
東海化成工業株式会社により出願された特許
21 - 30 / 39
内装品の製造方法
【課題】発泡射出成形法を利用して、意匠表面の意匠性を高く確保しつつ局部的に発泡倍率を高める。
【解決手段】貫通部23を有する硬質の芯材2を形成し、貫通部23を塞いだ状態で芯材2をキャビティ内に配置し、芯材の表面側に発泡剤を含む軟質樹脂からなる成形材料を射出して積層し、貫通部23を閉じた状態を開くことで成形材料を貫通部23を介して膨出させる。軟質樹脂層3の表面にパーティングラインが形成されることがなく、貫通部23に対向する部位の発泡倍率が高まる。
(もっと読む)
発泡成形方法、発泡成形金型、および発泡成形品

【課題】欠肉部が機能面に発生するのを抑制可能な発泡成形方法、発泡成形金型、および発泡成形品を提供することを課題とする。
【解決手段】発泡成形方法により、発泡成形金型1のキャビティ4で発泡樹脂原料Lを発泡させ、所定の面精度が要求される機能面702を備える発泡成形品5を作製する。キャビティ4は、機能面702を成形する機能面成形部401と、発泡樹脂原料Lの流れによりキャビティ4に存在するガスAが追い込まれるガス溜まり部400と、を有する。キャビティ4を区画する発泡成形金型1の成形面には、機能面成形部401とガス溜まり部400とを仕切るように、ガス流動抑制段差部200が配置されている。ガス流動抑制段差部200は、ガス溜まり部400に追い込まれたガスAが、ガス流動抑制段差部200を越えて機能面成形部401に流れ込むのを抑制する。
(もっと読む)
マンホール補修方法
【課題】マンホール補修材とグラウト材とで強固な補修用ライニング層を構成できる、安価に実施可能なマンホール補修方法を提供する。
【解決手段】円柱外面を有する金型55に、ガラス繊維強化ビニルエステル樹脂57をハンドレイアップ法により積層し、ビニルエステル樹脂が未硬化の状態で、隙間形成用リブ39、41に、プレート片49を押し付けて貼り付ける。プレート片49をマンホール補修材1と同一の材質であるガラス繊維強化ビニルエステル樹脂製とする。ビニルエステル樹脂が硬化したら型抜きを行ない、アンカ構造を一体的に有するFRP製のマンホール補修材1を構成する。
(もっと読む)
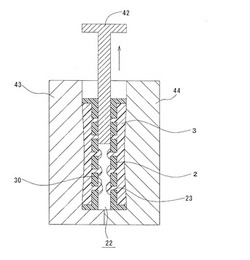
可倒式ヘッドレスト
【課題】発泡樹脂が可倒機構部へ進入するのを防止するとともに、回動時の異音の発生を抑制し、かつ部品点数を低減して、軽量で安価な可倒式ヘッドレストとする。
【解決手段】起立位置と転倒位置とで、金属製のステー側係合部3と樹脂製の芯材側係合部5が係合するように構成し、ステー側係合部3と、芯材側係合部5と、コイルスプリング4とを中空空間22内に配置した。
各位置で保持する際の係合部の一方を樹脂製としたことで、回動時の異音の発生が抑制され軽量となる。
(もっと読む)
マンホール補修方法
【課題】マンホール補修材とグラウト材とで強固な補修用ライニング層を構成できる、安価に実施可能なマンホール補修方法を提供する。
【解決手段】金型に繊維強化樹脂をハンドレイアップ法により積層し、型抜きを行なって、円筒状体の周方向1箇所を縦方向に切断したFRP製の補修材本体9を形成する。補修材本体9を平板状に展開し、外面に常温硬化性樹脂接着材61を塗布し、接着層63を形成する。3号珪砂65を接着層63上に撒いて珪砂層13を形成する。そして、接着層63が硬化し、珪砂層13が接着層63に固着したマンホール補修材と、セメント系の粉体部と常温硬化性樹脂材からなる樹脂部と水とを混ぜ合わせたグラウト材とを使用して補修用ライニング層を形成する。
(もっと読む)
筒部材および筒部材成形方法および金型
【課題】インテグラルヒンジ部付近が径方向内側に没入しにくい筒部材、および筒部材成形方法、および筒部材の成形に用いる金型を提供することを課題とする。
【解決手段】筒部材成形方法は、インテグラルヒンジ部40と、インテグラルヒンジ部40を介して周方向に連結される複数の分割体41f、41rと、を一体的に備え、インテグラルヒンジ部40を湾曲させることにより全体として筒状態になるエラストマー製の筒部材4を、インテグラルヒンジ部40を湾曲させない展開状態で成形する筒部材成形方法であって、インテグラルヒンジ部40を成形するヒンジ成形部230と、複数の分割体41f、41rを成形する複数の分割体成形部231f、231rと、を備えるキャビティ23の、少なくともヒンジ成形部40に、軸方向一端から軸方向他端に向かう方向に、溶融原料を流動させることを特徴とする。
(もっと読む)
表皮端末固定方法
【課題】表皮端末の折り返し部を芯材に容易に固定できるようにする。
【解決手段】表皮2は、芯材1の角部15を挟む2辺が折り返されて互いに接合された袋角部21をもち、袋角部20を角部15に被せて位置決め保持した状態で折り返し端末24を芯材1の裏面側に固定する。
袋角部20が角部15に係合保持されているので、折り返し端末24を芯材1の裏面に押圧して保持する際の、作業者の指への負担が軽減される。
(もっと読む)
発泡ウレタン成形品のトリミング装置及びトリミング方法
【課題】超音波カッターを用いて精度高くバリを切除できるトリミング装置を提供する。
【解決手段】少なくとも芯材と表皮材を含むバリを切除するトリミングにおいて、多間接ロボット1のハンドに超音波カッター2を保持し、被切断部の全長を切断する1サイクルの間に少なくとも一度は超音波カッターのカッター刃の変形量を測定し、変形量の程度が許容値を超えた場合にカッター刃を良品に交換する。 カッター刃が限度以上に曲がり変形する前に使用を中止することができるので、トリミング精度が低下するのを未然に防止することができる。
(もっと読む)
表皮一体ヘッドレストとその製造方法
【課題】意匠性を高く維持しつつ、注入開口からの発泡樹脂の漏れを確実に防止する。
【解決手段】袋状の表皮体1の注入開口12には、互いに対向する第1折り返し部13と第2折り返し部14をもち、第1折り返し部13の近傍に形成されたステー孔15と第2折り返し部14に形成された第1貫通孔16にステー3の脚部30を挿通した状態で、注入開口12から発泡樹脂を注入して発泡成形する。
ステー3によって第2折り返し部14が第1折り返し部13に近接するように付勢されるため、第2折り返し部14が注入開口12を開くような変形が生じにくい。
(もっと読む)
車両用ヘッドレスト
【課題】吸音性に優れた車両用ヘッドレストを提供する。
【解決手段】表皮層2と吸音性芯材であるパッド層6とが、その間に非通気性のフィルム層5を介して一体発泡成形されている車両用ヘッドレストであって、前記表皮層側よりパッド層に到達する孔あけ加工が施されて前記非通気性のフィルム層5に、表皮層2とパッド層6間を連通する多数の連通孔7が配設されている構造とする。前記フィルム層の通気度は、10cc/cm2 ・sec以上であることが好ましく、連通孔は、針径が0.5〜2.0mmの針により0.5〜10.0mmのピッチで孔あけ加工したものであることが好ましい。 また、ヘッドレスト本体の背面部位または側面部位、およびその両部位に連通孔が形成されていることが好ましい。
(もっと読む)
21 - 30 / 39
[ Back to top ]