
Fターム[3C022AA08]の内容
フライス加工 (3,690) | 特殊工作物のフライス削り一般 (411) | 工具が移動するもの (50)
Fターム[3C022AA08]に分類される特許
41 - 50 / 50
レンズのカッティングによってレンズを周辺加工する方法と装置
本発明は、光学レンズを周辺加工する装置と方法に関する。本発明によれば、所定の少なくとも1つの周辺加工操作を実現するため、レンズの外周を加工する第1の加工具(50)とレンズ本体の切断具(637)の間で選択がなされる。本発明は、エネルギーの小さな処理膜で覆われた光学レンズを周辺加工するため、レンズ本体を切断する操作を含む方法にも関する。  (もっと読む)
(もっと読む)
差動ケースの内面加工方法及び内面加工装置
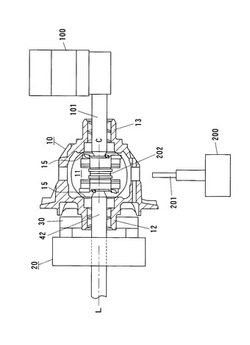
【課題】差動ケースをチャック機構に把持したままの状態で、差動ケース内の複数箇所の内面を正確に加工することができる差動ケースの内面加工方法と、その方法の実施に適した差動ケースの内面加工装置とを提供する。
【解決手段】差動ケース10の中心線Cを回転軸線として一体回転可能なチャック機構30を用いて、差動ケース10を把持する。チャック機構30及び差動ケース10の回転時に、チャック機構30側のセンターシャフト42及びサドル100側のシャフト101によってギア収納室11内にて挟着支持された平面カッター202で一対のギア用平面座15を形成する平面座加工、並びに、右側円筒部13から挿入したロングバイトで各円筒部12,13の内周面を切削加工する内周面加工を行う。その後、チャック機構30から差動ケース10を取り外し、別の装置で差動ケース10の他の内外面に加工を施す。
(もっと読む)
熱可塑性成形板の機械加工装置

【課題】機械加工装置において、専用のフライス受容部を必要とせず、かつ各機械加工作業の後に時間のかかる切粉除去を行うことなく、熱可塑性成形板から成形部品を分離する。
【解決手段】機械加工装置は、機械加工されるべき少なくとも1つの成形部品14を含む熱可塑性成形板13のための、少なくとも1つの加工工具および加工テーブル17を有する多軸機械加工装置11を備える。加工テーブルは、熱可塑性成形板を堅固に受容するとともに、発生する切粉を除去するために、加工テーブルの下側に位置する吸引装置20と、加工テーブル内の開口とを有している。
(もっと読む)
加工装置
【課題】 加工の高速化に対して、構成を複雑化させることなく且つ大型化させることなく容易に対応することが可能な加工装置を提供すること。
【解決手段】 基台と、基台に設けられワーク9を保持して回転させるワーク保持・回転手段と、基台に設けられ上記ワークに向かう方向に進退自在に構成されると共にスピンドルを回転自在に備えた加工工具ユニットと、加工工具ユニットのスピンドルの先端部に取り付けられた切削用チップ41と、加工工具ユニットのスピンドルの下端に上記切削用チップに近接した状態で同軸状に取り付けられワークの形状を倣うスタイラス51とを具備したもの。
(もっと読む)
プレス金型の抜き刃の二番逃がし部加工方法
【課題】プレス金型の二番逃がし部を加工するための新規な加工方法を提案する。
【解決手段】球形状のエンドミル部3を有する切削工具1を用い、プレス金型20の抜き刃21のプロファイル線21aを基準とした二番逃がし部23を加工する。
そして、この加工をCAMにて実施すべく、CAMにて、プレス金型20の抜き刃21のプロファイル線21aを定義し、前記プロファイル線21aをプレス打ち抜き方向、及び、エンドミル部3の半径方向にオフセットさせたカッターライン22を定義し、前記カッターライン22を基準として前記エンドミル部3を移動させ、二番逃がし部23を加工する。
(もっと読む)
切削装置
【課題】 所定厚さを有する板の端面に切削加工を施すにあたり、作業者の負担を格段に軽減し、切削加工に要する治具製作費を削減するとともに、切削加工によって得られる製品の品質を一定にする。
【解決手段】 所定厚さを有する板Wの端面W1を切削する切削装置1であって、板Wの端面W1に沿って移動して端面W1を切削するカッタ10と、板Wの切削前の端面近傍部分を挟持する第1挟持ローラ20と、板Wの切削時の端面近傍部分を挟持する第2挟持ローラ30と、を備え、第1挟持ローラ20及び第2挟持ローラ30によってカッタ10を板Wの端面W1に沿って案内する。さらに、板Wの端面W1上を転動する前方当接ローラ40と後方当接ローラ50とを設けて切削代を調整する。
(もっと読む)
形材加工装置および形材加工方法
【課題】 溶接又は摩擦攪拌接合によって、複数の形材を接合した際に形成される接合凸部8Bを、短時間に、かつ、精度良く切削、研摩することにある。
【解決手段】 側構体8を載せる架台11は、側構体の長手方向に沿って複数配置されている。溶接部または摩擦攪拌接合部の接合凸部8Bは、側構体8の表面にその長手方向に沿って形成されている。走行体100は、側構体8の長手方向に沿って走行する。走行体のガーダ103には、コラム105が設置され、コラム105の下部にフライスカッター装置80と研磨装置90を設置している。フライスカッター装置80のフライスカッター81のフライス面は、半径Rの円弧状である。フライスカッター81は、垂直線に対してθ1の傾斜角度で切削を行なう。また、フライスカッター装置には、摺板85が設けられている。摺板85を押出し形材表面に接触させた状態で切削を行なう。
(もっと読む)
金属繊維とその製造方法
本発明は、少なくとも1個の回転工具(3)を利用して切削加工法で金属繊維(1)を製造する方法に関する。回転工具としては正面フライスが適しており、例えば10〜100μmの厚さと、1〜50mmの長さと、10〜100μmの高さとを有する金属繊維を削り出すことができる。また本発明は、そのような繊維を含むフィルタ材料、そのフィルタ材料の製造方法、該材料から形成された粒子フィルタ並びに相応して形成された車両に関する。  (もっと読む)
(もっと読む)
ロータ制動面の加工装置および加工方法並びにロータ制動面の加工装置の制御プログラム
【課題】 広い適用範囲を有し、良好な面精度を達成できるロータ制動面の加工装置を提供する。
【解決手段】 ロータ10Aと、ハブおよびベアリング16のケージを有するベアリング保持体10Bとが一体に組み込まれたアセンブリ10におけるロータ制動面11,12の加工装置である。当該加工装置は、アセンブリ10を回転駆動するための駆動手段と、ロータ制動面11,12を加工するための工具141,145と、車体取付け面を基準として、ベアリング保持体10Bをベアリング中心BCで支持するためのマウント手段132と、ベアリング中心BCと駆動中心DCとを一致させるための求芯機構112とを有する。
(もっと読む)
切断並びに面取りの工具
切断工具並びに装着システムは、ワークピースに装着されるように配設された工具キャリアと、この工具キャリアにより支持された切断工具アッセンブリと、この切断工具アッセンブリに接続されワークピースの外面の外形に従うように位置されたトラックアッセンブリとを有している。切断工具アッセンブリは、長軸を中心として回転されるように配設された切断工具と、この切断工具に回転入力動作を与えるように接続並びに配設された工具駆動メカニズムとを有している。この切断工具は、ワークピースの壁厚を貫通するようにワークピースを切断して、このワークピースの切断端面に面取り面を与えるために、切断工具の回転軸線に沿いかつこの回転軸線の横方向に送られるように、工具駆動システムに取着されている。 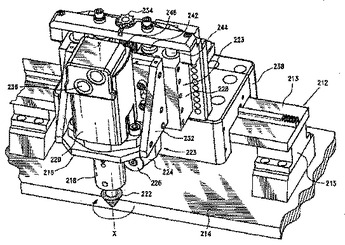 (もっと読む)
(もっと読む)
41 - 50 / 50
[ Back to top ]