
立方晶窒化アルミニウムチタンコーティングおよびその作製方法
【課題】立方晶窒化アルミニウムチタンコーティングおよびその作製方法を提供する。
【解決手段】B1立方晶相の単層構造と組成(AlxTi1−x)Nとを有し、xが約0.46〜約0.52モルの範囲である、少なくとも1つの窒化アルミニウムチタン層を含むハードコーティングを有する、コーティングされた切削工具を開示する。ハードコーティングはまた、XRD Sin2ψ法によって測定される場合約−0.4〜約−3GPaの範囲の残留応力と、X線回折による(111)ピーク強度に対する(200)ピーク強度の比が約1〜約14の範囲であることによって特徴付けられる結晶方位とを有する。好ましくは、窒化アルミニウムチタン層は、平均結晶子サイズが約15〜約50ナノメートルの範囲にある。このようなコーティングされた切削工具を作製する方法も開示する。
【解決手段】B1立方晶相の単層構造と組成(AlxTi1−x)Nとを有し、xが約0.46〜約0.52モルの範囲である、少なくとも1つの窒化アルミニウムチタン層を含むハードコーティングを有する、コーティングされた切削工具を開示する。ハードコーティングはまた、XRD Sin2ψ法によって測定される場合約−0.4〜約−3GPaの範囲の残留応力と、X線回折による(111)ピーク強度に対する(200)ピーク強度の比が約1〜約14の範囲であることによって特徴付けられる結晶方位とを有する。好ましくは、窒化アルミニウムチタン層は、平均結晶子サイズが約15〜約50ナノメートルの範囲にある。このようなコーティングされた切削工具を作製する方法も開示する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、窒化アルミニウムチタンを含んでなるハードコーティングを有する切削工具、およびこのようなコーティングされた切削工具を作製する方法に関する。より詳細には、本発明は、B1立方晶相の単相構造および組成(AlxTi1−x)Nを有し、xが約0.46〜約0.52モルの範囲である、窒化アルミニウムチタンを含む、ハードコーティングを有するコーティングされた切削工具に関する。
【背景技術】
【0002】
切削工具の性能を向上させるために窒化アルミニウムチタンを含むハードコーティングを用いることは周知である。こうしたハードコーティングの開発は1980年代に始まり、今日も続いている。開発のいくつかは、以下の特許および公開特許出願に教示されている。すなわち、(特許文献1)、(特許文献2)、(特許文献3)、(特許文献4)、(特許文献5)、(特許文献6)、(特許文献7)、(特許文献8)、(特許文献9)、(特許文献10)、(特許文献1)、(特許文献12)、(特許文献13)、(特許文献14)、(特許文献15)、(特許文献16)、(特許文献17)、(特許文献18)、(特許文献19)、(特許文献20)、(特許文献21)、(特許文献22)、(特許文献23)、(特許文献24)、(特許文献25)、(特許文献26)、(特許文献27)、(特許文献28)、(特許文献29)、(特許文献30)、(特許文献1)、(特許文献32)、(特許文献33)、(特許文献34)、(特許文献35)、(特許文献36)、(特許文献37)、(特許文献38)、(特許文献39)、(特許文献40)、(特許文献41)、(特許文献42)、(特許文献43)、(特許文献44)、(特許文献45)、(特許文献46)、(特許文献47)、(特許文献48)、(特許文献49)、(特許文献50)、(特許文献51)、(特許文献52)、(特許文献53)、(特許文献54)、(特許文献55)、(特許文献56)、(特許文献57)、(特許文献58)、(特許文献59)、(特許文献60)、および目下係属中であり本出願と共通の所有権を有する(特許文献61)である。さらに、こうしたハードコーティングの開発は、多くの技術文書、たとえば(非特許文献1)、(非特許文献2)、(非特許文献3)、(非特許文献4)、(非特許文献5)、(非特許文献6)、(非特許文献7)、(非特許文献8)、(非特許文献9)、(非特許文献10)、(非特許文献11)、(非特許文献12)、(非特許文献13)、(非特許文献14)、(非特許文献15)の主題となってきた。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】米国特許第7,431,988B2号明細書
【特許文献2】米国特許第7,188,463B2号明細書
【特許文献3】米国特許第7,169,485B2号明細書
【特許文献4】米国特許第7,094,479B2号明細書
【特許文献5】米国特許第7,018,726B2号明細書
【特許文献6】米国特許第6,924,454B2号明細書
【特許文献7】米国特許第6,866,921B2号明細書
【特許文献8】米国特許第6,844,069B2号明細書
【特許文献9】米国特許第6,838,151B2号明細書
【特許文献10】米国特許第6,811,581B2号明細書
【特許文献11】米国特許第6,737,178B2号明細書
【特許文献12】米国特許第6,688,817B2号明細書
【特許文献13】米国特許第6,669,747B2号明細書
【特許文献14】米国特許第6,599,062B1号明細書
【特許文献15】米国特許第6,558,749B2号明細書
【特許文献16】米国特許第6,565,957B2号明細書
【特許文献17】米国特許第6,395,379B1号明細書
【特許文献18】米国特許第6,333,099B1号明細書
【特許文献19】米国特許第6,274,249B1号明細書
【特許文献20】米国特許第6,250,855B1号明細書
【特許文献21】米国特許第6,110,571号明細書
【特許文献22】米国特許第6,071,560号明細書
【特許文献23】米国特許第6,033,734号明細書
【特許文献24】米国特許第5,712,030号明細書
【特許文献25】米国特許第5,296,016号明細書
【特許文献26】欧州特許第1762637B1号明細書
【特許文献27】欧州特許第1674597B1号明細書
【特許文献28】欧州特許第1260611B1号明細書
【特許文献29】欧州特許第1150792B1号明細書
【特許文献30】欧州特許第1122226B1号明細書
【特許文献31】欧州特許第1021584B1号明細書
【特許文献32】欧州特許第1099003B1号明細書
【特許文献33】欧州特許第1087026B1号明細書
【特許文献34】欧州特許第1038989B1号明細書
【特許文献35】欧州特許第1017870B1号明細書
【特許文献36】欧州特許第0925386B1号明細書
【特許文献37】欧州特許第0801144B1号明細書
【特許文献38】欧州特許第0798399B1号明細書
【特許文献39】欧州特許第0709353B1号明細書
【特許文献40】欧州特許第0558061B1号明細書
【特許文献41】欧州特許第0492059B1号明細書
【特許文献42】米国特許出願公開第2009/0098372A1号明細書
【特許文献43】米国特許出願公開第2009/0075114A1号明細書
【特許文献44】米国特許出願公開第2008/0299383A1号明細書
【特許文献45】米国特許出願公開第2008/02896608A1号明細書
【特許文献46】米国特許出願公開第2007/0148496A1号明細書
【特許文献47】米国特許出願公開第2007/0059558A1号明細書
【特許文献48】米国特許出願公開第2006/0257562A1号明細書
【特許文献49】米国特許出願公開第2006/0219325A1号明細書
【特許文献50】米国特許出願公開第2006/0154051A1号明細書
【特許文献51】欧州特許出願公開第2017366A1号明細書
【特許文献52】欧州特許出願公開第2008743A1号明細書
【特許文献53】欧州特許出願公開第2000236A1号明細書
【特許文献54】欧州特許出願公開第1801260A1号明細書
【特許文献55】欧州特許出願公開第1683875A2号明細書
【特許文献56】欧州特許出願公開第1616978A1号明細書
【特許文献57】欧州特許出願公開第1616974A1号明細書
【特許文献58】欧州特許出願公開第1470879A8号明細書
【特許文献59】国際公開第2009/031958A1号パンフレット
【特許文献60】国際公開第2008/037556A2号パンフレット
【特許文献61】米国特許出願第12/572,858号明細書
【非特許文献】
【0004】
【非特許文献1】S.パルデイ(S.PalDey)ら著、「(Ti,Al)Nの単層および多層耐摩耗性コーティング:考察(Single Layer and Multilayer Wear Resistant Coatings of (Ti,Al)N: A Review)」、材料工学(Materials Science and Engineering)、A342、(2003)、58−79
【非特許文献2】J.ムージル(J.Musil)ら著、「マグネトロンスパッタリングによって作製した超硬ナノコンポジットTi1−xAlxN膜(Superhard Nanocomposite Ti1−xAlxN Films Prepared by Magnetron Sputtering)」、固体薄膜(Thin Solid Films)、365、(2000)、104−109
【非特許文献3】A.ヘーリング(A.Hoerling)ら著、「Ti1−xAlxNコーティングされた切削工具の機械特性および加工性能(Mechanical Properties and Machining Performance of Ti1−xAlxN−Coated Cutting Tools)」、表面およびコーティング技術(Surface & Coatings Technology)、191、(2005)、384−392
【非特許文献4】G.ヘーカンソン(G.Haekansson)ら著、「D.C.マグネトロンスパッタ蒸着によって成長した多結晶準安定Ti0.5Al0.5N合金の微細構造および物理特性(Microstructure and Physical Properties of Polycrystalline Metastable Ti0.5Al0.5N Alloys Grown by D.C. Magnetron Sputter Deposition)」、固体薄膜(Thin Solid Films)、191、(1987)、55−65
【非特許文献5】C.−T.ホァン(C.−T.Huang)ら著、「反応性RFマグネトロンスパッタリングによるA2工具鋼の(Ti,Al)N膜の蒸着(Deposition of (Ti,Al)N films on A2 Tool Steel by Reactive R.F. Magnetron Sputtering)、表面およびコーティング技術(Surface and Coatings Techology)、71、(1995)、259−266
【非特許文献6】M.アーント(M.Arndt)ら著、「乾式高速切削における新しいAlTiNコーティングの性能(Performance of New AlTiN Coatings in Dry and High Speed Cutting)」、表面およびコーティング技術(Surface Coatings Technology)、163−164、(2003)、674−680
【非特許文献7】R.クリーマー(R.Cremer)ら著、「組合せ手法による(Ti,Al)Nハードコーティングの最適化(Optimization of (Ti,Al)N Hard Coatings by a Combinatorial Approach)」、国際無機材料ジャーナル(International Journal of Inorganic Materials)、3、(2001)、1181−1184
【非特許文献8】T.スズキ(T.Suzuki)ら著、「(Ti,Al)N膜の微細構造および結晶粒界(Microstructures and Grain Boundaries of (Ti,Al)N Films)」、表面およびコーティング技術(Surface Coatings Technology)、107、(1998)、41−47
【非特許文献9】J.L.エンドリノ(J.L. Endrino)ら著、「オーステナイト系ステンレス鋼の機械加工用の硬質AlTiN、AlCrN PVDコーティング(Hard AlTiN, AlCrN PVD Coatings for Machining of Austenitic Stainless Steel)」、表面およびコーティング技術(Surface Coatings Technology)、200、(2006)、6840−6845
【非特許文献10】W.−D.ミュンツ(W.−D.Muenz)著、「窒化アルミニウムチタン膜:TiNコーティングに対する新しい代替膜(Titanium Aluminum Nitride Films: A New Alternative to TiN Coatings)」、真空科学技術ジャーナル(J. Vacuum Science Technology)、A、4(6)、(1986)、2717−2725
【非特許文献11】M.シュウ(M.Zhou)ら著、「RFプラズマアシストマグネトロンスパッタリングによって作製したTi−Al−N薄膜の相転移および相特性(Phase Transition and Properties of Ti−Al−N Thin Films Prepared by R.F.−Plasma Assisted Magnetron Sputtering)」、固体薄膜(Thin Solid Films)、339、(1999)、203−208
【非特許文献12】Y.タナカ(Y.Tanaka)ら著、「陰極アークイオンプレーティング法によって作製した切削工具用の(Ti1−xAlx)Nコーティングの特性(Properties of (Ti1−xAlx)N Coatings for Cutting Tools Prepared by the Cathodic Arc Ion Plating Method)」、真空科学技術ジャーナル(J. Vacuum Science Technology)、A、10(4)、(1992)、1749−1756
【非特許文献13】A.へーリング(A.Hoerling)ら著、「アーク蒸発した高アルミニウム含有量のTi1−xAlxN薄膜の熱安定性(Thermal Stability of Arch Evaporated High Aluminum−Content Ti1−xAlxN Thin Films)」、真空科学技術ジャーナル(J. Vacuum Science Technology)、A、20(5)、(2002)、1815−1823
【非特許文献14】T.イケダ(T.Ikeda)ら著、「陰極アークイオンプレーティング法によって作製したTi−Al−N系におけるハードコーティング相形成および特徴付け(Phase Formation and Characterization of Hard Coatings in the Ti−Al−N System Prepared by the Cathodic Arc Ion Plating Method)」、固体薄膜(Thin Solid Films)、195、(1991)、99−110
【非特許文献15】A.キムラ(A.Kimura)ら著、「異なるAl含有量を有する準安定(Ti1−xAlx)N膜(Metastable (Ti1−xAlx)N Films with Different Al Content)」、真空科学技術ジャーナル(J. of Material Science Letters)、19、(2000)、601−602
【発明の概要】
【発明が解決しようとする課題】
【0005】
この技術に関して非常に多くの研究がなされているにも関らず、機械加工特性を向上させる必要が開発努力を駆り立て続けている。不都合なことに、従来技術の教示は、窒化アルミニウムチタンコーティングの特性に関して混乱させかつ矛盾する場合がある。矛盾の少なくともいくつかは、ハードコーティングを堆積するために用いられる正確な条件およびパラメータ、それらが堆積される基体、ならびに上記特性を測定するために用いられる条件および技法に対する、窒化アルミニウムチタンの特性の感度による可能性がある。条件およびパラメータの組合せが非常に多数ある可能性がある結果、特定の窒化アルミニウムチタンコーティング組成に対する、コーティングされた切削工具のハードコーティング特性を推測することが非常に困難になる。
【課題を解決するための手段】
【0006】
本発明の一態様では、B1立方晶相の単層構造と組成(AlxTi1−x)Nとを有し、xが約0.46〜約0.52モルの範囲である、少なくとも1つの窒化アルミニウムチタン層を含んでなるハードコーティングを有する、コーティングされた切削工具であって、ハードコーティングが、XRD Sin2ψ法によって測定される場合約−0.4〜約−3GPaの範囲の残留応力と、X線回折による(111)ピーク強度に対する(200)ピーク強度の比が約1〜約14の範囲であることによって特徴付けられる結晶方位とを有する、コーティングされた切削工具が提供される。好ましくは、窒化アルミニウムチタン層は、平均結晶子サイズが約15〜約50ナノメートルの範囲にある。ハードコーティングの全厚さは、好ましくは約1〜約10ミクロンの範囲にある。好ましくは、ハードコーティングは、2つ以上のこうした窒化アルミニウムチタン層を含む。好ましくは、基体は超硬合金タングステンカーバイドである。また好ましくは、基体は、エンドミル、フライス工具、旋削工具または穴あけ工具の形態で構成される。
【0007】
本発明の別の態様では、このようなコーティングされた切削工具を作製する方法が提供される。こうした方法の好ましい実施形態は、基体に接合層、続いて転移層および窒化アルミニウムチタン層を堆積することを含む。
【0008】
本発明の特徴および利点の重要性は、添付図面を参照することによってよりよく理解されるであろう。しかしながら、図面は、単に例示の目的のために作成されており、本発明の範囲を定義するものとして作成されていないことが理解されるべきである。
【図面の簡単な説明】
【0009】
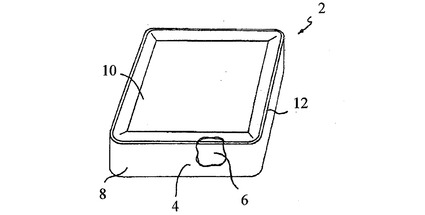
【図1】本発明の実施形態によるコーティングされた切削工具の切取部を含む斜視図である。切取部では、ハードコーティングの一部が除去されて基体が見えている。
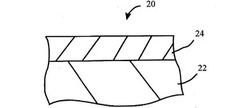
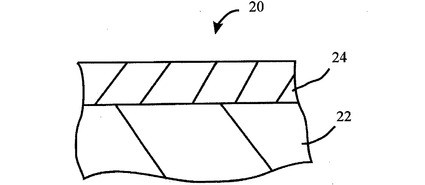
【図2】本発明の実施形態による単層窒化アルミニウムチタンコーティングを有するコーティングされた切削工具の一部の概略断面図である。
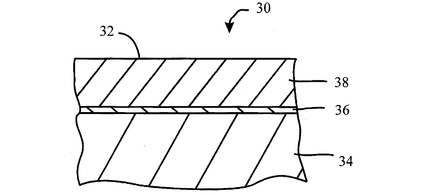
【図3】接着層に続き、本発明の実施形態による窒化アルミニウムチタンコーティングを有する、コーティングされた切削工具の一部の概略断面図である。
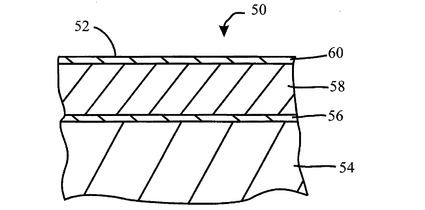
【図4】本発明の別の実施形態による多層ハードコーティングを有するコーティングされた切削工具の一部の概略断面図である。
【発明を実施するための形態】
【0010】
このセクションでは、本発明のいくつかの好ましい実施形態について、当業者が本発明を実施するために十分詳細に説明する。しかしながら、本明細書では限られた数の好ましい実施形態が説明されているという事実は、添付の特許請求の範囲に示す本発明の範囲を決して限定するものではないことが理解されなければならない。本明細書においてまたは添付の特許請求の範囲において本発明の実施形態の特徴を修飾するように「約」という用語が用いられる時はいつでも、それは、関連する特徴を作成および/または測定することに関連する通常の許容差を言及しているものと解釈されるべきである。本明細書においてまたは添付の特許請求の範囲において、本発明の実施形態の特徴を述べるために範囲が用いられる場合はいつでも、その範囲は、その範囲の述べられている端点とそれらの間のすべての点とを含むものと解釈されるべきである。
【0011】
本発明の好ましい実施形態は、B1立方晶相の単層構造と組成(AlxTi1−x)Nとを有し、xは約0.46〜約0.52モルの範囲である、少なくとも1つの窒化アルミニウムチタン層を含んでなるハードコーティングを有する、コーティングされた切削工具を含み、ハードコーティングは、Sin2ψ法によって測定される場合約−0.4〜−3GPaの範囲の残留応力と、X線回折による(111)ピーク強度に対する(200)ピーク強度の比が約1〜約14の範囲であることによって特徴付けられる結晶方位とを有する。表現の便宜上、こうした窒化アルミニウムチタン層を構成する材料を、本明細書では「本発明の窒化アルミニウムチタン」と呼ぶ場合がある。好ましくは、本発明の窒化アルミニウムチタンの平均結晶子サイズは、約15〜約50ナノメートルの範囲にある。
【0012】
本発明の好ましい実施形態では、ハードコーティングの結晶方位は、X線回折による(111)ピーク強度に対する(200)ピーク強度の比が約1〜約10の範囲であることによって特徴付けられる。さらにより好ましい実施形態では、この比は約5〜約10の範囲である。
【0013】
本発明の実施形態のハードコーティングは、単体でまたは他のコーティング材料の層と組み合わせて、本発明の窒化アルミニウムチタンの1つまたは複数の層からなってもよい。これらの他のコーティング材料は、本発明の窒化アルミニウムチタン層とは異なる特性を有する窒化アルミニウムチタン層を構成することができる。他のコーティング材料の例には、TiN等、xが0.46〜0.52の範囲にない組成(AlxTi1−x)Nおよびxが0.52を上回る組成(AlxTi1−x)Nの窒化アルミニウムチタンも挙げられる。
【0014】
本発明の実施形態のコーティングされた切削工具の基体は、いかなる切削工具構造も有することができる。好ましくは、基体は、エンドミル、フライス工具、旋削工具または穴あけ工具の構造を有する。基体は、ハードコーティングを堆積するために用いられる1つまたは複数のプロセスと適合性のあるあらゆる好適な切削工具材料を含むことも可能である。いくつかの好ましい基体材料の例には、超硬合金タングステンカーバイドが挙げられる。
【0015】
図1は、本発明の実施形態によるハードコーティング4を有するコーティングされた切削インサート2の形態のコーティングされた切削工具を示す。図1に、下にある基体6を示すように、ハードコーティング4の一部が切り取られている。切削インサート2は、逃げ面8およびすくい面10を有している。逃げ面8およびすくい面10は交差して、それらの接合部に切れ刃12を形成している。本発明のコーティングされた切削工具は、図1に示す切削インサートの形状とは異なる形状を呈することができることが理解されるべきである。たとえば、本発明の別の実施形態によるコーティングされた切削工具は、他のあらゆるタイプの旋削工具、エンドミルまたは穴あけ工具の形態であり得る。
【0016】
図2〜図4は、ハードコーティングおよび基体の接触面における本発明の実施形態によるコーティングされた切削インサートの断面の一部を示す。これらの図面における層の厚さの表現は、比例尺で描かれておらず、層および基体の概略的な空間関係を示すようにのみ意図されていることが理解されるべきである。図2を参照すると、基体22と、本発明の窒化アルミニウムチタンの単層からなるハードコーティング24とを有する、コーティングされた切削工具20が示されている。ハードコーティング24は、いかなる任意の所望の厚さであってもよいが、好ましくは、1〜10ミクロンの範囲の厚さである。
【0017】
ここで図3を参照すると、本発明の実施形態によるコーティングされた切削工具30が示されている。コーティングされた切削工具30は、ハードコーティング32および基体34を有している。ハードコーティング32は、窒化チタン接合層36および本発明の窒化アルミニウムチタンの層38を含んでなる。
【0018】
ここで図4を参照すると、本発明の別の実施形態による基体54の上にハードコーティング52を有するコーティングされた切削工具50が示されている。ハードコーティング52は、窒化チタン接合層56、本発明の窒化アルミニウムチタン層の層58、および1.5μm厚さ未満の上部窒化チタン層60を有している。
【0019】
本発明の窒化アルミニウムチタンは、B2立方晶構造を有し、六方晶相が欠けている。六方晶相がないことを、完全なパターンフィッティング法であるリートベルト(Rietveld)法を用いて、X線回折によって確定することができる。リートベルト法では、測定された試料プロファイルが計算されたプロファイルと比較され、2つのプロファイル間の変動が、さまざまなパラメータを調整することによって最小化される。コーティングのX線回折パターンは、収集のために1度のグレージング角を用いる斜入射技法を採用する平行ビーム光学X線回折システムによって収集される。X線回折システムは、銅製のX線管(45KVおよび40MAで動作)と、1/16度の散乱防止スリット、0.04ラジアンのソーラスリット、およびフラットグラファイトモノクロメータを有する受光光学系を備えたCu W/Si放物面鏡と、平行板コリメータと、封入型比例計数管とを用いる。コーティング試料高さは、X線ビームスプリッティングを用いて設定され、計数時間および走査速度は、リートベルト法分析に対して最適化される。分析中、背景プロファイルがフィッティングされ、収集された試料データに対してピーク探索が実行されることにより、すべてのピーク位置およびピーク強度が特定され、それらを用いて、従来の結晶相データベースを用いて試料の相組成が特定される。
【0020】
当業者は、ハードコーティングの残留応力の測定値が、ハードコーティングが堆積された基体の構造および組成、ならびに測定を行うために用いられる方法を含む、多くの要素によって決まることを理解するであろう。本発明の残留応力値は、ハードコーティングがガラススライドの上ではなく切削工具基体の上に堆積される時に測定されることを理解することが重要である。本発明のコーティングされた切削工具のハードコーティングの残留応力は、Sin2ψ法を用いて測定されることを理解することも重要である。Sin2ψ応力分析に必要なデータは、「斜入射」XRD技法を用いて収集される。この応力分析に用いられる機器は、試料を扱うためのオイラークレードルが装着されたパナリティカルエクスパートプロMRD(PANalytical Xpert Pro MRD)である。X線源は、45KVおよび40MAで動作する銅製のロングファインフォーカスX線管である。機器は、コーティングの応力を確定するために平行ビーム光学系を備えるように構成される。入射光学系は、Cu W/Si放物面X線ミラー、1/16度の散乱防止スリットおよび0.04ラジアンのソーラスリットを有する。受光光学系は、0.27度の平行板コリメータ、フラットグラファイトモノクロメータおよび封入型比例計数管を有する。応力分析のためのオメガ角(グレージング角)は、1.0度で固定される。データは、(111)、(200)、(220)、(311)、(222)、(331)、(420)および(422)反射に対して収集される。コーティング残留応力は、以下の一般式から計算される。
【数1】

式中、
σφ=σ1cos2φ+σ2sin2φ
dφψ=角度φおよび傾きψでの格子定数
d0=歪みがない格子定数
φ=回転角度
ψ=試料の傾き
σ1およびσ2=試料表面の主応力テンソル
σφ=φ回角度での応力
S1および1/2・S2=X線弾性定数1,2,6
【数2】
この分析の場合、ポアソン比(ν)は0.20に設定され、弾性率(GPaでのE)は、ナノインデンテーション分析から確定された。本発明によるハードコーティングの残留応力は、約−0.4〜約−3GPaの範囲であるが、好ましくは、残留応力は約−0.4〜約−2.5GPaの範囲であり、より好ましくは約−0.4〜約−1.8GPaの範囲である。
【0021】
本発明によるハードコーティングの全厚さは、コーティングされた基体が使用される用途と同様に、基体の特質およびハードコーティングを構成する層の数に関して選択されるべきである。好ましくは、ハードコーティングの全厚さは、約2〜約10ミクロンの範囲であり、より好ましくは約2〜約8ミクロンの範囲である。
【0022】
本発明によるハードコーティングでは、本発明の窒化アルミニウムチタンの層はいかなる所望の厚さを有していてもよいが、好ましくは、こうした層の厚さは約1〜約10ミクロンの範囲であり、より好ましくは、厚さは約1〜約8ミクロンの範囲である。
【0023】
本発明のいくつかの実施形態では、ハードコーティングは、陰極アークプロセスによって蒸着されるが、他の堆積プロセス、たとえばマグネトロンスパッタリング、フィルタード陰極アーク蒸着を用いてもよい。好ましくは、基体は、本発明の窒化アルミニウムチタン層の各々の堆積中は約350℃〜約600℃の温度であり、より好ましくは約400℃〜約550℃の範囲である。これらの層に対する基体バイアス電圧は、約20〜約80Vの範囲であることも好ましく、バイアス電圧は約30〜約60Vの範囲であることがより好ましい。
【実施例】
【0024】
実施例1
本発明の窒化アルミニウムチタンの単層を含んでなる本発明による5.1ミクロン厚さのハードコーティングを、55原子パーセントアルミニウムおよび45原子パーセントチタンの組成物の粉末冶金で作成した4つのターゲットを有する陰極アーク蒸着ユニットを用いて、正方形状の形態で構成された超硬合金タングステンカーバイド基体の上に蒸着させた。基体を2回転カルーセルに取り付けた。蒸着プロセス中、基体温度は450℃であった。電源電力は6キロワットであり、雰囲気は、5.0×10−2ミリバールの圧力を維持する窒素であった。層を、−40Vバイアス電圧を用いて20分間蒸着させた。ハードコーティングの組成を、オックスフォード(Oxford)INCAエネルギー分散型分光計(EDS)が装着された20KV JOEL(JSM6400)走査型電子顕微鏡(SEM)を用いて測定し、(Al0.47Ti0.53)Nであると確定した。薄膜X線回折を用いて相構成を測定した。それを、1度の斜入射角を用いるオイラークレードルが装着されたパナリティカルエクスパートプロ(Panalytical X’pert Pro)MRD機器で行う。ハードコーティングが、B2立方晶相からなる単相であることが明らかとなった。ハードコーティングに対し、X線回折ウィリアムソンホール(Williamson Hall)法により、40.4ナノメートルの平均結晶子サイズを有することが確定された。ハードコーティングの111反射に対する200反射のピーク比によって確定される結晶方位を、ブラッグ−ブレンターノ(Bragg−Brentano)(θ〜2θ)配置のX線回折によって測定した。それを、Cu Kα放射線(45KV、40mA)を用いてパナリティカルエクスパートプロ(Panalytical X’pert Pro)MPD機器(PANalytical B.V.)で行う。(111)ピークの強度に対する(200)回折ピークの強度比が、8.1であると確定された。ハードコーティングの硬度を、ビッカーズ(Vickers)インデンタを用いてISO標準規格14577に従ってフィッシャースコープ(Fischerscope)HM2000(フィッシャーテクノロジーインコーポレイテッド(Fischer technology Inc.)を用いて測定した。押込み深さを0.25μmに設定した。15回の測定の平均を報告する。ハードコーティングの測定された硬度は30.6GPaであった。Sin2ψ法による残留応力が、−0.483GPaと測定された。実施例1の測定データは表1に要約されている。
【0025】
実施例2〜4
表1に与えられた組成を有するハードコーティングを用いる本発明のコーティングされた基体の実施例2を、以下の相違を除き実施例1で説明したものと同様の方法で作成した。−40Vおよび−30Vのバイアスを基体に、−40Vに対して9.7分間、−30Vに対して4.8分間、交互に印加した。10回の交互の印加の合計を適用し、続いて、−40Vバイアスの14.5分でコーティング蒸着を終了した。総蒸着時間は159.5分である。また、実施例1は3.2×10−2ミリバールの窒素圧力を用いた。実施例3および4を実施例1と同様に作成したが、実施例3および4は、3.2×10−2ミリバールの窒素圧力を使用した、実施例1で特定した方法によって測定した、各コーディングされた基体のハードコーティングに対する組成、結晶構造、結晶子サイズ、硬度、残留応力およびX線回折I(200)/I(111)方位比もまた、表1に示す。すべての実施例が、100%立方晶相、比較的高い硬度(>29GPa)および低い圧縮応力(<−2GPa)によって特徴付けられる。
【0026】
比較標本
従来の窒化アルミニウムチタンコーティングを有する、比較例1〜3として表1において特定されるコーティングされた基体を、実施例1で説明したものと同様の方法で作製し評価した。これらのコーティングされた基体のハードコーティングの特性が表1に要約されている。本発明よりアルミニウム含有量が低い比較例1は、硬度は低いが、100%立方晶相およびより低い応力を有している。本発明よりアルミニウム含有量の高い比較例2および3は、比較的高い応力を有している。比較例の硬度はまた、大量の六方晶相が存在することにより劣化する。
【表1】
【0027】
穴あけ試験を行って、本発明のコーティングの実施形態を評価した。すべての実施例および比較例1は、約5ミクロンの同様のコーティング厚さを有する。基体を、3回転カルーセルに取り付けた。基体は、0.33インチ径ドリルの形態でWC−10wt%Coグレードの超硬合金タングステンカーバイドであった。切削材料は4140鋼である。試験条件および結果は表2に要約されている。結果は、本発明のコーティングが比較標本より意外なほどによりよく機能したことを示している。
【表2】
【0028】
本発明のごくわずかな実施形態について示し説明したが、当業者には、以下の特許請求の範囲に記載されている本発明の趣旨および範囲から逸脱することなく、それらに対して多くの変形および変更を行うことができることが明らかとなろう。本明細書において引用した外国および国内両方のすべての特許出願および特許、ならびに他のすべての刊行物は、法によって許可される完全な範囲までそれらの開示内容がすべて本明細書に組み込まれる。
【符号の説明】
【0029】
2 切削インサート
4 ハードコーティング
6 基体
8 逃げ面
10 すくい面
12 切れ刃
20 切削工具
22 基体
24 ハードコーティング
30 切削工具
32 ハードコーティング
34 基体
36 窒化チタン接合層
38 本発明の窒化アルミニウムチタンの層
50 切削工具
52 ハードコーティング
54 基体
56 窒化チタン接合層
58 本発明の窒化アルミニウムチタンの層
60 上部窒化チタン層
【技術分野】
【0001】
本発明は、窒化アルミニウムチタンを含んでなるハードコーティングを有する切削工具、およびこのようなコーティングされた切削工具を作製する方法に関する。より詳細には、本発明は、B1立方晶相の単相構造および組成(AlxTi1−x)Nを有し、xが約0.46〜約0.52モルの範囲である、窒化アルミニウムチタンを含む、ハードコーティングを有するコーティングされた切削工具に関する。
【背景技術】
【0002】
切削工具の性能を向上させるために窒化アルミニウムチタンを含むハードコーティングを用いることは周知である。こうしたハードコーティングの開発は1980年代に始まり、今日も続いている。開発のいくつかは、以下の特許および公開特許出願に教示されている。すなわち、(特許文献1)、(特許文献2)、(特許文献3)、(特許文献4)、(特許文献5)、(特許文献6)、(特許文献7)、(特許文献8)、(特許文献9)、(特許文献10)、(特許文献1)、(特許文献12)、(特許文献13)、(特許文献14)、(特許文献15)、(特許文献16)、(特許文献17)、(特許文献18)、(特許文献19)、(特許文献20)、(特許文献21)、(特許文献22)、(特許文献23)、(特許文献24)、(特許文献25)、(特許文献26)、(特許文献27)、(特許文献28)、(特許文献29)、(特許文献30)、(特許文献1)、(特許文献32)、(特許文献33)、(特許文献34)、(特許文献35)、(特許文献36)、(特許文献37)、(特許文献38)、(特許文献39)、(特許文献40)、(特許文献41)、(特許文献42)、(特許文献43)、(特許文献44)、(特許文献45)、(特許文献46)、(特許文献47)、(特許文献48)、(特許文献49)、(特許文献50)、(特許文献51)、(特許文献52)、(特許文献53)、(特許文献54)、(特許文献55)、(特許文献56)、(特許文献57)、(特許文献58)、(特許文献59)、(特許文献60)、および目下係属中であり本出願と共通の所有権を有する(特許文献61)である。さらに、こうしたハードコーティングの開発は、多くの技術文書、たとえば(非特許文献1)、(非特許文献2)、(非特許文献3)、(非特許文献4)、(非特許文献5)、(非特許文献6)、(非特許文献7)、(非特許文献8)、(非特許文献9)、(非特許文献10)、(非特許文献11)、(非特許文献12)、(非特許文献13)、(非特許文献14)、(非特許文献15)の主題となってきた。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】米国特許第7,431,988B2号明細書
【特許文献2】米国特許第7,188,463B2号明細書
【特許文献3】米国特許第7,169,485B2号明細書
【特許文献4】米国特許第7,094,479B2号明細書
【特許文献5】米国特許第7,018,726B2号明細書
【特許文献6】米国特許第6,924,454B2号明細書
【特許文献7】米国特許第6,866,921B2号明細書
【特許文献8】米国特許第6,844,069B2号明細書
【特許文献9】米国特許第6,838,151B2号明細書
【特許文献10】米国特許第6,811,581B2号明細書
【特許文献11】米国特許第6,737,178B2号明細書
【特許文献12】米国特許第6,688,817B2号明細書
【特許文献13】米国特許第6,669,747B2号明細書
【特許文献14】米国特許第6,599,062B1号明細書
【特許文献15】米国特許第6,558,749B2号明細書
【特許文献16】米国特許第6,565,957B2号明細書
【特許文献17】米国特許第6,395,379B1号明細書
【特許文献18】米国特許第6,333,099B1号明細書
【特許文献19】米国特許第6,274,249B1号明細書
【特許文献20】米国特許第6,250,855B1号明細書
【特許文献21】米国特許第6,110,571号明細書
【特許文献22】米国特許第6,071,560号明細書
【特許文献23】米国特許第6,033,734号明細書
【特許文献24】米国特許第5,712,030号明細書
【特許文献25】米国特許第5,296,016号明細書
【特許文献26】欧州特許第1762637B1号明細書
【特許文献27】欧州特許第1674597B1号明細書
【特許文献28】欧州特許第1260611B1号明細書
【特許文献29】欧州特許第1150792B1号明細書
【特許文献30】欧州特許第1122226B1号明細書
【特許文献31】欧州特許第1021584B1号明細書
【特許文献32】欧州特許第1099003B1号明細書
【特許文献33】欧州特許第1087026B1号明細書
【特許文献34】欧州特許第1038989B1号明細書
【特許文献35】欧州特許第1017870B1号明細書
【特許文献36】欧州特許第0925386B1号明細書
【特許文献37】欧州特許第0801144B1号明細書
【特許文献38】欧州特許第0798399B1号明細書
【特許文献39】欧州特許第0709353B1号明細書
【特許文献40】欧州特許第0558061B1号明細書
【特許文献41】欧州特許第0492059B1号明細書
【特許文献42】米国特許出願公開第2009/0098372A1号明細書
【特許文献43】米国特許出願公開第2009/0075114A1号明細書
【特許文献44】米国特許出願公開第2008/0299383A1号明細書
【特許文献45】米国特許出願公開第2008/02896608A1号明細書
【特許文献46】米国特許出願公開第2007/0148496A1号明細書
【特許文献47】米国特許出願公開第2007/0059558A1号明細書
【特許文献48】米国特許出願公開第2006/0257562A1号明細書
【特許文献49】米国特許出願公開第2006/0219325A1号明細書
【特許文献50】米国特許出願公開第2006/0154051A1号明細書
【特許文献51】欧州特許出願公開第2017366A1号明細書
【特許文献52】欧州特許出願公開第2008743A1号明細書
【特許文献53】欧州特許出願公開第2000236A1号明細書
【特許文献54】欧州特許出願公開第1801260A1号明細書
【特許文献55】欧州特許出願公開第1683875A2号明細書
【特許文献56】欧州特許出願公開第1616978A1号明細書
【特許文献57】欧州特許出願公開第1616974A1号明細書
【特許文献58】欧州特許出願公開第1470879A8号明細書
【特許文献59】国際公開第2009/031958A1号パンフレット
【特許文献60】国際公開第2008/037556A2号パンフレット
【特許文献61】米国特許出願第12/572,858号明細書
【非特許文献】
【0004】
【非特許文献1】S.パルデイ(S.PalDey)ら著、「(Ti,Al)Nの単層および多層耐摩耗性コーティング:考察(Single Layer and Multilayer Wear Resistant Coatings of (Ti,Al)N: A Review)」、材料工学(Materials Science and Engineering)、A342、(2003)、58−79
【非特許文献2】J.ムージル(J.Musil)ら著、「マグネトロンスパッタリングによって作製した超硬ナノコンポジットTi1−xAlxN膜(Superhard Nanocomposite Ti1−xAlxN Films Prepared by Magnetron Sputtering)」、固体薄膜(Thin Solid Films)、365、(2000)、104−109
【非特許文献3】A.ヘーリング(A.Hoerling)ら著、「Ti1−xAlxNコーティングされた切削工具の機械特性および加工性能(Mechanical Properties and Machining Performance of Ti1−xAlxN−Coated Cutting Tools)」、表面およびコーティング技術(Surface & Coatings Technology)、191、(2005)、384−392
【非特許文献4】G.ヘーカンソン(G.Haekansson)ら著、「D.C.マグネトロンスパッタ蒸着によって成長した多結晶準安定Ti0.5Al0.5N合金の微細構造および物理特性(Microstructure and Physical Properties of Polycrystalline Metastable Ti0.5Al0.5N Alloys Grown by D.C. Magnetron Sputter Deposition)」、固体薄膜(Thin Solid Films)、191、(1987)、55−65
【非特許文献5】C.−T.ホァン(C.−T.Huang)ら著、「反応性RFマグネトロンスパッタリングによるA2工具鋼の(Ti,Al)N膜の蒸着(Deposition of (Ti,Al)N films on A2 Tool Steel by Reactive R.F. Magnetron Sputtering)、表面およびコーティング技術(Surface and Coatings Techology)、71、(1995)、259−266
【非特許文献6】M.アーント(M.Arndt)ら著、「乾式高速切削における新しいAlTiNコーティングの性能(Performance of New AlTiN Coatings in Dry and High Speed Cutting)」、表面およびコーティング技術(Surface Coatings Technology)、163−164、(2003)、674−680
【非特許文献7】R.クリーマー(R.Cremer)ら著、「組合せ手法による(Ti,Al)Nハードコーティングの最適化(Optimization of (Ti,Al)N Hard Coatings by a Combinatorial Approach)」、国際無機材料ジャーナル(International Journal of Inorganic Materials)、3、(2001)、1181−1184
【非特許文献8】T.スズキ(T.Suzuki)ら著、「(Ti,Al)N膜の微細構造および結晶粒界(Microstructures and Grain Boundaries of (Ti,Al)N Films)」、表面およびコーティング技術(Surface Coatings Technology)、107、(1998)、41−47
【非特許文献9】J.L.エンドリノ(J.L. Endrino)ら著、「オーステナイト系ステンレス鋼の機械加工用の硬質AlTiN、AlCrN PVDコーティング(Hard AlTiN, AlCrN PVD Coatings for Machining of Austenitic Stainless Steel)」、表面およびコーティング技術(Surface Coatings Technology)、200、(2006)、6840−6845
【非特許文献10】W.−D.ミュンツ(W.−D.Muenz)著、「窒化アルミニウムチタン膜:TiNコーティングに対する新しい代替膜(Titanium Aluminum Nitride Films: A New Alternative to TiN Coatings)」、真空科学技術ジャーナル(J. Vacuum Science Technology)、A、4(6)、(1986)、2717−2725
【非特許文献11】M.シュウ(M.Zhou)ら著、「RFプラズマアシストマグネトロンスパッタリングによって作製したTi−Al−N薄膜の相転移および相特性(Phase Transition and Properties of Ti−Al−N Thin Films Prepared by R.F.−Plasma Assisted Magnetron Sputtering)」、固体薄膜(Thin Solid Films)、339、(1999)、203−208
【非特許文献12】Y.タナカ(Y.Tanaka)ら著、「陰極アークイオンプレーティング法によって作製した切削工具用の(Ti1−xAlx)Nコーティングの特性(Properties of (Ti1−xAlx)N Coatings for Cutting Tools Prepared by the Cathodic Arc Ion Plating Method)」、真空科学技術ジャーナル(J. Vacuum Science Technology)、A、10(4)、(1992)、1749−1756
【非特許文献13】A.へーリング(A.Hoerling)ら著、「アーク蒸発した高アルミニウム含有量のTi1−xAlxN薄膜の熱安定性(Thermal Stability of Arch Evaporated High Aluminum−Content Ti1−xAlxN Thin Films)」、真空科学技術ジャーナル(J. Vacuum Science Technology)、A、20(5)、(2002)、1815−1823
【非特許文献14】T.イケダ(T.Ikeda)ら著、「陰極アークイオンプレーティング法によって作製したTi−Al−N系におけるハードコーティング相形成および特徴付け(Phase Formation and Characterization of Hard Coatings in the Ti−Al−N System Prepared by the Cathodic Arc Ion Plating Method)」、固体薄膜(Thin Solid Films)、195、(1991)、99−110
【非特許文献15】A.キムラ(A.Kimura)ら著、「異なるAl含有量を有する準安定(Ti1−xAlx)N膜(Metastable (Ti1−xAlx)N Films with Different Al Content)」、真空科学技術ジャーナル(J. of Material Science Letters)、19、(2000)、601−602
【発明の概要】
【発明が解決しようとする課題】
【0005】
この技術に関して非常に多くの研究がなされているにも関らず、機械加工特性を向上させる必要が開発努力を駆り立て続けている。不都合なことに、従来技術の教示は、窒化アルミニウムチタンコーティングの特性に関して混乱させかつ矛盾する場合がある。矛盾の少なくともいくつかは、ハードコーティングを堆積するために用いられる正確な条件およびパラメータ、それらが堆積される基体、ならびに上記特性を測定するために用いられる条件および技法に対する、窒化アルミニウムチタンの特性の感度による可能性がある。条件およびパラメータの組合せが非常に多数ある可能性がある結果、特定の窒化アルミニウムチタンコーティング組成に対する、コーティングされた切削工具のハードコーティング特性を推測することが非常に困難になる。
【課題を解決するための手段】
【0006】
本発明の一態様では、B1立方晶相の単層構造と組成(AlxTi1−x)Nとを有し、xが約0.46〜約0.52モルの範囲である、少なくとも1つの窒化アルミニウムチタン層を含んでなるハードコーティングを有する、コーティングされた切削工具であって、ハードコーティングが、XRD Sin2ψ法によって測定される場合約−0.4〜約−3GPaの範囲の残留応力と、X線回折による(111)ピーク強度に対する(200)ピーク強度の比が約1〜約14の範囲であることによって特徴付けられる結晶方位とを有する、コーティングされた切削工具が提供される。好ましくは、窒化アルミニウムチタン層は、平均結晶子サイズが約15〜約50ナノメートルの範囲にある。ハードコーティングの全厚さは、好ましくは約1〜約10ミクロンの範囲にある。好ましくは、ハードコーティングは、2つ以上のこうした窒化アルミニウムチタン層を含む。好ましくは、基体は超硬合金タングステンカーバイドである。また好ましくは、基体は、エンドミル、フライス工具、旋削工具または穴あけ工具の形態で構成される。
【0007】
本発明の別の態様では、このようなコーティングされた切削工具を作製する方法が提供される。こうした方法の好ましい実施形態は、基体に接合層、続いて転移層および窒化アルミニウムチタン層を堆積することを含む。
【0008】
本発明の特徴および利点の重要性は、添付図面を参照することによってよりよく理解されるであろう。しかしながら、図面は、単に例示の目的のために作成されており、本発明の範囲を定義するものとして作成されていないことが理解されるべきである。
【図面の簡単な説明】
【0009】
【図1】本発明の実施形態によるコーティングされた切削工具の切取部を含む斜視図である。切取部では、ハードコーティングの一部が除去されて基体が見えている。
【図2】本発明の実施形態による単層窒化アルミニウムチタンコーティングを有するコーティングされた切削工具の一部の概略断面図である。
【図3】接着層に続き、本発明の実施形態による窒化アルミニウムチタンコーティングを有する、コーティングされた切削工具の一部の概略断面図である。
【図4】本発明の別の実施形態による多層ハードコーティングを有するコーティングされた切削工具の一部の概略断面図である。
【発明を実施するための形態】
【0010】
このセクションでは、本発明のいくつかの好ましい実施形態について、当業者が本発明を実施するために十分詳細に説明する。しかしながら、本明細書では限られた数の好ましい実施形態が説明されているという事実は、添付の特許請求の範囲に示す本発明の範囲を決して限定するものではないことが理解されなければならない。本明細書においてまたは添付の特許請求の範囲において本発明の実施形態の特徴を修飾するように「約」という用語が用いられる時はいつでも、それは、関連する特徴を作成および/または測定することに関連する通常の許容差を言及しているものと解釈されるべきである。本明細書においてまたは添付の特許請求の範囲において、本発明の実施形態の特徴を述べるために範囲が用いられる場合はいつでも、その範囲は、その範囲の述べられている端点とそれらの間のすべての点とを含むものと解釈されるべきである。
【0011】
本発明の好ましい実施形態は、B1立方晶相の単層構造と組成(AlxTi1−x)Nとを有し、xは約0.46〜約0.52モルの範囲である、少なくとも1つの窒化アルミニウムチタン層を含んでなるハードコーティングを有する、コーティングされた切削工具を含み、ハードコーティングは、Sin2ψ法によって測定される場合約−0.4〜−3GPaの範囲の残留応力と、X線回折による(111)ピーク強度に対する(200)ピーク強度の比が約1〜約14の範囲であることによって特徴付けられる結晶方位とを有する。表現の便宜上、こうした窒化アルミニウムチタン層を構成する材料を、本明細書では「本発明の窒化アルミニウムチタン」と呼ぶ場合がある。好ましくは、本発明の窒化アルミニウムチタンの平均結晶子サイズは、約15〜約50ナノメートルの範囲にある。
【0012】
本発明の好ましい実施形態では、ハードコーティングの結晶方位は、X線回折による(111)ピーク強度に対する(200)ピーク強度の比が約1〜約10の範囲であることによって特徴付けられる。さらにより好ましい実施形態では、この比は約5〜約10の範囲である。
【0013】
本発明の実施形態のハードコーティングは、単体でまたは他のコーティング材料の層と組み合わせて、本発明の窒化アルミニウムチタンの1つまたは複数の層からなってもよい。これらの他のコーティング材料は、本発明の窒化アルミニウムチタン層とは異なる特性を有する窒化アルミニウムチタン層を構成することができる。他のコーティング材料の例には、TiN等、xが0.46〜0.52の範囲にない組成(AlxTi1−x)Nおよびxが0.52を上回る組成(AlxTi1−x)Nの窒化アルミニウムチタンも挙げられる。
【0014】
本発明の実施形態のコーティングされた切削工具の基体は、いかなる切削工具構造も有することができる。好ましくは、基体は、エンドミル、フライス工具、旋削工具または穴あけ工具の構造を有する。基体は、ハードコーティングを堆積するために用いられる1つまたは複数のプロセスと適合性のあるあらゆる好適な切削工具材料を含むことも可能である。いくつかの好ましい基体材料の例には、超硬合金タングステンカーバイドが挙げられる。
【0015】
図1は、本発明の実施形態によるハードコーティング4を有するコーティングされた切削インサート2の形態のコーティングされた切削工具を示す。図1に、下にある基体6を示すように、ハードコーティング4の一部が切り取られている。切削インサート2は、逃げ面8およびすくい面10を有している。逃げ面8およびすくい面10は交差して、それらの接合部に切れ刃12を形成している。本発明のコーティングされた切削工具は、図1に示す切削インサートの形状とは異なる形状を呈することができることが理解されるべきである。たとえば、本発明の別の実施形態によるコーティングされた切削工具は、他のあらゆるタイプの旋削工具、エンドミルまたは穴あけ工具の形態であり得る。
【0016】
図2〜図4は、ハードコーティングおよび基体の接触面における本発明の実施形態によるコーティングされた切削インサートの断面の一部を示す。これらの図面における層の厚さの表現は、比例尺で描かれておらず、層および基体の概略的な空間関係を示すようにのみ意図されていることが理解されるべきである。図2を参照すると、基体22と、本発明の窒化アルミニウムチタンの単層からなるハードコーティング24とを有する、コーティングされた切削工具20が示されている。ハードコーティング24は、いかなる任意の所望の厚さであってもよいが、好ましくは、1〜10ミクロンの範囲の厚さである。
【0017】
ここで図3を参照すると、本発明の実施形態によるコーティングされた切削工具30が示されている。コーティングされた切削工具30は、ハードコーティング32および基体34を有している。ハードコーティング32は、窒化チタン接合層36および本発明の窒化アルミニウムチタンの層38を含んでなる。
【0018】
ここで図4を参照すると、本発明の別の実施形態による基体54の上にハードコーティング52を有するコーティングされた切削工具50が示されている。ハードコーティング52は、窒化チタン接合層56、本発明の窒化アルミニウムチタン層の層58、および1.5μm厚さ未満の上部窒化チタン層60を有している。
【0019】
本発明の窒化アルミニウムチタンは、B2立方晶構造を有し、六方晶相が欠けている。六方晶相がないことを、完全なパターンフィッティング法であるリートベルト(Rietveld)法を用いて、X線回折によって確定することができる。リートベルト法では、測定された試料プロファイルが計算されたプロファイルと比較され、2つのプロファイル間の変動が、さまざまなパラメータを調整することによって最小化される。コーティングのX線回折パターンは、収集のために1度のグレージング角を用いる斜入射技法を採用する平行ビーム光学X線回折システムによって収集される。X線回折システムは、銅製のX線管(45KVおよび40MAで動作)と、1/16度の散乱防止スリット、0.04ラジアンのソーラスリット、およびフラットグラファイトモノクロメータを有する受光光学系を備えたCu W/Si放物面鏡と、平行板コリメータと、封入型比例計数管とを用いる。コーティング試料高さは、X線ビームスプリッティングを用いて設定され、計数時間および走査速度は、リートベルト法分析に対して最適化される。分析中、背景プロファイルがフィッティングされ、収集された試料データに対してピーク探索が実行されることにより、すべてのピーク位置およびピーク強度が特定され、それらを用いて、従来の結晶相データベースを用いて試料の相組成が特定される。
【0020】
当業者は、ハードコーティングの残留応力の測定値が、ハードコーティングが堆積された基体の構造および組成、ならびに測定を行うために用いられる方法を含む、多くの要素によって決まることを理解するであろう。本発明の残留応力値は、ハードコーティングがガラススライドの上ではなく切削工具基体の上に堆積される時に測定されることを理解することが重要である。本発明のコーティングされた切削工具のハードコーティングの残留応力は、Sin2ψ法を用いて測定されることを理解することも重要である。Sin2ψ応力分析に必要なデータは、「斜入射」XRD技法を用いて収集される。この応力分析に用いられる機器は、試料を扱うためのオイラークレードルが装着されたパナリティカルエクスパートプロMRD(PANalytical Xpert Pro MRD)である。X線源は、45KVおよび40MAで動作する銅製のロングファインフォーカスX線管である。機器は、コーティングの応力を確定するために平行ビーム光学系を備えるように構成される。入射光学系は、Cu W/Si放物面X線ミラー、1/16度の散乱防止スリットおよび0.04ラジアンのソーラスリットを有する。受光光学系は、0.27度の平行板コリメータ、フラットグラファイトモノクロメータおよび封入型比例計数管を有する。応力分析のためのオメガ角(グレージング角)は、1.0度で固定される。データは、(111)、(200)、(220)、(311)、(222)、(331)、(420)および(422)反射に対して収集される。コーティング残留応力は、以下の一般式から計算される。
【数1】
式中、
σφ=σ1cos2φ+σ2sin2φ
dφψ=角度φおよび傾きψでの格子定数
d0=歪みがない格子定数
φ=回転角度
ψ=試料の傾き
σ1およびσ2=試料表面の主応力テンソル
σφ=φ回角度での応力
S1および1/2・S2=X線弾性定数1,2,6
【数2】
この分析の場合、ポアソン比(ν)は0.20に設定され、弾性率(GPaでのE)は、ナノインデンテーション分析から確定された。本発明によるハードコーティングの残留応力は、約−0.4〜約−3GPaの範囲であるが、好ましくは、残留応力は約−0.4〜約−2.5GPaの範囲であり、より好ましくは約−0.4〜約−1.8GPaの範囲である。
【0021】
本発明によるハードコーティングの全厚さは、コーティングされた基体が使用される用途と同様に、基体の特質およびハードコーティングを構成する層の数に関して選択されるべきである。好ましくは、ハードコーティングの全厚さは、約2〜約10ミクロンの範囲であり、より好ましくは約2〜約8ミクロンの範囲である。
【0022】
本発明によるハードコーティングでは、本発明の窒化アルミニウムチタンの層はいかなる所望の厚さを有していてもよいが、好ましくは、こうした層の厚さは約1〜約10ミクロンの範囲であり、より好ましくは、厚さは約1〜約8ミクロンの範囲である。
【0023】
本発明のいくつかの実施形態では、ハードコーティングは、陰極アークプロセスによって蒸着されるが、他の堆積プロセス、たとえばマグネトロンスパッタリング、フィルタード陰極アーク蒸着を用いてもよい。好ましくは、基体は、本発明の窒化アルミニウムチタン層の各々の堆積中は約350℃〜約600℃の温度であり、より好ましくは約400℃〜約550℃の範囲である。これらの層に対する基体バイアス電圧は、約20〜約80Vの範囲であることも好ましく、バイアス電圧は約30〜約60Vの範囲であることがより好ましい。
【実施例】
【0024】
実施例1
本発明の窒化アルミニウムチタンの単層を含んでなる本発明による5.1ミクロン厚さのハードコーティングを、55原子パーセントアルミニウムおよび45原子パーセントチタンの組成物の粉末冶金で作成した4つのターゲットを有する陰極アーク蒸着ユニットを用いて、正方形状の形態で構成された超硬合金タングステンカーバイド基体の上に蒸着させた。基体を2回転カルーセルに取り付けた。蒸着プロセス中、基体温度は450℃であった。電源電力は6キロワットであり、雰囲気は、5.0×10−2ミリバールの圧力を維持する窒素であった。層を、−40Vバイアス電圧を用いて20分間蒸着させた。ハードコーティングの組成を、オックスフォード(Oxford)INCAエネルギー分散型分光計(EDS)が装着された20KV JOEL(JSM6400)走査型電子顕微鏡(SEM)を用いて測定し、(Al0.47Ti0.53)Nであると確定した。薄膜X線回折を用いて相構成を測定した。それを、1度の斜入射角を用いるオイラークレードルが装着されたパナリティカルエクスパートプロ(Panalytical X’pert Pro)MRD機器で行う。ハードコーティングが、B2立方晶相からなる単相であることが明らかとなった。ハードコーティングに対し、X線回折ウィリアムソンホール(Williamson Hall)法により、40.4ナノメートルの平均結晶子サイズを有することが確定された。ハードコーティングの111反射に対する200反射のピーク比によって確定される結晶方位を、ブラッグ−ブレンターノ(Bragg−Brentano)(θ〜2θ)配置のX線回折によって測定した。それを、Cu Kα放射線(45KV、40mA)を用いてパナリティカルエクスパートプロ(Panalytical X’pert Pro)MPD機器(PANalytical B.V.)で行う。(111)ピークの強度に対する(200)回折ピークの強度比が、8.1であると確定された。ハードコーティングの硬度を、ビッカーズ(Vickers)インデンタを用いてISO標準規格14577に従ってフィッシャースコープ(Fischerscope)HM2000(フィッシャーテクノロジーインコーポレイテッド(Fischer technology Inc.)を用いて測定した。押込み深さを0.25μmに設定した。15回の測定の平均を報告する。ハードコーティングの測定された硬度は30.6GPaであった。Sin2ψ法による残留応力が、−0.483GPaと測定された。実施例1の測定データは表1に要約されている。
【0025】
実施例2〜4
表1に与えられた組成を有するハードコーティングを用いる本発明のコーティングされた基体の実施例2を、以下の相違を除き実施例1で説明したものと同様の方法で作成した。−40Vおよび−30Vのバイアスを基体に、−40Vに対して9.7分間、−30Vに対して4.8分間、交互に印加した。10回の交互の印加の合計を適用し、続いて、−40Vバイアスの14.5分でコーティング蒸着を終了した。総蒸着時間は159.5分である。また、実施例1は3.2×10−2ミリバールの窒素圧力を用いた。実施例3および4を実施例1と同様に作成したが、実施例3および4は、3.2×10−2ミリバールの窒素圧力を使用した、実施例1で特定した方法によって測定した、各コーディングされた基体のハードコーティングに対する組成、結晶構造、結晶子サイズ、硬度、残留応力およびX線回折I(200)/I(111)方位比もまた、表1に示す。すべての実施例が、100%立方晶相、比較的高い硬度(>29GPa)および低い圧縮応力(<−2GPa)によって特徴付けられる。
【0026】
比較標本
従来の窒化アルミニウムチタンコーティングを有する、比較例1〜3として表1において特定されるコーティングされた基体を、実施例1で説明したものと同様の方法で作製し評価した。これらのコーティングされた基体のハードコーティングの特性が表1に要約されている。本発明よりアルミニウム含有量が低い比較例1は、硬度は低いが、100%立方晶相およびより低い応力を有している。本発明よりアルミニウム含有量の高い比較例2および3は、比較的高い応力を有している。比較例の硬度はまた、大量の六方晶相が存在することにより劣化する。
【表1】
【0027】
穴あけ試験を行って、本発明のコーティングの実施形態を評価した。すべての実施例および比較例1は、約5ミクロンの同様のコーティング厚さを有する。基体を、3回転カルーセルに取り付けた。基体は、0.33インチ径ドリルの形態でWC−10wt%Coグレードの超硬合金タングステンカーバイドであった。切削材料は4140鋼である。試験条件および結果は表2に要約されている。結果は、本発明のコーティングが比較標本より意外なほどによりよく機能したことを示している。
【表2】
【0028】
本発明のごくわずかな実施形態について示し説明したが、当業者には、以下の特許請求の範囲に記載されている本発明の趣旨および範囲から逸脱することなく、それらに対して多くの変形および変更を行うことができることが明らかとなろう。本明細書において引用した外国および国内両方のすべての特許出願および特許、ならびに他のすべての刊行物は、法によって許可される完全な範囲までそれらの開示内容がすべて本明細書に組み込まれる。
【符号の説明】
【0029】
2 切削インサート
4 ハードコーティング
6 基体
8 逃げ面
10 すくい面
12 切れ刃
20 切削工具
22 基体
24 ハードコーティング
30 切削工具
32 ハードコーティング
34 基体
36 窒化チタン接合層
38 本発明の窒化アルミニウムチタンの層
50 切削工具
52 ハードコーティング
54 基体
56 窒化チタン接合層
58 本発明の窒化アルミニウムチタンの層
60 上部窒化チタン層
【特許請求の範囲】
【請求項1】
切削工具構造を有する基体と、
B1立方晶相の単層構造と組成(AlxTi1−x)Nとを有し、xが約0.46〜約0.52モルの範囲である、少なくとも1つの窒化アルミニウムチタン層を含んでなる、ハードコーティングであって、XRD Sin2ψ法によって測定される場合約−0.4〜約−3GPaの範囲の残留応力と、X線回折による(111)ピーク強度に対する(200)ピーク強度の比が約1〜約14の範囲であることによって特徴付けられる結晶方位とをさらに有する、ハードコーティングと、
を具備するコーティングされた切削工具。
【請求項2】
前記基体が、超硬合金タングステンカーバイドを含む、請求項1に記載のコーティングされた切削工具。
【請求項3】
前記基体の前記構造が、エンドミル、フライス工具、旋削工具および穴あけ工具からなる群から選択される構造である、請求項1に記載のコーティングされた切削工具。
【請求項4】
前記ハードコーティングが、約15〜約50ナノメートルの範囲の平均結晶子サイズを有する、請求項1に記載のコーティングされた切削工具。
【請求項5】
前記ハードコーティングの前記残留応力が、約−0.4〜約−2.5GPaの範囲である、請求項1に記載のコーティングされた切削工具。
【請求項6】
ハードコーティングを有するコーティングされた切削工具を作製する方法であって、
a)切削工具構造を有する基体を準備するステップと、
b)前記基体にハードコーティングを堆積するステップであって、前記ハードコーティングが、B1立方晶相の単層構造と組成(AlxTi1−x)Nとを有し、xが約0.46〜約0.52モルの範囲である、窒化アルミニウムチタン層を含んでなる、ステップと、
を含み、
前記ハードコーティングが、XRD Sin2ψ法によって測定される場合約−0.4〜約−3GPaの範囲の残留応力と、X線回折による(111)ピーク強度に対する(200)ピーク強度の比が約1〜約14の範囲であることによって特徴付けられる結晶方位とを有する、方法。
【請求項7】
ステップ(b)の間、前記基体の温度が350℃〜約600℃の範囲である、請求項6に記載の方法。
【請求項8】
ステップ(b)の間、前記基体のバイアス電圧が約−20〜約−80Vの範囲にある、請求項6に記載の方法。
【請求項9】
ステップ(b)の間、前記基体のバイアス電圧が−20から約−80V以内で交互になる、請求項6に記載の方法。
【請求項10】
前記基体が超硬合金タングステンカーバイドを含む、請求項6に記載の方法。
【請求項11】
前記基体の前記構造が、エンドミル、フライス工具、旋削工具および穴あけ工具からなる群から選択される構造である、請求項6に記載の方法。
【請求項12】
前記ハードコーティングが、約15〜約50ナノメートルの範囲の平均結晶子サイズを有する、請求項6に記載の方法。
【請求項13】
ハードコーティングを堆積する前記ステップが、窒化チタンと、組成、結晶構造、残留応力および結晶方位のうちの少なくとも1つが、請求項6に記載の窒化アルミニウムチタンに対して特定されるものとは異なる、窒化アルミニウムチタンとからなる群から選択された材料を含む少なくとも1つの層を堆積することをさらに含む、請求項6に記載の方法。
【請求項14】
前記ハードコーティングの前記残留応力が約−0.4〜約−2.5GPaの範囲にある、請求項6に記載の方法。
【請求項1】
切削工具構造を有する基体と、
B1立方晶相の単層構造と組成(AlxTi1−x)Nとを有し、xが約0.46〜約0.52モルの範囲である、少なくとも1つの窒化アルミニウムチタン層を含んでなる、ハードコーティングであって、XRD Sin2ψ法によって測定される場合約−0.4〜約−3GPaの範囲の残留応力と、X線回折による(111)ピーク強度に対する(200)ピーク強度の比が約1〜約14の範囲であることによって特徴付けられる結晶方位とをさらに有する、ハードコーティングと、
を具備するコーティングされた切削工具。
【請求項2】
前記基体が、超硬合金タングステンカーバイドを含む、請求項1に記載のコーティングされた切削工具。
【請求項3】
前記基体の前記構造が、エンドミル、フライス工具、旋削工具および穴あけ工具からなる群から選択される構造である、請求項1に記載のコーティングされた切削工具。
【請求項4】
前記ハードコーティングが、約15〜約50ナノメートルの範囲の平均結晶子サイズを有する、請求項1に記載のコーティングされた切削工具。
【請求項5】
前記ハードコーティングの前記残留応力が、約−0.4〜約−2.5GPaの範囲である、請求項1に記載のコーティングされた切削工具。
【請求項6】
ハードコーティングを有するコーティングされた切削工具を作製する方法であって、
a)切削工具構造を有する基体を準備するステップと、
b)前記基体にハードコーティングを堆積するステップであって、前記ハードコーティングが、B1立方晶相の単層構造と組成(AlxTi1−x)Nとを有し、xが約0.46〜約0.52モルの範囲である、窒化アルミニウムチタン層を含んでなる、ステップと、
を含み、
前記ハードコーティングが、XRD Sin2ψ法によって測定される場合約−0.4〜約−3GPaの範囲の残留応力と、X線回折による(111)ピーク強度に対する(200)ピーク強度の比が約1〜約14の範囲であることによって特徴付けられる結晶方位とを有する、方法。
【請求項7】
ステップ(b)の間、前記基体の温度が350℃〜約600℃の範囲である、請求項6に記載の方法。
【請求項8】
ステップ(b)の間、前記基体のバイアス電圧が約−20〜約−80Vの範囲にある、請求項6に記載の方法。
【請求項9】
ステップ(b)の間、前記基体のバイアス電圧が−20から約−80V以内で交互になる、請求項6に記載の方法。
【請求項10】
前記基体が超硬合金タングステンカーバイドを含む、請求項6に記載の方法。
【請求項11】
前記基体の前記構造が、エンドミル、フライス工具、旋削工具および穴あけ工具からなる群から選択される構造である、請求項6に記載の方法。
【請求項12】
前記ハードコーティングが、約15〜約50ナノメートルの範囲の平均結晶子サイズを有する、請求項6に記載の方法。
【請求項13】
ハードコーティングを堆積する前記ステップが、窒化チタンと、組成、結晶構造、残留応力および結晶方位のうちの少なくとも1つが、請求項6に記載の窒化アルミニウムチタンに対して特定されるものとは異なる、窒化アルミニウムチタンとからなる群から選択された材料を含む少なくとも1つの層を堆積することをさらに含む、請求項6に記載の方法。
【請求項14】
前記ハードコーティングの前記残留応力が約−0.4〜約−2.5GPaの範囲にある、請求項6に記載の方法。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−161909(P2012−161909A)
【公開日】平成24年8月30日(2012.8.30)
【国際特許分類】
【出願番号】特願2012−16419(P2012−16419)
【出願日】平成24年1月30日(2012.1.30)
【出願人】(399031078)ケンナメタル インコーポレイテッド (182)
【氏名又は名称原語表記】Kennametal Inc.
【住所又は居所原語表記】1600 Technology Way Latrobe PA 15650−0231, USA
【Fターム(参考)】
【公開日】平成24年8月30日(2012.8.30)
【国際特許分類】
【出願日】平成24年1月30日(2012.1.30)
【出願人】(399031078)ケンナメタル インコーポレイテッド (182)
【氏名又は名称原語表記】Kennametal Inc.
【住所又は居所原語表記】1600 Technology Way Latrobe PA 15650−0231, USA
【Fターム(参考)】
[ Back to top ]