
Fターム[3C024AA07]の内容
切断の制御 (453) | 形状切断 (209) | カッター又は被切断材の送り (79) | カッターの送り (37)
Fターム[3C024AA07]に分類される特許
1 - 20 / 37
生地裁断装置
加工装置のキャリッジ機構
【課題】加工具の昇降応答周波数に影響を与えることなく応答速度を向上させ、かつ、安定した加工具の昇降を実現可能な加工装置のキャリッジ機構を提供する。
【解決手段】キャリッジに把持される加工手段によりメディアに対して加工を行う加工装置のキャリッジ機構において、加工手段と、上記加工手段の側面近傍に配設されるとともに、上記加工手段を昇降させる昇降手段と、上記加工手段の側面近傍に配設されるとともに、上記加工手段を下方側へ押し下げる加圧手段と上記加工手段と上記加圧手段との間に分離された状態で配設され、上記加圧手段の力を上記加工手段に伝達する弾性部材とを有するようにした。
(もっと読む)
切断装置、切断データ処理装置、切断データ処理プログラム及び記録媒体

【課題】切断動作の無駄を省き、切断作業時間を短縮することができる切断装置、切断データ処理装置、切断データ処理プログラム及び記録媒体を提供する。
【解決手段】切断装置において、複数の模様を、当該模様の切断ラインであって連続した複数の線分を含む切断ラインの少なくとも一部が互いに接触して隣り合うように並べて配置する配置処理(ステップS1)と、前記配置処理により配置した複数の模様において前記切断ラインの接触部を抽出する抽出処理と、前記抽出処理で抽出した接触部で複数の模様の切断ラインを相互に繋げる又は共通化するように前記切断ラインを接続する接続処理(ステップS2)と、前記接続処理で接続した切断ラインを含む複数の模様の切断ラインに基づいて、切断データを作成する切断データ作成処理とを実行する。
(もっと読む)
切断装置及び保持部材
【課題】被切断物を保持部材に確実に保持して正確に切断することができる切断装置、及び切断装置に用いられる保持部材を提供する。
【解決手段】切断装置は、被切断物を剥離可能に保持する粘着層を有し、被切断物を粘着させて保持した状態で前記切断装置にセットされる保持部材と、前記保持部材に設けられ、切断に関する切断情報が書き込まれた無線タグと、前記切断装置に前記保持部材がセットされた際に、前記無線タグから前記切断情報を読み取る読取手段とを備える。前記切断装置の制御手段は、前記読取手段により前記無線タグから前記切断情報を読み取る(ステップS12)。そして、制御手段は、読み取った前記切断情報に基づいて切断手段を制御する(ステップS18)。
(もっと読む)
切断装置
【課題】被切断物を保持部材に確実に保持して正確に切断することができる切断装置を提供する。
【解決手段】切断装置は、切断データに基づいてカッタで切断される被切断物の切断ラインにおいて、粘着層の粘着保持力が不足する領域を特定する領域特定手段を備える。切断装置の制御手段は、領域特定手段で特定された領域を切断する時と当該領域以外を切断する時とで、接触部が被切断物を押圧する押圧量及び押圧力の少なくとも何れか一方を異ならせるように押圧手段を制御する(ステップS16〜S20)。
(もっと読む)
カッティング装置及びカットデータ生成プログラム
【課題】 メディアのジャムを生じさせることなく綺麗にカット対象物を完全にカットすること。
【解決手段】 このカッティング装置では、メディアMのカット対象物Sの線分31に非切断部32を設定し、非切断部32を残した状態で線分31をプレカットする。プレカットした後、各非切断部32の切断を行い、カット対象物Sのフルカットを行う。このように、プレカットされた後に非切断部32を刃20で切断するようにすれば、メディアMが刃20により引っ張られる距離は僅かであるため、或いは、刃20を刺し込むのみで非切断部32を切断できるため、メディアMを進退移動することがなく、メディアMのジャムが防止される。
(もっと読む)
裁断方法と裁断装置
【構成】
裁断テーブル上に載置したシート材を、昇降と裁断とが自在な裁断部材を備えた裁断ヘッドにより、複数のパーツへと裁断する。互いに近接したパーツを1個のグループとするように、複数のパーツを複数のグループへグループ分けし、各グループ内で、グループ内のスタートポイントから始めて、グループ内のパーツ間では裁断部材をシート材から上昇させずに、グループ内の各パーツの裁断線に沿って各パーツを裁断するように、裁断ヘッドを移動させる。グループ間では裁断部材を上昇させシート材から離して、次のグループでのグループ内のスタートポイントへ裁断ヘッドを移動させる。
【効果】
裁断ヘッドがパーツ間を移動する時間を短縮し、裁断を効率化する。
(もっと読む)
裁断装置
【課題】従来よりも小さいスペースに設置できる裁断装置を提供すること。
【解決手段】裁断装置1は、布地6を支持する矩形の支持面21を有する裁断テーブル2と、裁断テーブル2の支持面21上を平面方向に駆動される裁断ユニット3を備える。裁断ユニット3は、裁断テーブル2の一方の短辺に、支持面21と略同じ高さに設けられた支持面レール22と、裁断テーブル2の他方の短辺に、支持面21よりも高い位置に掛けられた高架レール26と、支持面レール22と高架レール26の間に、上記支持面21と平行に掛け渡された移動梁32と、裁断刃を内蔵して移動梁32に沿って移動するカッターヘッド33を有する。高架レール26は、裁断テーブル2の他方の短辺の前端と後端に設けられた前後の支柱24,25で支持され、高架レール26の下方に、支持面21に載置される布地6を挿通する挿通隙間Sが形成されている。
(もっと読む)
カッティングプロッタ、およびそれを用いたカッティング方法
【課題】マークを印刷形成することなくカット加工を行うときに、手間を減らしてカット加工作業を簡便に行うことができるカッティングプロッタを提供する。
【解決手段】カッティングプロッタ1は、被加工媒体2を支持可能な支持盤21と、被加工媒体2にカット加工を施すドリル43と、被加工媒体2に対してドリル43を相対移動させるX軸駆動機構35、Y軸駆動機構45、ドリル駆動機構とを有し、ドリル43により被加工媒体2に所望のカット加工を施すように構成され、被加工媒体2に対しドリル43によりカット加工を施して複数の基準穴を形成する駆動制御部51、演算部55と、支持盤21における基準穴の位置を検出する基準穴検出部44と、基準穴検出部44により検出された支持盤21における基準穴の位置を基にしてドリル43の相対移動制御を行うことで、被加工媒体2に所望のカット加工を施す駆動制御部51、演算部55とを備える。
(もっと読む)
裁断機
【構成】 裁断機は、裁断ベッドと裁断ヘッドとを備えた裁断機本体と、裁断機に固定のコントローラと、方向指示入力部を備えたハンディコントローラとを備えている。裁断機に対するハンディコントローラの位置、あるいはハンディコントローラの方向を検出し、検出した位置あるいは方向に従って、方向指示入力部の設定を切り替える。
【効果】 裁断機のいずれの側からハンディコントローラを操作する場合でも、手前と奧及び右と左の関係が作業者の感覚と一致する。
(もっと読む)
複数のX−Yカッターを使用して印刷されたラベルを仕上げるためのシステム
ラベル仕上げステーション(210)は、ウェブ(224)の幅にわたって列又は並びに形成された複数のイメージ(341A)があるように配置されたラベル(342)のための印刷されたイメージ(341A)を支持するウェブ(224)を収容する。イメージ(341A)は、ウェブ(224)の長さに沿った縦方向の列に配置される。切断ステーション(250)は、同時に各列又は並びを形成する複数のラベル(342)を切断する複数のカッターヘッド(252A−252D)を支持する。ラベルの周辺が切断されたウェブ(224)は、縦方向に切り開かれ、ラベルの仕上げロール(344、352)の中に形成される。 (もっと読む)
裁断方法及び裁断装置
【構成】 点列での点毎の制限速度をメモリに記憶する。点列での隣接した点間での制限速度の差をΔv,距離をd,裁断ヘッドの加速度をaとして、Δvの絶対値が
(a・d)1/2以下となるように、プロセッサにより各ポイントの制限速度を変更する。そして変更した制限速度に従って、裁断ヘッドを運動させ、シート材を裁断する。
【効果】 裁断ヘッドがオーバーランして裁断パターンから外れることがない。またオーバーランを防ぐ範囲で最小限の速度制限を加えるため、短時間で裁断できる。
(もっと読む)
カッティング方法、カッティング装置、その制御プログラムおよびこれを記憶した記憶媒体
【課題】カッティングプロッタによるカッティング加工において、加工結果物に余分な切り込みが入ることがなく、且つ、効率良くカッティング加工を行う。
【解決手段】カッティング加工を行うステップにおいては、線の一端部に刃先点43aが位置するとともに他端部に延びる方に向かって刃先線43bが向くようにしてカッター刃43を被加工媒体に押しつけ、カッター刃を線に沿って移動させてカッティング加工を開始する。そして、仮想延長ラインLb1、Lb2が加工結果物の外側に延びるときには、刃先点が少なくとも他端部に達するまでカッター刃を移動させてカッティング加工を完了する。一方、仮想延長ラインが加工結果物の内側に延びるときには、途中までカッター刃を移動させて分割カッティング加工を行った後、カッター刃を他端部から逆方向に向けて分割カッティング加工部と重なるまで移動させる。
(もっと読む)
裁断機及びシート材送り裁断方法
【課題】シート材送り裁断が可能な裁断機でシート材を裁断加工する際、次パーツが長い場合でも裁断開始までの待ち時間を可及的に短縮させて裁断効率を向上させる。
【解決手段】前パーツの裁断後に続けて次パーツの裁断を行った場合に裁断対象箇所が裁断エリア内に入り切るか否かを、次パーツ裁断前に裁断データに基づき判定手段で判定し、裁断対象箇所が裁断時には裁断エリア内に入っていると判定した場合は前パーツに引き続きシート材送り裁断を行い、裁断対象箇所が裁断時には裁断エリア内に入り切らないと判定した場合は裁断を開始せず、裁断対象箇所が裁断エリア内に入るようになるまでの裁断待ち時間と裁断刃の待ち位置とを演算手段で演算し、演算手段が求めた裁断待ち位置において裁断待ち時間の間だけ待機する。その間はシート材送りのみが行われる。
(もっと読む)
シート材の裁断方法と裁断装置
【構成】 上下に積層した芯地などのシート材をレシプロ型のナイフで裁断するに際して、ナイフの刃先を裁断ラインから補正角分内側に向け、刃先を裁断ライン上を移動させ、ナイフの中心を裁断ラインから見てパーツの外側を移動させる。
【効果】 芯地のような硬いシート材を積層して裁断しても、パーツ側の裁断面が波打たない。
(もっと読む)
工作装置とその運用方法
【課題】 簡易な構造で各種の被工作物に対応できる工作装置を提供しようとする。
【解決手段】
従来の平板状の被工作物を表面に設定される軌跡に沿って切断する工作装置にかわって、被工作物を裏面から保持する保持面を持った被工作物保持台と、前記保持面に保持された被工作物を切断できる刃先を持った工作工具と、前記刃先が被工作物に表面の側から突き刺さる様に前記工作工具を前記保持面に交差する向きに所定の単位時間当たり回数Hで連続して往復運動させる工作ヘッドと、前記工作ヘッドを軌跡に倣って所定の送り速度Vで移動させる工作ヘッド移動機構と、を備え、前記単位時間当たり回数Hが前記送り速度Vの増加に対応して増加し、前記単位時間当たり回数Hが前記送り速度Vの減少に対応して減少する、ものとした。
(もっと読む)
カッティングプロッタ
【課題】構造及び操作が比較的簡単で、容易に目的とする形状の紙製品を製作することができるカッティングプロッタを提供する。
【解決手段】はがき大シートをX軸方向に搬送するX方向搬送手段と、カッティングペン20をY軸方向に移動させるY方向移動手段と、カッティングペン20をZ軸方向に移動させるZ方向移動手段とを有し、Y方向移動手段は、Y方向バー15と、Y方向バー15の長手方向に沿って設けられたラック17と、ラック17上を移動するカッティングペン20を支持するキャリッジ16と、キャリッジ16に設けられたピニオン18及びピニオン18を回転させる駆動モータ19を有し、Z方向移動手段は、Y方向バー15をラック17及びピニオン18ごと傾斜させてキャリッジ16に支持されたカッティングペン20の刃先をはがき大シートに接触させる揺動手段を有するカッティングプロッタ。
(もっと読む)
加工装置
【課題】複数のキャリッジを被加工物に対して変位させるための構成を簡単にして、各キャリッジの位置決め精度を向上させて被加工物に対する加工精度を良好なものとする。
【解決手段】打刻装置10は、ワークWKの表面に線状の加工痕を形成するための線痕加工工具31を保持するキャリッジ30と、同表面に点状の加工痕を形成するための点痕加工工具41を保持するキャリッジ40と、キャリッジ30をX軸方向に変位させるためのX軸方向フィードモータ23に連結されたX軸方向送りネジ22とを備えている。キャリッジ30には、雌ネジ部が形成された雌ネジブッシュ53が嵌め込まれている。X軸方向送りネジ22の外周面には雄ネジ部が形成されており、同雄ネジ部に雌ネジ部が螺合している。これら雌ネジブッシュ53およびX軸方向送りネジ22からなるネジ送り機構によってキャリッジ30,40が変位する。
(もっと読む)
携帯パターン形成装置およびその使用方法
携帯パターン形成装置(10)およびその使用方法が開示される。一実施形態では、回転部材(80)は、第1の駆動機構(110)の力により、ハウジング(40)内に回転可能に配置され、x−y平面を角度をもって横断する。線路(82)は、回転部材(80)の表面(86)に配置され、工具先端部(70)を収容するキャリッジ(112)のため径方向経路(82)を提供する。回転部材(80)の表面(86)に配置される案内路(94)は、非線形経路(98)を提供する湾曲部分(96)を含む。第2の駆動機構(118)は、可撓性ラックギア(120)が案内路(94)の非線形経路(98)を進むよう、キャリッジ(112)を線路(82)の径方向経路(82)に沿って横断方向に駆動させる。 (もっと読む)
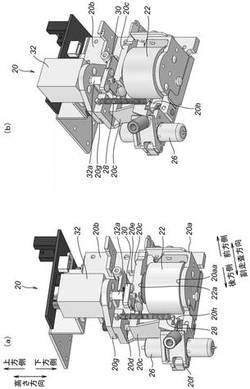
ウインドウガラスの分離装置
【課題】大きなウインドウガラスであっても速やかに能率よく車体から分離する。
【解決手段】ウインドウガラスの分離装置は、カッター5を連結している移動台6と、移動台6をカッター5の切断方向に移動させる駆動ロッド8と、駆動ロッド8に連結されて回転する駆動ロッド8で移動台6を移動させる駆動機構7と、移動台6を駆動ロッド8に沿って移動させるガイド9と、駆動ロッド8を回転させるモーター12と、駆動ロッド8の端部を回転できるようにガイド9に連結している支持台10と、ガイド9をウインドウガラス3に脱着できるように装着する吸盤11とを備える。分離装置は、吸盤11を介してガイド9をウインドウガラス3に装着し、カッター5を窓枠部2とウインドウガラス3との間の接着剤4に挿通し、移動台6でカッター5をウインドウガラス3の周縁に沿って移動させて、ウインドウガラス3と窓枠部2との間の接着剤4を切断する。
(もっと読む)
1 - 20 / 37
[ Back to top ]