
Fターム[3C030BB05]の内容
Fターム[3C030BB05]に分類される特許
1 - 18 / 18
連続搬送組立装置
【課題】被組付け側の部品と組付け側の部品を、連続的に搬送しながら高速組付けするための新規な装置であり、低コストで信頼性の高い連続搬送組付装置を実現する。
【解決手段】搬送される略棒状のインシュレータIの上方に、略筒状のハウジングHをハウジング供給部3から1つずつ供給して対向させ、インシュレータ搬送部2とハウジング搬送部3を用いて、双方の部品を連続的に水平方向に搬送しながら、インシュレータIを徐々に上昇させてハウジングH内に挿通し、略組付け状態とする。ハウジングHはガイド部材5により上下方向を規制しながら案内され、組付け位置で規制を解除することで組付けを完了させる。
(もっと読む)
インサート挿入装置

【課題】金属のインサートを複数同時に加熱挿入冶具に送りこみセットし、加熱したインサートを熱可塑性プラスチックの成型品ケースに熱挿入することができるインサート挿入装置を提供する。
【解決手段】本発明のインサート挿入装置28−2は、インサートの仮置き手作業をいちどに複数個のインサートを供給できる自動化設備とし更に、挿入装置は、ビットを上向きとし、ビットの下部に熱源を設ける事により熱伝導率を改善し、安定したインサートの温度管理ができ、供給された複数のインサートを受け取り、そのままケースにいちどに挿入できる機構のものとしている。
(もっと読む)
圧入装置
【課題】圧入穴と圧入部品とにかじりが生じないようにして、圧入穴に対して圧入部品を垂直に圧入することができる圧入装置を提供すること。
【解決手段】圧入装置1は、圧入部品82を押し出すパンチ2と、圧入ワーク8を支持する回転テーブル4と、パンチ2の直下位置においてパンチ2による加圧力を受けるバックアップ5と、を備えている。圧入装置1は、圧入ワーク8とバックアップ5との間に隙間を形成しておき、圧入部品82を圧入ワーク8に形成した圧入穴81に圧入する際には、パンチ2によって圧入部品82を介して圧入ワーク8及び回転テーブル4をバックアップ5に対して下降させ、圧入ワーク8における圧入穴81の形成位置の下方をバックアップ5に接触させるときに、回転テーブル4に対する圧入ワーク8の支持状態が変化して、圧入部品82の圧入方向に対して圧入穴81の軸方向を一致させることができるよう構成してある。
(もっと読む)
ブッシュ圧入検査装置、その検査方法、その検査プログラムならびにブッシュ圧入装置
【課題】ブッシュの圧入する圧入開始時点から圧入終了時点のいずれの状態においても良否が検査できるブッシュ圧入検査装置を提供すること。
【解決手段】ブッシュ圧入制御装置1は、構造物の一部に円筒形に形成されたブッシュ圧入部Wa,Wbを有するワークWに、圧入機構25によりブッシュBを先端に支持して所定のストロークで所定の荷重をかけて、前記ブッシュ圧入部に圧入するブッシュ圧入装置20に使用されるブッシュ圧入検査装置において、設定手段2と、記憶手段3と、入力手段4と、判定手段5と、出力手段7とを備える構成とした。
(もっと読む)
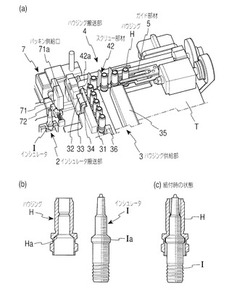
電動パワーステアリング装置の製造方法
【課題】不良率を低くできる電動パワーステアリング装置の製造方法を提供する。
【解決手段】本製造方法は、入力軸および出力軸18を同軸上に連結したトーションバーを備え、入力軸の一端が、円筒状に巻かれた巻きブッシュ35を介して出力軸18の連結孔181に支持されている電動パワーステアリング装置に適用される。本製造方法は、圧入治具40を用いて巻きブッシュ35を出力軸18の連結孔181に圧入する工程と、圧入治具40を取り外した後、入力軸の一端を巻きブッシュ35内に挿入する工程と、を含む。圧入治具40は、巻きブッシュ35内に挿入される挿入軸41および巻きブッシュ35の軸方向端部353を押圧する押圧部42を含む。圧入する工程では、出力軸18の連結孔181に圧入された巻きブッシュ35の周方向端部354が内側へ入り込むことが、挿入軸41によって抑制されるようにしてある。
(もっと読む)
圧入方法及び圧入装置
【課題】生産ロットの切替え(ロット数や機種の変更)の際に生産ラインを一旦停止することなく、且つワークや圧入部材の種類変更に伴う圧入装置の再設定に要する時間及び工数を低減できる圧入方法及び圧入装置を提供する。
【解決手段】治具置き台18に載置された吸気側圧入治具28aにバルブシート24a及びバルブガイド26aをセットする。次いで、シリンダヘッド22を保持した吸気側圧入治具28aを圧入ステーション20に搬入した後、圧入ユニット29を用いて、バルブシート24a及びバルブガイド26aを吸気側圧入治具28aから取り外してシリンダヘッド22の複数の圧入部にバルブシート24a及びバルブガイド26aを圧入する。次いで、圧入ユニット29による前記圧入が完了した後、吸気側圧入治具28aを圧入ステーション20から搬出し、吸気側圧入治具28aを治具置き台18に載置する。
(もっと読む)
生産装置及び生産システム
【課題】投入搬出口から作業室内に搬入された作業ユニットを装置内で容易に移動させること。
【解決手段】箱状の装置本体と、装置本体を下側の作業準備室2と上側の作業室とに仕切る平板状の隔壁部材と、作業準備室の内部から隔壁部材の位置まで昇降可能な可動床部8と、作業準備室内に設けられ可動床部を昇降させる昇降機構と、可動床部に対して着脱可能に設けられ作業を行う作業ユニットと、作業ユニットを作業準備室内に対して出し入れするために、作業準備室を外部と仕切る側壁部2a、2b、2c、2dに設けられた投入排出口22と、作業準備室内において、投入排出口と昇降機構によって下降された可動床部との間の平面領域内で、作業ユニットの下面に駆動力を付勢して作業ユニットを少なくとも2方向に搬送する搬送機構24と、ワークに対して作業を行う2基のアーム部を有し隔壁部材上に設けられた作業ロボットと、を備える生産装置を提供する。
(もっと読む)
ワーク把持装置、および、これを用いたアッセンブリの組立て方法
【課題】複数の部品が積層されて構成されるアッセンブリについて、省スペースで効率的に組み立てできるワーク把持装置を提供すること。
【解決手段】把持装置30は、基部31と、この基部31に設けられて所定方向に延出し先端に第1の駒421を有する円筒状のガイド部42と、このガイド部42の同軸上に設けられた円筒状のコレット43と、ガイド部42およびコレット43に挿通されて、先端に第2の駒441を有する棒状のシャフト部44と、ガイド部42とシャフト部44とを相対移動させることにより、駒421、441同士を接近または離隔させるアクチュエータ41と、基部31に設けられて所定方向に進退可能でありかつ先端がワークに係止可能な係止部50と、を備え、第1の駒421および第2の駒441の外径は、コレット43側では、コレット43の内径よりも小さく、コレット43の反対側では、コレット43の内径よりも大きい。
(もっと読む)
取付工具及び取付方法
【課題】ブッシュの取り付けを効率的に行うことができるようにする。
【解決手段】トルクロッドにブッシュ110を取り付けるための取付工具10であって、前記ブッシュ110の外周部材111の外周面に面接触、複数の線接触又は複数の点接触した状態で、前記ブッシュ110の外周部材111を前記ブッシュ110の中心方向に向かって押圧する押圧部材11a、11bと、前記押圧部材によって押圧され、縮径した前記外周部材111の外周に嵌め込む保持部材16a、16bとを有することを特徴とする。
(もっと読む)
締まり嵌めによってシャフトの一部分の周りにブッシュを取り付けるための方法
圧力嵌めによってシャフトの部分(2)の周りにブッシュを取り付けるための方法であって、この方法は、以下のステップ:少なくとも部分的に円錐形である外側表面(8)を有する案内部材(7,23)を設けることと、シャフト(1)の前記の部分(2)の拡張部に案内部材(7,23)を設けることと、シャフト(1)の部分(2)上で案内部材(7,23)上を通ってブッシュ(5)を押すこととを含む。 (もっと読む)
限定された空間を有する構造における同期的なロボット動作
【課題】主翼ボックスの組立てのように、ある作業が構造の反対側で同時に行われる作業の自動システムを提供すること。
【解決手段】構造は限定された空間の内部及び限定された空間の外部から識別可能な位置を有する。第1のロボットシステムは第1のエンドエフェクタが所定の位置上に位置付けられるように限定された空間内で第1のエンドエフェクタを動かす。その位置に対応する第1のベクトルが発生される。第2のロボットシステムは第2のエンドエフェクタが前記位置上に位置付けられるように限定された空間の外部で第2のエンドエフェクタを動かす。その位置に対応する第2のベクトルが発生される。第1および第2のベクトルは第1及び第2のエンドエフェクタが対向して動作するように第1及び第2のエフェクタを新しい位置に動かすために使用される。第1及び第2のエンドエフェクタは新しい位置で同期的に動作を行う。
(もっと読む)
ばね保持スリーブ
本発明は、所定のプレス嵌め直径(34;64)と所定のプレス嵌め長さ(35;65)とを有する円筒プレス嵌め結合面(31;64)を備えたばね保持スリーブを有している。安定的なプレス嵌め結合の廉価な製造を可能にするために、円筒プレス嵌め結合面(31;61)の少なくとも1つの端部に、プレス嵌め長さ(35;65)に対するプレス嵌め直径(34;64)の割合が35%よりも大きい長いプレス嵌め結合のために最適化された導入斜面(32,33;62,63)が設けられている。  (もっと読む)
(もっと読む)
つば付きブッシュ圧入装置及び方法
【課題】つば付きブッシュの圧入不良を抑制する。
【解決手段】本発明は、複数のつば部3a,3bを有するつば付きブッシュ3をワーク1に圧入するつば付きブッシュ圧入装置10において、つば付きブッシュ3の一のつば部3aの圧入中であって、他のつば部3bを圧入する前に、ワーク1のブッシュ挿入孔2に対して潤滑油を噴射する潤滑油噴射手段14を備えることを特徴とする。これにより、他のつば部3bを圧入するときのカジリ発生を抑制でき、圧入不良の発生を抑制することができる。
(もっと読む)
圧入方法及び圧入装置
【課題】被圧入部材の設計変更などに柔軟に対応できると共に、構造が簡易で円滑に圧入対象部材を圧入することができる方法と装置を提供する。
【解決手段】シリンダヘッド4に形成された複数の圧入部にバルブシートとバルブガイド12を圧入する装置であって、バルブシート及びバルブガイド12を一軸方向に移動可能に保持するバルブシートホルダ及びバルブガイドホルダと、これらのホルダを複数設けると共にシリンダヘッド4を位置決めするシリンダヘッド固定治具15,17と、これらのシリンダヘッド固定治具15,17に設けたホルダに保持されたバルブシート及びバルブガイド12を圧入部に順次圧入するC型加圧治具を備える。C型加圧治具は、多関節ロボットのアーム先端部にフローティング機構を介して装着されている。
(もっと読む)
パイプ取付け部品および該取付け部品を使用したパイプカップリング組立品
【課題】パイプの取付け部品、およびパイプカップリング組立品を提供する。
【解決手段】パイプ等に固定的に取り付けられる取付け部品であって、パイプ上に同軸状に設置されるインナーリングおよびアウターリングを含む。該インナーリングおよびアウターリングは、該インナーリングとアウターリング間を一方向に前進させるラチェット機構により接続されていることが好ましい。該インナーリング上を該アウターリングが前進すると、該インナーリングを半径方向に圧縮し、該パイプをスエージングする。該パイプの半径方向の圧縮により、該取付け部品は所定の位置にロックされ、該取付け部品と該パイプ間の軸方向の移動を防止する。該アウターリングを該インナーリング上で前進させる様々な装置が設けられている。突合わされているパイプ間で連結を形成する取付け部品を使用したカップリング組立品が設けられている。  (もっと読む)
(もっと読む)
圧入方法およびその装置
【課題】回転主軸を有する装置を用いて、回転主軸に過大な圧入反力を受けずに母材内に嵌合部材を無理なく圧入できる圧入方法およびその装置を提供する。
【解決手段】主軸11には、ツールホルダ12を介し圧入装置21を設ける。この圧入装置21には、トルクリミッタ22と、スラスト吸収機構23と、圧入反力相殺機構24とを順次設ける。圧入反力相殺機構24は、ネジ部31に相反する方向の圧入反力を作用させて相殺させるものであり、ネジ部31に設けた正ネジ部分31aと、この正ネジ部分31aと同軸上に設けた逆ネジ部分31bと、正ネジ部分31aと螺合し一方の嵌合部材Bを保持する正ナット部分32aと、逆ネジ部分31bと螺合し他方の嵌合部材Cを保持する逆ナット部分32bとを具備している。
(もっと読む)
圧入作業方法
【課題】回転主軸を備えた工作機械を用いて、母材に孔を穿設するとともに、その孔に嵌合部材を無理なく圧入できる一連の作業を能率よく行なえる圧入作業方法を提供する。
【解決手段】工作機械のワークテーブルなどの所定位置に母材Aを搬入してセットする。(a)工作機械の主軸11に装着したツール13aにより母材Aに孔を穿ける穿孔工程を行なう。(b、c)穿孔工程に用いた工作機械の主軸11にツール自動交換装置により圧入装置を装着し、円筒状に形成した嵌合部材B、Cを工作機械内に供給してセットする。(d)主軸11の回転運動を直線運動に変換する螺合部31a、31bを介して上記孔に嵌合部材B、Cを圧入する圧入工程を行なう。(e)圧入工程の後に、この圧入工程に用いた工作機械の主軸11にツール自動交換装置により仕上ツール31cを挿着して、嵌合部材B、Cの内径仕上げをする。
(もっと読む)
かしめ装置の作動機構
【課題】複数の孔に挿入された物品をかしめ加工により固定する際、各かしめ個所の加工量を適切な加工量とし、しかも短時間でかしめ加工を行う。
【解決手段】かしめ装置には、複数のかしめ個所に対応する複数のかしめヘッド8を配置し、さらに、かしめヘッド8の各々について、かしめヘッド8に装着したかしめ刃とかしめ面との距離が他のかしめヘッドに対して異なるよう移動させるスライドブロック20を設ける。油圧シリンダ2を下降させると、かしめ刃とかしめ面との距離が最短であるかしめヘッド8のみにより適切な加工量のかしめ加工が行われ、挿入された物品に変形が生じることはない。また、加工を行うかしめヘッド8はスライドブロック20により切り換えられ、移動することがないから加工時間を短縮できる。
(もっと読む)
1 - 18 / 18
[ Back to top ]