
Fターム[2F067PP16]の内容
波動性又は粒子性放射線を用いた測長装置 (9,092) | 載置・搬送、保持、支持関連 (268) | 対象物の保持、支持に言及 (224) | ローラ列 (9)
Fターム[2F067PP16]に分類される特許
1 - 9 / 9
薄膜堆積量の計測装置及び計測方法、並びに、薄膜製造装置及び薄膜製造方法
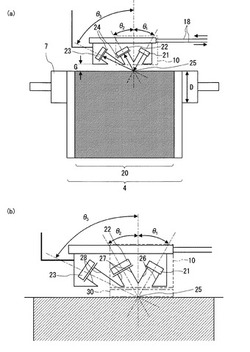
【課題】真空中で、移動する薄膜の堆積量を高精度に計測する装置及び方法を提供する。
【解決手段】本発明の薄膜堆積量の製造装置は、基板4上に形成された薄膜20の堆積量を計測する装置であって、基板4にβ線を照射するβ線源21と、β線源21から照射されたβ線の基板4からの後方散乱量を測定する第1放射線検出器としての後方散乱β線用放射線検出器22と、を含む測定プローブ10と、β線源21から照射されたβ線の基板4からの後方散乱のうち、前記第1放射線検出器に入射せずに、測定プローブ10と基板4との隙間を経由して測定プローブ10外に到達する漏洩β線量を測定する第2放射線検出器としての漏洩β線用放射線検出器23と、を備える。
(もっと読む)
放射線検査装置

【課題】温度、湿度、気圧などの大気変動を由来として生じる測定信号の変動を補償する事により、厚さ測定の精度安定性を向上させることを目的とする。
【解決手段】放射線源から放射され、試料を透過してくる放射線を放射線検出器により検出し、坪量の測定を行う放射線検査装置において、
前記検査装置の近傍に温度センサと気圧センサとを配置し、前記温度センサで検出した温度と前記気圧センサで検出した気圧に基づいて大気重量を計算する大気重量演算手段を備え、この大気重量演算手段で計算した大気重量に基づいて前記坪量を補正するように構成した。
(もっと読む)
放射線検査装置
【課題】連続試料を扱う生産ラインの全面測定装置において、フットプリントをなるべく増大させずに、校正動作を行えるようにして厚さ測定の精度安定性を向上させた放射線検査装置を提供する。
【解決手段】放射線源から放射され、シート状の試料を透過してくる放射線を前記試料の流れ方向に対して直角に配置されたライン状放射線検出器により検出し、坪量の測定を行う放射線検査装置において、前記放射線源またはライン状放射線検出器または試料の少なくとも一つを一時的に移動させ、前記放射線源とライン状放射線検出器の間から前記試料を除去した後、前記放射線源とライン状放射線検出器の少なくとも一つを移動させた場合は元の位置に移動させ、放射線源とライン状放射線検出器間の空気層を測定するように構成した。
(もっと読む)
鋼板の板厚測定装置およびその校正方法
【課題】マルチチャンネル方式の板厚計を採用しつつ、校正処理の高速化と板厚測定精度向上を両立させることができる鋼板の板厚測定装置およびその校正方法を提供する。
【解決手段】通板中の鋼板Sを通板方向と直交する方向に検出器4を走査して鋼板Sの厚さを幅方向に沿って測定するシングルチャンネル板厚計1と、通板中の鋼板Sの幅方向に沿う厚さを鋼板Sの幅方向に沿って配列された複数の検出器6により同時に測定するとともに、通板中の鋼板Sの長手方向に沿う厚さを所定間隔で測定することにより鋼板全体の厚さ分布を測定するマルチチャンネル板厚計2とを併設し、シングルチャンネル板厚計1の検出器4の検量線を、通板前に予め測定された校正用基準板の厚さで校正し、鋼板Sの通板中に得られるシングルチャンネル板厚計1による鋼板の幅方向の鋼板の板厚測定値で、マルチチャンネル板厚計2の各検出器6の検量線を校正する。
(もっと読む)
真空蒸着装置、膜厚測定方法、真空蒸着方法
【課題】成膜した薄膜の膜厚を従来より広い範囲で測定できる膜厚測定方法と、均一な膜厚の薄膜を成膜する真空蒸着装置及び真空蒸着方法を提供する。
【解決手段】
薄膜材料60に電子線を照射して、薄膜材料60から蒸気を放出させ、成膜対象物80を薄膜材料60に対して走行移動させながら、成膜対象物80の表面に薄膜を成膜する際に、薄膜材料60から放出され、成膜対象物80上のX線検出装置20で薄膜と成膜対象物80とを透過した透過X線の強度を検出し、あらかじめ記憶された透過X線の強度と薄膜の膜厚との対応関係から、成膜対象物80に形成された薄膜の膜厚を測定する。測定結果を基準値と比較して、比較結果から、成膜対象物80の移動速度や電子線の照射位置の移動速度を変更し、薄膜の膜厚を増減させることで、薄膜の膜厚を基準値に近づける。
(もっと読む)
温度測定装置及び温度測定方法
【課題】ウェブ又は板状の被測定物の温度分布が異なる場合であっても、ウェブ又は板状の被測定物の温度を正確に測定することができる温度測定装置及び温度測定方法を提供する。
【解決手段】ウェブ又は板状の被測定物aの物理量を測定する際に、ウェブ又は板状の被測定物aの温度を測定する温度測定装置である。エアーカーテン形成手段10にて、ウェブ又は板状の被測定物aの物理量測定部位を外部からの気流を遮断する気流流入防止雰囲気に形成し、その雰囲気中でウェブ又は板状の被測定物aの温度又はウェブ又は板状の被測定物aの近傍の温度を測定する。
(もっと読む)
X線質量測定装置
【課題】連続体を被測定物として生産ラインに流した場合であっても、早期に連続体の一部である製品部分の質量の過不足を発見し作業効率の低下を防止することができるX線質量測定装置を提供すること。
【解決手段】搬送中の連続体に対しX線を照射するX線照射手段3と、連続体を透過したX線の透過量を検出するX線検出手段4と、検出されたX線の透過量に基づいて、所望の領域に対応する連続体に吸収されたX線吸収量を算出するX線吸収量算出手段34と、連続体に吸収されたX線吸収量から連続体の質量に換算するための質量換算係数を予め記憶する質量換算係数記憶手段42と、連続体の延在方向を分割するための分割領域22を設定する分割領域設定手段33と、連続体の分割領域22のX線吸収量と質量換算係数とに基づいて、連続体の分割領域22の質量を測定する質量測定手段35とを備えた。
(もっと読む)
放射線透過式管状材肉厚測定装置
【課題】管状材の芯ぶれが発生する場合においても、システム構成の複雑化を抑制しつつ、管状材の肉厚を精度よく測定するとともに、厚肉管での測定精度の劣化を抑制する。
【解決手段】芯ぶれ算出部21aは、検出器16a、16bによる計測値を検出器16a、16bから受け取ると、これらの計測値の比を求め、この計測値の比に対応した芯ぶれ量Sを校正データから読み取ることにより、管状材1の芯ぶれ量を算出し、肉厚算出部21cは、芯ぶれ算出部21aにて算出された管状材1の芯ぶれ量Sに基づいて、管状材1の芯ぶれ量Sがゼロの位置における放射線ビームB1、B2の透過長を求め、放射線ビームB1、B2の透過長に対応した管状材1の肉厚Tを換算データから読み取ることにより、管状材1の肉厚Tを算出する。
(もっと読む)
放射線透過式管状材肉厚測定装置
【課題】装置構成の複雑化を抑制しつつ、断面平均測定方式を併用するとともに、厚肉管での測定精度の劣化を抑制する。
【解決手段】平行2ビーム測定方式にて管状材1の芯ぶれ量および肉厚を算出する場合、回転制御部24は、ライン状放射線源12から出射されたライン状放射線ビームBLが管状材1を斜めに横切るように線源容器11を回転させ、断面平均測定方式にて管状材1の肉厚を算出する場合、回転制御部24は、ライン状放射線源12から出射されたライン状放射線ビームBLが管状材1を垂直に横切るように線源容器11を回転させる。
(もっと読む)
1 - 9 / 9
[ Back to top ]