
Fターム[3C022AA08]の内容
フライス加工 (3,690) | 特殊工作物のフライス削り一般 (411) | 工具が移動するもの (50)
Fターム[3C022AA08]に分類される特許
21 - 40 / 50
切削加工方法

【課題】加工精度を確保するとともに加工効率をより向上させることができる切削加工方法を提供する。
【解決手段】ワークWを切削加工する切削工具Tと、予め設定された移動経路に沿ってワークに対して切削工具を相対的に移動させる制御手段と、を用いてワークの表面に3次元曲面を切削加工する切削加工方法において、新品状態から第1所定切削量までの区間である初期摩耗領域ではワークWを切削する切削量に対する工具摩耗量が比較的大きく、第1所定切削量から第2所定切削量までの区間である安定摩耗領域では切削量に対する工具摩耗量が初期摩耗領域よりも小さい、切削−摩耗特性を有している切削工具を用いた切削加工方法であって、制御手段にて、ワークの仕上げ加工工程の前に、新品状態の切削工具にて初期摩耗領域に対応する切削量を切削して切削工具の摩耗状態を安定摩耗領域に到達させるステップを有する。
(もっと読む)
切削加工方法

【課題】特殊な切削工具を用いることなく、素材の性質に関係なく容易に切り屑を分断できる切削加工方法を提供すること。
【解決手段】ワーク8を保持可能なワーク保持手段と、切削工具2を保持可能なツール保持手段12と、両者を相対的に回転及び相対的に軸方向へ移動させることができる駆動手段とを備えた切削装置を用いた切削加工方法である。ワーク8の加工面81に対し、仕上げ切削を行う際の切削方向と交差するように位置する予備溝7を設ける予備切削工程と、加工面81に予備溝7の深さを超える切削代の仕上げ切削を行う仕上げ切削工程とを有する。予備切削工程と仕上げ切削工程とは、ワーク8及び切削工具2をワーク保持手段及びツール保持手段12に保持させた状態を維持したまま同じ切削工具2を用いて行う。
(もっと読む)
転削工具および転削工具用ホルダならびにそれらを用いた被削加工物の製造方法
【課題】切削インサートに対する拘束力に優れ、かつ耐欠損性に優れた転削工具を提供する。
【解決手段】切削インサート2の側面23上には、上面21から下面に向かうにしたがって立ち上がる第一の傾斜面と、該第一の傾斜面に連続し、上面から下面に向かうにしたがって立ち下がる第二の傾斜面とで形成される凸部が形成されており、ホルダ3の前記切削インサート装着部31は、前記ホルダの回転方向に沿って形成される載置部と、前記ホルダの回転方向後方側に形成される拘束部とを有し、前記拘束部は、軸心方向から見て回転方向に直行する面に対して、外周側が回転方向前方に、軸心側が回転方向後方となるように傾くとともに、前記切削インサートの前記第一の傾斜面と当接するような第一の拘束面を有することを特徴とする。
(もっと読む)
プラスチックレンズ
【課題】バリを有しないゲートカット部を備えるプラスチックレンズを提供すること。
【解決手段】第1切削加工ユニット30は、正刃の第1エンドミル31と、第1エンドミル31を光軸OAに平行な回転軸のまわりに正回転させる第1モータ33とを備える。一方、第2切削加工ユニット40は、逆刃の第2エンドミル41と、第2エンドミル41を光軸OAに平行な回転軸のまわりに逆回転させる第2モータ43とを備える。このような切削加工装置20により、プラスチックレンズ10のゲート部15を除去してゲートカット部17を残すことができる。この際、ゲートカット部17の端面において、両エンドミル31,41を両端側から中央に向けてアップカット送りすることになる。この結果、ゲートカット部17の端面端部をバリのない滑らかな状態に仕上げることができる。
(もっと読む)
製品に切り込みを形成するためのマイクロカット装置
カテーテル、ガイドワイヤおよび類似品中の切り込みを形成するためのマイクロカット装置であって、製品へとカットされる結果として得られたビームの寸法を直接制御し、フィードバック制御と正確な確認のために各切り込みの画像をキャプチャできる、マイクロカット装置を含んでいる。 (もっと読む)
先鋭な角度を形成し得る切削加工方法
【課題】回転する工具の切削によって加工面を形成する際、比較的簡単な制御によって加工面が湾曲せずに不連続状態であることによる先鋭な角度を形成しているコーナー部分を実現し得る構成を提供すること。
【解決手段】三次元造形対象物2に対する工具1の回転に伴う切削加工方法であって、一方の加工面21に沿って工具1が切削しながら特定のコーナー20に至るまで移動した後に、当該コーナー20から離脱して、前記一方の加工面21を延長した方向に移動した後、切削を伴わずに所定の規則に沿って移動したうえで前記コーナー20の位置に戻って突入し、当該突入する方向は前記コーナー20において前記一方の加工面21と交錯している他方の加工面22の交錯方向であって、前記突入以後、当該他方の加工面22に沿って切削を再現することにより、前記課題の解決を可能とするコーナー20において先鋭な角度を形成し得る切削加工方法。
(もっと読む)
炭素繊維強化プラスチック積層板等の端面加工方法とその装置
【課題】 炭素繊維強化プラスチック積層板の端面切削につき、荒加工と仕上加工とを1主軸で2軸化同時加工して加工効率を2倍速化させられる端面加工方法とその装置を提供する。
【解決手段】 加工機1の主軸Sを多分割して多軸化SZし、この多軸に荒加工工具T1と仕上加工工具T2とを備え、炭素繊維強化プラスチック積層板CPの端面Eに対して荒加工工具側から先行加工させ、後続して仕上加工工具で仕上げ加工する炭素繊維強化プラスチック積層板等の端面加工方法である。
(もっと読む)
切削加工方法およびその装置
【課題】ルーターエンドミルをスピンドルに装着し、回転するスピンドルを送り駆動部により水平方向に移動させて被加工物の端面を切削加工することになり、この際、ルーターエンドミルは振動付与部により微小振動が付与された状態で上下駆動部により有効刃長の範囲内で軸方向に周期的に上下動し、ルーターエンドミルは微小振動が付与された状態で水平方向に移動しながら有効刃長の範囲内で軸方向に周期的に上下動して被加工物の端面を切削加工することになり、加工精度、加工能率並びに加工面粗さを向上することができる。
【解決手段】回転するルーターエンドミルEが水平方向に移動しながら被加工物Wの端面W1を切削加工する切削加工方法において、ルーターエンドミルに微小振動Bが付与された状態でルーターエンドミルが水平方向に移動しながら有効刃長E1の範囲内で軸方向に周期的に上下動して被加工物を加工する。
(もっと読む)
ロータと一体になって回転する2つの部品間の密着率を増加させる方法
ロータ、特にターボ機械のロータと一体となって回転する2つの部品(12、14)間の密着率を増加させる方法であって、これらの部品が、押圧面(18、20)を介して互いに押圧し、押圧面の少なくとも1つをその表面状態を変え粗さを増加させるためにフライス加工することを含むステップと、その後、一方または各々の機械加工面を硬質で高摩擦係数を有する材料の薄層(44)で被覆することを含むステップとを含む、方法を提供する。 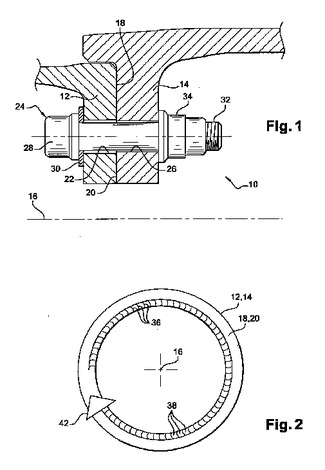 (もっと読む)
(もっと読む)
モータ駆動式作業装置
工作機械(1)または作業装置の形態のモータ駆動式作業装置のために、支援装置(50)によって半自動化された動作が可能である。ここではユーザはただ作業方向を作業線(27)へと大まかに配向するだけでよく、必要とされる作業装置の作業手段(48)の作業線(27)への配向は前記支援装置によって行われる。 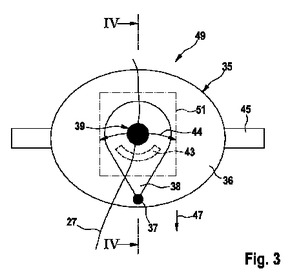 (もっと読む)
(もっと読む)
プレキャストコンクリート部材の製造方法
プレキャストコンクリート部材、特にタワーのセグメントの製造方法が提案される。コンクリートを、平面状の下面を形成するために、平面状の底面を有する成形型に流し込む。コンクリートが所定の最低強度に達した後、プレキャストコンクリート部材(100)の下面に対して反対側の継ぎ目面(110)上に、補正層を塗着する。その補正層が所定の最低強度に達するとすぐに、そのプレキャストコンクリート部材(100)を、正確に水平にセットされた面の上に置いて、上面上の補正層を平面平行に切削除去する。 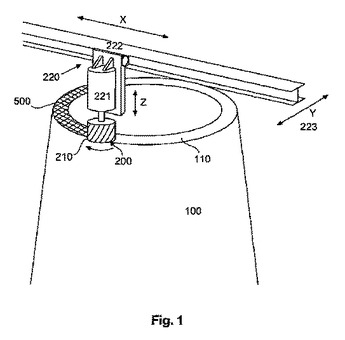 (もっと読む)
(もっと読む)
樹脂部品の加工装置及び樹脂部品の加工方法
【課題】多様な穴形状に対応可能であると共に、曲面を有するワークの穴加工が可能であり、低コストで且つ汎用性が高い樹脂部品の加工装置及び樹脂部品の加工方法を提供する。
【解決手段】アーム11aを任意の位置で且つ任意の向きに移動させる多関節ロボット11と、多関節ロボットのアーム先端に取り付けられ、モータによって回転駆動されるスピンドル12と、スピンドルの回転と連動して回転するエンドミル13と、多関節ロボット及びモータを駆動制御する制御部15と、を備えており、制御部15が、切削性を安定させ且つ高品質な加工を行なうことができるように、エンドミル13の回転数Rに対してロボットのアームの送り速度Vを調整して、樹脂部品の切削加工を行なう。
(もっと読む)
被加工物の端面の鏡面加工方法および鏡面加工装置
【課題】 被加工物の端面を低コストで簡単に仕上げ処理することができる鏡面加工方法および鏡面加工装置を提供することである。
【解決手段】 バイトホルダ31は、前面に粗削りバイト32および仕上げ削りバイト33が取り付けられ、回転軸の軸心100を中心に矢印B方向に高速回転しながら端面21に平行な矢印A方向に移動するように構成されている。仕上げ削りバイト33は、粗削りバイト32よりも軸心100に近い位置に取り付けられているので、被加工物2の端面21を連続的に粗削りおよび仕上げ削りする。その際、前記被加工物をワークホルダで固定保持し、かつ前記被加工物の被加工端面に直交する両側面のうちバイトホルダの移動方向下流側の側面をストッパに当接させている。
(もっと読む)
板材の4辺を加工する加工方法及び同装置
【課題】樹脂製保護膜が付いたままで粗加工板の4辺が加工できる加工技術を提供することを課題とする。
【解決手段】粗加工板16の平行な2辺42、42を加工し、加工が終わったらフライス40、40を元の位置に戻す。そして、フライス40、40を反時計方向に90°旋回させる(矢印A)。この旋回により、(b)に示すように、フライス40、40は、第1次加工板43の図右側へ移動する。次に、このフライス40、40で第1次加工板43の残りの平行な2辺44、44を加工する。
【効果】粗加工板16や第1次加工板43は、固定したままである。フライス40、40はサーボモータにより正確に90°旋回させることができる。したがって、得られる第2加工板はコーナの角度が正確に90°となり、高い精度の製品となる。
(もっと読む)
切削装置および切削方法
ドアの戸先縁部にほぞ穴を作業現場で切削形成することに用いられる装置である。本装置は、細長ガイド手段(60,70)と、細長ガイド手段をドア(300)または他の被加工品にクランプ締めするクランプ手段(22)と、細長ガイド手段に取付けたドリルガイド手段と、直線移動手段(20,30)とを備え、ドリルガイド手段は軸受ブロック(150)とサドル部材(80)とを備え、サドル部材(80)は自らを貫通する軸受ブロック開口を有し、軸受ブロック開口は軸受ブロックを着脱可能に受け入れるように配置され、軸受ブロック(150)は自らを貫通する孔を有し、該孔は、ドリルシャフト(200)が軸受ブロックの軸受によって直接的または間接的に支持されるとともに軸受内で回転可能となるように、ドリルシャフトをぴったりと受け入れ、軸受ブロック開口(160)および軸受ブロック(150)の少なくとも一方にテーパが付けられている。  (もっと読む)
(もっと読む)
中空ワークの内面加工装置
【課題】加工機側の制御を単純化して加工効率を高めると共に、加工機側の改造をほとんどなくして、その導入を容易にした中空ワークの内面加工装置を提供する。
【解決手段】カッター6,7を、回転中心軸X回りに回転可能に保持する保持部を備える。保持部は、カッター6,7を、中空ワーク内における加工位置と中空ワークの外の退避位置とのそれぞれに位置づける移動機構と、加工位置に位置づけられたカッター6,7を回転中心軸X方向に移動可能に案内するガイド機構32と、を有する。ガイド機構32は、内嵌した駆動シャフトの前進移動によってカッター6,7がその前進側に押し込まれたときに、その押し込み力に対抗して、カッター6,7を後退側に付勢する付勢手段36aを含む。
(もっと読む)
往路・復路加工用の縦送り切削工具
【課題】往路加工における粗加工能力を落とすことなく、往復縦送り仕上げ加工を行う場合の切削性能を改善する往路・復路加工用の縦送り切削工具を提供する。
【解決手段】インサート7を着脱自在に装着できる刃先交換式の縦送り切削工具において、該インサートは略4角形状をしており、該インサートを該切削工具に装着した状態で、該インサートのコーナ刃1の短辺側には、往路加工用の底刃2を、該コーナ刃1の長辺側には、往路加工用の外周刃3と、それに続いて、復路加工用の切れ刃4を、工具軸心側に、インサートの内接円直径の0.03から0.15倍の長さに設けたことを特徴とする往路・復路加工用の縦送り切削工具である。
(もっと読む)
立ち壁切削加工方法および立ち壁加工用エンドミル
【課題】刃部の軸方向寸法Lよりも深い立ち壁を切削加工する場合に、優れた加工面粗さが得られるようにする。
【解決手段】刃部16の軸方向寸法Lよりも短い切込み量tずつエンドミル10を軸方向へずらして側面切削加工を繰り返すことにより、刃部16の軸方向寸法Lよりも深い立ち壁32を切削加工する際に、回転軌跡形状における軸心と平行な断面が凸湾曲形状を成す外周刃18を有する立ち壁加工用エンドミル10が用いられることにより、1回毎の側面切削加工では外周刃18の回転軌跡形状に対応して加工面が湾曲するものの、エンドミル10の撓み変形の相違で刃部16の傾斜角度がばらついても、刃部16の軸方向端部が被削材30に食い込むことが抑制される。これにより、複数の側面切削加工の境界部分に段差が生じたり、刃部16の食い込みに起因してびびり振動が発生したりすることが抑制され、優れた加工面粗さが得られるようになる。
(もっと読む)
樹脂切削装置及び方法
【課題】樹脂の表面を高精度で加工する。
【解決手段】複数の貫通孔が形成されていて加工対象の樹脂60が載置される載置台20と、前記貫通孔にパイプ50を通じて連結された吸引手段40と、樹脂60の表面を切削する先端のカーブが1アールから3アールの範囲である刃先82を有する刃物80と、刃物80を樹脂60の表面に直交する軸82を中心に回転させる回転手段とを備える。
(もっと読む)
形材加工方法
【課題】溶接又は摩擦攪拌接合によって、複数の形材を接合した際に形成される接合凸部8Bを、短時間に、かつ、精度良く切削、研摩することにある。
【解決手段】側構体8を載せる架台11は、側構体の長手方向に沿って複数配置されている。溶接部または摩擦攪拌接合部の接合凸部8Bは、側構体8の表面にその長手方向に沿って形成されている。走行体100は、側構体8の長手方向に沿って走行する。走行体のガーダ103には、コラム105が設置され、コラム105の下部にフライスカッター装置80と研磨装置90を設置している。フライスカッター装置80のフライスカッター81のフライス面は、半径Rの円弧状である。フライスカッター81は、垂直線に対してθ1の傾斜角度で切削を行なう。また、フライスカッター装置には、摺板85が設けられている。摺板85を押出し形材表面に接触させた状態で切削を行う。
(もっと読む)
21 - 40 / 50
[ Back to top ]