
Fターム[2B250FA55]の内容
その他の木材加工、特定木製品の製造 (7,055) | 加工・処理 (1,825) | 加水 (12)
Fターム[2B250FA55]に分類される特許
1 - 12 / 12
木材の接合構造
【課題】接着剤を用いることなく複数の木材を強固に接合できる木材の接合方法を提供する。
【解決手段】相対向する少なくとも一対の木材10,20の対向面11,21に,該対向面と垂直に相対向して接合用穴12,22を設け,対をなす接合用穴12,22に,少なくとも予め圧縮乾燥させられた連結棒30を入れ,接合用穴内において,吸湿して膨張する連結棒30の両端31を中央部32に比べて大きく膨張させることで,少なくとも一対の木材を接合する。連結棒30の長手方向中央部32に吸湿制限加工を施してもよいし,接合用穴12,22は対向面から遠ざかるにしたがって対向面と平行な面積が拡大する穴としてもよい。
(もっと読む)
籾殻成形体の製造方法及び籾殻成形体

【課題】少量の接着剤で充分な強度を有する籾殻成形体及びその製造方法を提供しようとする。
【課題を解決するための手段】前記籾殻の粒子の表面にポリビニルアルコールを付着させ、吸水性粒子を主成分とする粉粒体、氷粒からなる粉粒体のいずれかと混合し、型に充填して、該造形体の内部の粒子間の隙間に水または水蒸気を送り込んで、前記籾殻の表面に付着させた前記ポリビニルアルコールを水溶液化し、この造形体を冷凍し、解凍し、乾燥する籾殻成形体の製造方法であり、この方法で得られた籾殻成形体である。
(もっと読む)
木質調加飾シート、その製造方法、木質調樹脂成形物およびその製造方法
【課題】樹脂成形物に木質調の格調高い外観を容易に付与することができる木質調加飾シートを提供する。
【解決手段】透明樹脂シート、接着剤層、および、木質層がこの順に積層されて構成され、かつ、前記接着剤層の接着剤の目付が70g/m2以上150g/m2以下である木質調加飾シート。
(もっと読む)
木質板状建材の製造方法
【課題】表面に溝部及び面取り部のうちの少なくともいずれか一方が形成された木質板状建材における表面の違和感を低減し得るとともに、意匠性を向上し得る木質板状建材の製造方法を提供する。
【解決手段】高圧高温水蒸気による加熱処理を施した木材1を、湿潤状態のままでスライスしてスライス単板13を作製し、このスライス単板を、木質基材12に貼着して積層体11を作製した後、該積層体の表面11aに、溝部14及び面取り部15のうちの少なくともいずれか一方を形成し、次いで、該積層体の表面の色調を阻害しない程度の塗料で該表面に着色処理を施すようにした。
(もっと読む)
処理木材製造方法、及びこの処理木材を用いた木質板状建材
【課題】均質な処理木材を製造し得る処理木材製造方法、及びこの処理木材を用いた木質板状建材を提供する。
【解決手段】蒸気釜20内において被処理木材1を加熱処理して処理木材1Aを製造する方法であって、前記蒸気釜内に、高圧高温水蒸気を間欠的に供給することで該蒸気釜内を急昇圧させる状態を繰り返し生じさせて、前記被処理木材を高圧高温水蒸気で加熱処理するようにした。
(もっと読む)
木質板状建材の製造方法
【課題】木質板状建材の表層側に積層されるスライス単板を効率的に肉厚に加工し得るとともに、木質板状建材の意匠性を向上し得る木質板状建材の製造方法を提供する。
【解決手段】高圧高温水蒸気による加熱処理を施した木材1を、湿潤状態のままでスライスしてスライス単板13を作製し、このスライス単板を、木質基材12に貼着して積層体11を作製した後、前記積層体の表面11aに、溝部14及び面取り部15のうちの少なくともいずれか一方を、前記スライス単板の表面13aから下端14a,15aまでの深さDが、該スライス単板の厚さTの二倍以内となるように形成するようにした。
(もっと読む)
宝石または貴金属が装着された木工芸品の製造方法
【課題】木工芸品に宝石または貴金属を装飾部材として付加して木工芸品の装飾効果をより向上させる木工芸品の製造方法を提供する。
【解決手段】装着溝が形成された木工芸品の表面を研磨する紙ヤスリ研磨段階と、装着溝に宝石または貴金属を装着する装着段階と、木工芸品に漆を下塗りした後乾燥させる下塗り段階と、木工芸品の隙間の部分を刻そ部材を用いて埋める刻そ段階と、木工芸品が裂けたり捻じれないように麻布部材を用いて麻布を貼る布着せ段階と、木工芸品に地付け部材を用いて地付けをして隙間を埋めて平らにする地付け段階と、木工芸品の表面を砥石で柔らかく研ぐ砥石研ぎ段階と、木工芸品に漆を上塗りした後乾燥させ、木工芸品の表面を炭で柔らかく研ぐ上塗り段階と、木工芸品の表面に光沢部材を光沢処理してきれいなツヤを出す光沢段階と、木工芸品に装着された宝石または貴金属に付いた汚染物を取り除く汚染物除去段階を含む木工芸品の製造方法。
(もっと読む)
有機材料の切断、浸漬、および/または洗浄などの処理
本発明は、材料の切断、浸漬および/または洗浄によって材料を処理するための装置に関連し、装置は、容器(10)と、渦発生器および流体および材料を容器(10)から渦発生器へポンプ送りするよう配置されたポンプ手段(22)を有する排出要素(20)とを備え、渦発生器およびポンプ手段(22)の組み合わせは、容器内に延在する流体内に円錐らせんの形の渦を生成するよう構成されている。 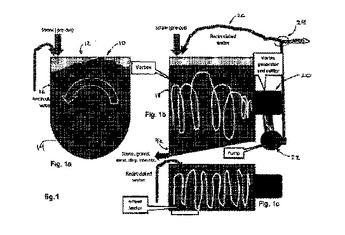 (もっと読む)
(もっと読む)
木材の成形方法および電子機器用外装体
【課題】成形する前に互いに連なっていた部分を別体として圧縮しても互いの色調やつやを一様に揃えることができる木材の成形方法および電子機器用外装体を提供する。
【解決手段】原木から所定の形状を有するブランク材を形取る形取工程と、形取工程で形取ったブランク材を複数の部分ブランク材へ分割する分割工程と、分割工程で分割された複数の部分ブランク材を大気よりも高温高圧の水蒸気雰囲気中で一括して圧縮することによって各部分ブランク材を変形させる圧縮工程と、を有する。
(もっと読む)
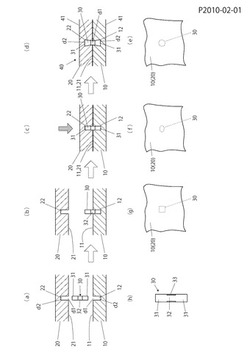
無接着剤部分膨張圧縮木ダボ接合法
【課題】木質部材に施すダボ用の下穴径と同じ径の通常部と、膨張させるために、それよりも大きな径の拡張部から構成される木ダボを加工し、その拡張部を、外周面から中心に向かって全方向的に圧縮する押し出し加工によって圧縮木ダボを形成し、接着剤を用いず、その拡張部が水分を吸水し、膨張することによって接合する無接着剤部分膨張圧縮木ダボ接合法の技術手段を得る。
【解決手段】ダボ下穴の径と同径の通常部と、それよりも大きい径の拡張部から構成される木ダボを製造する。それを圧縮木ダボ専用の押し出し加工装置を用いて、拡張部全体を中心に向かって全方向的に圧縮することを可能にし、無接着剤部分膨張圧縮木ダボ接合法による引抜き強度が改善された。
(もっと読む)
木材の成形方法および木材成形装置
【課題】木材の3次元形状への成形を容易にかつ迅速に行うことができる木材の成形方法および木材成形装置を提供する。
【解決手段】大気よりも高温高圧の水蒸気雰囲気中で、平板状の木材の板厚方向と平行な端面の一部に当該端面と略直交する方向への圧縮力を加えるとともに、その木材の板厚方向と直交する表面の一部に当該表面と略直交する方向への圧縮力を加える。木材の端面に圧縮力を加え始めるタイミングは、木材の表面に圧縮力を加え始めるタイミングより前であるか、または木材の表面に圧縮力を加え始めるタイミングと同じであればより好ましい。
(もっと読む)
プレス成形品製造方法およびプレス成形品
【課題】 電子レンジでの使用ができ、型崩れが起こりにくく、好ましい質感を備える薄板木材のプレス成形品を製造するプレス成形品製造方法を提供する。
【解決手段】 プレス成形品製造方法は、片面10aに熱可塑性樹脂フィルム11を貼着した薄板木材1を圧締してプレス成形品を製造する方法であり、薄板木材1に含水させてから加熱して薄板木材1を柔軟化させる前処理工程(ステップS11)と、前処理工程(ステップS11)によって柔軟化している薄板木材1を加熱して所定のプレス温度で圧締してプレス成形するプレス成形工程(ステップS12)とを行う。
(もっと読む)
1 - 12 / 12
[ Back to top ]