
Fターム[2F065CC15]の内容
光学的手段による測長装置 (194,290) | 対象物−個別例 (8,635) | 溶接部 (101)
Fターム[2F065CC15]に分類される特許
81 - 100 / 101
レーザ溶接方法
【課題】溶接の工程を段階的に監視することにより、溶接品質を向上させることが可能なレーザ溶接方法を提供する。
【解決手段】このレーザ溶接方法は、溶接前工程、溶接中工程、及び溶接後工程の各工程において、段階的に異常の有無を判断することにより、溶接品質の向上を図っている。溶接前工程では、ワーク41,42の隙間量Sの可否を判断することにより、溶接の歩留まりの低下を抑制する。溶接中工程では、溶接状態を示す物理量に基づいて、溶接システムに異常があるか否かを判断し、溶接品質を低下させる要因を把握する。さらに、溶接後工程では、溶接部のアンダーカット及びアンダーフィルの可否、及び溶接部の対向部位の凹凸量及び折れ量の可否をそれぞれ判断することにより、簡易な手順で溶接品質の信頼性を高めている。
(もっと読む)
探傷検査装置及び方法

【課題】複雑な形状をした検査対象物の探傷を時間をおいて行う場合であっても作業性及び再現性が良く精度良く探傷検査データを得ることである。
【解決手段】予め定めた固定点Aを基準点として検査対象物11の画像データ及び検査対象物11上を探傷走査した探傷部12の走査軌跡データをセンサ部15で計測し、画像処理部19は計測した画像データに基づいて検査対象物の3次元形状データ及びその3次元形状データ上での探傷部12の走査軌跡データを演算し、座標補正部21は記憶部20に記憶された過去の検査対象物11の3次元形状データとの座標のずれを補正し、現在の検査対象物の3次元形状データを過去の検査対象物の3次元形状データの座標に一致させ、表示装置22に過去の探傷部の走査軌跡データを案内表示する。
(もっと読む)
鋼板溶接部オンライン検出装置及び方法
【課題】本発明は高速で移動中の鋼板にレーザビームを照射し上記鋼板から反射するレーザビームの反射率を測定し、鋼板の溶接部の位置をオンラインで検出する鋼板溶接部オンライン検出装置及び方法を提供する。このオンライン検出装置は、反射率測定手段は移動中の鋼板の表面にレーザビームを照射し、上記鋼板の表面から反射するレーザ反射光の反射率を連続して測定し、信号処理手段は溶接部で測定した反射率の変化を指標として上記鋼板溶接部を検出する。 (もっと読む)
ワークピースの継ぎ目箇所を評価するための方法および装置
継ぎ目箇所の位置および質を評価するために、光切断パターンを有する継ぎ目箇所の画像とグレー値画像が組み合わされて、同一のセンサ内に記録され、詳細にはセンサの2つの異なる領域21、22内に記録される。グレー値画像は、継ぎ目箇所の質を識別するために評価される。これによって容易に、位置の識別も、継ぎ目箇所の質の識別も行われる。  (もっと読む)
(もっと読む)
電縫管のシームアニーラ位置ずれ検出方法、装置、及び、シームアニーラの加熱子位置制御方法、装置
【課題】大幅な設備追加を必要とすることなく、電縫管のシームアニーラ位置ずれを的確且つ迅速に検出する。
【解決手段】シームアニーラ(24)出側において電縫管12のシーム位置とシームアニーラにより加熱された領域をそれぞれ検出し、シーム位置の幅方向中央位置x1と加熱された領域の幅方向中央位置x2の偏差Δxを検出する際に、電縫管表面のシーム位置を含む各部に照射したレーザー光の反射パターンと管表面の放射光を同時に撮像し、撮像した画像群を撮像手段(35)の視野範囲に基づいてレーザー光の反射パターンと管表面の放射光パターンに分離して演算する。
(もっと読む)
3次元形状評価方法及び3次元形状評価装置
【課題】外形が変化するワークであっても、3次元形状を正確に評価することがで、容易に評価することのできる3次元形状評価方法及び3次元形状評価装置の提供。
【解決手段】断面データ計算S4は点群データからワークWの所定断面における外形形状を表す断面データを求め、線分決定S5は断面データのうちの1つを第1点A1とし第1点A1から引いた所定の基準直線lが外形形状と当接又は接する第2点A2を求める。歪み量計算S7は評価点から外形形状までの距離を歪み量Lとして求め、断面歪み量計算S10は第1点A1を断面データ上で一定距離毎に移動させ線分決定S5及び歪み量計算S7を各々実行し立体歪み量計算S11は所定断面から一定距離毎に平行にずらした各断面における断面データ計算S4及び断面歪み量計算S10を実行する。回転歪み量計算S12はワークWを一定角度毎に回転させた各断面における立体歪み量計算S11を実行する。
(もっと読む)
構造部材のき裂検出方法
【課題】被検査物である構造部材表面に塗布などの作業を必要としないとともに広範囲に亘ってき裂を検出し得る構造部材のき裂検出方法を提供する。
【解決手段】
位相シフトディジタルホログラフィにより得られた歪データを用いて鋼板同士の溶接継手部に生じたき裂を検出する方法であって、歪値が変動する直線状部4およびこの直線状部4に隣接するとともに歪値が当該直線状部4から十分に離れた歪正常領域Aでの平均歪値より小さい半楕円形状の範囲で示される歪緩和領域Bの存在によりき裂の有無を検出するき裂検出ステップと、このき裂検出ステップにて検出された歪緩和領域Bの上記直線状部4と平行な長さに基づきき裂の長さを検出するき裂長さ検出ステップとを具備した方法である。
(もっと読む)
遠隔検査における作業位置計測方法およびその装置
【課題】 カメラ映像に基づいて複雑な計算を行うことなく、簡便に作業位置、寸法計測を実施できる作業位置計測方法およびその装置を提供する。
【解決手段】 作業対象面50との相対距離と相対角度を一定に保持することが可能であり表面に位置計測用の参照点を有する移動体11を接触させ、カメラ20と照明21を有する監視装置18を作業対象面50との相対位置が既知である任意の基準点に設置し、移動体11と監視装置18とが任意の相対角度または相対距離における両者の相対距離と、映像上での前記被撮影体表面上の距離寸法と、を一対一に相関させる相関データをあらかじめ求めておき、被撮影体と監視装置との相対角度を測定し、監視装置18のカメラ20により移動体11を撮影し、その映像上の前記参照点間の寸法距離と、測定した相対角度に一致する前記相関データとを照合することにより、監視装置18と移動体11の間の相対距離から作業位置を算出する。
(もっと読む)
構造体の接合状態検査方法及び装置
【課題】構造体の接合状態の良否を容易、迅速、且つ、高精度に判定することができる構造体の接合状態検査方法及び装置を提供する。
【解決手段】金属板2の端面をCCDカメラ12によって撮像し、得られた階調画像データを二値化処理部20によって二値化し、縮小・拡大処理部24で縮小・拡大処理した後、領域抽出部26において二値化画像の各領域を抽出する。次いで、領域数算出部28において各領域の面積毎の領域数を算出し、接合状態判定部32で所定の面積の領域数を基準値と比較することにより、金属板2の接合状態を判定する。
(もっと読む)
溶接部の検査方法および検査装置
【課題】 ワークに形成されたスポット溶接部の数と位置を精度良く検査することができる検査装置を提供する。
【解決手段】 溶接部12を検査するための検査装置10は、ロボットアーム21に設けられたレーザセンサ22と、レーザセンサ22をワーク11の表面に沿って移動させる制御部23と、判定部24と、表示装置25などを備えている。判定部24は、レーザセンサ22をワーク11に対して等速度で移動させている間に、レーザセンサ22からワーク表面11aに向けてレーザビームを照射し、その反射光に基いてレーザセンサ22からワーク11までの距離を検出する。こうして検出された波形を微分化することにより、レーザセンサ22からワーク11までの距離の変化量を求める。そしてこの変化量がしきい値を越えたとき、レーザビームが照射された個所にスポット溶接部12が存在したと判断する。
(もっと読む)
電縫管のシーム位置検出方法、装置、及び、シームアニーラの加熱子位置制御方法、装置
【課題】電縫管製造工程の任意の位置で、電縫管のシーム(ボンド)位置を的確且つ迅速に検出する。
【解決手段】突合せ溶接によって生じるビード14が切削された後、溶接部がアニールされる電縫管12のシーム位置検出方法において、シームアニール入側で溶接線位置と切削帯中心位置とのずれ量Δを測定し、シームアニールスタンド間あるいはアニーラ(24)出側の所定の位置で切削帯位置を測定し、この測定された切削帯位置の測定値を、前記ずれ量Δで修正する。
(もっと読む)
レーザー式三次元測定機
【課題】 溶接ガンが傾斜した状態でもコストの大幅な増加を抑えて固定側ガン先端の位置を容易に測定することができるレーザ式三次元測定機を提供する。
【解決手段】 レーザ式三次元測定機1のリフレクター33、34は、外嵌部31が固定側ガンチップ108に外嵌した状態で、中心33z、34zが延長線Y上を通るとともに、外嵌部31の当接部31cから下側のリフレクターの中心34zまでの距離L1と、両リフレクターの中心33z、34z間の距離L2とが同じになっている。ガンチップ先端111の位置を測定するには、レーザーにより両リフレクターの中心33z、34z位置を測定し、次に上側のリフレクターの中心33z位置から下側のリフレクター中心34z位置を減じて差を算出した後、下側のリフレクター中心34z位置から前記差を減じた差を算出する。
(もっと読む)
表面検査方法及び装置
【課題】容器の傷や破れなどや、容器に装着されたシュリンクフィルムの穴や破れや漏れを簡便で安価な装置により高速で検査できる方法及びその装置を開発する。
【解決手段】以下のような装置、またはその方法を用いて課題を解決する。シュリンクフィルムを例に説明する。ラインの搬送の途中で、容器に装着されたシュリンクフィルムの検査を行う箇所を設置し、その場所においてシュリンクフィルムの接合部に高周波蛍光照明の光を当て、その反射光をカメラで撮影して、その光の明暗を解析することにより、光の当たった部分がシュリンクフィルムからの反射光であるか、容器表面からの反射光であるかを判断して、シュリンクフィルムの装着不良を検査する一連の装置及びその方法。
(もっと読む)
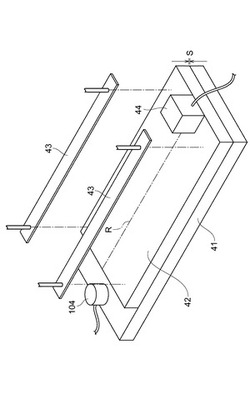
第1のパネルを第2のパネルに溶接するための溶接装置およびその溶接方法
【課題】隠れて離れた接触位置において第1の部品を第2の部品にビーム溶接する溶接装置および溶接方法を提供する。
【解決手段】本発明の溶接装置およびその溶接方法は第1のパネル24を第2のパネル22に溶接するために用いられる。上記第1のパネル24は上記第2のパネル22に部分的に接触する内側面34と反対位置の外側面36とを有する。溶接装置は溶接ビームを生成する手段を備える。溶接装置は上記第1のパネル24の内側面34上の圧力を上記外側面36上の隣接圧力よりも低下させることにより、上記第2のパネル22に接触しない上記第1のパネル24の第1の部分40に沿って上記第1のパネル24を第2の部分42よりも内側に変形させる手段を備える。溶接装置は上記第1の部分40もしくは上記第2の部分42のうちの少なくとも1つの変形に基づいて位置決めをする手段を備える。
(もっと読む)
熱間における鋼管の横継ぎ部識別方法及びその装置
【課題】 不良である継ぎ目部を、より安価、簡易な方法で、より速い段階(例えば矯正機を通過する前)に識別し、リジェクトすることにより、より好ましい品質管理方法となり、さらに生産性を高めた鋼管の製造方法及びその装置を提供する。
【解決手段】 複数の鋼帯の長手方向端部を順次溶接接合して原板を作製し、該原板を加熱、成形して鋼管を連続的に製造する方法であって、原板の溶接接合箇所にマーキングするマーキング工程と、マーキング箇所を加熱炉5、6前(A)で検出し、その位置から絞り圧延機8出側(C、D)までトラッキングを行い、該トラッキングにより絞り圧延機出側にてマーキングされていた部位を特定するマーキング部位特定工程と、特定されたマーキング部位に再度マーキングを施す工程と、再度マーキングされた部位を冷却床またはその出側でリジェクトする工程とを備える。
(もっと読む)
レーザ溶接品質評価方法および装置
【課題】種々の溶接欠陥につながる溶接状況を的確に把握できるようにする。
【解決手段】被溶接物Wにレーザ光Aを照射するレーザトーチ1に、レーザ照射域から反射されるレーザ光の反射光Bを光学フィルタ7を介して受光するCCDカメラ8を取付け、このCCDカメラ8によりキーホール4を含む溶融部5およびその周辺を撮像する。そして、得られた画像を信号処理装置9内の画像解析手段11に送って、該画像解析手段11に画像から把握される溶融部5の長さ/幅比を演算させると共に、その演算結果を品質判定手段12に送って、前記長さ/幅比が予め記憶したしきい値よりも大きい場合に、引け不良と判定させる。
(もっと読む)
磁気ヘッドサスペンションの溶接位置測定方法及び装置
【課題】 基準部の基準位置からの溶接部の相対位置の測定精度を向上させることができ、また、オペレータに拘わらず、測定精度を維持でき、さらに、溶接部の測定に要する時間を短縮でき、それだけ測定作業のコストを低く抑えることができる磁気ヘッドサスペンションの溶接位置測定方法及び装置を提供する。
【解決手段】 磁気ヘッドサスペンションの溶接位置測定方法及び装置100は、溶接部P及び基準部Q1,Q2に対応する画像を含む画像情報を対応する多値画像情報に変換し、基準部Q1,Q2に対応する画像に基づいて基準画像位置(X軸及びY軸)を検出し、多値画像情報を対応する二値画像情報に変換し、該二値画像情報について溶接部Pに対応する画像以外の不要画像を除去し、該二値画像情報について基準画像位置(X軸及びY軸)からの溶接部Pに対応する画像の相対位置(X,Y)を算出する。
(もっと読む)
レーザ加工装置
【課題】 高い品質保証精度で生産効率を向上させるべき、その場計測を備えもつレーザ加工装置を得る。
【解決手段】 計測用照射光学系により、加工レーザ光1の被加工物3への照射点近傍に、計測レーザ光を被加工物3の表面と略平行な方向から照射する。本照射は遅延提供され、加工レーザ光1に対して計測レーザ光に遅延を与える。また干渉光学系により、加工レーザ光1による被加工物3の表面近傍の反応場の形態変化4aにより変調を受けた計測レーザ光と、参照光との干渉縞を発生させる。さらに、撮像装置により干渉光学系による干渉縞画像を撮像し、計算器により干渉縞の位相から加工途中における被加工物表面近傍の反応場4bのデータを計算する。この手順に基き、レーザ加工装置により取得される反応場データと被加工物の加工品質データとの相関関係をあらかじめ取得して記憶したデータベースと、加工工程中でその場計測した反応場データとを比較する。
(もっと読む)
非接触三次元物体形状測定方法
【課題】 合焦面を測定断面とし、測定対象の相対移動の結果、測定断面により測定対象を走査して、複数の測定断面の画像から合焦度に基づき輪郭線を順次抽出し、測定対象の三次元形状を測定する方法において、測定対象の相対移動方向が撮像レンズ系の光軸に垂直もしくは交差する方向に設定でき、測定対象の大きさと移動方向の設定の自由度が大きい測定法を得る。
【解決手段】 撮像レンズ系を両側テレセントリック光学系として構成し、撮像レンズ系の光軸に対して斜めに設定した測定断面ABが合焦面となるように二次元撮像素子3の受光面abを撮像レンズ系の光軸に対し斜めに設定し、撮像レンズ系の光軸に対し垂直もしくは交差する方向に測定対象1を相対移動させることにより測定断面ABにより測定対象1を走査して、複数の測定断面の画像の合焦度比較により最大合焦度の画素を検出する。
(もっと読む)
陰影測定による制御の方法と装置
本発明は、2つのジョイント(13、14)の周りを往復するアーム(8)に取り付けられる発光器(5)及び受光器(6)を備えた、レーザオンブロスコーピー(laser ombroscopy)を用いる制御デバイスに関する。前記ジョイントの回転軸(y、z)が、互いに、及び発光器と受光器との間の主光路(x)に対して垂直であることにより、制御された輪郭の画像を高い精度で復元することができる。本発明の装置は特に、溶接法、中でも窪んだ丸溝に適用することができる。
 (もっと読む)
(もっと読む)
81 - 100 / 101
[ Back to top ]