
Fターム[3C022HH11]の内容
Fターム[3C022HH11]の下位に属するFターム
Fターム[3C022HH11]に分類される特許
1 - 18 / 18
ランピング能力を有するインデックス可能な両面切削インサート及びそのための切削工具
【課題】ランピング能力を有するインデックス可能な両面切削インサート及びそのための切削工具を提供する。
【解決手段】フライス用のインデックス可能な両面切削インサートは第1の表面と第2の表面と側面とを含む。主切刃は第1及び第2の表面と側面との間の交点で規定される。副切刃及び傾斜した切刃は第1及び第2の表面と側面との間の交点で規定される。切削インサートは、フライスの中心回転軸線に対してある角度で形成された底側のシート面を有するフライスに取り付けられ、前記フライスは、フライス切削作業及びランピング切削作業の両方のためのより優れた性能を提供する。
(もっと読む)
正面フライス

【課題】本発明は、金属除去率を向上させ工具摩耗を低減すると同時に工具寿命を長くするように構成された、フェイスエンドミル等の回転切削工具用の改良された形態を提供する。
【解決手段】本発明は、切削部に隣接するシャンク部を有する高速金属除去用の、径の範囲が4mm〜51mmである、正面フライスであって、切削部が、フライスの軸からほぼ径方向に配置された複数の端面切刃で終端し、端面切刃が、フライスの端面から見ると少なくともそれらの長さの一部に沿って湾曲している、正面フライスを提供する。
(もっと読む)
切削用インサートおよび刃先交換式切削工具
【課題】バリの発生を抑制するとともに高能率加工を可能とする切削用インサートを提供する。
【解決手段】切削用インサート(1)は、すくい面と逃げ面との交差部に形成された切れ刃を有し、切れ刃は、コーナ部(20)と、当該コーナ部の一方側に形成された第1の主切れ刃(21)と、当該コーナ部の他方側に形成された第2の主切れ刃(22)とを含み、第2の主切れ刃(22)は、コーナ部(20)から離間するにしたがって、上下面のうちすくい面(11)が形成された面側から、対向する面側へ向かう方向に徐々に傾斜する下り傾斜部(22a)と、コーナ部から離間するにしたがって、当該対向する面側から当該すくい面が形成された面側へ向かう方向に徐々に傾斜する上り傾斜部(22b)とを備え、下り傾斜部は、コーナ部と接続され、上り傾斜部は、下り傾斜部に接続され、上り傾斜部と下り傾斜部の少なくとも接続領域は、凹状に湾曲する逃がし部(24)を有する。
(もっと読む)
フライスカッター
【課題】丸チップの取付構造に特徴があるフライスカッターに関し、正面フライス加工の加工能率及び加工精度を飛躍的に向上させる。
【解決手段】丸チップ2の裁頭円錐ないし円盤の底面21が逃げ面となり、側面のチップ進行方向の前方の面がすくい面となる方向にして、丸チップがカッターボディ1に取り付けられている。丸チップは、その切刃円のチップ進行方向前側の部分がワークに向けて突出する方向にして、カッターボディに取り付けられている。租加工用のフライスにおいては、丸チップが切刃円のカッターボディの半径方向外側の部分がワークから離れる方向に傾斜させて取り付けられている。
(もっと読む)
正面フライスおよびその使用
正面フライス(12)は、円周上に分布された多数の平面状の硬質材料刃インサート(20)を有して構成されている。硬質材料刃インサートは、ピッチ円上に来るように刃支持部(16)のポケット(18)の中に配置されており、フライスの処理面(26)に対して90°よりも小さい取り付け角(Kr)で取り付けられた主要刃先(24)を有している。良好な耐用年数において、高い切削効率を確保するために、10°〜30°、好ましくは15°〜25°の範囲の取り付け角(Kr)が選択され、同時に、主要刃先(24)は、軽度に凸状に構成されている。主要刃先(24)は、0.5〜1.5mmの範囲の値を有する移行半径(R30)を介して、サブ刃先(32)に移行している。軸方向すくい角(γa)は、20〜30°、好ましくは23〜27°の範囲である。有効な一変形例によれば、半径方向すくい角(γr)は、−6°〜−10°、好ましくは−7°〜−9°の範囲にある。 (もっと読む)
切削工具
【課題】難削材料を切削加工する場合であっても加工速度を高めることができ、加工効率を向上できるとともに工具寿命を延長できる切削工具を提供する。
【解決手段】工具本体1の先端側外周にインサート8がクランプネジ9により着脱自在に装着される切削工具10であって、インサート8は工具回転方向の前方側を向くすくい面8bと、すくい面8bに交差して連なり先端側を向くとともにクランプネジ9を挿通させるネジ挿通孔8cが開口する逃げ面8aと、主切刃12aを備えた切刃12とを有し、切込み角Dが20°以下に設定され、工具本体1には切削油剤が供給される供給路11が、クランプネジ9がねじ込まれるネジ孔11aに連通するように形成され、クランプネジ9にはねじ込み方向に沿ってクランプネジ9を貫通し供給路11に連通するとともに工具本体1の先端側に向けて開口する切削油剤流通孔9cが形成されている。
(もっと読む)
切削工具
【課題】難削材料を切削加工する場合であっても加工速度を高めることができ、加工効率を向上できるとともに、工具寿命を延長できる切削工具を提供する。
【解決手段】軸線O回りに回転される円盤状の工具本体1を有し、前記工具本体1の先端側外周に切刃12を有するインサート8が着脱自在に装着されてなる切削工具10であって、前記インサート8は、工具回転方向の前方側を向くすくい面8aと、前記すくい面8aに交差して連なり先端側を向く逃げ面8bと、前記すくい面8a及び前記逃げ面8bの交差稜線部に形成された主切刃12aを備えた前記切刃12と、を有し、前記主切刃12aの延在する方向と前記軸線Oに直交する方向とのなす切込み角Dが、20°以下に設定されているとともに、前記工具本体1には、切削油剤を前記逃げ面8bの径方向内側に供給する供給孔11が形成されていることを特徴とする。
(もっと読む)
切削工具
【課題】コバ欠けを抑制するとともに工具寿命の長い切削工具を提供することを目的とする。
【解決手段】本切削工具は、切刃が該切削工具の送り方向と略平行方向に延在するさらい刃21aと、このさらい刃21aに交差し該さらい刃21aの送り方向前方側へ延在する副切刃21bと、この副切刃21bに交差し切込み方向に延在する主切刃21cと、を備え、副切刃21bのアプローチ角Ψbが75°以上88°以下の範囲に設定されるとともに、前記副切刃21bにおけるすくい角γpが−10°以上25°以下の範囲に設定されてなる。
(もっと読む)
刃先交換式切削工具
【課題】工具本体のインサートの取付け剛性を改善し、工具本体に装着するインサートを高精度に加工することなく強固に取付けを行うことができ、更にインサートの飛び出し防止を改善した刃先交換式切削工具を提供する。
【解決手段】インサート3をクサビ部材によって着脱自在に装着する刃先交換式切削工具において、刃先交換式切削工具は、第1のクサビ部材4によってインサートの上面を固定する第1の固定と、第2のクサビ部材5によってインサートの上面と外周面との2面を同時に拘束する第2の固定、を有し、第2の固定における第2のクサビ部材がインサート上面を押圧する部分は、正面切れ刃部から回転軸方向に距離Pだけ離れており、インサート内接円の長さをLとしたとき、P/Lは、0.25≦P/L≦0.50、である刃先交換式切削工具である。
(もっと読む)
スローアウェイチップおよびスローアウェイ式切削工具
【課題】バリの発生を抑制するとともに、切刃強度の低下をおさえ高能率加工を可能とする。
【解決手段】略多角形平板状をなすチップ本体10には、前記多角形面に形成されたすくい面11と、このすくい面11のコーナ部に形成されたコーナ切刃12と、前記コーナ切刃12の一端部に連なる多角形面の一方の辺稜部に、前記一端部に隣接して形成された主切刃13と、コーナ切刃12の他端部に連なる多角形面の他方の辺稜部に、前記他端部に隣接してコーナ切刃12から離れる方向へ順に形成された逃がし部14と、バリ取り刃15と、副切刃16と、を備え、逃がし部14は、副切刃16の両端部を結んだ直線に平行をなすコーナ切刃12の接線Tよりもチップ本体10の内方に凹み、副切刃16およびバリ取り刃15は、前記接線Tよりチップ本体10の外方に突出し、バリ取り刃15は、前記接線Tに対して0°より大きくかつ10°以下の角度で傾斜するようにした。
(もっと読む)
スローアウェイ式回転工具
【課題】鋳物からなる被加工物の表面に開口した鋳巣を補修するとともに、被加工物の表面のうねりやむしれを防止しかつ表面粗さが悪化することを防止するスローアウェイ式回転工具を提供することを目的とする。
【解決手段】スローアウェイ式回転工具1に装着したスローアウェイチップ100には、該回転工具1の中心軸線CLに略直交する副切刃23aと、この副切刃23aの工具外周側に連なる面取りコーナ23bとを備え、面取りコーナの切込み角βを0°よりも大きくかつ45°以下の範囲に設定し、面取りコーナ23bに連なるすくい面21のうち該面取りコーナ23bの稜線に連なる領域には、刃先に向かうにつれすくい面21よりも工具回転方向K後方側に傾斜しかつ工具回転方向Kの法線Pとのなす角度α1を−20°〜−75°の範囲に設定した面取部24を設け、さらに、副切刃23aの稜線を前記中心軸線CL方向で面取りコーナ23bの最先端と等しいか又は先端側にわずかに突出させた。
(もっと読む)
正面フライス
【課題】粗・仕上げ同時正面削りにおいて、送り量を大きくした高能率加工と、仕上げ面の表面あらさの向上を可能とする、正面フライスを提供することを目的とする。
【解決手段】工具本体2の先端外周部に、複数の粗加工用チップ10と、少なくとも1つの仕上げ加工用チップ20を着脱可能に装着した正面フライス1において、略正多角形板状の粗加工用チップ10の上面稜辺部に形成した主切刃11のアプローチ角ψを60°〜80°の範囲内とし且つ上面コーナ部に形成された副切刃12を工具本体2の軸心CLに略直角に延設する一方、略正多角形板状の仕上げ用チップ20の上面コーナ部に形成したさらい刃22を上記軸心CLに略直角に延設し且つ上記副切刃12より工具先端部側に突出させた。さらに、粗加工用チップ10の上面コーナ部には、該コーナ部の2等分線Bを基準として上記副切刃12と対称形状の第2副切刃13を設けた。
(もっと読む)
切削工具
【課題】切り込み量が大きくても、厚さの厚いインサートを使用することなく汎用のインサートを使用できるとともに切削速度及び送り速度を必要以上に低下させることなく効率良く切削できる切削工具を提供する。
【解決手段】軸線回りに回転される工具本体の先端部外周に、インサート18を着脱自在に装着するための取付座12が形成された切削工具1であって、取付座12には、超硬合金で構成され、工具本体先端側に向けて延びるように形成された工具本体径方向外側を向く壁面と工具回転方向T前方側を向く壁面16とを有するシート部材15が配置され、シート部材15の工具回転方向T前方側を向く壁面16に、インサート18が着座され、インサート18の工具本体径方向内側を向く側面がシート部材15の前記工具本体径方向外側を向く壁面に当接されていることを特徴とする。
(もっと読む)
チップおよび転削工具
【課題】切削抵抗の低減と切刃の耐欠損性の向上により長寿命化を実現したチップおよび転削工具を提供する。
【解決手段】本発明のチップ1は、略正方形板状をなし、着座面3と対向するすくい面2の辺稜部に、コーナ刃7を挟んでそれぞれ主切刃6と副切刃5が形成されている。主切刃逃げ面16は、少なくとも、主切刃6に連なる主切刃第1逃げ面16aと、主切刃第1逃げ面16aの下方側領域に隣接し且つコーナ刃逃げ面17に隣接して形成された主切刃第2逃げ面16bとからなり、主切刃第1逃げ面16aは、主切刃第2逃げ面16bよりも逃げ角が小さく、着座面3に平行な平面で切断した断面で、主切刃第2逃げ面16bと前記副切刃逃げ面15とのなす角度が鈍角とされている。
(もっと読む)
転削工具および高送り用チップ
【課題】送りの適用条件の異なる2種以上のチップを装着可能とし、且つチップの位置決め精度が良好な転削工具およびそれに装着するチップを提供する。
【解決手段】本発明の転削工具100は、略円筒状をなす工具本体101の先端外周部に切欠き形成された、1つまたは複数のチップ座105にチップが装着されてなる。チップ座105には、汎用チップと、この汎用チップとは主切刃6の形状が異なる、少なくとも1種の高送り用チップが装着可能とされ、汎用チップの基準側面の幅と、高送り用チップの基準側面の幅の関係が、0.5L1≦L2≦0.9L1とされ、且つ当該転削工具100における汎用チップ1Aのアプローチ角δ1と、高送り用チップ1Bのアプローチ角δ2の関係が、δ1<δ2とされている。
(もっと読む)
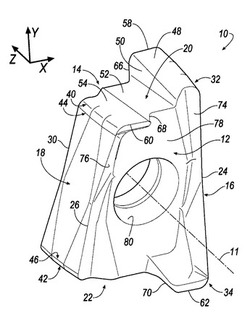
フライス工具およびスローアウェイインサート
【課題】切刃強度を低下させることなく、しかも切削時に締付けねじにかかる力を低減することができる低切り込み高送り用フライス工具およびこれに用いるスローアウェイインサートを提供する。
【解決手段】先端の外周側にインサート取付部を有する工具本体と、2つの主面および4つの側面を有する略平板状をなし、前記インサート取付部に着脱自在に取り付けられたスローアウェイインサート1とを備え、逃げ面および内側被拘束面は、工具本体の先端側に凸の曲面であり、逃げ面とすくい面との交差稜線に工具本体の先端側に凸の切刃5aが形成されており、後端側被拘束面が着座面となす角度αおよび内側被拘束面が着座面となす角度βをそれぞれ鋭角とし、角度αと角度βがα<βの関係を満足し、スローアウェイインサートが、後端側被拘束面と外周側側面との境界部分と、内側被拘束面と逃げ面との境界部分とを通る直線に対して回転対称である。
(もっと読む)
軸方向送り刃先交換式工具
【課題】 軸方向送り用の高送り加工に適する切れ刃の耐欠損性を改善することにより、加工信頼性が高く、加工面粗さの小さい加工をすることができる軸方向送り用の刃先交換式工具を提供することを目的とする。
【解決手段】 インサートが着脱自在な刃先交換式工具において、該インサートは、すくい面側から見た形状が略4角形状又は略3角形状を呈し、各辺は外側に略凸円弧状であり、該インサートを刃先交換式工具として取り付けた時、該凸円弧状の稜線が外周刃をなし、該外周刃が主切れ刃となって、該主切れ刃の切込み角度をκ度とした時に、10≦κ≦30となるように取り付けたことを特徴とする軸方向送り刃先交換式工具である。
(もっと読む)
インサートおよびスローアウェイ式切削工具
【課題】 高送り加工において生成される切屑を、詰まりを生じさせることなく迅速かつ所定の流出方向に確実に排出する。
【解決手段】 多角形平板状をなすインサート本体1にその上下面2,3に開口して貫通する取付孔5を形成するとともに、上面2の角部には、この角部の先端にコーナ刃7と、その一端7Aに連なる一方の辺稜部6Aに切刃8とを有するすくい面6を形成し、このすくい面6の他方の辺稜部6Bの内側にこれと連なる上端面12Aを有する凸部12を形成して、取付孔5の上面2側開口縁部5Aは上端面12Aよりも下面3側に位置させる一方、コーナ刃7から切刃8にかけてのすくい面6の内側には、底面14が取付孔5側に向かうに従い下面3側に向かうように延びて開口縁部5Aに達する、凸部12に対して凹となる凹部13を形成する。
(もっと読む)
1 - 18 / 18
[ Back to top ]