
Fターム[3C002HH06]の内容
工作機械における自動工具交換 (1,802) | 工具交換における計測、制御、安全 (156) | 工具交換における計測、安全、検知、防護 (90)
Fターム[3C002HH06]の下位に属するFターム
工具寿命に関するもの (4)
工具折損に関するもの (5)
工具交換における清掃 (33)
Fターム[3C002HH06]に分類される特許
1 - 20 / 48
数値制御装置及び制御方法
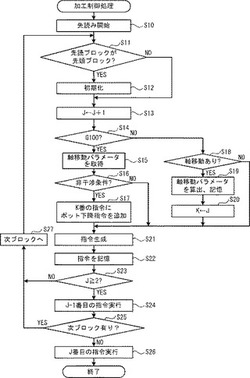
【課題】工具が被加工物やジグに干渉しない場合のみ工具を待機位置まで工具交換前に移動できる数値制御装置及び制御方法を提供する。
【解決手段】CPUは加工プログラム中に軸移動指令がある場合、主軸ヘッドの軸移動パラメータを算出しRAMに記憶する(S19)。軸移動パラメータは次工具の送り軸毎の最小座標値と最大座標値である。加工プログラム中に工具交換指令がある場合、工具交換前の軸移動を指示するブロックの軸移動パラメータをRAMから取得する(S15)。工具が被加工物又はジグ装置に干渉する領域を示す干渉パラメータは不揮発性記憶装置に記憶されている。干渉パラメータに基づき、軸移動パラメータが非干渉条件を満たすか否か判断し(S16)、非干渉条件を満たす場合(S16:YES)、工具交換前の軸移動指令にポット加工指令を追加する(S17)。
(もっと読む)
自動工具交換装置の芯出し方法及び芯出し治具

【課題】ATCアームの芯出し作業の作業性を向上させることが可能な自動工具交換装置の芯出し方法及び芯出し治具を提供する。
【解決手段】治具本体にファイバセンサ5を設け、治具本体をATCアーム2の工具把持部3で把持し、主軸を主軸中心線が直交する平面上で軸移動させて、ファイバセンサ5の検査光で主軸6の端面6aを走査した時の受光量の変化を機外のアンプで確認し、受光量が変化した時点の主軸6の座標に基づいてATCアーム2を芯出しするので、機内作業が排除され、芯出し作業の作業性を向上させることができる。
(もっと読む)
ドリル準備装置
【課題】プリント基板穴明け加工機に供給するドリルを準備する装置を開発する
【解決手段】ドリルストッカー部、搬出搬入部、移載検査部を備え、ストッカー部から穴明け加工に必要なドリルをマガジンケースに装填する自動ドリル準備装置であって、ドリルストッカー部から必要なドリルが収納されたドリルケースを、搬送用ロボットアームをもちいて移載検査部へ移送して、検査してドリルをドリルマガジンに詰めて供給するドリル準備装置。
(もっと読む)
工作機械及び工具交換方法
【課題】工具交換の際に加工軸及び工具交換アーム等と工具との干渉を避けることができると共に、工具交換に要する時間を短縮することができる工作機械及び工具交換方法を提供する。
【解決手段】工具情報テーブルに各工具が標準工具又は大径工具のいずれであるかを記憶しておく。マシニングセンタは、工具交換を行う際に工具情報テーブルを読み出して次工程の工具が標準工具又は大径工具のいずれであるかを判断し、工具マガジンにて次工程の工具を収容位置から交換待機位置へ移動する際に、標準工具を高速で移動し、大径工具を低速で移動する。これにより工具交換の際の大径工具及び工具交換アームの干渉が回避でき、主軸ヘッド及び工具交換アーム等の交換位置への移動と、次工程の工具の交換待機位置への移動とを並行して行うことができる。
(もっと読む)
工具交換装置
【課題】交換アームの動作前の待機時間を適正化し、工具交換時間を含めた加工所要時間を短縮することが可能な工具交換装置を提供することを目的とする。
【解決手段】工具3を保持して循環移動する複数の工具ポット6を有する工具マガジン4と、主軸20を支持する主軸ヘッド2に設けてあり、主軸ヘッド2と共に上昇、下降する交換アーム5とを備える工具交換装置において、工具マガジン4の下部で交換位置に工具3が移動した後、この工具3に対応させて定めた待機時間の経過を待って交換アーム5が動作し、工具ポット6と主軸20との間で工具3を交換するように構成する。
(もっと読む)
砥石摩耗補正機能を備えるマシニングセンタ
【課題】耐熱合金などの難削材を研削した際の砥石磨耗量の補正手段を提供する。
【解決手段】砥石の外周及び端面をドレスするユニットと、砥石を含む工具の直径を測定するユニットと、砥石を含む工具の突き出し長さを測定するユニットと、研削条件値に対応する砥石半径減少量を、砥石の仕様と被削材の組み合わせに対応させて格納している砥石半径減少量データベースユニットと、工具の仕様と形状情報を格納している工具形状情報データベースユニットと、工具と被削材および仕上げ精度の組み合わせで加工条件を格納しているデータベースユニットと、被削材の素材形状と加工後形状を入力する被削材形状入力ユニットと、工具経路・加工条件決定ユニットと使用工具決定ユニットと砥石半径減少量決定ユニットと、加工シミュレーションユニットとNCデータ出力ユニットを具備し、砥石の半径減少量をNCデータに補正して、加工する。
(もっと読む)
複合加工機を用いた生産方法
【課題】短時間で効率よく新たな加工ツールに交換でき、加工時間(生産時間)を大幅に短縮することができるとともに、経済性に優れた複合加工機を用いた生産方法を提供すること。
【解決手段】自動工具交換装置を備え、かつ、マガジンにストックされた種々の加工ツール2を択一的に選択して刃物取付台に取り付けるようにして、複数の加工法でワークを加工する複合加工機を用いた生産方法であって、前記刃物取付台に取着されるホルダー部分11と、バイト部分12とが分割構造とされた前記加工ツール2を使用し、かつ、前記加工ツール2を新たな加工ツール2に交換する際、この新たな加工ツール2と、基準となる加工ツール20との寸法誤差Eを、別途用意された寸法誤差計測器で計測し、その計測結果を前記複合加工機の制御器に入力するようにした。
(もっと読む)
自動工具交換装置
【課題】クーラントや切粉の飛散防止を目的とした開閉シャッタの開閉が、ツールマガジンの旋回機能を利用して行われる構造簡易でコンパクトな自動工具交換装置を提供する。
【解決手段】砥石車2を保持する複数のツールハンド30を備えるツールマガジン5の周囲を囲繞し保護するマガジンカバー6の一部に、工具交換位置Pに開口する工具交換窓36が開設されるとともに、ツールマガジン5におけるツールハンド30の配設箇所の一つに開閉シャッタ34が設けられてなり、ツールマガジン5が工具非交換位置に回転停止している時、開閉シャッタ34がマガジンカバー6の工具交換窓36を閉止する配置構成とされている。これにより、開閉シャッタ34の開閉が、独立した開閉機構や装置を必要とすることなく、ツールマガジン5の基本動作である回転動作に連動して行われる。
(もっと読む)
工具の位置を決定する方法
【課題】工作機械において、熱的変位の影響を受けないで工作物に対する工具の位置を正確に求める。
【解決手段】工作機械(10)が機械制御装置(26)を介すると共に関連の測定システム(26a)を介して座標系(27)において工作物ホルダ(12)に対して動くことができる主軸(24)及び工具貯蔵空間(30,38)を備えた工具マガジン(31)を有し、主軸(24)は使用済み工具(25)が新たな工具(32)と交換される工具交換位置に動かされる。主軸が工具交換と関連して測定位置(50)を占めたかどうかを指示する別個の測定システム(43,46)が設けられ、測定位置では座標系原点に対する主軸の位置が機械制御装置及び関連測定システムにより求められ、それにより少なくとも1つの補正値(Δy,Δx)が求められる。
(もっと読む)
ワークの加工方法およびマシニングセンタ
【課題】 主軸アタッチメントの製作コストを低減できるワークの加工方法、およびマシニングセンタを提供する。
【解決手段】 主軸アタッチメント30のアタッチメントボディ31を主軸頭4に所定の取付姿勢で支持する主軸アタッチメントクランプ装置20を備える。そして、主軸頭4の前方の加工領域外に、主軸6から脱着した主軸アタッチメント30を保持する主軸アタッチメント保持装置60と、主軸アタッチメント30を旋回して新たな取付姿勢に変更する旋回装置70とから成る主軸アタッチメント30を着脱可能に収納する収納装置55を備える。そして、旋回装置70と主軸6への主軸アタッチメント30の着脱は、主軸頭4をX、Y、Z軸方向に相対移動させて行う。左右勝手の主軸アタッチメントが必要な加工を、同一の主軸アタッチメント30で加工できるようにし、主軸アタッチメントの製作コストを低減した。
(もっと読む)
旋削工具防塵装置
【課題】立形旋盤等の工作機械において、旋削工具を工具マガジン装置に保管する時に、旋削工具に粉塵等が付着することを防止する。
【解決手段】工作機械は、工作機械の加工時は主軸装置15にカップリング16を介して装備され、工作機械の非加工時は工具マガジン装置18に保管される旋削工具17を備えている。カップリング16は、互いに結合解除自在に結合される第1カップリング部材41および第2カップリング部材42よりなる。第1カップリング部材41は、主軸装置15に備えられており、第2カップリング部材42は、旋削工具17に備えられている。工具マガジン装置18は、旋削工具17を保持可能である工具ポット22を備えている。旋削工具防塵装置は、旋削工具17が工具ポット22に保持された状態で、第2カップリング部材42を防塵カバー81が被覆しうるように配置されているものである。
(もっと読む)
立形マシニングセンタ
【課題】従来以上に機体をコンパクトにすることが可能な立形マシニングセンタを提供する。
【解決手段】本発明に係るマシニングセンタ1は、水平面内の正面視左右方向であるX方向に移動可能にベッド10上に配置されるテーブル20と、ベッド10上に立設された2つのコラム30上において水平面内の正面視前後方向であるY方向に設けられる2列の水平ガイドレール32と、2列の水平ガイドレール32を介してY方向に移動可能に配置される第1サドル40と、第1サドル40の前部において2列の水平ガイドレール32よりも狭い間隔で垂直方向であるZ方向に設けられる2列の垂直ガイドレール42と、2列の垂直ガイドレール42を介してZ方向に移動可能に配置される第2サドル50と、下方にオフセットした状態で第2サドル50に固定配置される主軸頭60と、を備えている。
(もっと読む)
ツールホルダ装着異常検出方法及び工作機械
【課題】 メンテナンス性、操作の簡便性に優れると共に、安価なツールホルダ装着異常検出方法及び工作機械を提供する。
【解決手段】 ツールホルダ3外周の変位を変位検出器5で測定し、測定値を変位検出器5からアナログ電圧値で、マシニングセンタ1のCNC7のADコンバータ9に受取る。PLC10に格納した当該ツールTの設定値と、受取った測定値とを比較・判定し、マシニングセンタ1の操作盤11のCRT画面12に設定画面を表示し、設定画面上で入力した設定値18をPLC10の内部メモリ16に登録し、設定画面上へ各種情報の表示を行う。この方法によれば、安価な変位検出器5やADコンバータ9を使用し、測定値の確認や設定値の入力等を操作のしやすい機外で行なうので、変位検出器5の入力部を使用せず誰でも容易に設定値の入力を行なえる。
(もっと読む)
数値制御式工作機械
【課題】工具交換装置の位置ズレを簡単に調整することができる数値制御式工作機械を提供。
【解決手段】主軸ヘッド3が上昇したとき(S2;Yes)、CPU31はマガジンモータ55の電流値Iを検出し、検出した電流値IをRAM33に格納する(S3)。主軸ヘッド3が上昇を完了した場合は(S4;Yes)、CPU31は電流値Iが所定範囲内に有るか否かを判定する(S5)。電流値Iが所定範囲外の場合(S5;No)、CPU31は、RAM33から読み出した補正式と、RAM33に格納された複数の電流値Iのうちの最大電流値Imに基づいて、マガジンモータ55の回動量を補正する補正量αを演算する(S8)。CPU31は、RAM33から読み出した回動角θと演算した補正量αに基づいて、マガジンモータ55を駆動し工具マガジン10を回動角(θ+α)だけ回動させた後(S9)、CPU31は処理をS7へ移行する。
(もっと読む)
工具ポット及び工作機械
【課題】工具ポットにおける工具ユニットの保持を良好に行うことができるようにする。
【解決手段】工具ポット30はその基端側に球留めリング42により区画形成されたプルスタッド収容孔43を備えており、工具ユニット20が装着された状態においては当該工具ユニット20のプルスタッド25がプルスタッド収容孔43に収容される。また、球留めリング42にはバネ47により付勢されてプルスタッド収容孔43内に突出する剛球46が設けられており、当該剛球46によって工具ユニット20が係合される。当該構成において、工具ポット30にはその外周面からプルスタッド収容孔43に向けて延び内外に貫通した貫通孔67が形成されている。当該貫通孔67には、工具ポット30を搬送するための搬送用アーム17に搭載された抜け止め装置71からロッド72が挿通され、このロッド72により工具ユニット20が係合される。
(もっと読む)
工具交換装置
【課題】工作機械において、工具交換の際の開閉扉の開閉時間の無駄をなくして、加工時間を短縮する。
【解決手段】工具交換装置11は、加工領域をスプラッシュガード25によって取り囲まれた工作機械13と加工領域の外側に配置された工具マガジン27との間でスプラッシュガード25に設けられた開口部29を通じて工具交換を行う。工具交換装置11は、開口部29を開放及び閉鎖するための開閉扉31と、開閉扉31を駆動して開閉させる扉駆動装置33と、扉駆動装置33の動作を制御する制御装置35と、開閉扉31が開いているときに、開口部29を通して、工具マガジン27の工具交換待機位置41と工具交換位置43に位置決めされた主軸21との間で工具交換を行う工具交換アーム37とを備え、制御装置35が、開閉扉31を通して交換される工具Tの工具長又は工具径に応じて扉駆動装置33による開閉扉31の開閉ストロークを変化させる。
(もっと読む)
工具ポット用保護キャップ
【課題】工具ポットの係止部において、長時間の潤滑効果を確実に得る。
【解決手段】保護キャップ40は、工具ポット20の基端側に取り付けられるキャップ部41と、キャップ部41の中心に設けられた潤滑油導管部46とを備える。潤滑油導管部46の先端部には、互いに対向するように工具ポット20周方向の2箇所に設けられた貫通穴31,31の位置に対応して、工具ホルダ収容部25に開口する2つの溝43,43が設けられる。キャップ部41及び潤滑油導管部46には潤滑油供給通路47が延設され、潤滑油導管部46の先端部まで延びる主潤滑油供給通路47Aに径方向の副潤滑油供給通路47Bが延設され、副潤滑油供給通路47Bが潤滑油導管部46の溝43に開口し貫通穴31に臨む。
(もっと読む)
工作機械、および工具ホルダの取り付け状態の判定方法
【課題】工具ホルダが工具ポットに対して正規の向きに装着されているかどうかを判定する。
【解決手段】主軸13と、工具Tを収納するマガジン2と、マガジン2と主軸13との間で工具Tを交換可能な工具交換装置3と、を有する工作機械1であって、工具Tを保持した工具ホルダ5を工具ポット6に装着した状態で、工具ホルダ5の外表面に設けられた位置情報の目印となる被検出部としてのバランス穴53aが、予め定められた被検出位置に存在するかどうかを検出する検出手段8と、検出手段8の検出情報に基づいて、工具ホルダ5が工具ポット6に対して正規の向きに装着されているかどうかを判定する判定手段と、を備えた。
(もっと読む)
立形工作機械
【課題】工具交換装置の占有面積を抑えて、機械の小型化を図ることができる立形工作機械を提供する。
【解決手段】自動工具交換装置30を門形状のコラム12の脚部12aに支持し、多数の工具Tを保持する搬送チェーン34をその脚部12aの外周に旋回可能に設け、この搬送チェーン34が保持した次加工用の工具Tを割出駆動用モータ33の駆動によって交換位置P2に割出可能とし、主軸17をY軸方向及びZ軸方向に移動させることにより、主軸17に装着された工具Tと搬送チェーン34に保持された次加工用の工具Tとを交換可能にする。
(もっと読む)
マシニングセンタの工具交換システム
【課題】工具交換装置を有するマニシングセンタの機能を拡張して高品質の平面が得られるようにする。
【解決手段】マニシングセンタの工具交換装置マガジンに、回転工具と非回転単一刃工具を収納し、回転工具で加工した後に、被加工物の取り付け替えを行なうことなく非回転単一刃工具によってプレーナ加工を行い、回転工具の軌跡痕を平滑にしたり、回転工具では加工困難な溝、角部、刻線、ねじ等をXYZRの四軸制御により加工する工具交換システムを提供して目的を達する。
(もっと読む)
1 - 20 / 48
[ Back to top ]