
Fターム[3C034BB13]の内容
研削盤の構成部分、駆動、検出、制御 (11,657) | 構造 (3,536) | 回転軸、主軸台以外の構造 (250) | コラム (20)
Fターム[3C034BB13]に分類される特許
1 - 20 / 20
加工機、運動案内装置
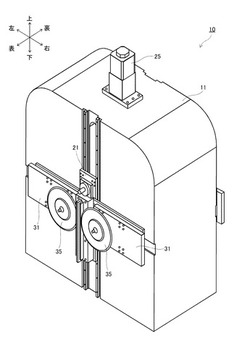
【課題】加工抵抗や熱膨張などによる機械変形が生じることが無く、精度の高い加工を安定して行うことができ、さらに、機械剛性が高く、且つ、省スペース化を実現した、従来技術にはない全く新しい加工機を提供する。
【解決手段】この加工機10は、外郭構造を形成する筺体11と、筺体11の一表面及び他表面に対してそれぞれ設けられ、載置されるワークWを筺体11の設置面と垂直方向に往復移動可能な一対のワークテーブル21と、ワークテーブル21に載置されるワークWの対向する二面を加工可能なように、一対のワークテーブル21を挟むように筺体11に設けられる複数台の加工ヘッド31と、を備えている。そして、この加工機10には、一対のワークテーブル21及び複数台の加工ヘッド31のそれぞれに対して加わる応力の一部を筺体11に受け持たせるモノコック構造が採用されている。
(もっと読む)
加工装置

【課題】加工装置自体のさらなる小型化の要求に応えるための新規な構造の加工装置を提供する。
【解決手段】被加工物を保持する保持手段と、該保持手段に保持された該被加工物を加工する加工手段と、該保持手段を支持し内部に空洞部を備えたフレーム、又は、該加工手段を支持し内部に空洞部を備えたフレームと、を備えた加工装置において、該フレームの空洞部に、流体又は電流を該加工装置の必要箇所に供給する配管又は配線が配設されている。
(もっと読む)
工作機械
【課題】コンパクトな構造及び改善された機械強度を有する工作機械を提供する。
【解決手段】垂直な1つの前壁3とこれに対して直角に配設された2つの側壁2,2’とを有する支柱1を有する1つの機械フレームと、前壁3に配設された1つの工作物保持装置8と、工具14,14’を有する少なくとも1つの工具ホルダ10とを有し、前壁3が、仮想平面E内に位置する、軸状の工作物7を加工するための工作機械において、垂直ガイド5と工作物保持装置8が、仮想平面Eの向かい合う両側に配設されている。
(もっと読む)
研削方法
【課題】端面部と円筒部の砥石消耗の差に起因する砥石車7の急峻な段差を緩和でき、かつ冷却液の研削作用部への供給が容易なため研削能率の低下が少ない端面研削方法を提供する。
【解決手段】砥石車7のコーナーR部を用いて、工作物Wと砥石車7を相対的に移動させて工作物の端面部を研削する端面部研削において、相対移動中の砥石車7の回転軸と工作物Wの回転軸の交差角度を変えながら研削する。端面部を研削する砥石車7の部位を変えながら研削することで、コーナーR部に発生する急峻な段差の発生を防止する。
(もっと読む)
筒状ワークの研削方法
【課題】外研砥石と内研砥石と外径側を測定可能な測定手段を用い、内径側を直接的に測定することなく、外径側も内径側も所望する寸法にて研削できるとともに、より短時間に研削加工することができる、筒状ワークの研削方法を提供する。
【解決手段】筒状ワークWの外径の加工個所の一部を内研砥石TNにて試し研削し、内研砥石の位置情報を得るとともに、外径測定手段60にて試し研削した個所(WK)の寸法を測定するステップと、試し研削した際の内研砥石の位置情報と、試し研削した個所の外径の寸法と、に基づいて内研砥石における筒状ワークの径方向の先端部の位置である内研砥石先端位置を求めるステップと、内研砥石先端位置に基づいて内研砥石の位置を制御して筒状ワークの内径を研削するステップと、外研砥石を用いて試し研削した個所を含む筒状ワークの外径を研削するステップと、を有する。
(もっと読む)
工具研削盤
1条又は多条のねじ切りされたホブ46をリリーフ研削するための多軸のコンピュータ制御工作機械。この機械は、角度を付けて位置決めする(旋回する)ことができ、それによって、2種類の研削法に対応するために研削スピンドル組立体を交換すること又は機械構成を修正することが必要なく、或いは、スピンドルを再方向付けするために追加の機械軸を使用することが必要なく、ホブ及びミリング・カッタのリリーブド歯の幾何形状を研削するためにカップ形状の研削砥石55及び鉛筆形状の研削砥石52の両方を使用するという融通性をもたらす、角度を有する向きのスピンドル65を有する。  (もっと読む)
(もっと読む)
研磨装置
【課題】 研磨ヘッドの位置及び姿勢が同時に変化しても、研磨荷重を常に目標値に保つことができる研磨装置を実現する。
【解決手段】 研磨ヘッド1に取り付けられた加速度検出部10は、研磨工具9が被研磨面17を押し付ける方向(Z方向)の加速度を検出する。検出される加速度は、重力加速度と研磨ヘッド1の移動に伴う加速度のZ方向成分の和である。加速度検出部10の検出値に基づいて、研磨ヘッド1の位置及び姿勢の変化による研磨荷重への影響を算出し、研磨工具9を押し付ける荷重を制御することで、研磨荷重を目標値に保つ。
(もっと読む)
円筒研削機及びインゴットの円筒研削方法
【課題】芯だしを容易に行うことができるとともに、確実にインゴットの位置ずれを防止して加工精度を向上させることが可能な円筒研削機及びインゴットの円筒研削方法を提供する。
【解決手段】シリコン単結晶のインゴット1を軸線O1方向に挟んで、軸線O1回りに回転可能にクランプ保持する一対の支持装置12、13を備えた支持ユニット10と、インゴット1の軸線O1方向に沿って相対移動しつつインゴット1の外周をトラバース研削する研削ユニット11とを有する円筒研削機Bにおいて、支持ユニット10を、一方の支持装置13が上方に、他方の支持装置12が下方に配設されて、インゴット1の軸線O1方向を鉛直方向T2に向けた状態でインゴット1をクランプ保持するように構成する。
(もっと読む)
超仕上げ装置
【課題】製造コストが安価で、かつ、ランニングコストも安価な超仕上げ装置を提供することである。
【解決手段】砥石ヘッドを往復揺動させる手段を、砥石ヘッドの支持ユニットを、基台フレーム3の旋回テーブル4に往復揺動方向で間隔を開けて対向する一対の板ばね10で揺動自在に連結された揺動部材11に取り付けて、揺動部材11に往復揺動方向で対向する一対のガイド板11aを設けて、一対のガイド板11aの対向面に回転駆動される偏心カム16aを当接させ、偏心カム16aの回転によって揺動部材11を往復揺動させて、揺動部材11に取り付けられた砥石ヘッドの支持ユニットを往復揺動させるものとした。
(もっと読む)
タイヤ内面処理方法及びタイヤ内面処理装置
【課題】タイヤ内面を適正に研摩し得るタイヤ内面処理方法を提供する。また、かかる処理方法を実施し得るタイヤ内面処理装置を提供する。
【解決手段】研摩具5によりタイヤ内面4を研摩するタイヤ内面処理方法である。かかる方法では、研摩具5のタイヤ内面4に対する押圧力を制御して、タイヤ内面4を研摩する。また、かかる処理方法を実施し得るタイヤ内面処理装置1である。
(もっと読む)
基板の平面研削装置
【課題】高剛性の基板平面研削装置の提供。
【解決手段】回転/直動可能な砥石軸に軸承されたカップホイール型砥石14を水静圧軸受と磁気軸受で回転および直動可能に支持した研削ヘッド1、前記砥石軸が垂直方向となるよう下面中央位置に研削ヘッド1を固定した固定板6、ワークチャックロータリーテーブル機構2、および、前記固定板6を上下移動させるキネマカップリング73,83およびシリンダロッド72を備える固定板昇降機構7を三基備える基板平面研削装置100。固定板6の荷重も基板を研削する砥石14に負荷する高い剛性の研削装置であるので、基板径が450mmと大きい半導体基板であっても得られる基板の厚み分布の振れが小さい。
(もっと読む)
研磨装置及び研磨装置の制御方法
【課題】できる限り研磨時間を短縮しながら光学部品を自動的に研磨できる研磨装置及び研磨装置の制御方法を得る。
【解決手段】研磨しようとする光学部品Lと同一仕様のデータ取得用光学部品をポリシャで研磨して取得した研磨時間と研磨量の相関関係に関するデータと、被研磨面形状の測定値の設計値からの誤差量と、に基づいて、被研磨面の各位置におけるポリシャの滞留時間を演算し、被研磨面の特定位置の滞留時間に関する修正値に基づいて該特定位置の滞留時間を再演算し、再演算結果を反映した各位置における滞留時間情報に基づいてポリシャを自動走査制御する。
(もっと読む)
立軸型平面加工盤
【課題】工具を支持する主軸の傾きやぶれが高度に防止され、大型平面加工の高精度化に適した立軸型平面加工盤を提供する。
【解決手段】テーブル1上に保持されたワークWを、主軸2に取り付けられた砥石3によって研削する立軸型平面加工盤であって、定置のベッド部1と、ベッド部1に固定された中間コラム部2と、中間コラム部2に固定されたラム受け部3と、ラム受け部3に形成されたラム受け枠4aと、ラム受け部3をラム受け部3等の定置部材に対して垂直姿勢を維持して昇降させる昇降機構12と、昇降機構12の一側において昇降部材12aに接続されたモータ18と、主軸10を回転自在に支持し、昇降機構12の他側において昇降部材12aに接続されてラム受け枠4a内を昇降する角ラム9と、を有している。角ラム9の立軸周りの外面は、ラム受け枠4aの内面によって囲まれ、該外面が該内面上を摺動することにより角ラム9の昇降が案内される。
(もっと読む)
平面研磨装置
【課題】上定盤をバランス良く支持することが可能であると共に昇降駆動性にも優れた平面研磨装置を得る。
【解決手段】上定盤1を研磨位置と非研磨位置との間で昇降駆動する昇降装置8が、同期的に動作する3つの昇降用駆動機構部8Aと、これらの昇降用駆動機構部8Aと上定盤1とを連結する連結機構部8Bとを有していて、上記昇降用駆動機構部8Aが、機体の上記上定盤1を取り囲む位置に120度間隔で並列に配設され、また、上記連結機構部8Bが、上定盤1を支持する支持部11から放射方向に120度間隔で延出して上記昇降用駆動機構部8Aに連結された3本の連結アーム12を有する。
(もっと読む)
ブラッシング装置
【課題】ワークテーブルに確実に回転力を伝達する。
【解決手段】駆動ローラ28の回転力は、駆動側接触面29を従動ローラ15の従動側接触面18に接触させることによって従動ローラ15に伝達され、従動ローラ15に伝達された回転力はワークテーブル12に伝えられる。ベルトやチェーンなどの伸び変形が懸念される回転力伝達手段を介在させるのではなく、駆動ローラ28と従動ローラ15を直接接触させるようにしたので、回転力の伝達機能が損なわれる虞がない。また、金属製の駆動側接触面29の凹凸部30が弾性を有する従動側接触面18に食い込むので、回転力が確実に伝達される。
(もっと読む)
研ぎ整形装置
【課題】回転砥石によるツールの研ぎ処理を穏やかかつ簡単な処理として行う。
【解決手段】ベース20に取り付けられたケーシング30を備え、ツールを受ける2つの挿入スロット40,40’がケーシング30上部に備えられた研ぎ整形装置10において、弾力性部材110によりエンジン70を上記ベース20に接続する可動ロッド120と、上記エンジン70により駆動可能に固定されるとともに、上記可動ロッド120と上記弾力性部材110との両方の作用によって可動されるユニットを構成する回転砥石80とを備え、上記2つの挿入スロット40,40’のうちの1つの中に挿入された上記ツールの表面に上記回転砥石80を接触させながら、上記ロッド120は、上記弾性部材110の作用によりその垂直軸に対して移動可能であって、上記それぞれの挿入スロット40,40’は、上記ツールを受けるように設定された角度に形成されている。
(もっと読む)
ガラスの面取り装置
【課題】 飛散する研削水の影響を受けることなく研磨部位の測定を行なうようにする。
【解決手段】 前後方向に走行する走行体1上に旋回するように設けた供給板ガラスの保持テーブル11と、このテーブルの走行路の両外側に対向間隔の調整及び上下の位置調整可能に設けた板ガラスの辺縁上下面の面取り用の回転砥石31、32と、上記テーブルの走行路両側で、かつ上記回転砥石の手前に位置して上記板ガラスの両側縁を上方から測定するように設けた垂直な第1カメラP1 、P2 及び板ガラスの両側面を横から測定するように設けた水平な第2カメラP3 、P4 とからなり、上記垂直な第1カメラにより読み取って加工ずれ量を上記旋回駆動装置の運転により上記テーブルの旋回により補正するように連動させ、上記垂直な第1カメラ及び水平な第2カメラの読み取りにともなう面取り量のずれを上記回転砥石の移動により補正するように連動させた構成を採用する。
(もっと読む)
タイヤ研削機アッセンブリ
【課題】書面に垂直方向に対して傾斜した光路で受光することで、書面の走査位置またはその直前(直後)を常に目視可能とする。
【解決手段】レンズ系を介して書面2からの反射散乱光を1次元イメージセンサに受光することで主走査を行い、書面2を被覆したハウジング1を手送り移動することで副走査を行う図面イメージの入力手段において、該ハウジング1内の上部に装着され、その受光面が図面と平行になるように設定された1次元イメージセンサと、書面2に垂直でセンサ列方向軸を含む平面に対して傾斜し、かつ該センサ列方向軸と直交した光路面を構成するレンズ系とを備え、該ハウジング1の被覆側端部で主走査する。  (もっと読む)
(もっと読む)
弾性体ローラの研削方法
【課題】弾性体ローラであるゴムローラの外周面を研削仕上げする従来のプランジ研削機は、研削抵抗が大きくローラ精度に問題があった。研削抵抗を小さくすることにより弾性ローラのたわみを小さくしてふれ精度を向上させかつびびりの発生をなくし精度の良い弾性体ローラを製造する。
【解決手段】弾性体ローラ101の外周面を円筒状の砥石22で研削するプランジカット方式の研削方法において、弾性体ローラ101と対向して回転する研削砥石22と弾性体ローラ101が接触して研削するときに研削砥石101と弾性体ローラ101の接触に伴う負荷変動を負荷変動と連動して変化するセンサーで感知して、切込み移動側20の前進後退を制御したことを特徴とする研削方法。
(もっと読む)
平面研削装置
【課題】 左右移動ワ−クテ−ブル、前後移動ツ−ルテ−ブルおよび上下移動砥石頭固定滑走体の真直度の優れる油静圧直動案内装置を備えた平面研削装置の提供。
【解決手段】 油静圧直動案内装置50の一方を構成するスライド本体2(ワ−クテ−ブル4、サドル7および砥石頭固定滑走体2)の荷重は、ガイド本体1のフレ−ム6素材の突起体12b,12cの頭頂部に直接懸かるので、当て板23a,23bの撓み変形はなく、また、油ポケット41,42、43,44もスライド本体2の八面を拘束するようにスライド本体2の摺動面に下ポケット41と上ポケット42、外サイドポケット43と内サイドポケット44を油圧がバランスとれるように数も考慮して配置しているので、スライド本体2の真直度は向上する。
(もっと読む)
1 - 20 / 20
[ Back to top ]