
株式会社フロンティアにより出願された特許
21 - 30 / 34
広口カップ容器の製造方法および製造装置、並びに一次成形中間体の製造方法
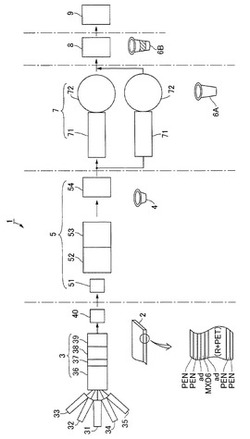
【課題】所望の特性を備えた広口カップ容器を二軸延伸ブロー成形により製造すること。
【解決手段】広口カップ容器の製造装置1は、多層シート押出し製造ライン3において多層シート2を製造し、プリフォーム製造ライン5において多層シート2に対して打ち抜き圧縮同時成形を行うことにより、広口カップ容器製造用のプリフォーム(一次成形中間体)4を製造する。多層シート2の層構成、構成樹脂を適切に選択することにより、広口カップ容器に要求される各種の特性を付与可能なプリフォーム4を得ることができる。ブロー成形容器ライン7では、プリフォーム4を二軸延伸ブローして、広口カップ容器6Aを製造する。
(もっと読む)
プリフォーム加熱方法、プリフォームキャリアおよび二軸延伸ブロー成形方法

【課題】加熱時にプリフォームが横倒れ、熱収縮することのないようにしたプリフォーム加熱方法を採用した二軸延伸ブロー成形機を提案すること。
【解決手段】二軸延伸ブロー成形機1の搬送路6に沿って、支持棒76を備えたプリフォームキャリア7が循環する。プリフォームキャリア7にはプリフォーム10が倒立状態で担持される。担持状態では、支持棒76がプリフォーム10の口部12から胴部11内に挿入された状態で、当該口部12が差込ノズルに差し込まれる。加熱部を経由してプリフォーム10が加熱されて軟化して自重によって横倒れ、あるいはその軸線方向に熱収縮しようとすると、挿入されている支持棒76によってそのような変形が阻止される。よって、ブロー成形に支障を来たすような大きな変形状態に陥ることなく、プリフォーム10が二軸延伸ブロー成形部4に送り込まれて精度良く二軸延伸ブロー成形される。
(もっと読む)
合成樹脂製の耐圧ボトル
【課題】炭酸飲料用ボトルとして用いるのに適した耐圧性を備え、角形を基本形状とした合成樹脂製耐圧ボトルを提案すること。
【解決手段】耐圧PETボトル1の筒状胴部3は、上側角柱状胴部11と、下側角柱状胴部12と、それらの間の円柱状胴部13とを備えている。上側角柱状胴部11と下側角柱状胴部12は、正四角柱形状をその基本形状として採用しており、4つの角部分は円弧面32(1)〜32(4)によって丸くなっている。これらの部分にはボトル軸線1aの方向に沿って一定の間隔で円環状の補強リブ14(1)〜14(5)が形成されている。補強リブは、正四角柱形状の内接円と同一径のものであり、円柱状胴部13も当該内接円と同一径とされている。正四角柱形状を基本形状としながらも炭酸飲料用ボトルに要求される耐圧性を備えた耐圧PETボトルを得ることができる。
(もっと読む)
ボトルの把手組付装置
【課題】 ブロー成形ボトルの把手取付用凹部に把手を確実かつ効率良く組み付け可能な把手組付装置を提案すること。
【解決手段】把手組付装置50は、二軸延伸ブロー成形機40から受け取ったボトル1を、位置決め部60に送り込み、各ボトル1の送りピッチおよび向きを揃える。送りピッチおよび向きが揃ったボトル1を、ボトル送り機構170によって、空気漏れ検査部80、把手挿入部100、把手固定部120、および不良ボトル排出部140を経由して、把手付きボトル取り出し部56に送り出す。把手10の取付不良の発生を抑制でき、効率良く把手組付動作を行うことができる。
(もっと読む)
ボトル用把手および把手付きボトル
【課題】ブロー成形ボトルの把手取付用凹部の成形精度が悪く、剛性が十分でない場合でも強固に取付可能なプラスチック製のボトル用把手を提案すること。
【解決手段】ボトル本体2の把手取付用凹部5に取り付けられるプラスチック製のボトル用把手10は、握り部11、可撓性の上側腕部12、剛性の下側腕部13および下側腕部13の先端部からボトル上方に向かって延びている撓み防止板14を有している。把手10を把手取付用凹部5に押し込み、上下の突起16、18を上下の嵌め込み溝7a、8aに嵌め、撓み防止板14を押し込み、その先端14aを上側腕部12の先端係合溝12bに嵌めることにより、上側腕部12の撓みが阻止され、把手10がボトル側の把手取付用凹部5に固定された状態が形成される。ボトル側の把手取付用凹部5の下側端面8の形状精度が悪い場合、剛性が低い場合でも把手10を強固にボトル本体2に固定できる。
(もっと読む)
二軸延伸ブロー成形機
【課題】送りピッチの拡大動作、プリフォーム送り込み動作、成形品排出動作が効率良く行われる二軸延伸ブロー成形機を提案すること。
【解決手段】二軸延伸ブロー成形機1の加熱部4(3)を経て第1送りピッチp1で位置31、32に至った2台プリフォームキャリア12は、ピッチ拡大機構14によって広い第2送りピッチp2で成形位置33、34に送り込まれる。ピッチ拡大機構14は前側保持板41と後側保持板42を備え、前側保持板41を第2送りピッチの2倍以上送り出すと、第2送りピッチの間隔で形成された第1保持溝51および第2保持溝52が成形品排出位置35、36に位置決めされる。後側保持板42は送り動作の途中から前側保持板41と一体となって送り出され、前側保持板41の第3保持溝53と後側保持板42の第4保持溝54の間隔が第2送りピッチの状態で成形位置33、34に位置決めされる。
(もっと読む)
ブロー成形容器の製造方法
【課題】水分バリア性、酸素バリア性、紫外線バリア性および成形性に優れた異種樹脂からなるブロー成形容器を製造すること。
【解決手段】PE樹脂とPET樹脂を混合した混合溶融樹脂の射出速度を調整して、PET樹脂が中間部分よりも相対的に多く含まれた外側表面部分および内側表面部分と、PE樹脂が外側表面部分および内側表面部分よりも相対的に多く含まれた中間部分とからなる三層状態のプリフォームを射出成形する。このプリフォームをブロー成形して、同様な断面性状のブロー成形容器を製造する。混合溶融樹脂に含まれるPE樹脂とPET樹脂の割合を調整することにより、目標とする水分、酸素および紫外線の各バリア性を備えた成形性に優れたブロー成形容器を製造できる。
(もっと読む)
筒状胴部を備えたプラスチック容器の製造方法
【課題】薄くて細長い円筒状胴部を備えた軽いプラスチック容器を製造するのに適した方法を提案すること。
【解決手段】円筒状胴部2、底部3および先端部4を備えたプラスチック容器の製造方法であって、円筒状胴部2より厚くて短い厚肉円筒状胴部12の両端に、底部3および先端部4が既に形成されたプリフォーム11を、射出成形により製造する(ステップST1)。プリフォーム11の厚肉筒状胴部12を延伸ブローに適した温度に加熱する(ステップST2)。プリフォーム11の加熱部分を延伸ブローして、最終長さの薄い円筒状胴部2を備えたプラスチック容器1を成形する(ステップST3)。
(もっと読む)
成形型移動式ブロー成形方法
【課題】ラベル、把手などのインモールド用の部品の装着機構などを組み込むのに適した二軸延伸ブロー成形装置を提案すること。
【解決手段】二軸延伸ブロー成形装置1の作業ステーション7およびブロー成形ステーション8では、回転盤46に一対のブロー金型41が搭載され、各ブロー金型41は作業位置61においてラベル4が装着される。ラベル4が装着されたブロー金型41は、回転盤46によってブロー成形位置14の直上まで移動する。ブロー成形位置14には、ブロー成形に適した温度状態のプリフォーム2が位置決めされて待機している。ブロー金型41を下降させ、その中にプリフォーム2を装着して、ブロー成形が行われ、外周面にラベル4が接着固定された容器3が成形される。ブロー金型41を移動させることにより、ラベル、把手などをインモールド成形可能な小型でコンパクトな二軸延伸ブロー成形装置を実現できる。
(もっと読む)
耐熱性ブロー成形品の製造方法
【課題】一次ブロー成形品の熱収縮を利用して当該一次ブロー成形品を最終ブロー成形品の形状に近づけることにより、精度良く耐熱性ブロー成形品を製造可能な方法を提案すること。
【解決手段】プリフォームPをブロー成形して、円筒状胴部2の外周面に不連続なリブ6a〜6dが形成された中間ブロー成形品1を成形する。中間ブロー成形品1に熱処理されて耐熱性が付与され、熱収縮する際には、リブ形成部分の収縮量が少なく、面外方向の湾曲も少ない。よって、熱収縮後の中間ブロー成形品11の胴部12は、最終ブロー成形品21の筒状胴部22より一回り小さな丸みを帯びた四角形になり、熱収縮前に比べて最終ブロー成形品の胴部形状に近似する。二次ブロー成形時における各部の延伸量が実質的に等しくなる。
(もっと読む)
21 - 30 / 34
[ Back to top ]