
Fターム[3C036AA01]の内容
穴あけ、中ぐり加工 (1,347) | 特定対象、形態の加工 (324) | プリント基板の加工 (74)
Fターム[3C036AA01]に分類される特許
1 - 20 / 74
プリント配線板加工装置
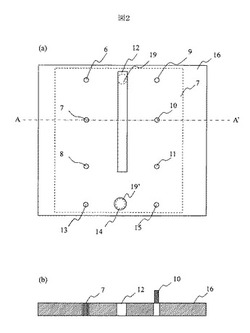
【課題】加工すべきプリント配線板を加工装置に誤った方向でセットすることができないようにしたプリント配線板加工装置を得る。
【解決手段】プリント配線板加工装置のテーブル16には、加工するプリント配線板2の上辺及び下辺の中央付近に一対のガイド穴に抜き挿し可能な一対のガイドピンを挿入したプリント配線板の前記ガイドピン19、19'を挿入してプリント配線板の位置決めを行って前記テーブルにセットさせる一対の穴が設けられると共に、一対の穴の左右方向の予め定められた距離の位置に、1つだけが突出制御される4つのマークピン6、9、13、15が設けられている。プリント配線板2には、下辺となるガイド穴の左右いずれか一方の側の予め定められた距離と同一の距離の位置にマーク穴が設けられ、マーク穴をテーブル上に突出しているマークピンに挿入して前記プリント配線板を位置決めして前記テーブルにセットする。
(もっと読む)
穴明け加工機

【課題】 ドリルの軸心Oの位置を常に予め設定した位置に位置決めすることができ、加工精度を向上させることができる穴明け加工機を提供すること。
【解決手段】 ドリル12を保持するためのコレットチャック22を備え、ドリル12を回転させるスピンドルモータ20と、コレットチャック22を開閉させるシリンダ30と、スピンドルモータ20を軸線O方向に移動自在に支持するスリーブ50と、スリーブ50を軸線O方向と直角な2方向に移動可能な貫通穴51a(空間)を内部に備えるスリーブホルダ51と、スリーブ50をスリーブホルダ51に対してXYZの3軸方向に固定するシリンダ52とを設ける。そして、コレットチャック22でテーブル2上に配置された位置決め基準ピン60を保持させることによりコレットチャック22を介してスリーブホルダ51に対するスリーブ50の位置を定め、その後、スリーブ50をスリーブホルダ51に固定する。
(もっと読む)
プリント基板の加工方法、プリント基板の加工装置、およびプログラム
【課題】 工具測定をプリント基板1スタックの加工後毎に行い、プリント基板1スタック加工前後の工具径を比較することで、不良基板の発生枚数を最小限に抑えることができ、加工効率の低下を防止でき、かつ、欠けた工具で加工した不良基板を後工程へ渡すことを防止できる加工方法を提供する。
【解決手段】 工具径測定手段を有する加工装置を用いて、プリント基板と工具とを相対的に移動させることで前記プリント基板を加工する加工方法において、工具径を測定し、前記プリント基板1スタックを加工し、加工後、再び工具径を測定し、前記プリント基板1スタックの加工前の工具径と加工後の工具径との差の絶対値が、予め設定された工具径差許容値よりも大きい場合は、アラームを出し加工動作を停止することで、不良基板の発生枚数を最小限に抑えることができ、加工効率の低下を防止でき、かつ、欠けた工具で加工した不良基板を後工程へ渡すことを防止できる。
(もっと読む)
孔開け加工装置およびこれに用いる敷き板
【課題】板状の対象物に孔開け加工を行う場合、その対象物の下に当てる敷き板の無駄を減らすことできる孔開け加工装置とその敷き板を提供する。
【解決手段】孔開け加工の際に基板1を貫通したドリル3によって削られる被穿孔部20を本体部15から着脱可能にしている。これにより、被穿孔部20のみを交換することによって本体部15を使い続けることができるので、従来のように敷き板全体を使い捨てにする場合に比べて無駄を大幅に減らすことができる。
(もっと読む)
穴明け加工装置
【課題】簡単な構造で、移動テーブルによって移動される被加工部材の固定テーブルとの間に発生する摩擦抵抗を抑制し、被加工部材の位置決めを素早くかつ精度良く行うことが可能な穴明け加工装置を提供すること。
【解決手段】第1方向Xに移動可能な加工部44と、加工部44と対向する位置にあって、プリント基板2を載置する固定テーブル50及び固定テーブル50に載置されたプリント基板2を固定すると共に、載置されたプリント基板2を第1方向Xと直交する第2方向Yに移動させる移動テーブル51を有する加工テーブル10と、を備え、加工部44と移動テーブル51とを移動させてプリント基板2の加工位置の位置決めを行うプリント基板加工機1において、固定テーブル50にエアを供給するエア供給器53を備え、固定テーブル50は、固定テーブル50に載置されたプリント基板2にエア供給器53から供給されるエアを噴射する複数の噴射穴52を有する。
(もっと読む)
プリント基板加工機
【課題】ドリルによるプリント基板の穴あけ加工時に発生する穴曲がりを低減し、加工精度と生産性を高めること。
【解決手段】プリント基板加工機は、ドリル7を保持するスピンドル5が移動するドリルと直交する方向に設置された固定テーブル15と、プリント基板を保持して固定テーブル15と直交する方向に移動可能な移動テーブル14と、プリント基板の穴あけ位置近傍を押圧してプリント基板を固定テーブル側に付勢するプレッシャフット12と、固定テーブルにドリルの軸方向の振動を付与する振動子16と、を備えて、プリント基板をプレッシャフット12で固定テーブル側に押さえ、プリント基板に振動子16で振動を与える。プレッシャフットと振動子とが異なった部材に設けられているので、プリント基板に位置ズレが生じることなく穴をあけることができる。
(もっと読む)
長穴加工方法、穴明装置並びにプログラム
【課題】加工効率の良い長穴の加工方法、穴明装置並びにプログラムを提供する。
【解決手段】まず、ワークに少なくとも2つ以上の穴31を穿設し(第1の工程、図2(a))、次に、隣接する穿設された穴31,32に一部が重なるような穴を穿設して行く(第2の工程、図2(b)〜(d))。この時、穿設する穴32,35と隣接する穴とのピッチPが所定距離よりも大きい場合、第1の工程よりも遅い長穴標準切削速度で穴32を穿設し(図2(b)(c))、ピッチPが所定距離よりも小さくなったならば、長穴標準切削速度よりも速い高速切削速度で穴35を穿設し(図2(d))、長穴30の面精度を仕上げる。
(もっと読む)
孔あけ加工用あて板
【課題】孔あけ位置精度を向上させうるあて板を安価に製造することができる孔あけ加工用あて板を提供する。
【解決手段】あて板1は、アルミニウム製基板2の少なくとも片面に水溶性潤滑層3が形成されたものである。潤滑層3は、エチレンオキサイド−プロピレンオキサイド共重合体を含有する水溶性樹脂組成物の押出コート層である。エチレンオキサイド−プロピレンオキサイド共重合体におけるプロピレンオキサイドの共重合割合が0.1〜20質量%である。エチレンオキサイド−プロピレンオキサイド共重合体の数平均分子量が、1万以上である。試験温度125℃及び試験荷重21.18Nで測定されたエチレンオキサイド−プロピレンオキサイド共重合体及び水溶性樹脂組成物のメルトフローレートが、いずれも0.1〜100g/10minである。
(もっと読む)
プリント基板の穴明け方法及びプリント基板加工機
【課題】 穴明け加工時にドリルの駆動反力により発生する装置振動の低減を図り、高速で高精度な加工ができるプリント基板の穴明け方法及びプリント基板加工機を提供すること。
【解決手段】 プリント基板Pを載置するテーブル3とドリル7とを水平なXY方向に相対的に位置決めした後、ドリル7をプリント基板Pに対してXY方向に垂直なZ方向に相対的に移動させてプリント基板Pに穴を加工するプリント基板の穴明け方法において、ドリル7a〜7fをA,B2つの工具群に分け、工具群Aのドリル7a,7c,7eをプリント基板Pに対して移動を開始させた後、予め定める時間遅れΔt経過後、工具群Bのドリル7b,7d,7fを工具群Aのドリルの動作パターンと同じ動作パターンで、プリント基板Pに対して移動させる。
(もっと読む)
エントリーボードおよび多層基板の貫通孔加工方法
【課題】良好な貫通孔内壁形状および孔位置精度を確保することができ、安価に多層基板を製造することができるとともに、副資材のコストを低減することのできる多層基板の貫通孔加工方法を提供する。
【解決手段】バックアップボード41に載せた多層基板32の上にエントリーボード42を載せ、ドリル43でエントリーボード42から多層基板32に小口径の貫通孔を開ける多層基板の貫通孔加工方法において、エントリーボード42を、耐熱性ポリエチレンテレフタレートで150μm以上250μm以下の厚さに形成し、ドリル43の回転数を100krpm以上200krpm以下にし、ドリル43の突っ込み速度を1.0m/min以上2.0m/min以下にし、バックアップボード41へのドリル43の切り込み量を0.2mm以上0.4mm以下にする。
(もっと読む)
電気回路基板の孔あけ加工方法
【課題】本発明は、電気回路基板の孔あけ加工方法を提供する。
【解決手段】本発明の電気回路基板の孔あけ加工方法は、穿設すべき貫通孔の最も小さい数目N及び隣り合う2つの貫通孔の間の間隔を設定するステップ1と、命令起点及び命令終点に対応する貫通孔を穿設するステップ2と、加工しようとする領域を設定し、加工しようとする領域に穿設すべき貫通孔の数目M<3か否かを判断し、M<3であると、スルーホールに対する加工を終了するステップ3と、M<3ではないと、命令起点と命令終点との間に分段点を設置するステップ4と、命令起点と分段点との間に穿設すべき貫通孔の数目L=Mか否かを判断して、L=Mであると、ステップ7に入るステップ5と、L<Mであると、分段点である貫通孔を穿設するステップ6と、命令起点と分段点との間に複数の貫通孔を穿設するステップ7と、分段点を命令起点として、ステップ3に戻るステップ8と、を備える。
(もっと読む)
加工プログラム自動変換プログラム
【課題】下穴加工が必要な場合に、作業者が加工プログラムを変換していたので、煩雑で時間を要し、かつ設定ミスが発生し易いという問題があった。
【解決手段】下穴加工条件表に下穴加工が必要な加工条件の番号(加工番号)と、下穴加工の条件を入力するだけで、加工プログラムの中から当該加工番号の探し出し、対応する加工穴の位置座標を読み取って下穴加工用のプログラムを作成し、それを加工プログラムの当該加工番号の前に組み込む加工プログラム自動変換プログラムを作成した。
(もっと読む)
プリント基板加工機のツールポスト
【課題】工具の軸線をコレットチャックの軸線と同軸にすることができるプリント基板加工機のツールポストを提供する。
【解決手段】スリーブ51と、上端側に工具を保持するスリット60tが形成されスリーブ51の内部を移動自在のホルダ60と、スリーブ51の内部に配置されるカラー61と、第1のばね53と、ばね定数が第1のばね53のばね定数よりも小さい第2のばね62とを設け、第2のばね62をホルダ60とカラー61との間に、また、第1のばね53をカラー61の下側に、それぞれ配置する。工具31をホルダ60に載置する際、距離mを移動する間、ホルダ60は第2のばね62による付勢力でコレットチャックを付勢し、距離mを超えて移動する場合は、第1のばね53による付勢力によりスリット60tを拡げる。
(もっと読む)
プリント回路基板に基準孔を形成するための自動工作機械及び基準孔を形成するための方法
【課題】費用効率の高いプリント板回路基板の基準孔形成を高い品質で、且つ、短いクロックサイクルで可能とする自動工作機械を提供する。
【解決手段】プリント回路基板3を受けるための工作物キャリア1と、プリント回路基板を処理するための少なくとも1つの穿孔ステーションと、個々のプリント回路基板3を工作物キャリア1上に順次に付着するとともに、プリント回路基板を工作物キャリアから除去するための機構とを有する自動工作機械に関する。また、基準孔をパネル3に形成するための方法に関する。
(もっと読む)
配線板の製造方法
【課題】ディスクリート部品をしっかりと固定して位置決めすることができ、しかもガラス繊維の切れ残りの発生を防止して加工精度を確保可能な配線板の製造方法を提供する。
【解決手段】複数の貫通孔の外周が交点を有するように孔開けされることで、前記複数の貫通孔により連続した異形貫通孔が形成され、前記複数の貫通孔の外周の交点が前記異形貫通孔の外周の内側に突出した突出部を形成する配線板の製造方法であって、前記異形貫通孔の外周内でかつ前記異形貫通孔の突出部となる前記複数の貫通孔の外周の交点の近傍に下孔を設ける配線板の製造方法である。
(もっと読む)
加工装置、および、加工具と被加工物の距離補正方法
【課題】回転刃の刃先と被加工物の高さ方向の距離を正確に補正する。
【解決手段】ルータビット43と、多軸ロボット3と、接触式変位計7と、レーザ変位計8と、高さ補正部とを有する。多軸ロボット3は、ルータビット43を軸回転させ、被加工物100に対して移動させる。接触式変位計7は、多軸ロボット3がルータビット43の刃先を変位計測面7Aに上から押し当てたときに生じる変位を計測する。レーザ変位計8、変位計測面7Aと被加工物100の相対的な高さを計測する。高さ補正部は、接触式変位計7とレーザ変位計8の計測結果に基づいて、ルータビット43の刃先と被加工物100との高さを補正する。
(もっと読む)
ドリル孔明け用エントリーシート
【課題】 孔位置精度の低下やドリル折れの原因となるドリルビットへのエントリーシート樹脂の巻き付きが少なく、孔位置精度に優れるドリル孔明け用エントリーシートを提供する。
【解決手段】 金属箔の少なくとも片面に水溶性樹脂組成物層が形成されており、該水溶性樹脂組成物層が多分散度Mw/Mn=2.5以下のポリエチレンオキサイドを含むドリル孔明け用エントリーシート。
(もっと読む)
ドリル孔明け用エントリーシートの製造方法
【課題】 金属箔に、厚みが50μm以上の厚くかつ気泡が存在しない水溶性樹脂組成物層を形成した、孔位置精度に優れたドリル孔明け用エントリーシートを製造する方法を提供する。
【解決手段】 金属箔の少なくとも片面に水溶性樹脂組成物層を形成したドリル孔明け用エントリーシートの製造方法において、水溶性樹脂組成物の水溶液を金属箔に塗布、乾燥、固化させて水溶性樹脂組成物層を形成し、その上に逐次的に水溶性樹脂組成物層を塗り重ねて形成された多層水溶性樹脂組成物層の厚みが50μm以上である多層水溶性樹脂組成物層を形成することを特徴とするプリント配線板材料用のドリル孔明け用エントリーシートの製造方法、および該製造方法により得られたプリント配線板材料用のドリル孔明け用エントリーシート。
(もっと読む)
プリント配線板の加工方法
【課題】 プリント配線板の穴加工において、小径の下穴を形成せず、本来の目的とする穴径のドリルのみを使用して、長穴を位置精度良く加工する方法を提供する。
【解決手段】 所定の長手側寸法と短手側寸法を有する貫通の長穴を形成する場合、長穴の片側より順次ドリル位置をずらして連続加工を行い長穴を形成していく際、ドリルの回転方向が同じであれば、必ず同じ方向に穴がずれて長穴が曲がった形状になる。そこで、元々の加工データの座標を曲がる方向と逆方向にずらしておくことで、安定した穴位置精度と形状を実現できる。
(もっと読む)
ドリルによる穴あけ加工に用いるエントリーシート
【課題】 穴あけ位置のずれにくいエントリーシートを提供する。
【解決手段】 このエントリーシートは、Fe+Si≦2.0%と、0.05%≦Sn≦0.50%と、各不可避不純物元素0.01%以下と、残部Alからなる元素組成を持つアルミニウム箔を具備する。一般的には、このアルミニウム箔の片面に、ポリエステル樹脂溶液を塗布し乾燥して、ポリエステル樹脂皮膜を形成し、この皮膜面に、樹脂シートを貼合してエントリーシートとする。アルミニウム箔としては、Fe+Si≦2.0%と、0.05%≦Sn≦0.50%と、0.05%≦Bi≦0.50%と、各不可避不純物元素0.01%以下と、残部Alからなる元素組成を持つものも使用しうる。
(もっと読む)
1 - 20 / 74
[ Back to top ]