
東洋機械金属株式会社により出願された特許
281 - 290 / 299
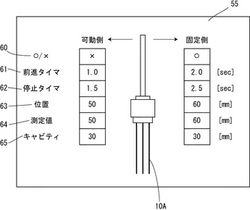
ダイカストマシンのスプレー装置
【課題】
スプレーノズルのサイクル時間が短くなるようにスプレーノズルの移動工程を設定し、生産の向上を図る。
【解決手段】
ダイカストマシン11の型開きからスプレーノズル10Aの噴射動作に至る待機位置aから噴射位置cに至るスプレーノズル10Aの移動工程と、噴射位置cから待機位置aへと戻る移動工程とが異なり、戻る移動工程において、キャビティ12の深さに相当する距離L1だけスプレーノズル10Aを後退(水平前進工程W2の移動距離分)させた後、スプレーノズル10Aを追い込み移動工程W3の移動距離と同じ距離だけ戻るように後退しながら上昇させることによって、スプレーノズル10aは傾斜した移動軌跡を描いて上昇し、キャビティ12の外側へと最短距離で移動する。
(もっと読む)
ダイカストマシン

【課題】本発明は、ダイカストマシンの作動の際、その液圧回路を流動する水−グリコール系作動液の劣化状態を目視により確認することができ、液圧回路に錆びや腐食に伴う目詰まり等が発生し故障することを未然に回避することが可能なダイカストマシンを提供する。
【解決手段】作動液6の液圧によって作動されるダイカストマシンにおいて、タンク5に作動液6の劣化状態を検知するペーハー検知センサー11と、このペーハー検知センサー11により検出された作動液6の液質を表示する表示装置とを設ける。これにより、ダイカストマシンが長時間作動され作動液6が劣化した際に、作動液6の劣化状況をペーハー検知センサー11で検知し表示装置に表示することができる。従って、ダイカストマシンの使用者などは、作動液6の劣化状態を表示装置を目視して容易に確認することができる。
(もっと読む)
射出成形機
【課題】
金型を用いて成形物を形成する射出成形機において、射出装置に備えられたボールネジユニットのナット部の長さを長くして射出速度を速くしたことにより撓み易くなった前記ナット部の重量を支える構造を設けて射出装置の精度を向上させ、もって射出量や射出時間などの精度を向上させるハイサイクル射出成形機を提供することを目的とする。
【解決手段】
ボールネジユニット70の回転数を速くする為に前記ボールネジユニット70を構成するボールネジ軸71を細くしてボール径(d)を小さくし、ナット部72における回路の総有効巻き数(K)を増やすことによりナット部72の全長(W)が増して撓み易くなった該ナット部72を、タイバー8に進退自由に設けた支持プレート60と新たに設けたガイドプレート80で支えることによりボールネジユニット70の動作を滑らかとし、射出速度(V)の高速化を実現した。
(もっと読む)
成形機
【課題】 プリプラ式射出成形機において、スクリューの先端側から射出プランジャの先端側に至る樹脂供給通路の形状を単純化して、その加工を容易にするとともに、部品点数を削減すること。
【解決手段】 樹脂原料を混練・可塑化するためのスクリューと、溶融樹脂を金型内に射出・充填するための射出プランジャとをもつプリプラ式射出成形機において、その内部に射出プランジャが前後進可能であるように配設された保持ブロックに、可塑化シリンダ内に回転可能であるように配設されたスクリューの先端部を内蔵させ、スクリューの先端部から送り出される溶融樹脂を射出プランジャの先端側に送り込むための樹脂供給通路を、保持ブロック内に直線状に穿設する。
(もっと読む)
成形機
【課題】 カーボンと樹脂とを含んだ粉末状の成形原料を用いて、その両面に複数の溝をもつ板状の成形品を加熱圧縮成形により成形する成形機において、成形品の密度を均一にすること。
【解決手段】 カーボンと樹脂とを含んだ粉末状の成形原料を用いて、その両面に複数の溝をもつ板状の成形品を加熱圧縮成形により成形する成形機において、固定側金型と可動側金型とで形成される一面または該一面の一部のみが開放された閉空間の厚さが、成形品の厚みよりも所定量大きい状態で、この閉空間内に成形原料を供給充填して、金型を振動させる。
(もっと読む)
成形機
【課題】 カーボンと樹脂とを含んだ粉末状の成形原料を用いて、その両面に複数の溝をもつ板状の成形品を加熱圧縮成形により成形する成形機において、成形品の密度を均一にすること。
【解決手段】 カーボンと樹脂とを含んだ粉末状の成形原料を用いて、その両面に複数の溝をもつ板状の成形品を加熱圧縮成形により成形する成形機において、可動側金型が上下方向に移動する縦型の型開閉機構をもち、固定側金型または可動側金型のいずれか一方の金型に、底面に複数の突条を形成した凹部を設け、他方の金型に、凹部に入れ/出し可能であるとともにその表面に複数の突条を形成した凸部を設けて、両金型が離間した状態において凹部内に供給された成形原料を、凹部に凸部が所定量入り込み、かつ、両金型で形成される密閉空間の厚さが、成形品の厚みよりも所定量大きい状態で、前記金型を振動させる。
(もっと読む)
成形機
【課題】 カーボンと樹脂とを含んだ粉末状の成形原料を用いて、その両面に複数の溝をもつ板状の成形品を加熱圧縮成形により成形する成形機において、成形品の密度を均一にし、生産性を高める。
【解決手段】 前記成形原料を用いて、前記板状の成形品を加熱圧縮成形により成形する成形機において、可動ダイプレート2の移動によって移動可能な複数の金型をもち、隣接する金型同士で成形空間をそれぞれ形成して、各成形空間で成形品を成形可能な構成をとり、前記金型同士の対向面のいずれか一方に、底面に複数の突条15を形成した凹部14を設け、前記金型同士の対向面の他方に、凹部に入れ/出し可能であり、その表面に複数の突条13を形成した凸部12を設けて、凹部に凸部が所定量入り込み、かつ、前記金型同士のPL面の間隔が、成形品の厚みよりも所定量大きい状態で、前記金型同士の凹部と凸部とで形成される空間内の前記成形原料を、各金型を振動させることで振動させる。
(もっと読む)
射出成形機
【課題】
射出成形機に複数も受けられている各種プーリとこれらプーリに連結されているベルトとの接触部位から発生される騒音を軽減させた静音性の向上を図った射出成形機を提供する。
【解決手段】
射出成形機1に、計量駆動用モータ15の駆動力を伝達する第1,第2のプーリ17と計量駆動用タイミングベルト18とを外部に露出しないように覆う第1の騒音防止カバー140を設ける。射出駆動用モータ20,21の駆動力を伝達する第3〜第5のプーリ25,26,29と射出駆動用タイミングベルト27,28とを外部に露出しないように覆う第2の騒音防止カバー150を設ける。型締め駆動用モータ90の駆動力を伝達する第6,第7プーリ91,93とタイミングベルトとを外部に露出しないように覆う第3の騒音防止カバー160を設ける。第1〜第3の騒音防止カバー140,150,160などにより射出成形機の作動時の騒音を軽減する。
(もっと読む)
射出成形機
【課題】 工程の一部を並列実行させることにより1サイクルの短縮化が図られた射出成形機であって、当該並列実行時間を計測し、これを表示させるようにした射出成形機の提供。
【解決手段】 各駆動装置及び各駆動装置の回転数を検出する各エンコーダ及び各フィードバック制御部705〜709により得られる各工程の進捗段階と、タイマ部711と、制御部712、とによって、各工程の並列実行時間を計測し、これを表示部50に表示させる。
(もっと読む)
成形機
【課題】 成形機におけるボールを用いた直動ガイド機構やボールネジ機構の耐久性、クリーン性を高め、低騒音化を図り、また、成形機におけるボールネジ機構の可及的な高速回転化を可能とすること。
【解決手段】 直線移動する直線移動部材の直線移動をガイドするボールを用いた直動ガイド機構、および/または、サーボモータの回転を直線運動に変換して直線移動部材を直線移動させるボールネジ機構を備えた成形機において、直動ガイド機構またはボールネジ機構に、ボールの間にリテーナを挟み込んだボールリテーナメカニズムを用いる。
(もっと読む)
281 - 290 / 299
[ Back to top ]