付け装置
【課題】噴流はんだ槽からはんだが溢れ出ることを防止できるようにする。
【解決手段】制御部20は、操作パネル9に表示される手動噴流調整ボタンによって調整要求D4が受け付けられると、操作パネル9で予め設定されたはんだの噴流量にロータリエンコーダ8A,8Bにより設定されたはんだの噴流量を演算して、当該演算されたはんだの噴流量をモータM1,M2に出力する。これにより、手動噴流調整ボタンによる調整要求D4を制御部20が受け付けなければ、モータM1,M2の回転数を上昇させてはんだの噴流量を増加させる方向に誤ってロータリエンコーダ8A,8Bを操作しても、噴流はんだ槽からはんだが溢れ出ることを防止できる。
(もっと読む)
噴流はんだ槽
【課題】ノズルの先端から噴流される溶融はんだの高さを均一にする。
【解決手段】槽本体部2は溶融はんだ20を収容し、ポンプ部は槽本体部2に収容される溶融はんだ20を圧送し、第1のダクト部4はポンプ部によって圧送された溶融はんだ20を流入方向P1に案内し、方向転換部9は第1のダクト部4によって案内された溶融はんだ20の流入方向P1を流入方向P2に転換し、第2のダクト部5は方向転換部9によって流入方向P2に転換された溶融はんだ20をノズル本体部6に流入方向P3で案内する。これにより、方向転換部9によって溶融はんだ20の流入方向P1が流入方向P2に転換される際に、当該方向転換部9が溶融はんだ20の乱流の発生を防ぐので、第2のダクト部5からノズル本体部6に案内される溶融はんだ20の流速及び流入量が安定化する。この結果、ノズル口3から噴流される溶融はんだ20の高さを均一にすることができる。
(もっと読む)
自動はんだ付け装置及び搬送装置
【課題】基板を所定の位置に固定してはんだ付け処理部に搬送できるようにする。
【解決手段】プリント基板W1を挟持する搬送爪10と、搬送爪10をヒータ部4からはんだ槽5へ駆動する搬送チェーン15と、搬送チェーン15をヒータ部4に沿って案内する第1のフレーム9Aと、搬送チェーン15をはんだ槽5に沿って案内する第2のフレーム9Bと、第1のフレーム9Aと第2のフレーム9Bとの間に設けられて、第1及び第2のフレーム9A,9Bと搬送チェーン15との熱膨張の差による伸縮を吸収する吸収部材124とを備える。吸収部材124は、第1及び第2のフレーム9A,9Bと搬送チェーン15との熱膨張の差による伸縮を吸収するので、第1及び第2のフレーム9A,9Bから搬送チェーン15がずれることを防止できる。これにより、プリント基板W1を所定の位置に固定してヒータ部4及びはんだ槽5に搬送できる。
(もっと読む)
複層軸受
【課題】鉛類を含まない樹脂組成物を用い、面圧が10MPaをこえる高面圧条件において、動摩擦係数や耐摩耗特性などに優れ、さらに安定した摺動特性を有する複層軸受を提供する。
【解決手段】金属基材2と、該金属基材2の一方の表面に形成された多孔質層3と、該多孔質層3に含浸被覆された樹脂組成物4とからなる複層軸受1であって、上記樹脂組成物4は、フッ素樹脂に、熱可塑性樹脂と、炭素繊維と、二硫化モリブデンとを少なくとも配合してなるフッ素樹脂組成物である。
(もっと読む)
線材繰り出し装置およびカートリッジ
【課題】線材を簡単に装置本体外に導出できるようにする。
【解決手段】カートリッジに巻回された軟質な材質からなる線材を一対のローラで挟持し、一方の繰り出しローラ42を操作して線材をガイド部材60側に繰り出す。線材はガイド部材本体内および導出用パイプを通って外部に導出される(引き出される)。ガイド部材は装置本体に対して着脱自在であるので、線材をガイド部材内を通すときは、ガイド部材を装置本体より外した状態で行う。ガイド部材を外して線材の挿通作業をするので、線材の先端部側を曲げることなく、簡単に通すことができるから、作業効率を改善できる。
(もっと読む)
31 - 40 / 101
[ Back to top ]