
Fターム[2G047AC02]の内容
超音波による材料の調査、分析 (29,493) | 特殊な調査・分析対象 (848) | 原子炉、原子力設備 (99) | 圧力容器 (26)
Fターム[2G047AC02]に分類される特許
1 - 20 / 26
超音波探傷方法及び超音波探傷装置
【課題】アレイ探触子と被検体の位置関係を正確に特定し、アレイ探触子と被検体の位置関係のずれの少ない、より正確な超音波探傷が可能な超音波探傷方法及び超音波探傷装置を提供することにある。
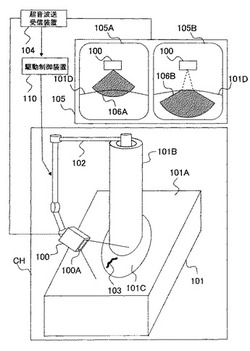
【解決手段】超音波探傷装置は、超音波センサ100から送信した超音波を、媒体を介して被検体101に伝搬させるとともに、遠隔走査機構102を用いて、超音波センサを走査する。送受信装置104は、超音波を媒体に送信し、被検体表面及び内部からの反射波を受信信号として受信する。表示部105Aには、被検体表面からの受信信号による探傷画像を、媒体の音速を用いて第一の音響画像として表示する。表示部105Bには、被検体中からの反射波を、前記被検体の音速を用いて第二の音響画像として表示する。
(もっと読む)
超音波探傷装置の据付機構

【課題】狭隘な箇所に対して短時間で容易に超音波探傷装置を据え付けることができる超音波探傷装置の据付機構の提供。
【解決手段】一直線に延在するレール11と、該レール11に搭載され、該レール11の長さ方向に移動自在な超音波探触子12とを備える超音波探傷装置10を原子炉圧力容器1に据え付ける超音波探傷装置10の据付機構20であって、原子炉圧力容器1の据付面1aに対して着脱自在に据え付けられる第1のフレーム21と、レール11を据付面1aに沿って支持すると共に、据付面1aに対し垂直な回転軸周りに回転自在に第1のフレーム21に支持される第2のフレーム30と、第2のフレーム30の上記回転方向における位置を位置決めする位置決め部材50と、を有するという構成を採用する。
(もっと読む)
フェイズドアレイ超音波検査装置、フェイズドアレイ超音波検査装置を用いた検査方法およびコークドラム
【課題】高温の条件でも使用可能であるフェイズドアレイ超音波検査装置、フェイズドアレイ超音波検査装置を用いた検査方法およびコークドラムを提供する。
【解決手段】高温の検査対象Sの欠陥を検査するための装置であって、検査対象Sに対して超音波UWを供給するフェイズドアレイ探触子PAと、フェイズドアレイ探触子PAと検査対象Sとの間に配置されるウェッジ3とを備えており、ウェッジ3は、検査対象S表面に接触させる接触面3bと、接触面3bに対して傾斜したフェイズドアレイ探触子PAを取り付ける取付面3aとを備えている。ウェッジ3を介してフェイズドアレイ探触子PAを検査対象Sに接触させるので、フェイズドアレイ探触子PAの耐熱温度が低くても、高温の検査対象Sの検査をフェイズドアレイUT法によって検査を行うことができる。
(もっと読む)
超音波探傷方法及び超音波探傷装置
【課題】センサと検査対象の相対位置に関する情報が無い場合においても、3次元探傷データと3次元形状データの表示位置合わせを可能にし、欠陥エコーと形状エコーの識別を迅速にできるようにした超音波探傷方法および超音波探傷装置を提供することにある。
【解決手段】表示部103は、超音波センサで受信した複数の超音波波形から作成した超音波探傷データと、検査対象の3次元形状データに基づいて音線追跡法により計算した複数の超音波伝播データを比較することにより、超音波探傷データまたは3次元形状データの表示位置を移動して両者を重ねて表示する。
(もっと読む)
無軌道式移動台車の位置検出装置及び方法
【課題】無軌道式移動台車が球面,円筒面,平面を移動する場合の位置検出装置において、無軌道式移動台車が例えば球面や円筒面を周方向に移動して位置検出装置から隠れてしまう場合であっても、位置検出が可能な位置検出装置を与えることを目的とする。
【解決手段】本体内部にワイヤを備え、前記ワイヤが牽引された量をエンコーダ値として出力する第二リニアエンコーダが取り付けられた第二保持治具を設置し、前記第二のリニアエンコーダのワイヤ先端を前記無軌道式移動台車の前記リニアエンコーダのワイヤ先端の取り付けられた位置に取り付け、前記第一のリニアエンコーダのワイヤが牽引された量と前記第二のリニアエンコーダのワイヤが牽引された量とから前記無軌道式移動台車の位置を前記演算装置にて演算すること特徴とする。
(もっと読む)
超音波検査用装置
【解決手段】超音波検査用の接触媒質として高粘性の接触媒質を使用し、高粘性の接触媒質を溜めておく高粘性接触媒質溜め容器と、取手部とシャフト部からなりシャフト部は高粘性接触媒質溜め容器に回転可能に取り付けられているハンドルと、高粘性接触媒質溜め容器内に設けられハンドルのシャフト部を軸として回転可能に設けられた丸磁石とからなる。
【効果】本発明によれば、遠隔にて高粘性接触媒質を供給・回収・確認が可能となるため、作業員の線量当量の低減が可能となる。
(もっと読む)
超音波検査装置および原子力プラントの非破壊検査方法
【課題】十分な強度の超音波を効率良く発生できる超音波検査装置および原子力プラントの非破壊検査方法を提供する。
【解決手段】調整された出力のレーザ光26を発射するレーザ装置5と、一端にレーザ装置5からのレーザ光26が絞られて導入され、伝送される光ファイバ23と、光ファイバ23の他端から射出されるレーザ光を照射され、超音波を発生する送信ダイヤフラム39を有する超音波送信部と、を備え、該超音波送信部の該送信ダイヤフラムが発生する超音波を被検体に照射して検査を行う体積検査用超音波送信部17であって、光ファイバ23の一端側における絞られるレーザ光26の焦点領域32を包含する空間を、レーザ光26の通過を許容するように密閉する真空容器30が備えられ、真空容器30内が高真空とされていることを特徴とする。
(もっと読む)
超音波検査方法および超音波検査装置
【課題】容易に検査を行えるとともに、溶接線に存在する周割れおよび軸割れをも検出できる超音波検査方法および超音波検査装置を提供することにある。
【解決手段】超音波探触子101は、溶接部の反対側に位置する構造物の面(走査面)に配置される。走査面の法線方向をX軸、前記溶接線方向をY軸、前記X軸およびY軸に垂直な方向をZ軸とし、X軸をZ軸について回転させた軸をX’軸とするとき、前記超音波は、X’−Z平面内で任意の角度で走査することを特徴とする。制御機構103は、超音波を任意の角度で走査したとき、欠陥DE―Vおよび欠陥DE―H等から得られる反射波信号の強度を、信号処理を行うことで欠陥の検出および長さ測定を行う。
(もっと読む)
自動超音波探傷検査システム
【課題】検査に用いられる仮設管の搬出入及び布設・移動を効率化することのできる自動超音波探傷検査システムを提供すること。
【解決手段】自動超音波探傷検査システム1は、原子炉格納容器10に収容される原子炉圧力容器2又は原子炉圧力容器2の配管を検査する自動超音波探傷検査装置3に接続される。自動超音波探傷検査システム1は、原子炉格納容器10の内壁11側に配置され、原子炉格納容器10の外側に配置される自動超音波探傷検査装置3につながる仮設管5が挿通可能な案内管4と、原子炉格納容器10に形成され、案内管4の一方の端部4aが連通して仮設管5を挿通可能な穴6と、仮設管5を原子炉圧力容器2に近づく側に巻き揚げる自動巻き揚げ装置8と、穴6から延びる仮設管5を原子炉格納容器10外側に巻き取る自動巻き取り装置9と、を有する。
(もっと読む)
超音波検査データ評価装置及び超音波検査データ評価方法
【課題】き裂の有無、き裂端部の位置等を従来に比べて精度良く自動的に検出可能な超音波検査データ評価装置及び超音波検査データ評価方法を提供する。
【解決手段】超音波検査データ評価装置は、各検査位置における超音波検査データ1から極大値を抽出し、移動した検査位置との極大値の連続性を検出し検査位置走査時の極大値の軌跡を求める特徴量演算装置2と、き裂有り/無し時それぞれの反射超音波信号の特徴量を示すき裂特徴量を収容するき裂特徴量データベース3と、特徴量演算装置2の出力とき裂特徴量データベース3内のデータとを比較してき裂の有無の判定及び端部位置の同定を行うき裂判定装置4と、同定した端部からき裂の深さや位置を計測するき裂計測装置5と、計測結果を表示、保存する結果表示・保存装置6とを具備している。
(もっと読む)
超音波探傷装置
【課題】
検査対象内の回折波を検出して探傷を行う超音波探傷装置の検出感度を安定、且つ、強く保つこと。
【解決手段】
共通のセンサ14内に内蔵された送信振動子列15と受信振動子列19によって検査対象材料21に対する超音波16の送信角度と回折波18の受信角度の和の1/2が30度を含む範囲で集束音場の集束点17を電子的に走査させ、且つ前記センサ14の送信用振動素子に供給する信号又は受信用振動素子から出力される信号の少なくとも一方の信号の増幅度を前記集束点17の位置に応じて変化させ、その結果受信した回折波18から欠陥22の端部を検出して欠陥22の検出および欠陥22の深さ方向のサイジングを行う。
(もっと読む)
金属非破壊検査用のポータブルスキャナ装置
金属非破壊検査用のポータブル自蔵スキャナ装置(100)が提供される。ポータブル自蔵スキャナ装置(100)は、その下面の下に延びるホイール(108)を有するシャーシ(102)と、シャーシ(102)に分離可能に固定された非破壊検査プローブ(118)と、シャーシ(102)に連結されたコンピュータプロセッサ装置(200)とを含む。コンピュータプロセッサ装置(200)は、検査材料(109)に金属非破壊検査を行うためのコンピュータプロセッサ装置(200)で実行可能なアプリケーションを含む。スキャナ装置(100)は、金属非破壊検査に応じて画像を表示する表示装置(216)をも含む。シャーシ(102)、コンピュータプロセッサ装置(200)及び表示装置は、単一ユニットとして検査材料(109)に沿って移動する。 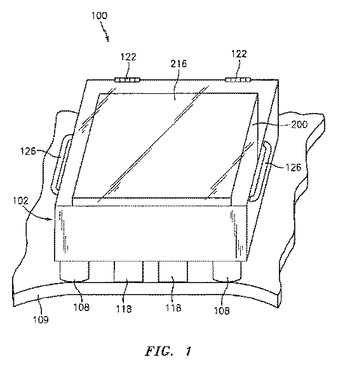 (もっと読む)
(もっと読む)
超音波探傷装置
【課題】
検査対象内の回折波を検出して探傷を行う超音波探傷装置の検出感度を安定、且つ、強く保つこと。
【解決手段】
共通のセンサ14内に内蔵された送信振動子列15と受信振動子列19によって検査対象材料21に対する超音波16の送信角度と回折波18の受信角度の和の1/2が30度を含む範囲で集束音場の集束点17を電子的に走査させ、且つ前記センサ14の送信用振動素子に供給する信号又は受信用振動素子から出力される信号の少なくとも一方の信号の増幅度を前記集束点17の位置に応じて変化させ、その結果受信した回折波18から欠陥22の端部を検出して欠陥22の検出および欠陥22の深さ方向のサイジングを行う。
(もっと読む)
超音波探傷装置および方法
【課題】探触子が走査されて送信位置と受信位置とが移動する場合において、送信時と受信時との焦点のズレを防止して、検出感度の高い探傷を行うことができるフェーズドアレイ超音波探傷探触子を用いる超音波探傷装置および探傷方法を提供すること。
【解決手段】複数個の振動子3を列状に並べてなるフェーズドアレイ超音波探傷探触子1を用いる超音波探傷装置において、探触子1を被検体7の表面に沿って移動せしめる走査手段15によって探触子1が送信時点から受信時点まで移動したときの移動後の受信位置において受信側の焦点位置と送信側の焦点位置とが一致するように送信遅延時間算出手段11または受信遅延時間算出手段13において遅延時間が補正されるように構成したことを特徴とする。
(もっと読む)
超音波探傷装置
【課題】妨害エコーの影響をなくし、しかも、探傷に要する時間を短くできる超音波探傷装置を提供することにある。
【解決手段】モータ7,15によって、超音波を送受信する斜角超音波探触子21A,21Bは、配管3Bの表面に沿って、溶接部2に平行方向と直交方向に移動する。ここで、第1の超音波探触子21Aから発する超音波の方向と、第2の超音波探触子21Bから発する超音波の方向とが互いに対向し、また、第1の超音波探触子21A及び第2の超音波探触子21Bをモータ15により溶接部2に直交方向に移動したときの第1の超音波探触子21Aの探傷範囲と、第2の超音波探触子21Bの探傷範囲とが異なるように、第1の超音波探触子21A及び第2の超音波探触子21Bが保持される。
(もっと読む)
超音波検査方法および超音波検査装置
【課題】容易に検査を行えるとともに、検査対象への超音波の入射効率を一定に保つことができる超音波検査方法および超音波検査装置を提供することにある。
【解決手段】
超音波探触子101は、原子炉圧力容器210の外面に配置される。圧力容器の軸方向をZ軸とし、圧力容器の半径方向をX軸とし、圧力容器の外面の接線方向をY軸とするとき、超音波探触子101から発せられる超音波は、X−Z平面内で扇形に走査される。また、圧力容器210と超音波探触子101との間にはシュー106が配置され、超音波は、X−Y平面内で、圧力容器の外面の法線に対し、斜め入射する。制御機構103は、超音波を扇形に走査したとき、欠陥DEから得られる反射波信号の強度の最大値から所定レベル低下する範囲を欠陥の深さとして測定する。
(もっと読む)
超音波探傷装置
【課題】超音波発信の際のフェイズド・アレイ・プローブを検査対象材料表面に確実に正対させる姿勢とすることができるようにする。
【解決手段】傾斜状態検出手段11は、超音波発信・受信制御手段10に対して超音波走査指令を出力し、一端側の素子U1から他端側の素子U5へ向かう方向に、超音波発生素子U1〜U5に対して順次発信・受信動作を行わせる。傾斜状態検出手段11は、このとき各素子の発信・受信間の時間からシュラウド5表面との間の距離を算出し、傾斜状態の有無を検出する。プローブ正対制御手段12は、この検出結果に基づき、フェイズド・アレイ・プローブ9からの超音波信号の入射方向を正対させる制御を行う
(もっと読む)
パルスレーザー誘起弾性波減衰過程の反射光測定による遠隔非接触音速・熱伝導率測定法
【課題】
現在使用される音速の測定法は、原理的に接触測定が不可避であるから、放射化材料及び高温材料の測定は困難であり、また、金属の材料表面を熱が伝播する効率をあらわす熱伝導率を測定する方法も種々存在するが、これらの方法も精度良く温度を検出するためには接触しての温度計測が不可欠である。
【解決手段】
本発明では、短パルスレーザーを用いた誘導光散乱法の原理にて物質の表面または内部に音波を生成し、その場所にプローブ光を入射した際の反射光または回折光の時間応答から生成した音波の音速と熱伝導率の同時測定を行う方法である。
(もっと読む)
高強度鋼溶接部の寿命評価方法
【課題】高強度フェライト鋼の溶接部の余寿命の判断を適切にできる高強度鋼溶接部の寿命評価方法を提供する。
【解決手段】検査対象の高強度鋼溶接部の外表面のクリープボイドの単位面積当りの数であるボイド個数密度(個/mm2)を計測する検査を行なう(S101)。次に、前記表面ボイド個数計測工程の計測結果より、所定の閾値以上か否かを判定する(S102)。前記ボイド個数判定工程において、所定の閾値(120個/mm2)以下の場合に、溶接部の余寿命を計測する(S103)。前記ボイド個数判定工程において、所定の閾値以下の場合に、溶接部の余寿命を計測する。所定の閾値以上の場合に、内部の超音波探傷検査(UT検査)を行う。
(もっと読む)
作業装置および作業方法
【課題】少ない設置回数で短時間の内に広範囲へ移動可能で、大きな作業反力を支持できる作業装置を提供する。
【解決手段】作業装置は、構造物に対して作業を行なう作業機器30と、閉じた状態で作業機器30を作業位置まで移動する展開機構23、32と、作業機器および展開機構を作業位置へ搬送するための搬送機構(たとえば、水平スラスタ26)と、構造物の下面へ作業機器30を押し付ける押し付け機構(たとえば、バラストタンク21)と、構造物の下側面に沿って走行して位置決めする車輪24を含む走行機構と、を有する。
(もっと読む)
1 - 20 / 26
[ Back to top ]