
Fターム[3C022KK25]の内容
Fターム[3C022KK25]に分類される特許
1 - 20 / 180
切削インサートおよび刃先交換式切削工具
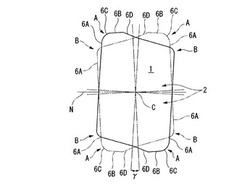
【課題】逃げ面を捩れ面状に形成しても段差などが生じるのを防ぐ。
【解決手段】少なくとも1つの側面の一対の多角形面2と交差する一対の辺稜部に切刃6Aがそれぞれ形成されて、この側面の中心を通る対称線Nに関して180°回転対称である表裏反転対称形状のインサート本体1を有し、この側面には、一対の多角形面2がそれぞれすくい面とされたときの切刃6Aの逃げ面が一対の多角形面2側に形成され、これらの逃げ面は、切刃6Aが形成された辺稜部において、一対の多角形面2の周回り方向に互い違いの一方のコーナ部Aから他方のコーナ部Bに向かうに従い切刃6Aに対する逃げ角が正角側に漸次大きくなる捩れ面状に形成され、切刃6Aが形成された一対の辺稜部は、多角形面2に対向する方向から見て、一方の辺稜部の他方のコーナ部Bが他方の辺稜部の外側にはみ出すように互いに交差させられている。
(もっと読む)
正面フライス

【課題】本発明は、金属除去率を向上させ工具摩耗を低減すると同時に工具寿命を長くするように構成された、フェイスエンドミル等の回転切削工具用の改良された形態を提供する。
【解決手段】本発明は、切削部に隣接するシャンク部を有する高速金属除去用の、径の範囲が4mm〜51mmである、正面フライスであって、切削部が、フライスの軸からほぼ径方向に配置された複数の端面切刃で終端し、端面切刃が、フライスの端面から見ると少なくともそれらの長さの一部に沿って湾曲している、正面フライスを提供する。
(もっと読む)
硬質焼結体ボールエンドミル
【課題】工具の特性として、特に刃径が2mm以上の硬質焼結体を有したボールエンドミルについて、先端部中心まで切れ刃を形成させ、なおかつコストを抑えながら製造することが可能な硬質焼結体ボールエンドミルを提供する。
【解決手段】回転により切削加工を行うボールエンドミルであって、切れ刃が硬質焼結体で構成されており、シャンク本体に、板材の片面のみに硬質焼結体を一体焼結した硬質焼結体ディスクを差し込む方式によってロウ付けされており、該シャンク本体には該硬質焼結体ディスクの硬質焼結体層の厚み方向の中心と該シャンク本体の中心とがほぼ同じ位置になるように差し込み溝が形成されているとともに、対となるボール切れ刃と先端の中心切れ刃が1枚の硬質焼結体ディスクで形成されてあることを特徴とする硬質焼結体ボールエンドミルである。
(もっと読む)
インデキサブル式ねじ切りフライス
【課題】ねじ切り刃が傾斜刃やねじれ刃の場合でもインデキサブルチップを確実にボデーに固定できるように、複数の取付ねじをボデーに対して適切に螺合できるようにする。
【解決手段】インデキサブルチップ14を貫通することなくチップ取付溝20よりも手前側でボデー12に螺合される非貫通型の取付ねじ30と、インデキサブルチップ14を貫通してチップ取付溝20を挟んで反対側でボデー12に螺合される貫通型の取付ねじ32と、を用いてインデキサブルチップ14がボデー12に固定される。このため、ねじ切り刃22がねじれ刃で且つ外径が23mm以下の小径のねじ切りフライス10においても、その一対の取付ねじ30、32をボデー12に対して適切に螺合できるようになり、それ等の取付ねじ30、32によりインデキサブルチップ14を確実にボデー12に固定できる。
(もっと読む)
高硬度材料切削用エンドミル
【課題】高硬度金型材の荒切削において、エンドミルの切れ刃の耐欠損性と耐摩耗性が優れ、しかも、金型の隅部形状部分の加工や工具の突き出し量の長くなる加工の場合に、振動を抑制でき、高能率の加工においても、長寿命で安定した加工を実現できるエンドミルを提供する。
【解決手段】複数の外周刃と底刃を有し、外周刃は主外周刃と副外周刃、底刃は主底刃と副底刃を有し、主底刃は、工具半径に対し1.5倍以上5倍以下の長さの曲率半径を持つ円弧刃と、円弧刃において外周刃と接続される端部と対向した位置にある端部から工具軸中心に向かって延びる中低勾配刃とで構成され、副底刃及び副外周刃は、それぞれ主底刃及び主外周刃から工具直径に対し0.0025倍以上0.01倍以下の範囲で減寸した位置にあるエンドミルである。
(もっと読む)
エンドミル
【課題】被削材(繊維強化プラスチック)の上面および下面のバリやカエリの発生を抑止すると同時に、垂直な切削面を得ることのできるエンドミルを提供する。
【解決手段】主溝3を底刃2側からシャンク8側へ向けてらせん状に形成して、主溝3に沿って形成される主切刃5のランド部6には主溝3のねじれ方向とは逆向きの副溝7が設けられており、副溝7により形成される副切刃9には副溝7に対して直角方向の逃げ面10が設けられているエンドミル1とする。また、副溝7は底刃2から離間した位置よりシャンク8側へ向けて設けることもできる。さらに、主溝3の数を3本以上5本以下として、かつ副溝7の数を主溝3の数の2倍とすることもできる。
(もっと読む)
CBNエンドミル
【課題】高硬度材料の仕上げ加工において、CBN粒子が脱落せず、被削物の仕上げ加工面粗さを向上させることができるCBNエンドミルを提供する。
【解決手段】R刃がCBN焼結体によって形成されている、CBNボールエンドミル及びCBNラジアスエンドミルにおいて、R刃の曲率半径を有する曲面状のR刃の第一逃げ面と、略平面状のR刃の第二逃げ面とを有し、R刃について、R刃の法線方向で切断した断面を見たときに、R刃の第二逃げ面に沿った方向で測定した長さとして、工具軸を回転軸として工具を回転させたときに最外周となる点から刃径の0.002倍となる位置までの範囲内にて、R刃の第一逃げ面の曲率半径が刃径の0.005倍以上0.05倍以下に設定することを特徴とするCBNエンドミルである。
(もっと読む)
エンドミル
【課題】被削材が高硬度の硬脆材や高硬度鋼材等であっても高精度な加工を行えて長寿命である。
【解決手段】エンドミル1は、六角形断面を有する工具本体の先端部の各角部に外周刃6を形成し、その先端面7で隣接する角部と角部の間に切屑排出用の凹溝8を形成した。凹溝8で仕切られた角部を有する四角形の凸部9の稜線に底刃13を形成した。底刃13は凹溝8の前内壁16をすくい面とする主底刃11と外周面をすくい面とする副底刃12とで構成した。底刃13の逃げ面は工具本体の長手方向に略直交する平面からなる底面14である。
(もっと読む)
スミリングによるスプライン装置、および、スミリングによるスプライン装置を製造するためのスミリング加工
【課題】スプライン加工の工具の環状逃げ溝をなくする。
【解決手段】シェイピング、および、ミリングの作用の組み合わせ、すなわち、スミリングによって、切削工具をスプラインの使用可能部分の全体にわたって移動させ、段部532などの隣接構造の面に工具の工具逃げ部505Rを加工し、その後に工具を逆方向に引き戻し、このサイクルを繰り返す。スミリングの装置、および、製造方法は、環状のスプラインの工具逃げ部を不要にし、スプラインの係合の全長を強度のために利用することができる。スミリング加工によって製造されたスプライン接続装置の有効幅が、空間を節約し、スプライン接続の荷重伝達能力を高める。
(もっと読む)
刃先交換式ラジアスエンドミル
【課題】 金型等の仕上げ加工を高速、高能率、高精度に行うための刃先交換式ラジアスエンドミルを提供する。
【解決手段】 工具本体2の先端部3に第1のインサート12を固定する第1取付座4と、第2、第3のインサート13、14をそれぞれ固定する第2及び第3取付座を備えている。第1取付座4に装着される第1のインサート12を、第1の固定用ネジ9により固定する固定用ネジ穴8の向きは、第1取付座4となるインサート嵌合溝7が工具本体2の径方向に延びる向きと直交する方向に対して、工具本体2の回転方向とは逆方向に角度θ傾斜した方向に形成している。さらに、第1の固定用ネジ9を挿通させるために第1のインサート12に形成した傾斜ネジ挿通穴12jも角度θ傾斜させている。そして、第1取付座4に第1のインサート12を固定したときには、傾斜ネジ挿通穴12jの内周面部12kと第1の固定用ネジ9の外周面部9cとは角度θ傾斜した状態で密に係合するようにしている。
(もっと読む)
切削インサートおよび切削工具ならびにそれを用いた被削材の切削方法
【課題】 特に難削材を加工する場合に、背分力を低減して切刃の欠損を抑制する切削インサートを提供すること。
【解決手段】 上面2と、下面3と、側面4と、切刃5とを有している切削本体部10を備え、切刃5は、切削本体部10の外方側に凸の円弧状であるとともに、凹状切刃部51および凸状切刃部52を有している複数の波状切刃50を有しており、側面4に、波状切刃50において最も下面3側に位置している最低点511を通るとともに切削本体部10の中心軸S1と直交する直線L2に対して垂直な第1割出し面41と、第1割出し面41に対して略垂直な第2割出し面42とを有している切削インサート1である。凹状切刃部51の最低点を切刃5の先端にして切削するため、切刃5のアキシャルレーキが負となって、凹状切刃部51の最低点511が受ける背分力を凹状切刃部51に分散させて、切刃5の欠損を抑制する。
(もっと読む)
エンドミル
【課題】底刃のチッピングや欠損は確実に防ぎつつ、ギャッシュ容量を十分に確保して円滑な切屑排出を促す。
【解決手段】エンドミル本体1先端部にギャッシュ6が形成され、ギャッシュ6のエンドミル回転方向Tを向く壁面を底刃すくい面6Aとして、その先端側辺稜部に底刃8が形成され、底刃すくい面6Aとギャッシュ6のエンドミル回転方向T後方側を向くギャッシュ壁面6Cとがなすギャッシュ開き角θが、底刃8の数Nに対して360°/(N+2)〜360°/(N+1)の範囲内とされ、ギャッシュ壁面6Cはそのエンドミル回転方向T側に隣接する底刃8の第1逃げ面7Aに交差または接していて、このギャッシュ壁面6Cと交差または接した部分における第1逃げ面7Aの幅が、交差または接していない部分における第1逃げ面7Aの幅tに対して0.5×t〜1.0×tの範囲内とされる。
(もっと読む)
クーラント穴付きエンドミル
【課題】底刃やそのすくい面の効率的な冷却を図るとともに、底刃を再研削、再研磨したときでも、クーラントの噴射方向を維持する。
【解決手段】軸線O回りに回転されるエンドミル本体1の先端部外周に軸線O回りに捩れる切屑排出溝4および外周刃5が形成され、切屑排出溝4の先端側にはギャッシュ6と底刃7が形成され、ギャッシュ6からエンドミル本体1の後端側に向けては外周刃5と反対向きに捩れるクーラント穴8が形成され、クーラント穴8のリードLh(mm)が、外周刃5のリードLp(mm)と、底刃7の半径R(mm)と、底刃7の刃数Zと、1以上の整数Nとに対して、次式1の関係を有している。
〔数1〕 (もっと読む)
(もっと読む)
スクエアエンドミル
【課題】 電子機器の小型軽量化、高密度実装化にともない、その構成部品は薄肉化が進むとともにその形状精度の要求が高まっている。加工条件の影響をあまり受けることなく、薄肉部品の加工を高精度かつ高能率に加工できる工具(エンドミル)を提供する。
【解決手段】 形状精度に影響が大きい軸方向切り込みが少ない仕上げ加工に着目し、複数の刃先をもつエンドミルに対して、その刃先の形状を、一つはシャープコーナ刃先形状とし、もうひとつは仕上げ加工における軸方向切り込み高さよりも大きな正面戻しを形成し、その刃先を複数の刃先で交互に配置する。
(もっと読む)
エンドミル
【課題】 切屑排出性を改善し、良好な切削加工が可能なエンドミルを提供する。
【解決手段】長手方向に回転中心軸Oを有する棒状の工具本体1と、工具本体1の先端の外周側に形成された複数の底刃2と、底刃2に続いて工具本体1の外周面に形成された外周刃4とを有し、回転中心軸Oに対する断面視において、複数の外周刃4の先端が通る外接円cと隣接する2つの外周刃4、4間のエンドミル外周形状sにて囲まれた第1領域7の面積をS1とし、外接円cとエンドミル外周形状sに内接する内接円iと、回転中心Oから隣接する2つの外周刃4、4それぞれに延びる2つの直線L2とによって囲まれた第2領域8の面積をS2としたとき、S1/S2=0.6〜0.9、外接円cの半径crと内接円iの半径irとの比ir/crが0.6〜0.9のエンドミル10である。
(もっと読む)
エンドミル
【課題】 インペラー等の薄肉部材を高速度で仕上げ加工を行うことができるエンドミルを提供する。
【解決手段】 外周刃4と、外周刃4に接続されたコーナR刃5と、コーナR刃5に接続された底刃6とから構成される切刃を複数枚有するエンドミルである。エンドミルの外周面に形成される外周刃4は、工具軸Oに対したエンドミルの先端側に向かって下り傾斜するように形成され、この下り傾斜する傾斜角度αは、5°以上10°以下である。さらに、各切刃のすくい面は、底刃6のすくい面6aと、底刃6のすくい面6aに接続されたコーナR刃5のすくい面5aと、コーナR刃5のすくい面5aに接続された外周刃4のすくい面4aから構成され、1刃当たりのチップポケットの体積Vを80mm3以上120mm3以下の範囲に設定している。
(もっと読む)
脆性プラスチック板材の加工方法
【課題】破壊歪5%以下及び鉛筆硬度が3H以上の脆性プラスチック板材について、ルーター加工により、チッピングの発生が無く切断面が綺麗で製品歩留りに優れ、しかも、送り速度500mm/分以上であり、生産性良く切削加工を行うことができる脆性プラスチック板材の加工方法を提供する。
【解決手段】破壊歪5%以下及び鉛筆硬度3H以上の脆性プラスチック板材をルーター加工により切削するに際し、ルーター刃1としてひねりのない直刃を用い、回転数R(rpm)と送り速度S(mm/分)との比(R:S)が(50000/n)±20%:1000〜1250(但し、nはルーター刃が有する切り刃の刃数)の関係を満たし、かつ、ルーター刃の裏面への出し量が100〜300μmである加工条件で実施する、脆性プラスチック板材の加工方法。
(もっと読む)
1枚刃構造のラジアスエンドミル
【課題】10nm以下の超精密レベルの加工精度を実現できるようなラジアスエンドミルを提供すること。
【解決手段】本発明は、工具シャンクと、前記工具シャンクに取り付けられたダイヤモンド製の1枚刃チップと、を備えたことを特徴とするラジアスエンドミルである。
(もっと読む)
回転切削工具、それを用いた切削加工装置および切削加工方法
【課題】
回転する切削工具を移動させて被削材を切削加工する際に、隅部の削り残しを少なくし、良好な表面粗さで加工する。
【解決手段】
回転と被削材との相対的な移動によって被削材2を加工する回転切削工具1において、直線状の切れ刃を持ち、回転したときの包絡面が頂点を有する円錐面となるような第一の切れ刃11と、当該第一の切れ刃の端点を基点として、第一の切れ刃とは角度が異なる直線状の第二の切れ刃12を備えている。切削加工装置は、前記回転切削工具1の回転軸を、前記被削材2の回転軸に対して傾斜させて、工具ホルダと被削材を把持するチャックとの干渉を回避する。
(もっと読む)
超硬合金製エンドミル
【課題】ステンレス鋼等の難削材の加工に要求される縦送り加工、横送り加工、および傾斜切削を含む複合加工であっても、一本のエンドミルで高速で複合加工ができ、特にびびり振動を抑制して、切り屑詰まりによる異常摩耗や刃欠けも生じない長寿命の超硬合金製エンドミルを提供する。
【解決手段】複数の底刃及び外周刃と、複数のギャッシュ面からなるギャッシュとを有する超硬合金製エンドミルであって、外周刃が不等な分割角度で配置され、複数のギャッシュ面は、底刃のすくい面である第1ギャッシュ面、エンドミルの工具軸の回転中心側に設けられた第2ギャッシュ面、エンドミルの外周側に設けられた第3ギャッシュ面から成り、前記複数の外周刃の逃げ面は、第一逃げ角が3°を超え5°未満の第一逃げ面と第一逃げ角より大きい第二逃げ角が設けられた第二逃げ面からなることを特徴とする超硬合金製エンドミルである。
(もっと読む)
1 - 20 / 180
[ Back to top ]