
日本ガスケット株式会社により出願された特許
11 - 20 / 43
樹脂歯車およびその製造方法とその製造装置
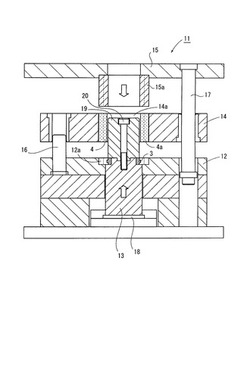
【解決手段】 歯車状のシート状樹脂Saを歯部2bが軸方向に整列するように積層して、平歯歯車状の素形体4を作成し、該素形体を平歯歯車状の保持空間14aを備えた素形体ホルダ14に収容する。
上型15に設けた平歯歯車状の押圧部材15aを下降させて素形体4を加熱圧縮するとともに、下型12に形成した上記樹脂歯車の歯部がはす歯状の成形空間に圧入して、上記素形体4の歯部4aを軸方向に対して傾斜したはす歯に変形させて、成形された樹脂歯車1の歯部2bにおける強化繊維の方向を軸方向に対して傾斜させる。
【効果】 歯面に作用する荷重によって樹脂のはく離が生じにくい樹脂歯車を得ることができ、また該樹脂歯車の製造に好適な製造装置を提供するものである。
(もっと読む)
シリンダヘッドガスケットおよびその製造方法

【解決手段】 シリンダヘッドガスケット1は第1、第2基板3、5および中間基板6を備え、これら基板にはシリンダボアの位置にあわせて複数の燃焼室孔が穿設されている。
そして隣接する燃焼室孔と燃焼室孔との間に増圧部材12を設け、燃焼室孔の整列方向において、上記増圧部材は両燃焼室孔の開口部に露出し、かつ一方の燃焼室孔から他方の燃焼室孔にかけて厚さが均一に形成されている。
【効果】 燃焼室孔と燃焼室孔との間に荷重を集中させるとともに、両燃焼室孔の開口部にも荷重を集中させることで、燃焼室孔と燃焼室孔との間のシール性を良好なものとすることができる。
(もっと読む)
樹脂回転体およびその製造方法
【課題】簡易な工程で製造可能であって、かつ樹脂リングと金属ブッシュとの脱落が生じにくい樹脂回転体を提供する。
【解決手段】樹脂回転体1は、リング状の樹脂リング2と、上記樹脂リングの内周面2aに嵌合した金属ブッシュ3とから構成され、上記金属ブッシュ3の外周面には樹脂リング2と金属ブッシュ3とを相互に回転しないように結合する周り止め手段としての突起3aが設けられている。上記樹脂リング2は、抄造により製造したシート状樹脂を軸方向に複数枚積層させるとともに内周面の径を上記金属ブッシュの外周面と略同径に形成した素形体を加熱圧縮することにより成形され、上記金属ブッシュ3は、上記素形体の内周面に軸方向に沿って圧入されることで樹脂リング2に一体に連結されるようになっている。そして、上記金属ブッシュ3の突起3aは、金属ブッシュ3の軸方向中央よりも該金属ブッシュ3の圧入方向前方に偏倚した位置に設けられている。
(もっと読む)
シリンダヘッドガスケットとその製造方法
【解決手段】 シリンダヘッドガスケット1は、第1基板6と第2基板7との間に配置された中間基板8と、この中間基板8の上面8aに固着された環状のシム11とを備えている。シム11よりも外方側となる中間基板8の上面8aは、コーティング材17で被覆されている。
シリンダヘッド2とシリンダブロック3との間にシリンダヘッドガスケット1を装着した際に、シム11の外周縁11aの隣接位置に生じる空間21の容積を上記コーティング材17の厚さ分だけ従来よりも減少させることができる。
【効果】 水孔13から空間21内に浸入する水の量を減少させることができ、空間21内の水が水蒸気となった際にシリンダヘッドガスケット1が損傷するのを抑制できる。
(もっと読む)
シリンダヘッドガスケットおよびその製造方法
【解決手段】 帯状のステンレスを巻いたコイルから素材を供給したら(101)、この素材に対し、その表面および裏面の少なくともフルビードを形成する位置にショットピーニングを施す(102)。
続いて、素材の表面および裏面に化成処理を行うとともに(103)、素材の表面および裏面に上記コーティングを塗布し(104)、その後上記素材をプレス加工機に投入して、該プレス加工機では穴あけ加工や外周のブランク加工を行い、同時にフルビード11aの成形を行う(105)。
【効果】 フルビードの亀裂の発生を抑え、耐疲労性の高いシリンダヘッドガスケットを得ることができる。
(もっと読む)
金属ガスケット
【解決手段】 金属ガスケット10は、複数のシリンダボアに対応する複数のシリンダ孔12と各シリンダ孔を取り囲むフルビード22とを有する一対のビード板14と、上記一対のビード板の間に介装された第1中間板18と、上記各シリンダ孔の周りの領域において第1中間板と一方のビード板の間に介装されたシム板16とを備えている。上記第1中間板の上記シム板と接触する接触部19の厚さは、シリンダ孔の周方向で変化させてあり、さらに第1中間板に、上記厚さを変化させた接触部の外側を囲む円弧状のスリット23を形成してある。
【効果】 接触部19の厚さをシリンダ孔12の周方向で変化させて最適な圧接力を得るとともに、接触部19を形成することによる第1中間板の反り返り量を上記スリット23によって低減させることができる。
(もっと読む)
シリンダヘッドガスケットにおけるオイル落し穴のシール構造
【解決手段】 シリンダヘッドガスケット1は、それぞれオイル落し穴4を穿設した少なくとも2枚の第1シールプレート11と第2シールプレート12とを備えている。上記第1シールプレートと第2シールプレートとに、上記オイル落し穴を無端状に囲むとともに、互いに近接する方向に突出して相互に圧接されるハーフビード11a、12aを形成してあり、これらハーフビードによってオイル落し穴をシールしている。上記各ハーフビードよりも外側に、互いに近接する方向に突出して相互に圧接される補助ビード11c、12cを形成してある。
上記ハーフビードと補助ビードの突出方向は逆であってもよい。
【効果】 各補助ビード11c、12cは、各ハーフビード11a、12aをシリンダヘッド又はシリンダブロックに押し付けるような作用力を付与するので、従来に比較して良好なシール性を確保することができる。
(もっと読む)
シリンダヘッドガスケット
【課題】シムプレートの外周側端部に大きな荷重を集中しないシリンダヘッドガスケットを提供する。
【解決手段】シリンダヘッドガスケット1は、シリンダボアの位置に合わせて穿設した燃焼室孔2とこの燃焼室孔を囲むフルビード11a、12aとを備えた少なくとも1枚のシールプレート11、12と、シリンダヘッドガスケットの厚さを調整する厚さ調整板16と、上記フルビードが形成された範囲に亘って配置されて、燃焼室孔の周囲の面圧を増加させるシムプレート17とを備えている。厚さ調整板16の厚さは、燃焼室孔側の厚さt1よりも該燃焼室孔とは反対側となる外周側端部の厚さt2が薄くなるように設定されている。厚さ調整板16の厚さを変化させる代わりに、厚さを変化させたコーティング層を設けてもよく、或いはシムプレート17の厚さを変化させてもよい。
(もっと読む)
シリンダヘッドガスケット
【解決手段】 シリンダヘッドガスケット1は、シリンダヘッド2とシリンダボア4を有するシリンダブロック3との間に挟持される少なくとも1枚の第1シールプレート11を備えている。この第1シールプレートには、少なくともウォータージャケット5の開口部よりも燃焼室孔側となる位置と該開口部の燃焼室孔側の縁部5aを越えた位置との間に亘って、第1シールプレートの表裏面に突出する凹凸部11bを形成してあり、シリンダヘッドガスケット1をシリンダヘッド2とシリンダブロック3との間で挟持した際には、上記凹凸部11bを上記縁部5aに係止させるようにしてある。
【効果】 上記凹凸部11bによりシリンダヘッドとシリンダブロックとを強固に係止することができ、その係止力によりエンジンの爆発圧力によるシリンダブロックの変形を抑制することができるので、それによってシール性の低下を防止でき、またオイル消費量を低減させることができる。
(もっと読む)
シリンダヘッドガスケット
【課題】シリンダヘッドガスケットのフルビードの基板からの立ち上がり部分に亀裂が生じる危険性を低減する。
【解決手段】シリンダヘッドガスケットは、積層させた少なくとも3枚のガスケット基板11〜13を備えており、各ガスケット基板は、各燃焼室孔2の周囲にそれぞれフルビード11a〜13aを備えている。隣接するガスケット基板11、12の各フルビード11a、12aは互いに離隔する方向に膨出させてあり、それらフルビードの間に増圧板14と厚さ調整板15とのいずれか一方を介在させ、また他のガスケット基板13とこれに隣接するガスケット基板との間に上記増圧板14と厚さ調整板15とのいずれか他方を介在させてある。
(もっと読む)
11 - 20 / 43
[ Back to top ]