
Fターム[2F062JJ07]の内容
機械的手段の使用による測定装置 (14,257) | 検出値の処理 (803) | 統計処理 (104) | 平均値 (31)
Fターム[2F062JJ07]に分類される特許
21 - 31 / 31
位置度測定用座標検出機、及び位置度測定システム
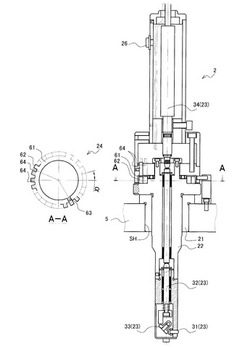
【課題】位置度測定の信頼性を高めるため十分に多数の測定点数を確保し、全ての測定点毎に正確な測定座標信号を出力する。
【解決手段】検出機2を、ワークWの上方の所定位置に配置された基準プレート5の基準穴SHに上方から挿入して装着されるガイドブッシュ21の筒内に回動自在に挿入されるように長尺筒状に形成され、一方端が測定対象穴に挿入される外筒体22と、外筒体22を介して筒軸周りに回転自在に設け、外筒体22の筒軸とその測定点と間の距離を検出し、対応する距離信号を出力する距離検出手段23と、距離検出手段23の回転角度を検出し、対応する回転角度信号を出力する回転角度検出手段24と、から構成する。
(もっと読む)
表面測定プローブ
表面測定プローブのドリフトを判定する装置および方法。この表面測定プローブは、ハウジングと、表面接触スタイラスと、スタイラスを振動させる振動発生器と、スタイラスの振動の変化に関係したパラメータを決定する感知デバイスと、パラメータとしきい値との関係を判定する比較器とを有する。スタイラスが表面と接触していないときにパラメータの読みが読み取られ、表面に触れたときの遷移時間よりも有意に長い時間tにわたってこのパラメータの読みが平均される。このパラメータの読みの平均が基準パラメータと比較される。この比較が、パラメータの有意のドリフトがあったかどうかを判定するために使用される。このようにして、温度変化に起因したドリフトが補正される。 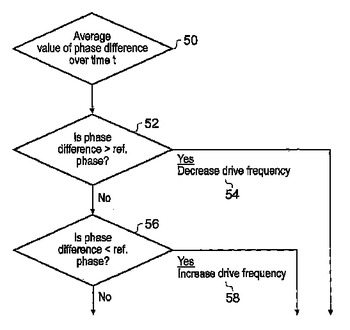 (もっと読む)
(もっと読む)
テーパ角度測定方法及びテーパ角度測定装置

【課題】簡易な構成でありながら短時間で高精度に多量の被測定物を容易に測定できるとともにコストが低いテーパ角度測定方法及びテーパ角度測定装置を提供する。
【解決手段】円錐状内面のテーパ角度が正規テーパ角度として既知であるマスタ部材について、マスタ部材を固定し円錐状内面の軸方向に向かって第1直径から第n直径までの測定位置まで測定子を移動させ、測定位置と測定位置に対応する前記第1直径から第n直径までの直径値を第1のデータとして記憶し、円錐状内面を有する測定ワーク部材について、測定ワーク部材を固定し円錐状内面の軸方向に向かって、マスタ部材に対応する第1直径から第n直径までの測定位置まで測定子を移動させ、測定位置と測定位置に対応する前記第1直径から第n直径までの直径値を第2のデータとして記憶し、第1のデータと第2のデータとを比較してテーパ角度の測定を行う。
(もっと読む)
長さ標準器
【課題】長さ標準器の測定時の温度と長さを知る手段を提供すると共に、ネットワークインターフェースを備え、外部に標準器の温度、校正情報等を出力できる標準器を実現する。
【解決手段】長さ標準器1に温度センサ、表示部8、内蔵記憶装置、あるいはネットワークインターフェースを有するものであって、該長さ標準器1の測定時の温度を測定し該表示部8に表示する機能、内蔵記憶装置に記録された該長さ標準器1の情報から測定時の長さを計算及び該表示部8に表示する機能、あるいはネットワークインターフェースを介して遠隔地に標準器の温度、校正情報を送信可能とする。
(もっと読む)
真円度測定方法
【課題】従来のマルチステップ法の解析方法を改良し、ステップ数を少なくした測定で真円度を高精度に測定し、回転精度検出用標準器を高精度に評価する。
【解決手段】測定器物の表面に対して検出器を接触させて、測定器物の表面の半径方法凹凸を検出しながら1回転走査することにより1回の測定器物表面の真円度測定データを取得する。この手法を、検出器の測定開始位置に対する測定器物の測定開始位置をずらして、円周上等間隔に複数m回の前記測定器物表面の真円度測定によりm個の測定データを取得し、同様に円周上等間隔に複数n(n≠m)回の真円度測定によりn個の測定データを取得する。m個の各測定データとその平均値の差のデータを求め真円度の解析を行うときのmの整数倍のフーリエ成分の和のデータと、前記n個の各測定データについての同様のフーリエ成分の和のデータとを用いて、各々のデータの不足分を抽出して相互に補完する。
(もっと読む)
キャップ付ボトル缶の測定方法及び測定装置
【課題】 測定対象を同一基準の下でより短時間で測定することができるキャップ付ボトル缶の測定方法及び測定装置を提供すること。
【解決手段】 金属製のボトル缶にキャップが被着、ネジ成形され、キャップが天面部の周縁に形成された段差部とキャップネジ部とを有するキャップ付ボトル缶2の測定方法において、缶軸Oと交差する平面内で、キャップネジ部の輪郭線を取得することで、キャップネジ部のネジ深さを測定し、段差部に脚部52の下端部内面を接触させると共に天面部に測定子53を接触させることで、段差部の天面部に対する深さを測定する。
(もっと読む)
ドグ歯のテーパ角度測定方法及びその測定装置
【課題】 測定工数が削減されると共に測定精度が高められるドグ歯のテーパ角度測定方法及びその測定装置を提供する。
【解決手段】 ドグ歯車のドグ歯2の一方の歯面3の歯筋が、はすば歯車の歯形測定に使用される歯形測定機によってはすば歯車の歯筋に置換えられて測定される。したがって、ドグ歯車のドグ歯2のテーパ角度を歯形測定機を用いて測定することによって人為的誤差を排除することが可能になり、従来の測定機と比較して、ドグ歯2の位置決め精度及び位置決めの繰り返し精度並びに歯筋測定精度が高まって、テーパ角度の測定精度が向上する。また、段取りと測定とを測定するドグ歯毎に行う必要がなくなり、測定に係る工数を大幅に削減することが可能になる。
(もっと読む)
歯車体組付方法および歯車位置測定装置
【課題】 実用性が向上させられた歯車体組付方法と、その歯車体組付方法において利用することができる歯車位置測定装置とを提供する。
【解決手段】 ピニオン14のギヤ部26とデフAssy16のリングギヤ42との噛合を適切な状態とするために行われる第1歯車距離L2と第2歯車距離L4との測定を行う組付方法を、ピニオン14の回転に伴って変化する測定子140の進出量の極小値に基づいて行う第1歯車距離L2の測定と、3以上の測定子222を有する測定具224を用いて行う第2歯車距離測定L4の測定との少なくとも一方を行うものとする。第1歯車距離測定を、極小値という1つの測定値に基づいて測定を行うことで、簡便かつ迅速な測定が可能となり、また、第2歯車距離測定を、複数の測定子を利用したものとすることで、良好な精度の測定を迅速に行えることになる。
(もっと読む)
機上形状測定方法
【課題】 原器を被測定物の形状の種類分用意することなく、また、形状が異なる度に補正のための測定を行うことなく、衝となる測定機と機上形状測定機の機差を補償する。
【解決手段】 任意の設計式にて面形状を定義できる被測定物である被測定原器17を、衝となる外部形状測定機12にて測定して形状を明らかにする工程と、超精密加工用旋盤1に設置された形状測定機3にて被測定原器17を測定して形状を明らかにする工程と、外部形状測定機12により明らかにされた形状と形状測定機3により明らかにされた形状との誤差を求める工程と、誤差に基づいて加工機上に設置された形状測定機3の測定結果に補正を与える工程とを行う。
(もっと読む)
表面測定用プローブの使用法
測定用プローブが取り付けられる機械を用いて人工物を計測する方法。この方法は、以下のステップ、人工物の表面上の1つ以上の地点の近似的な位置を決定するステップと、この近似的な位置を用いてプローブおよび人工物のうちの少なくとも一方をそのプローブおよび人工物における所望の1つ以上の相対位置に移動させるステップと、該位置において人工物の表面上の地点の1つ以上の表面計測値を取得するステップであって、1つ以上の表面計測値が取得される間、そのプローブと人工物との間の相対移動がないステップと、その計測値からのデータを用いて、動誤差が実質的に低減されるその表面上の1つ以上の地点の位置を決定するステップと、を有する。 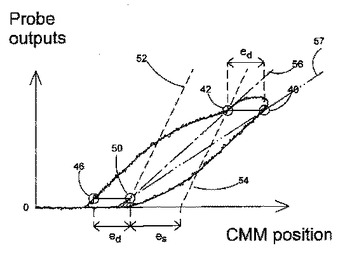 (もっと読む)
(もっと読む)
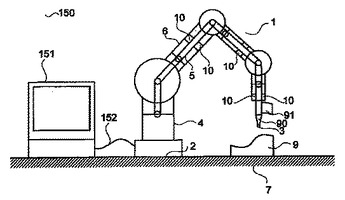
外骨格を有するCMMアーム
ベース端及びプローブ端を有する内部CMMアームと、複数の伝達手段を介して内部CMMアームを駆動する外骨格とを備える、外骨格を有するCMMアームの装置が提供される。1つ又は複数の接触プローブ、光学プローブ、及び工具が、プローブ端に取り付けられる。外骨格を有するCMMアームは、手動操作可能な実施形態及び自動実施形態で提供される。外骨格を有するCMMアームは、高精度測定のため、又は高精度動作を行うために動作可能である。外骨格を有するCMMアームの動作の方法が提供される。
 (もっと読む)
(もっと読む)
21 - 31 / 31
[ Back to top ]