
日精樹脂工業株式会社により出願された特許
11 - 20 / 293
インサート成形用金型
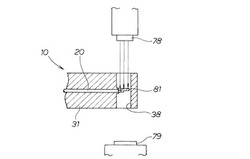
【課題】穿刺具に代表されるインサート成形品を簡単に検査させることができる技術を提供することを課題とする。
【解決手段】インサート部材20に、方向違いや異常変形があると張出し片81が形成される。投光素子78から発射された赤外線やレーザ光の大部分又はかなりの部分が張出し片81で遮られる。結果、受光素子79での受光強さが一定値を下回り、インサート成形品10は不良品であると、判定される。
【効果】目視又はオプチカルセンサで、貫通穴が塞がれていれば不良品、塞がれていなければ良品との判定をさせることができる。この検査には、X線検査装置は不要であり、放射線技師も必要ない。したがって、本発明によれば、インサート成形品を簡単に検査させることができる技術が提供される。
(もっと読む)
液状樹脂材料用成形設備

【課題】射出装置が不要であり、材料の十分な混合が得られる液状樹脂材料用成形設備を提供することを課題とする。
【解決手段】液状樹脂材料用成形設備10は、金型11と、この金型11を型締めする型締装置12と、金型11へ液状樹脂材料を供給する供給装置20とからなる。この液状樹脂材料の供給装置20は、主剤に硬化剤などの添加剤を添加した液状樹脂材料を、十分に攪拌混合する撹拌混合機構30と、得られた液状混合材料を圧送するポンプ機構50と、このポンプ機構50から第1流路51を介して送られてきた液状混合材料を一定量計量し、間欠的に第2流路61を通じて金型11へ供給する定量計量供給機構60とからなる。
【効果】予め混合した液状混合材料を定量計量供給機構から直接金型へ供給することができる。結果、射出装置が不要となる。
(もっと読む)
液状樹脂材料の供給装置及び液状樹脂材料の供給方法
【課題】射出装置が不要であり、材料の十分な混合が得られる液状樹脂材料の供給技術を提供することを課題とする。
【解決手段】成形設備10は、金型11と、この金型11を型締めする型締装置12と、金型11へ液状樹脂材料を供給する供給装置20とからなる。この液状樹脂材料の供給装置20は、主剤に硬化剤などの添加剤を添加した液状樹脂材料を、十分に攪拌混合する撹拌混合機構30と、得られた液状混合材料を圧送するポンプ機構50と、このポンプ機構50から第1流路51を介して送られてきた液状混合材料を一定量計量し、間欠的に第2流路61を通じて金型11へ供給する定量計量供給機構60とからなる。
【効果】予め混合した液状混合材料を定量計量供給機構から直接金型へ供給することができる。結果、射出装置が不要となる。
(もっと読む)
射出成形機の温度設定支援方法及び装置
【課題】 最良レベルとなる樹脂の溶融状態を容易に得るとともに、成形不良の低減に寄与する。実施の低コスト化を図り、手軽に利用可能にして実用性を高める。
【解決手段】 加熱筒2の軸方向Waに沿って配設した複数の加熱部3a…により、スクリュ4の軸方向Waに所定の温度分布(Bs)が生じるように、各加熱部3a…に対する目標温度Ta…を設定するに際し、成形条件を設定する成形機コントローラ5に付属するディスプレイ6に、X軸がスクリュ位置XとなりY軸が温度となるグラフ表示部7を表示し、このグラフ表示部7に、スクリュ位置Xに対応した目標温度Ta…による温度分布をグラフBsにより表示するとともに、このグラフBsと一緒に、固形の成形材料が溶融するまでの溶融移行領域Amを、成形材料の溶融温度Tmとスクリュ位置Xf,Xsを用いてグラフィック表示する。
(もっと読む)
射出成形機の成形方法
【課題】 成形品の高度の品質及び均質性を確保するとともに、成形不良の低減による歩留まりの向上を図る。成形条件のシンプル化及び設定容易化、更には成形サイクル時間の短縮により量産性及び経済性を高める。
【解決手段】 予め、金型2への樹脂充填開始to以降における時間tに対する隙間量Lmの変化データを検出し、かつ良品成形可能な変化データから複数のモニタ項目M1…に対応する基準データDs…を設定するとともに、生産時に、金型2への樹脂充填開始to以降における時間tに対する隙間量Lmの変化データから基準データDs…に対応する
検出データDd…を検出し、かつ各モニタ項目M1…に対応する基準データDs…と検出データDd…間の偏差データDe…を求め、この偏差データDe…を所定のデータ処理に用いて成形を行う。
(もっと読む)
射出成形機の材料監視装置
【課題】 溶融状態が不良になる原因究明と対応策を速やかに講じるとともに、可塑化不良を未然に回避して理想的な可塑化処理を実現する。
【解決手段】 加熱筒2の後部2eを加熱する後加熱部3eを含む複数の加熱部3a…により加熱される加熱筒2の後部2eに設けた材料供給部4から当該加熱筒2の内部に供給される成形材料Rをスクリュ5の回転により可塑化/計量する際における当該成形材料Rを監視するための装置であって、加熱筒2の後部2eに配設することにより成形材料Rが加熱筒2の内部で変形又は剪断される際に発生する音響放出波Weを感知して電気信号Seに変換する音響放出波感知センサ6と、電気信号Seから成形材料Rの変形又は剪断に係わる定量的な音響放出データDeを検出する音響放出検出部7と、この音響放出データDeの利用に基づく所定の材料対応処理を行う材料対応処理機能部8とを備える。
(もっと読む)
射出成形機の作動油冷却方法
【課題】油圧アクチュエータと電動アクチュエータを組合わせたハイブリッド構成を採用し場合でも作動油に対する十分な冷却を可能にするとともに、冷却回路の大型化を伴うことなく低コストの実施を可能にする。
【解決手段】油圧アクチュエータAo…に作動油を供給する油圧ポンプ2の吐出側とオイルタンク3間を、油圧アクチュエータAo…の駆動時に閉側に切換える冷却用開閉バルブ4と作動油を冷却する熱交換器5の直列回路6により接続するとともに、作動油温度センサ7により作動油の温度を検出し、検出した作動油の温度が、予め設定した適正温度となるように、油圧アクチュエータAo…の非駆動時の期間に、冷却用開閉バルブ4を開側に切換えることにより作動油に対する冷却を行う。
(もっと読む)
射出装置
【課題】射出が長時間行われないとき、樹脂材料の熱変形を防止しつつ、生産性を高めることができる射出装置を提供する。
【解決手段】ホッパ17と加熱筒12との間に三方切替弁30を設け、上部の口31をホッパ17に向け、下部の口32を加熱筒12に向け、側部の口33から材料排出管34を延ばし、三方切替弁30と加熱筒12との間にガスを吹込むガス吹込みノズル64を置き、三方切替弁30と加熱筒12との間に所定の滞留条件で樹脂材料が滞留していると制御部71で判断したときに、ガス吹込みノズル64からガスを吹込み、このガスの作用により樹脂材料を排出することで、樹脂材料の熱変形を防ぐことができるようにした。
【効果】スクリューへガスを直接吹付けることができ、スクリュー周りの樹脂材料を効果的に排出させることができる。
(もっと読む)
竪型射出成形装置
【課題】電動式竪型射出成形機をベースとして、柔らかなノズル接触が実現でき且つコストダウンを容易に図ることができる技術を提供することを課題とする。
【解決手段】竪型射出成形装置10は、金型12を型締用モータ33により型締めする型締め機構16と、ノズル58を備える加熱筒61とスクリュー62を回転させるスクリュー回転モータ63とを備える射出装置17と、射出装置17を油圧力で上下に移動させる射出装置移動機構18と、突出用モータ45を駆動源として製品を上へ突出す下部突出し機構21と、油圧力で製品を下へ突出す上部突出し機構22と、インバータで制御され、射出装置移動機構18及び上部突出し機構22へ高圧油を供給する油圧発生装置85とからなる。
【効果】上部突出し機構を自在に制御でき、金型から製品を円滑に取出すことができる。
(もっと読む)
射出成形機のベルト監視装置
【課題】 各タイミングベルトの破断を事前に予防し、タイミングベルトの長寿命化を図るとともに、製造時の工数削減及びコストダウン、さらには構造の単純化及び外観性の向上を図る。また、各タイミングベルトの伸長等を正確かつ確実に検出する。
【解決手段】 回転駆動部4a,4bの回転位置を検出するロータリエンコーダ7a,7bと、一つの特定のロータリエンコーダ7aから出力するエンコーダ出力値Daと他のロータリエンコーダ7bから出力するエンコーダ出力値Dbの偏差Keを得る偏差演算手段8と、偏差Keと予め設定した閾値Ksf,Kssを比較し、偏差Keが閾値Ksf以上及び/又はKss以上になったことを判定する異常判定手段9と、少なくとも当該異常判定手段9の判定結果を出力する異常出力手段10とを備える。
(もっと読む)
11 - 20 / 293
[ Back to top ]