
Fターム[2F065CC15]の内容
光学的手段による測長装置 (194,290) | 対象物−個別例 (8,635) | 溶接部 (101)
Fターム[2F065CC15]に分類される特許
61 - 80 / 101
アーク溶接品質検査方法
【課題】ビート形状の計測誤差が小さく、しかも、レーザー変位計により照射されるレーザー光線の照射方向が母材表面に対して傾いていても高精度な溶接品質検査を可能とするアーク溶接品質検査方法を提供する。
【解決手段】本発明のアーク溶接品質検査方法は、表面形状を測定するための3次元変位計としての3次元レーザー変位計を用いて、2つの母材5a,5bが突き合わされ溶接接合されたビード8を含む部分の表面変位zを測定し、この変位zにより溶接品質を検査するものであって、3次元レーザー変位計により得られたビード8を含む部分の表面変位データに基づいて、溶接母材5a,5bの表面形状データと、ビード8の表面形状データとを取得して、母材5aまたは母材5bの表面をビード8側に外挿した仮想面(仮想直線L)を特定して、この仮想面(仮想直線L)からビード8表面までの変位zに基づいて溶接品質検査の合否を判定する。
(もっと読む)
溶接部の表面欠陥形状検出方法及びコンピュータプログラム

【課題】溶接部の断面プロフィールから、溶接部上の表面欠陥の大きさや深さを従来よりも簡便に精度よく検出する。
【解決手段】溶接部の断面プロフィールを抽出し、断面プロフィールの変化度を求める。変化度の大きい最も外側の左右の急変部を左右の止端部とする。左右の止端部に挟まれた内側のビード部を、欠陥部に相当する急変部以外の断面プロフィールデータを使って第1の関数で近似する。左側の止端部より左外側の母材部を第2の関数で、右側止端部の右外側の母材部を第3の関数で近似する。第1と第2の関数の交点を左止端点、第1と第3の関数の交点を右止端点として求める。左右止端点を区分点とし、第1と第2、第3の関数で表される区分的近似曲線を基準線として、もとの断面プロフィールから差し引く。
(もっと読む)
溶接方法、および段差部の検出装置
【課題】簡単な構成で、溶接作業線を規定するための段差部を容易に短時間で精度良く検出することができる方法および装置を提供する。
【解決手段】ワーク1、2を重ねてその段差部Dを検出することによりこの段差部Dを溶接するための溶接作業線Wを規定し、この規定された溶接作業線Wに従って段差部Dを溶接する方法であって、段差部Dを横切る複数の線状光Lnを段差部D上から所定の角度αで照射して、段差部Dにより切断される各光切断線ln、ln’を段差部D上から撮像し、この撮像された各光切断線ln、ln’を画像処理して段差部Dにおける座標(Xn,Yn)あるいは(Xn’,Yn’)を抽出し、抽出された光切断線ln、ln’の端部の各座標(Xn,Yn)、(Xn’,Yn’)に基づいて段差部Dを検出する。
(もっと読む)
加工装置および材料加工方法
本発明は、少なくとも1つの高エネルギの加工ビーム(22)、特に電子ビームまたはレーザービームを準備するように形成された、少なくとも1つの加工ヘッド(16)を有する加工装置(10)に関する。この種の加工装置は、工作物(28)において材料を除去するため、あるいは工作物(28)を材料結合で結合するため、特に溶接するために、使用される。本発明によれば、加工ヘッド(16)に、表面走査のために設けられた、光学的な干渉トモグラフとして形成された、少なくとも1つの走査装置(32)が対応づけられていることが提案される。さらに、光学的干渉トモグラフを用いて、工作物の未加工の、加工された、あるいは加工中の表面領域を走査するために、高エネルギの加工ビームを使用しながら、材料を加工する方法が提案される。 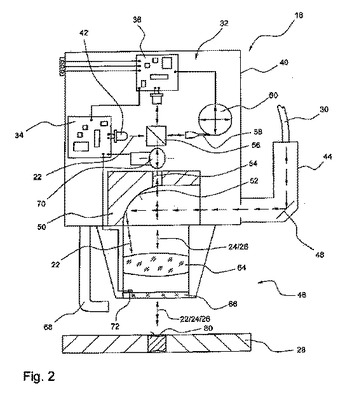 (もっと読む)
(もっと読む)
アーク溶接における酸化物認識方法及び酸化物認識装置
【課題】画像処理の手段を用いて、アーク溶接時の溶融池又は溶滴上に発生する酸化物の存在状態を定量的に把握することが可能なアーク溶接における酸化物認識方法及び酸化物認識装置の提供。
【解決手段】アーク溶接中に溶融池P及びその周囲を複数のフレーム画像に撮像し、所定の輝度範囲の有する領域を抽出し、領域内であって且つ予め規定した閾値よりも大きい輝度を有する1又は複数の孤立領域を抽出し、抽出された各孤立領域の位置情報及び特徴量を検出する。
(もっと読む)
自動溶接機の位置検出システム
【課題】
サーチ動作により得られた測距データを元に、以後サーチ動作を行うことなく、異なる画像処理パラメータを適用した際の画像解析結果をティーチペンダント上で確認できる自動溶接機の位置検出システムを提供する。
【解決手段】
ティーチペンダントTPのキーボード41から再画像解析を行う指示があったとき、ロボット制御装置RCは、ロボット制御装置RCが備える記憶部の第1記憶領域に記憶した測距データに基づき調整入力された画像処理パラメータに従って溶接継手の画像解析を行う。ロボット制御装置RCはその画像解析に基づき溶接継手の開先形状に関する特徴点を含む開先情報を取得し、ディスプレイ42は調整入力された画像処理パラメータに従って得られた画像解析データを表示する。
(もっと読む)
溶接品質判定方法
【課題】溶接品質の良否の判定結果を定量的に、かつ自動的に取得でき、また種々の溶接品質の良否判定、特に浅い穴開き発生やワーク板部厚の減少も判定可能とする。
【解決手段】光切断法により溶接部及びその周辺部の表面座標を取得して溶接品質を判定する溶接品質判定方法であって、上記表面座標をデジタルデータで取得し(201)、取得された表面座標データ群から溶接部及びその周辺部の表面形状を近似するポリラインを作成する(202)。このポリラインに係る座標等の数値に基づき溶接部及びその周辺部をなす板部を各々抽出すると共に(203、206)、それらの各部を表す数値に基づき各種演算を行い(204、207、208,211〜213)、その結果から溶接品質を判定するようにした。溶接部及びその周辺部の表面座標を表すデジタルデータに基づき、各種演算を行って溶接品質の良否判定を行うことで、多種多様かつ高精細の溶接品質の判定を可能とした。
(もっと読む)
溶接ビードの検査装置および検査方法
【課題】溶接ビードの欠陥の有無についての検査に要する時間を短縮することが可能な溶接ビードの検査装置および検査方法を提供する。
【解決手段】検査対象たる溶接ビード3の表面を含む所定の領域に相互に略平行な複数のライン光5・5・・・からなるラインパターン4を照射しつつラインパターン4が照射された所定の領域の画像6を撮像し、画像6を線形化して細線化画像7を生成し、欠陥が無い溶接ビードについて予め生成された細線化画像である基準細線化画像および細線化画像生成部111bにより生成された細線化画像7を比較することにより両者の一致度を算出し、算出された一致度に基づいて検査対象たる溶接ビード3の表面における欠陥の有無を判定する。
(もっと読む)
3次元寸法計測装置及び3次元寸法計測プログラム
【課題】計測対象の3次元寸法を高い精度で、かつ低コストで計測する3次元寸法計測装置及び3次元寸法計測プログラムを提供する。
【解決手段】3次元寸法計測装置1は、計測対象を撮像して画像信号を生成するTVカメラ14と、前記計測対象にスリット光を投射するスリット光源12と、コンピュータ10とを備える。コンピュータ10は、前記TVカメラ14により生成された画像信号に基づいて、前記計測対象のエッジを抽出するエッジ抽出部と、スリットの中心位置を表すスリット中心線を抽出するスリット中心線抽出部と、前記エッジと前記スリット中心線とに基づいてスリットの特徴点を抽出するスリット特徴点抽出部と、前記特徴点の座標に基づいて、前記特徴点の3次元座標を算出する3次元座標演算部と、前記特徴点の3次元座標に基づいて前記計測対象の特徴量を算出する特徴量演算部とを備える。
(もっと読む)
溶接品質の評価方法
【課題】 溶接部にスパッタなどの付着物が存在する場合に、溶接部の溶接品質を正しく評価できる溶接品質の評価方法を提供する。
【解決手段】 光照射式の凹凸測定器により取得した溶接部の表面の凹凸情報を、溶接ビードに平行な方向にローパスフィルタ処理して溶接部に存在するスパッタなどの付着物によるノイズを除去し(ステップ2)、このフィルタ処理済みの凹凸データを用いて、溶接ビードに垂直な面内における左右に位置する母材の接線をそれぞれ求め(ステップ3)、溶接ビードに垂直な方向の凹凸情報と左右の各母材の接線とから、溶接ビード全長にわたって該溶接ビードのビード端を算出し(ステップ4)、前記算出したビード端,母材の接線,凹凸情報のうち、少なくともビード端を用いて求めた溶接部の外観形状の特徴量に基づいて、溶接部の溶接品質を評価する。
(もっと読む)
鋳鋼片の溶融深さ測定方法および鋳鋼片の表層処理方法
【課題】プラズマガスによって鋳鋼片の表層を溶融処理している間に溶融深さを測定する。
【解決手段】鋳片Hを搬送方向Bに沿って移動させながらその表面に対してプラズマトーチT1から照射されるプラズマガスによって加熱溶融しているときに、プラズマガスのガス流量を調整して、溶融金属Qを溶融部から追い出して窪みZを形成する。窪みZの中心部分に対してレーザー照射装置32によってレーザー光を照射して、プラズマアークPよりも輝度が高いレーザースポットSを形成する。レーザースポットSの鉛直方向の変位変動を測定し、当該変動の変動幅が所定値以下になったときのレーザースポットSの鉛直方向の変位によって、溶融深さLを測定することができる。
(もっと読む)
溶接作業情報計測方法および装置
【課題】半自動溶接中に溶接士の挙動、溶融プール形状ならびにワイヤ突出し長さ等に関する複数の情報を同時に取得し、溶接施工の良否の判定をすみやかに行うことのできる溶接作業情報計測方法および装置を提供すること。
【解決手段】減光フィルタと帯域通過フィルタを有する複数の視覚センサ7,8,9,10を備え、前記視覚センサによってそれぞれの視野を撮像することによって溶接ワイヤの突出し長さ、溶融プール形状及び溶接士の挙動に関する複数の情報を同時に取得するようにした構成とする。
(もっと読む)
形状計測装置および形状計測方法
【課題】原子炉などの構造物内の形状を高精度かつ効率的に計測する。
【解決手段】このプラント構造物形状計測装置は、レーザマーカ12と水中カメラ13とをほぼ同方向に向けて固定した架台(計測モジュール10)と、マスト部5の軸に沿って昇降自在および旋廻自在、マスト部5の軸に対して直交方向に移動自在に設けられ、制御信号により架台を各方向へ移動すると共にその移動に伴う位置データを送信する駆動機構4と、制御信号をマスト部5内に挿通したケーブル8を通じて駆動機構4およびレーザマーカ12に与えて架台の移動および姿勢の制御とレーザビームXの照射制御を行うと共に、水中カメラ13により撮像された画像を取得して計測部位Pの3次元データを生成する遠隔ユニット1とを備える。
(もっと読む)
断面形状検出方法及び装置
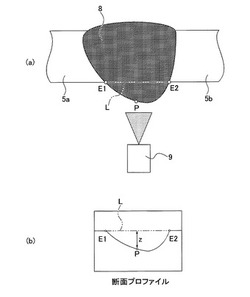
【課題】光学的手段で得た溶接鋼管の断面プロフィールから、専用治具による測定と互換性があり精度よく高速にピーキングを計算する方法を提供する。
【解決手段】溶接鋼管の溶接部に線状光又は走査した点状光を照射し、溶接部表面に照射された線状光又は点状光の像を撮像して、光学的手段により溶接鋼管の断面プロフィールを検出する断面形状検出方法において、ピーキング測定治具の脚と断面プロフィールとの接触点A,B間の距離ABが治具の脚幅Wに等しく、かつ、ABの中点Cと止端点Pを結ぶ線分CPがABと直交するという拘束条件を満たすように、止端点Pから距離がともにRkにある等距離点の対Ak,Bkを探索し、それらの間の距離AkBkを計算して、脚幅Wに近いところでの深さCPを計算する。
(もっと読む)
電縫管のシーム位置検出方法及び装置
【課題】溶接時の熱、錆等による管表面の色変化や検出時の照明具合等(外乱)による誤検出がなく、ロバスト(安定)なシーム位置検出が可能な方法、装置を提供する。
【解決手段】CCDカメラ2で撮像された電縫管11外周面の画像の画素群に対して自己相関関数を計算し、その結果値に周期性が検出される画素列を求め、その画素列の位置をシーム位置として検出する画像演算処理回路4を設ける。自己相関関数の計算によるシーム位置の検出は、外乱に強いロバストなシーム位置の検出を可能とする。
(もっと読む)
突合せ溶接部の良否検査方法および装置
【課題】従来距離計方式や光切断形状計測では識別しにくい母板目違いに起因した溶接不良の確実性を高めると共に、従来の目視観察やハンマリング試験において問題であった検査員依存性を無くし、再現性、客観性を高める。
【解決手段】突合せ溶接後の盛上がり部を除去した後に溶接部30Wの良否を検査する方法において、溶接線に対して略直交方向のスリット光10Sを、溶接線方向に走査して照射し、前記スリット光10Sの溶接部30Wで反射した拡散反射光強度分布を、溶接線方向の複数位置で検出し、その複数位置で検出した拡散反射光強度分布に基づいて、溶接部30Wの良否を判定する。ここで、前記拡散反射光強度分布について、第1の所定強度以下となる位置で囲まれる範囲を設定し、その範囲内で、第2の所定強度以上、かつ、所定幅以上となる孤立領域の有無を検出する処理を、溶接線方向の複数位置について連続的に行い、前記孤立領域が所定数以上連続して有った場合に、溶接不良と判定することができる。
(もっと読む)
キャリア材料上における溶接部の画像を評価する装置
本発明は、溶接部(19)のスポット溶接でキャリア材料(8)上に生成される画像を、少なくとも1つの検知手段(25)及び1つのレンズ(26)から成るカメラ(24)を含む画像検知ユニット(23)を用いて評価する装置(22)に関する。スポット溶接された接合部の光学的品質検査を改良する評価装置(22)を創出するために、画像検知手段(23)は、キャリア材料(8)上のスポット溶接画像(20)を拡散均一照明する拡散器(28)を有する照明装置(27)を含む。更に、本発明は、キャリア材料(8)上のスポット溶接(19)の画像(20)を分析する評価装置(22)を持つ、スポット溶接設備用の溶接工具(1)、特に溶接銃(2)に関する。  (もっと読む)
(もっと読む)
撮影画像におけるゆがみの較正方法
【課題】より簡単な処理によって実行可能な撮影画像のゆがみの較正を実現する。
【解決手段】ゆがみ較正装置は、撮影対象を、既知の変位を与える前後においてそれぞれ撮影することにより生成された第1及び第2撮影画像を記憶する画像記憶部30aと、第1撮影画像上の着目点に対応する第2撮影画像上の対応点を特定し、その対応点の第2撮影画像上での座標を取得するDICM処理部30bと、DICM処理部30bにより取得した座標を有する第1撮影画像における点を新たに着目点としてDICM処理部30bによる座標の取得を繰り返させ、この繰り返しにより取得した座標群と上記変位量とに基づいて、撮影画像上の座標に応じた較正値を算出する変位較正処理部30cとを備える。
(もっと読む)
溶接変形および残留応力の評価方法
【課題】非破壊的で簡便であり、FEM解析に適用でき、実証性を有する溶接変形および残留応力の評価方法を提供すること。
【解決手段】本発明にかかる溶接構造物の評価方法は、マーキングされた溶接材表面の画像を、互いに異なる溶接状態において取得する工程と、それぞれの溶接状態において取得された画像を比較して、前記溶接材の変位差を測定する工程と、前記変位差を逆解析して固有ひずみを求める工程と、前記固有ひずみから両溶接状態の残留応力差と変形差を算出する工程とを備えるものである。
(もっと読む)
溶接線の非接触自動検出方法及びその装置
【課題】自動検出環境の変化によるセンシングへの影響を低減して、検出精度を向上することができる、溶接線の非接触自動検出方法及びその装置を得る。
【解決手段】溶接対象物の溶接線を、レーザー光を用いて非接触で自動検出する方法であって、前記溶接対象物にレーザー光を照射し、反射光を受光するステップと、受光したレーザー光を基に、前記溶接対象物の3次元座標を算出して記憶手段に格納するステップと、受光したレーザー光の強度を算出するステップと、算出したレーザー光の受光強度を基に、レーザー光の照射強度と受光感度を調整する調整ステップと、レーザー光照射を継続するか否かを判断するステップと、レーザー光照射が終了した後に、前記記憶手段に格納された3次元座標データを基に、前記溶接対象物の溶接線を算出する溶接線算出ステップとを有することを特徴とする。
(もっと読む)
61 - 80 / 101
[ Back to top ]