
株式会社フロンティアにより出願された特許
11 - 20 / 34
カップ状容器の製造方法
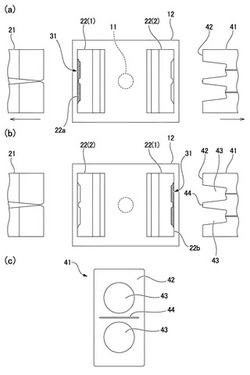
【課題】射出成形されたシート状プリフォームから、効率良く、しかも、廉価にカップ状容器を成形可能な製造方法を提案すること。
【解決手段】射出成形ステーション13において熱可塑性樹脂を用いてシート状プリフォーム31を射出成形する。シート状プリフォーム31をキャビティ型22(1)に残したまま、ターンテーブル12を回転させて、キャビティ型22(1)を真空成形・取り出しステーション14の凹状容器型41に対峙させ型閉めを行う。凹状容器型41の各凹部43がシート状プリフォーム31の厚肉のカップ本体形成部分33によって封鎖され、その口部フランジ形成部分34が双方の型の合わせ面22b、42の間に把持される。各凹部43を真空吸引するとカップ本体形成部分33が真空成形され、2個のカップ状容器1が得られる。
(もっと読む)
樹脂製の筒状部品の製造方法

【課題】比較的良好な寸法精度が得られるインジェクションブロー成形法を利用して、両端が開口した形状の樹脂製の筒状部品を製造する方法を提案すること。
【解決手段】両端が開口している筒状プリフォーム11を熱可塑性樹脂から射出成形により製造する。筒状プリフォーム11の第1端部12に第1把持具22を取り付けて開口2aを封鎖し、他方の第2端部13には第2把持具23を取り付け、この状態で円筒部16を加熱する。加熱後に筒状プリフォーム11を型開き状態の延伸ブロー成形型30にセットし、第2端部13の側から低圧のブローエアーを供給しながら第1端部12の側を軸線方向に引張ることにより延伸する。延伸後に左右の成形型36、37を閉じて二軸延伸ブロー成形を行って両端が開口した細長い筒状部品1を成形する。
(もっと読む)
積層紙コップの製造方法
【課題】紙製の外側コップの内側に延伸ブロー成形品である樹脂製の内側コップが一体化された構造の積層紙コップを、外側および内側のコップの密着強度を高めた状態で効率良く製造できるようにすること。
【解決手段】樹脂製のプリフォーム40を延伸ブロー成形に適した温度に加熱した後に、紙製の外側コップ20Aを重ねた状態で、延伸ブロー成形型アセンブリ52にセットして、延伸ブロー成形を行う。延伸ブロー成形時に、延伸ブローされるプリフォーム40が外側コップ20Aを介して延伸ブロー成形型53、54の成形面53a、54aに押し付けられ、双方が密着した状態で、成形面によって所定の形状に成形される。紙製の外側コップ20の内周面に樹脂製の内側コップ30が密着した状態で附形されるので、強固に一体化された座屈強度、剛性の高い積層紙コップ1を効率良く製造できる。
(もっと読む)
スプレー容器のポンプハウジングの製造方法
【課題】細長い吸引チューブであってもポンプハウジングに一体化された単一部品として製造可能なスプレー容器のポンプハウジングの製造方法を提案すること。
【解決手段】スプレー容器1のポンプハウジング6の射出成形時に、同時に、吸引チューブ形成用のプリフォーム11を一体形成しておき(射出成形工程ST1)、プリフォーム11を加熱し(加熱工程ST2)、当該プリフォーム11を所定の延伸率で延伸することにより(延伸工程ST3)、細長い吸引チューブ8を射出成形品のポンプハウジング6に一体形成している。別個に射出成形した吸引チューブをポンプハウジングに差し込み固定する作業が不要となり、吸引チューブがポンプハウジングの吸引口から外れるという不具合も発生しない。射出成形に比べて、強度および耐久性の高い吸引チューブを成形でき、長さ、形状の異なる吸引チューブを簡単に成形できる。
(もっと読む)
ブロー成形装置の型開閉機構
【課題】ブロー成形装置の型開閉機構を、従来のように3本以上の操作アームを用いたリンク機構から構成される型開閉機構に比べて、小型でコンパクトに構成できるようにすること。
【解決手段】複数のブロー成形型29が一定の送りピッチで円環状搬送路に沿って搬送され、各ブロー成形型が左右に開閉可能な一対の成形型部材から構成されているブロー成形装置の型開閉機構33において、複数のブロー成形型29が一定の角度間隔で搭載されたターンテーブル28と、ターンテーブル28の回転に伴って昇降する昇降軸98と、昇降軸98の昇降に伴って、ブロー成形型29の開閉方向に直交する方向にスライドするスライダ100と、スライダ100のスライド運動をブロー成形型29の開閉運動に変換する一対の操作アーム103、104とを有している。
(もっと読む)
ブロー成形装置
【課題】小型でコンパクトに構成され、プリフォーム等の搬送を効率良く、確実に行い得るブロー成形装置を提案すること。
【解決手段】ブロー成形装置1の移送機構13は、円環状ガイドレールに沿ってプリフォーム等の保持部を備えたスライダをスライド可能に配置し、各スライダをターンテーブルの回転に応じて左右にスライドさせて、保持部に保持されるプリフォーム等の送りピッチを変更する。反転移送機構16は、ターンテーブルの回転に応じて、プリフォームを受け取って反転する動作、反転したプリフォームの口部にマンドレルを差し込む動作、ブロー成形品を受け取ってその口部からマンドレルを引き抜く動作、マンドレルを引き抜いた後のブロー成形品を反転させる動作を行う。型開閉機構33は、昇降軸による昇降運動をスライダのスライド運動に変換し、スライド運動を一対の操作アームによって型支持部材を左右に開閉する開閉運動に変換する。
(もっと読む)
ブロー成形装置の反転移送機構
【課題】プリフォーム・ブロー成形容器を反転する機構、プリフォームにキャリアのマンドレルを差し込む機構、ブロー成形容器からキャリアのマンドレルを抜き取る機構が単一のターンテーブル上に構成されたブロー成形装置の反転移送機構を提案すること。
【解決手段】ブロー成形装置の反転移送機構16は、ターンテーブル63の表面において放射状に延び、当該ターンテーブルによって回転可能な状態で支持されている円筒部材65と、円筒部材65の中空部を貫通して延び、当該円筒部材と一体回転するスライド軸66と、スライド軸66の外端に取り付けられ、プリフォームあるいはブロー成形品の口部を保持可能であり、ターンテーブルが回転すると第2の円環状搬送路に沿って移動するグリッパ68と、ターンテーブルの回転に伴って、円筒部材65を180度回転させる回転用カム機構(81、82、83)とを有している。
(もっと読む)
二軸延伸ブロー成形機の型締め機構
【課題】一対の延伸成形型の開閉動作の速度を高めることにより、処理速度の速い二軸延伸ブロー成形機を実現すること。
【解決手段】二軸延伸ブロー成形機1の延伸成形部5において、一対の延伸成形型51、52を開閉するための型締め機構53は、共通の揺動機構56の揺動板における揺動中心から左右対称の位置での移動を利用して、一対の延伸成形型51、52を開閉するための一対のトグルリンク機構54、55を完全に同期をとって逆方向に移動させるようにしている。従って、型開閉時に型締め機構53の各部分に偏負荷が発生することがなく、各部分の摩耗の発生、各部分への衝撃力の印加等といった弊害を回避できる。よって、円滑で迅速な型開閉動作を実現でき、結果として、二軸延伸ブロー成形機1の動作速度を高めることができる。
(もっと読む)
耐熱性を有するプラスチック製のカップ状容器およびその一次成形品
【課題】耐熱性のある頚部を備えたプラスチック製のカップ状容器を精度良く形成すること。
【解決手段】プラスチック製のカップ状容器1の口部フランジ4、頚部3は延伸作用を受けることなく非晶状態のままとなっている。これらの部分4、3のうち、頸部3に、熱源であるヒータ33Aの加熱面38を当てて、接触加熱を行うことにより加熱して結晶化させる。接触加熱、結晶化および徐冷を、口部フランジ4、頚部3を上下、左右から挟んだ状態で行うことができるので、これらの部分に熱変形が発生しない。耐熱性が付与された頚部3を精度良く形成できる。
(もっと読む)
合成樹脂製のグリップ付きブロー成形ボトル
【課題】把持し易いグリップ部が一体成形された矩形の筒状断面の胴部を備えた合成樹脂製のブロー成形ボトルを提案すること。
【解決手段】グリップ付きブロー成形ボトル1は、矩形の筒状断面の胴部2の上下方向の中程の部位に全周に亘る凹部6が形成され、広幅の側面11a、11b、13a、13bの凹部61、63がグリップ部として機能する。凹部61、63は側面幅方向の中央部分が最も深く、幅も広い。凹部底面31、33は滑らかに連続する凹曲面31aと凸曲面31b、31cによって規定され、左右の凸曲面31b、31cの曲率が大きい。凹部61の上側の内側側面を規定している下向き傾斜外周面41は側面幅方向に直線状に延びている。グリップ部61、63に当てた指は、その両側の曲率の大きな凸曲面31b、31cと、直線状に延びる下向き傾斜外周面41に確実に引掛かるので、ボトル1を持ち上げ易いグリップ部が得られる。
(もっと読む)
11 - 20 / 34
[ Back to top ]