
Fターム[3C037CC01]の内容
Fターム[3C037CC01]に分類される特許
1 - 20 / 181
表面被覆切削工具
ツイストドリルおよびラミネート材の穿孔方法
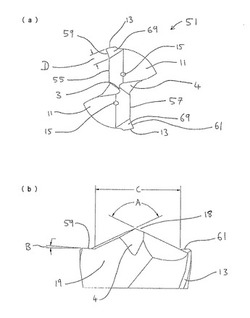
【課題】ドリルの性能を維持しつつ、外バリおよびバリキャップの形成を抑えるツイストドリルを提供する。
【解決手段】金属用ツイストドリルは、130度の角度Aを持つ先端(18)を形成する内側切削刃を含む。各切削刃(55、57)の外側周辺部は、外側切削部(59、61)を形成する。外側切削部は、対応する内側切削刃に対して反対方向へ傾斜すると共に、ツイストドリルの回転軸に対して直角な面に対して3度の角度Bを形成する。外側切削部の切削刃の幅Dは、ツイストドリルの直径の10.5%である。金属用ツイストドリルは、バリ突出量の少ない孔を穿設できる。
(もっと読む)
表面被覆切削工具

【課題】切削開始初期段階においてすぐれた耐ピッチング性、耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】 WC基超硬合金からなる工具基体の表面に、AlとCrの複合窒化物層を蒸着形成した表面被覆切削工具において、硬質被覆層は柱状結晶組織を有し、刃先の柱状結晶組織の成長軸線方向は、工具基体表面の垂直方向に対して傾斜しており、刃先の逃げ面における柱状結晶組織の成長軸線方向の傾斜角度は、工具基体表面の垂直方向から、逃げ面延長線とすくい面延長線上の交点に向かって18±5°であり、また、刃先のすくい面における柱状結晶組織の成長軸線方向の傾斜角度は、工具基体表面の垂直方向から、逃げ面延長線とすくい面延長線上の交点に向かって30±5°である表面被覆切削工具。
(もっと読む)
潤滑特性と耐摩耗性にすぐれた表面被覆ドリル
【課題】湿式高速の深穴用ドリル加工条件においても、長期間に亘り高い耐摩耗性を維持する表面被覆ドリルを提供する。
【解決手段】超硬合金焼結体あるいは高速度鋼からなるドリル基体の上に、直接または中間層を介し、最表面に粒径組成制御層として(Cr1−xAlx)Nの成分系からなる層厚0.3〜5.0μmの硬質被覆層が存在する表面被覆ドリルにおいて、
(a)ドリルのマージン部の粒径組成制御層の膜断面でのAlの含有比率xの値が、0.1以上0.6以下の範囲に存在し、xの値が0.2以下となる層状のCr高含有領域と、xの値が0.3以上となる層状のAl高含有領域が存在し、かつ、
(b)Cr高含有領域における結晶粒の平均アスペクト比Aが、1〜5であり、かつ、
(c)Al高含有領域における結晶粒の平均アスペクト比Bが、10〜70であることにより、上記の課題を解決する。
(もっと読む)
耐摩耗性と切り屑排出性にすぐれた表面被覆ドリル
【課題】合金鋼の湿式高速穴あけ加工条件においても、長期間にわたり高い耐摩耗性と切り屑排出性を維持する表面被覆ドリルを提供する。
【解決手段】超硬合金焼結体あるいは高速度鋼からなるドリル基体の上に、直接または中間層を介し、最表面に組成硬度制御層を形成した表面被覆ドリルにおいて、組成硬度制御層が、(Ti1−xAlx)Nの成分系および層厚0.3〜5.0μmからなり、かつ、成分系のうち、金属元素全体に対するAlの含有割合をxとしたとき、ドリル先端におけるAlの含有割合がx=0.3〜0.5、かつ、ドリル先端からドリル直径の3倍の位置のマージン部におけるAlの含有割合がx=0.5〜0.7に存在し、かつ、Alの含有割合xがドリル先端からドリル直径の3倍の位置まで漸次増加することにより、上記の課題を解決する。
(もっと読む)
耐熱性および耐摩耗性にすぐれた表面被覆切削工具
【課題】一般鋼、高硬度鋼等の高速切削加工で硬質被覆層がすぐれた耐熱性および耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】炭化タングステン基超硬合金または炭窒化チタン基サーメットで構成された工具基体の表面に硬質被覆層を形成してなる表面被覆切削工具において、前記硬質被覆層が、0.5〜5μmの平均層厚を有し、かつ、組成式:(Al1−α−βCrαReβ)N(但し、αはCrの含有割合を示し、原子比で、0.25≦α≦0.55、βはReの含有割合を示し、原子比で、0.001≦β≦0.10である)を満足するAlとCrとReの複合窒化物層からなる表面被覆切削工具。
(もっと読む)
耐摩耗性と切屑排出性にすぐれた表面被覆ドリル
【課題】炭素鋼の深穴加工に用いられた場合にもすぐれた耐摩耗性と切屑排出性を示し表面被覆ドリルの長寿命化を図る。
【解決手段】(1)ドリル基体の上に、平均層厚0.8〜5.0μmを有する(Ti1−x−yAlxSiy)(N1−zOz){ただし、原子比で、x=0.40〜0.70、y=0.01〜0.10、Z≦0.4}の成分系からなる複合酸窒化物層を被覆してなる表面被覆ドリルにおいて、該被覆層はドリル先端部からシャンクに向かって、酸素含有量が漸次増加しているとともに、(2)微細粒状晶組織から柱状晶組織へと平均長径が連続的に増加し、該結晶粒組織の平均アスペクト比は漸次増加しており、(3)平均表面粗さRaは漸次減少するため、切削衝撃によりクラックが誘発されるような、ドリル軸方向に沿って熱特性や機械特性が極端に変化する界面が存在しないことを特徴とする表面被覆ドリル。
(もっと読む)
潤滑特性と耐摩耗性にすぐれた表面被覆ドリル
【課題】湿式高速の深穴用ドリル加工条件においても、長期間にわたり高い耐摩耗性を維持する表面被覆ドリルを提供する。
【解決手段】超硬合金焼結体あるいは高速度鋼からなるドリル基体の上に、直接または中間層を介し、最表面に粒径組成制御層として(Ti1−xAlx)Nの成分系からなる層厚0.3〜5.0μmの硬質被覆層が存在する表面被覆ドリルにおいて、
(a)ドリルのマージン部の粒径組成制御層の膜断面でのAlの含有比率xの値が、0.1以上0.6以下の範囲に存在し、xの値が0.2以下となる層状のTi高含有領域と、xの値が0.3以上となる層状のAl高含有領域が存在し、かつ、
(b)Ti高含有領域における結晶粒のアスペクト比Aが、1〜5であり、かつ、
(c)Al高含有領域における結晶粒のアスペクト比Bが、10〜70であることにより、上記の課題を解決する。
(もっと読む)
超高圧焼結体回転切削工具
【課題】
回転切削工具において刃先先端部の剛性及び耐摩耗性を改善し、かつチッピングを生じにくく、また再研磨によって工具寿命の向上が可能な軸状の切削工具を提供する。
【解決手段】
本発明の回転切削工具は、超硬合金の基板上に超高圧高温下で焼結一体化された焼結超砥粒層を有する複合材からなる刃先をシャンクにロウ付けした切削工具であって、該刃先部分の軸長方向における先端から一定範囲、特に2.0mmから7.0mmが専ら、該焼結超砥粒の単一体で構成されていることを特徴とする。
(もっと読む)
硬質皮膜およびその形成方法ならびに硬質皮膜被覆部材
【課題】従来の硬質皮膜であるTiAlNや酸化物皮膜よりも耐摩耗性に優れた硬質皮膜を提供する。
【解決手段】基材の表面に形成される硬質皮膜であって、(TiaAlbSic)Oxからなり、0.3≦a≦0.7、0.3≦b≦0.7、0≦c≦0.2、a+b+c=1、0.8≦[x/(2a+1.5b+2c)]≦1.2を満たすことを特徴とする硬質皮膜、または、(TiaCrdAlbSic)Oxからなり、0.05≦a≦0.4、0.1≦d≦0.85、0≦b≦0.7、0≦c≦0.2、a+b+c+d=1、0.8≦[x/(2a+1.5d+1.5b+2c)]≦1.2満たすことを特徴とする硬質皮膜(a,d,b,cはTi,Cr,Al,Siの原子比を示し、xはOの原子比を示す)。
(もっと読む)
切削工具
【課題】耐摩耗性に優れるとともに、切刃先端の摩耗に伴う切削性能の低下が抑えられ、より多くの加工数に亘り切削性能が持続する切削工具を提供する。
【解決手段】切刃7,8にダイヤモンド被覆等の耐摩耗被覆12が施され、切刃の逃げ角が15度以上にされ、被削材の切削中に、すくい面6上の被覆の切刃先端の縁部が摩耗し、その摩耗の半径方向内方への進行に従って、逃げ面10上の被覆の切刃先端の縁部が被削材との摩擦により削られてその下の母材が露出し、さらにこの露出した母材が摩耗することにより逃げ面が半径方向内方に後退することで切刃が研がれて鋭利に保持される。切刃は、その切刃先端を工具先端Oから軸AX方向後方に辿って初めて最大径となる切刃最大径位置RXによりさらに軸方向後方に及んで形成され、摩耗によって切刃最大径位置が軸方向後方に後退する。
(もっと読む)
硬質皮膜および硬質皮膜形成用ターゲット
【課題】従来の硬質皮膜である上記TiAlNや、TiCrAlN、TiCrAlSiBN、CrAlSiBN、NbCrAlSiBN等よりもより耐酸化性、耐摩耗性に優れた硬質皮膜を提供する。
【解決手段】基材の表面に形成される硬質皮膜であって、(TiaCrbAlcMdBe)(CxN1−x)からなり、0≦a≦0.2、0.05≦b≦0.4、0.45≦c≦0.65、0.005≦d≦0.05、0≦e≦0.15、a+b+c+d+e=1、0≦x≦0.5、M:Ce、PrおよびScよりなる群から選択される1種以上(a,b,c,d,eは夫々Ti,Cr,Al,M,Bの原子比を示し、xはCの原子比を示す。)であることを特徴とする硬質皮膜。
(もっと読む)
ダイヤモンド被覆切削工具
【課題】CFRP材の切削加工において、刃先の耐衝撃性と潤滑性、切屑排出性にすぐれ、長期の使用にわたってすぐれた耐摩耗性を発揮するダイヤモンド被覆切削工具を提供する。
【解決手段】 工具基体表面に、結晶性ダイヤモンド層を被覆したダイヤモンド被覆切削工具において、切れ刃の上記結晶性ダイヤモンド層の表面には、平均粒径1〜50nmのナノダイヤモンド層を被覆形成し、切れ刃の最先端から上記結晶性ダイヤモンド層までの最短距離を3〜15μmとし、さらに、切れ刃の上記ナノダイヤモンド層のすくい面側表層(さらに、ナノダイヤモンド層の逃げ面側表層)には、表面粗さRaが0.1μm以下で膜厚が10〜200nmの非晶質カーボン膜を形成する。
(もっと読む)
耐摩耗性と切屑排出性に優れた表面被覆ドリル
【課題】高送り・乾式の深穴用ドリル加工条件においても硬質被覆層がすぐれた耐摩耗性と切屑排出性を発揮する表面被覆ドリルを提供する。
【解決手段】ドリル先端部の逃げ面の皮膜断面の結晶粒形状を観察したとき、粒径制御層を構成する結晶粒が幅10〜100nm、高さ0.2〜6.0μmの柱状晶からなり、かつ、ドリルの切屑排出溝のうち、ドリル先端部からドリル基体の長さに沿ってドリル径の5倍の長さまでの領域において、粒径制御層を構成する切れ刃の皮膜断面の結晶粒形状を観察したとき、粒径制御層を構成する結晶粒の平均アスペクト比が、ドリル先端から後方に向けて、1〜100の範囲で漸次減少し、かつ、ドリル先端部から直径の0.01倍の位置における平均アスペクト比が直径の5倍の位置における平均アスペクト比の2倍以上である。
(もっと読む)
耐摩耗性と切屑排出性に優れた表面被覆ドリル
【課題】高速・湿式の深穴用ドリル加工条件においても硬質被覆層がすぐれた耐摩耗性と切屑排出性を発揮する表面被覆ドリルを提供する。
【解決手段】超硬合金焼結体、サーメットあるいは高速度鋼からなるドリル基体の上に、Tiの窒化物、炭化物または炭窒化物、あるいはTiとAlからなる複合窒化物のいずれかの組成の単層構造からなる硬質被覆層が形成された表面被覆ドリルにおいて、硬質被覆層の縦断面組織を観察した際に、ドリルのマージン部、先端切れ刃および逃げ面においては、硬質被覆層が、アスペクト比が10〜100、幅20〜100nmの柱状組織からなる単層構造を有し、かつ、ドリルのフルート溝部においては、粒状組織からなる単層構造を有し、加工長さL、直径DとしたときL/Dが3を超える深穴加工においてもマージン部の高い耐摩耗性と、フルート溝部の高い切屑排出性を長期に亘って実現する。
(もっと読む)
立方晶窒化アルミニウムチタンコーティングおよびその作製方法
【課題】立方晶窒化アルミニウムチタンコーティングおよびその作製方法を提供する。
【解決手段】B1立方晶相の単層構造と組成(AlxTi1−x)Nとを有し、xが約0.46〜約0.52モルの範囲である、少なくとも1つの窒化アルミニウムチタン層を含むハードコーティングを有する、コーティングされた切削工具を開示する。ハードコーティングはまた、XRD Sin2ψ法によって測定される場合約−0.4〜約−3GPaの範囲の残留応力と、X線回折による(111)ピーク強度に対する(200)ピーク強度の比が約1〜約14の範囲であることによって特徴付けられる結晶方位とを有する。好ましくは、窒化アルミニウムチタン層は、平均結晶子サイズが約15〜約50ナノメートルの範囲にある。このようなコーティングされた切削工具を作製する方法も開示する。
(もっと読む)
炭素膜被覆ドリルおよびその製造方法
【課題】従来よりも鋭利なエッジを有するダイヤモンド被膜等の炭素膜で被覆された炭素膜被覆ドリルを提供する。また、このドリルを高精度に加工して作製することができる製造方法を提供する。
【解決手段】この炭素膜被覆ドリル1では、基体すくい面2c上の領域、および基体逃げ面2d上の領域の炭素膜3に、凹面3aがそれぞれ形成され、これら凹面3aは、基体刃先2b上で交差して炭素膜刃先3bを形成しており、これら凹面3aの交差する角度θ1が、前記基体すくい面2cと前記基体逃げ面2dとの成す角度θ0より小さいことを特徴とする。
(もっと読む)
表面被覆切削工具
【課題】難削材の高速切削加工で硬質被覆層がすぐれた耐熱性及び耐溶着性を発揮する表面被覆切削工具を提供する。
【解決手段】工具基体の表面に硬質被覆層を形成してなる表面被覆切削工具において、該硬質被覆層は、組成式:(Ti1−αAlα)Nで表されるTiとAlの複合窒化物層、あるいは、組成式:(Ti1−α−βAlαMβ)Nで表されるTiとAlとMの複合窒化物層からなるA層(但し、Mは、Tiを除く周期律表4a,5a,6a族の元素、Si、B、Yのうちから選ばれた1種又は2種以上の添加成分を示し、原子比で、0.45≦α≦0.75、0.01≦β≦0.25)と組成式:(Cr1−x―γWxAgγ)N(但し、原子比で、0.01≦X≦0.30、0.01≦Y≦0.20)を満足するCrとWとAgの複合窒化物層からなるB層との2層構造または、A層とB層との交互積層として構成する。
(もっと読む)
軟質難削材の高速切削加工で硬質被覆層がすぐれた耐剥離性とすぐれた耐チッピング性を発揮する表面被覆切削工具
【課題】軟質難削材の高速切削加工で硬質被覆層がすぐれた耐剥離性とすぐれた耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】炭化タングステン基超硬合金または炭窒化チタン基サーメットからなる工具基体の最表面に、少なくとも、0.5〜5μmの平均層厚を有するTi硼化物層を被覆してなる切削工具であって、前記Ti硼化物層は、複数の平均粒径を有する結晶粒組織の複合組織として構成され、該複合組織は、10〜15nmの平均粒径を有する一次結晶粒の集合体からなる平均粒径40〜70nmの二次結晶粒と、該二次結晶粒の集合体からなる平均粒径300〜600nmの三次結晶粒とから構成されている。
(もっと読む)
ダイヤモンド被覆超硬合金製ドリル
【課題】アルミニウム合金やグラファイト、CFRP材等の難削材の切削加工において、切り屑排出性にすぐれ、長期の使用に亘ってすぐれた耐摩耗性を発揮するダイヤモンド被覆超硬合金製ドリルを提供する。
【解決手段】炭化タングステン基超硬合金または炭窒化チタン基サーメットで構成されたドリル基体表面に3〜30μmの膜厚のダイヤモンド皮膜が被覆されたダイヤモンド被覆超硬合金製ドリルにおいて、前記ダイヤモンド皮膜は、ラマン分光による1333cm−1付近に見られるダイヤモンド構造起因のピークの半値幅の測定で、ドリル先端部分の半値幅が15cm−1以下であり、先端からドリル径相当分以上離れたフルート溝部における半値幅が30〜80cm−1であることを特徴とするダイヤモンド被覆超硬合金製ドリル。
(もっと読む)
1 - 20 / 181
[ Back to top ]